Valutare correttamente i costi
indiretti ed i costi fissi
In molte piccole imprese manifatturiere che lavorano conto
terzi, ovvero producendo su commessa su specifiche del cliente,
la determinazione del costo del prodotto, e quindi del prezzo
da proporre in offerta, si imbatte in uno scoglio difficile da
affrontare con la consapevolezza di fare la cosa giusta: la
valutazione dei costi indiretti e dei costi fissi o di
struttura da considerare in aggiunta ai costi variabili del
prodotto, sicuramente meno ostici.
La problematica del calcolò del costo del prodotto e della determinazione del prezzo
da formulare in offerta è già stata trattata in precedenti articoli (“Come calcolare
il prezzo del prodotto“, “Come calcolare il costo vero del prodotto“) ma in questo
articolo vorrei approfondire la valutazione dei costi “non variabili”, ovvero quelli
derivanti da attività indirette o di struttura.
Riepilogando le tipologie dei costi che riguardano principalmente la nostra analisi
sono le seguenti:
costi variabili: variano in funzione del volume di lavoro svolto , ferma
restando la capacità produttiva totale. La variabilità può essere percepita come
evitabilità di un certo costo (se non sussiste la richiesta del cliente o
interna) in un dato periodo di tempo;
costi fissi: sono costi il cui ammontare è costante al variare del volume di
lavoro svolto in un intervallo di tempo definito e non breve;
costi diretti: compongono direttamente il prodotto finito o la commessa.
Rientrano in questa categoria le materie prime, la manodopera diretta, gli
acquisti di prodotti e servizi forniti da terzi;
costi indiretti: sono tutti quelli non classificati come diretti, ad esempio, i
costi di manutenzione, gli ammortamenti, l’energia ed i costi generali;
costi speciali o specifici: si riferiscono in maniera esclusiva all’oggetto
osservato; ad esempio, l’ammortamento di una risorsa tecnica usato
esclusivamente per un prodotto/servizio/commessa;
costi comuni: sono costi non collegabili ad un unico oggetto di osservazione,
come ad esempio il costo del personale del reparto IT o sistemi informativi.
Queste tipologie sono a due a due complementari. I costi variabili si contrappongono
ai costi fissi, i costi diretti agli indiretti, i costi speciali (o specifici) ai
comuni. Ogni costo può dunque rientrare in ciascuno dei tre gruppi, facendo parte
delle varie tipologie.
Concentriamoci sulla determinazione dei costi fissi, anche denominati “a spese
generali” o di struttura, e dei costi indiretti. Generalmente questi costi vengono
valutati in modo forfettario come una percentuale dei costi variabili senza una
precisa motivazione, se non che sono troppo difficoltosi da calcolare in modo
preciso.
Tra i costi indiretti rientrano normalmente quelli relativi al lavoro del personale
indiretto (ufficio commerciale, magazzinieri, addetti al controllo qualità, capi
reparto e capi officina, ufficio pianificazione della produzione, addetti alle
spedizioni) e relative attrezzature (strumenti di misura e controllo, materiale di
consumo, ecc.).
Determinare in modo preciso il tempo speso dalle suddette persone e l’impegno delle
attrezzature è spesso molto arduo. È quindi opportuno determinare un criterio di
ripartizione di tali costi, attraverso un driver opportuno, che permetta di allocare
i costi indiretti alla singola commessa e quindi al prodotto.
I sopracitati driver non sono altro che indicatori quantitativi che ci permettono di
stabilire quanto più una commessa ha assorbito le risorse indirette rispetto ad
un’altra. Se da un lato il volume di produzione, ovvero il numero di unità prodotte
per la commessa o il lotto, è un facile driver che ci consente di ripartire tutti i
costi indiretti, è altresì vero che non tutte le commesse assorbono risorse
indirette allo stesso modo. Ad esempio il tempo impiegato da magazzinieri ed
operatori di produzione dipende dal volume dei prodotti, il tempo per il controllo
qualità dai piani di campionamento e dal numero di unità prodotte, i costi per
l’utilizzo delle apparecchiature di controllo dai tempi di controllo e dal valore
delle stesse apparecchiature e dei relativi costi di taratura.
Un buon ciclo di produzione gestito informaticamente permetterà di determinare in
modo preciso anche i tempi di controllo/collaudo e, quindi, di rendere diretti tali
costi. In generale se la produzione è molto variabile per tipologia di articoli e
dimensione degli stessi potrebbero essere validi anche altri driver quali il peso
del materiale impiegato per la commessa o il tempo totale di produzione del lotto.
I costi di struttura, quali i costi degli uffici amministrativi e della direzione, i
costi di affitto dei locali e le altre spese generali potrebbero essere ripartire
mediante gli stessi driver identificati per ripartire i costi indiretti, ma non
necessariamente i medesimi impiegati allo scopo. Mi spiego meglio: un’azienda
potrebbe decidere di ripartire i costi indiretti o parte di essi secondo il numero
di unità prodotte ed i costi fissi o di struttura mediante il volume o il peso di
materiale prodotto.
Per quanto riguarda i costi commerciali (costi per la preparazione di offerte e
gestione ordini, eventuali verifiche della progettazione e del disegno del cliente),
essi dipendono per lo più dal numero di ordini ricevuti, piuttosto che dalle
quantità prodotte.
Il sistema più corretto è quello di definire dei centri di costo (ufficio
commerciale, amministrazione, ufficio produzione, magazzino, laboratorio, costi di
affitto e manutenzione dei locali, sistemi informatici, ecc.) a cui imputare i costi
sostenuti e poi “ribaltare” tali costi complessivi sulle commesse/prodotti in
funzione di diversi criteri o driver stabiliti.
Ripartire i costi indiretti e di struttura in base al valore del prodotto potrebbe
mettere tutti d’accordo e semplificare le cose: è quello che molti fanno – come
abbiamo detto all’inizio – ossia aggiungere ai costi variabili una percentuale
determinata in base all’incidenza generale dei costi fissi ed indiretti sul totale
dei costi a bilancio. Purtroppo tale procedura potrebbe ingenerare errori in quanto
l’incidenza dei costi fissi nell’anno n potrebbe essere molto diversa da quella
dell’anno n+1 in periodi di forti fluttuazioni del mercato come quello che stiamo
passando.
Alcuni imprenditori, poi, estremizzano il concetto di costi variabili e considerano
i costi per il personale dipendente ed i costi per le macchine di produzione come
costi fissi, seguendo il ragionamento seguente: «indipendentemente dai volumi di
produzione i dipendenti li devo pagare e le macchine sono di proprietà dell’azienda
e dunque i relativi costi di ammortamento vengono sostenuti.»
Tale visione non cambia la sostanza del calcolo del costo del prodotto: occorre
ripartire i costi di personale e macchine/attrezzature sulle varie commesse. A
questo punto bisogna fare attenzione a non trascurare parte dei costi sostenuti,
infatti si può imputare alla commessa le ore di manodopera e le ore macchina
effettivamente impiegate per realizzare i prodotti (parte variabile dei costi di
personale ed attrezzature) e considerare come costi fissi le ore di manodopera e le
ore macchina non allocate alle commesse produttive, nella fattispecie per il
personale trattasi di ore impiegate per manutenzioni, organizzazione interna,
formazione/addestramento, ecc.; per le macchine i fermi per rotture e manutenzioni
programmate ed a guasto. Ma per entrambe le risorse rientrano le ore non lavorate
dal personale e dalle macchine “inoperosi” per mancanza di lavoro!
Una visione secondo il direct costing, anziché il full costing, eviterebbe di
commettere errori nella ripartizione dei costi fissi sulle diverse
commesse/prodotti, permettendo un confronto più reale fra di essi. In molte realtà,
però, il problema resta il corretto calcolo di alcune voci di costo, soprattutto
quelli relativi alle macchine di produzione e, comunque, in tutti i casi in cui la
classificazione dei costi della contabilità generale è molto diversa da quelle che
sono le esigenze della contabilità analitica e del controllo di gestione.
Il predetto calcolo dei costi delle macchine, infatti, prevede il conteggio esatto
dei costi di possesso e di manutenzione per ogni singola apparecchiatura. Se da un
lato i costi di ammortamento (o i canoni di leasing) contabilizzati per ogni risorsa
in contabilità generale non sono esattamente quello che serve ai nostri scopi, ma si
avvicinano ad una valutazione reale, per i costi di manutenzione, invece, è
necessario imputare ogni singola spesa alla macchina di pertinenza. Ciò richiede che
ogni intervento di riparazione o manutenzione esterna abbia una fattura con voci di
costo chiaramente attribuibili ad una macchina piuttosto che ad un’altra, idem per i
canoni di manutenzione che il fornitore spesso potrebbe addebitare in forma
indivisibile per tutte le apparecchiature da lui assistite.
Tornando ai costi di ammortamento civilistico, oppure ai canoni di leasing per le
macchine in locazione finanziaria, essi rappresentano spesso valori poco realistici
rispetto al prezzo di mercato attuale della macchina ed alla sua vita utile
(comunque difficilmente prevedibile).
Infine vanno imputati alla macchina anche i costi per manutenzione interna
(manodopera e materiale) ed i costi degli utensili e di altro materiale di consumo.
Tali costi, tra l’altro, generalmente dipendono dall’obsolescenza
dell’apparecchiatura.
Quando si sente un imprenditore dire che una determinata macchina (se non
addirittura tutte) lavora, ad esempio, a 50 euro all’ora, forse bisognerebbe
riflettere e capire bene quali costi ha effettivamente considerato per arrivare a
tale valore.
In pratica occorrerebbe implementare un piccolo sistema informativo in grado di
contabilizzare, per ogni risorsa fisica:
il valore di acquisto della macchina;
la vita stimata della stessa e gli eventuali costi di smaltimento al momento
della sua dismissione;
il tasso di deprezzamento della macchina (le quote di ammortamento reali non
saranno probabilmente costanti);
i costi di manutenzione/riparazione esterna;
i costi di manutenzione/riparazione interna (ore di manodopera interna
valorizzate e costo dei materiali e ricambi impiegati);
i costi per materiali di consumo ed utensili;
i costi di funzionamento (energia elettrica ed altri eventuali costi);
le ore effettivamente lavorate dalla macchina per un determinato periodo.
In tal modo ogni anno sapremo il costo orario di ogni risorsa da attribuire alle
commesse/prodotti.
In conclusione il problema non è solo come ripartire i costi indiretti ed i costi di
struttura, ma anche come calcolarli in modo sufficientemente accurato quando le
registrazioni della contabilità generale non è in grado di supportarci per
tempistiche e criteri di imputazione.
Come calcolare il costo “vero” del
prodotto
In questi tempi di crisi o di lenta ripresa è molto importante
riuscire a valutare nel modo corretto il costo reale del
prodotto, soprattutto per la piccola e media impresa (PMI). Ciò
serve ad una serie di scopi che possono essere riepilogati nei
seguenti:
stabilire un giusto prezzo da proporre nell’offerta al cliente;
valutare la remuneratività di una determinata commessa;
fornire alla contabilità analitica uno degli elementi fondamentali per il
controllo di gestione.
Se esaminiamo il caso della determinazione del costo del prodotto in un’industria
manifatturiera, in particolare in un’azienda meccanica che realizza prodotti
meccanici finiti, possiamo identificare una serie di problematiche connesse al costo
del prodotto ed anche alcuni errori che vengono sistematicamente commessi da piccole
(e talvolta anche medie) imprese del settore meccanico.
Innanzitutto identifichiamo le componenti che determinano il costo del prodotto. Per
semplicità consideriamo un prodotto/componente con distinta base mono-livello,
ovvero non costituito da componenti che debbano essere realizzati o acquistati
individualmente e poi assemblati fra loro per formare l’assieme. Tale
semplificazione – a parte il fatto che non ci costringe a considerare una distinta
base a più livelli del nostro prodotto – non comporta alcuna differenza nell’analisi
dei concetti fondamentali su cui si basa il costo del singolo componente, infatti,
nel caso di prodotto costituito da più componenti, sarà sufficiente sommare i costi
dei singoli componenti per determinare il costo dell’assieme realizzato assemblando
tutti i componenti di cui è composto.
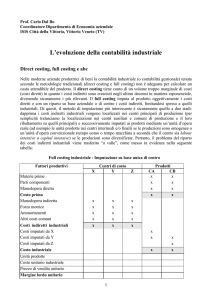
La teoria della determinazione del costo del prodotto ha individuato due tecniche di
aggregazione dei costi ben distinte: il criterio del costo pieno (full costing) ed
il criterio del costo variabile (direct costing). Nessuno dei due è valido in
assoluto, entrambi hanno pregi e difetti. Soprattutto, le informazioni offerte dai
due metodi sono molto differenti.
L’approccio più corretto nel calcolare i costi è quello di utilizzare il full
costing o il direct costing in funzione della decisione da prendere. Il che è quello
che viene generalmente fatto, magari senza rendersene conto, da coloro che non
posseggono un sistema formalizzato di Contabilità Analitica.
Il full costing fornisce un’immagine immediata del costo totale dell’oggetto
analizzato (nel nostro caso il prodotto). Questa metodologia è ampiamente accettata:
ai costi diretti dell’oggetto (materie prime, manodopera, consumi diretti) si somma
una quota “convenzionalmente congrua” dei costi indiretti (ammortamenti, costi
commerciali, costi distributivi, spese generali) in modo tale da configurare un
costo totale.
Il direct costing, d’altro lato, è una metodologia di calcolo più moderna, nei
sistemi di Contabilità Analitica, che consiste nel considerare i costi fissi non
come costi da imputare al singolo prodotto, ma piuttosto come costi di periodo che
devono essere necessariamente coperti per raggiungere un pareggio economico. Al
prodotto vengono imputati solamente quei costi che gli sono oggettivamente
riferibili, cioè i costi variabili.
Accanto a queste due tecniche tradizionali si è aggiunta la metodologia dell’ABC
Costing (Activity Based Costing), basata sull’assorbimento di risorse (e di costi)
da parte di attività che poi permettono di realizzare il prodotto.
Se un piccolo imprenditore avesse voglia di leggersi uno dei tanti testi teorici
sulla contabilità analitica e sul controllo di gestione al fine di determinare il
costo del prodotto si troverebbe disorientato dagli esempi proposti nella
letteratura che prendono in esame la produzione di pochi prodotti con volumi ben
determinati. La realtà della piccola impresa del nostro esempio è ben diversa: il
costo presunto del prodotto deve essere determinato in fase di formulazione del
preventivo, quando i volumi di produzione non sono ancora ben noti ed i tempi di
realizzazione del particolare possono solo essere stimati.
Vediamo quindi quali sono le componenti che, sommate fra loro, andranno a costituire
il costo finale (costo pieno, secondo la teoria del full costing) del prodotto,
prendendo anche in considerazione le esigenze informative che sono richieste al
sistema informatico gestionale per supportare l’imprenditore nelle scelte legate al
costo del prodotto.
Il primo elemento che si prende in considerazione è il costo del materiale. Esso va,
ovviamente, determinato calcolando il peso del materiale necessario per realizzare
ogni singolo particolare e moltiplicandolo per il costo (al kg o al grammo) del
materiale. Tale valore, ideale, dovrà subire parametri correttivi dovuti a diversi
fattori:
sfridi e scarti di materiale, dovuti anche al fatto che spesso materie prime
come. ad esempio. l’acciaio vengono vendute in barre di una determinata
lunghezza (e peso) e che l’alimentazione delle macchine automatiche genera delle
rimanenze (spezzoni) che non possono essere riutilizzate;
la fluttuazione dei prezzi della materia prima nel tempo, che può influenzare il
costo del prodotto nel lungo periodo;
la gestione dell’acquisto del materiale, che implica tempo del personale
coinvolto ed oneri di gestione, compresi costi di immagazzinamento e rischi di
obsolescenza. In alcune situazioni questo suggerisce di applicare un piccolo
sovrapprezzo sul costo della materia prima.
E’ necessario, infine, tenere presente che talvolta il materiale è fornito in conto
lavoro dal cliente, quindi non costituisce un costo per il fornitore che deve
comunque gestirne l’immagazzinamento ed i controlli in accettazione, oltre ad
eventuali sfridi e scarti di lavorazione.
Il secondo macro-elemento da considerare nella determinazione del costo del prodotto
è il costo delle lavorazioni, il vero valore aggiunto che fornisce la nostra azienda
al cliente. Qui l’azienda si gioca gran parte della propria competitività perché su
queste attività c’è la maggior parte del margine aziendale, la ragione per cui il
cliente ha scelto la nostra azienda per realizzare il suo prodotto.
Il costo delle lavorazioni è dato dalla somma dei costi di tutte le fasi di
lavorazione – interne ed esterne – comprese nel ciclo di lavorazione e controllo. Le
fasi di lavoro si possono suddividere in quattro categorie: lavorazioni interne,
lavorazioni esterne, operazioni di controllo ed attività logistiche (imballaggio,
immagazzinamento, spedizione).
Ogni fase di lavoro svolta internamente può richiedere o meno una operazione di
setup o attrezzaggio macchina – eseguita una volta per ogni commessa di lavorazione,
salvo eccezioni – e comprende una lavorazione vera e propria effettuata su ogni
singolo pezzo oppure sull’intero lotto produttivo. Dunque ogni fase di lavoro ha un
costo pari a:
[1] Costo fase i-esima = Costo orario di setup x tempo di setup + Costo orario di
lavorazione x Tempo di lavorazione.
Da questa scomposizione emerge subito il fatto che mentre il primo addendo è
indipendente dal numero dei pezzi lavorati, il secondo cresce proporzionalmente al
numero dei pezzi lavorati; pertanto, ai fini del calcolo del costo del prodotto, la
componente unitaria del costo di lavorazione della fase i-esima per unità lavorata è
dato dal
Costo di setup/numero di unità lavorate + costo di lavorazione unitario
Nella formula [1] Il costo orario di setup è costituito da due componenti: il costo
orario della macchina ed il costo orario dell’operatore, perché in questa fase sia
la macchina, sia l’operatore che la attrezza impiegano contemporaneamente il loro
tempo nella fase di atrezzaggio, di realizzazione dei primi pezzi (campione) e nel
loro controllo, fintantoché non vengono realizzati particolari pienamente conformi
alle specifiche e, quindi, avviene il cosiddetto Benestare Avvio alla Produzione
(BAP).
Il costo dell’operatore è pari al costo della manodopera di quel livello di
specializzazione, infatti solitamente è il personale più esperto (e meglio pagato)
che si deica all’attrezzaggio delle macchine.
Il costo orario della macchina viene invece determinato dividendo il costo
complessivo di utilizzo della macchina o TCO = Total Cost of Ownership (costo di
acquisto + costi di manutenzione e smaltimento) per il periodo ipotetico di
utilizzo, costituito non dal periodo di ammortamento fiscale, ma dall’ammortamento
reale, ovvero il periodo di vita stimato della macchina. Il tempo di utilizzo della
macchina, espresso in anni e poi convertito in ore di lavoro, dovrà essere corretto
con un opportuno coefficiente che rappresenta la quota parte di effettivo lavoro
della macchina dopo la sottrazione dei fermi macchina per rotture, manutenzioni
programmate ed indisponibilità di lavorazioni o personale che sia in grado di
attrezzarla.
Molti imprenditori sono soliti considerare che le proprie macchine lavorino a “x
euro all’ora”, ma non hanno ben chiari i meccanismi attraverso i quali si è giunti
alla determinazione del costo orario, spesso il dato è fornito dal consulente
contabile in base all’ammortamento fiscale o alla rata del leasing, senza
considerare fermi macchina e costi di manutenzione.
Il costo del setup di macchina è poi influenzato significativamente dalla variabile
tempo: spesso i tempi standard considerati in fase di preventivo per il piazzamento
della macchina si discostano notevolmente dai tempi effettivi impiegati per il
piazzamento, che raramente vengono rilevati da un sistema di raccolta dati
efficiente e preciso.
Il costo orario di lavorazione della suddetta formula [1] è costituito, anche in
questo caso, dal costo orario della macchina e dal costo dell’operatore, ma mentre
il primo elemento è identico al precedente, il secondo dipende dal tempo effettivo
di impegno dell’operatore sul centro di lavoro.
Nelle moderne lavorazioni meccaniche effettuate con macchine a controllo numerico di
ultima generazione l’operatore non ha la necessità di presidiare la macchina ed è
impegnato solo nelle attività di caricamento materia prima, controllo a frequenze
prefissate di alcuni pezzi, sistemazione dei pezzi lavorati negli appositi
contenitori, cambio utensili, gestione degli imprevisti, ecc.. La stima del tempo
dell’operatore (generalmente di profilo più basso rispetto a colui che attrezza la
macchina ed a chi è dedicato ad operazioni di collaudo) è difficile ed altrettanto
complicata è anche la rilevazione del tempo effettivo impiegato dall’operatore.
Normalmente è opportuno utilizzare dei parametri fissi, determinati a livello
aziendale in funzione del rapporto macchine/operatori. Ad esempio se in un reparto
lavorano 2 operatori che supervisionano e controllano 4 centri di lavoro, si dovrà
considerare il costo orario dell’operatore al 50% rispetto a quello effettivo (2
persone/4 lavorazioni). In tutto questo bisogna considerare il costo per i controlli
in produzione, effettuati a cadenza prefissata (ad. 3 pezzi ogni 100 prodotti).
Diverso è il caso per lavorazioni eseguite manualmente dall’operatore pezzo per
pezzo: in tal caso occorre considerare il costo orario pieno della manodopera come
addendo del costo della lavorazione per tutta la durata della stessa.
Anche per la lavorazione la variabile tempo è importante: la determinazione del
tempo standard unitario di produzione di un singolo pezzo spesso differisce da dati
reali che, se raccolti informaticamente, possono permetterci di elaborare
statistiche adeguate sui tempi effettivi di lavoro.
Vari metodi di calcolo possono essere attuati per determinare il tempo effettivo di
lavorazione di un pezzo: si può considerare la media generale di un numero minimo di
lavorazioni, ad esempio si può:
escludere dal calcolo del tempo medio il valore minimo e quello massimo (spesso
causati da situazioni anomale);
determinare una media pesata in funzione della dimensione del lotto (lotti
maggiori possono fornire stime più affidabili);
considerare un valore prudenziale dato dal valor medio incrementato della
deviazione standard al fine di comprendere comunque la maggior parte delle
situazioni;
ecc..
Altre considerazioni vanno fatte per le lavorazioni quali trattamenti termici o
superficiali che richiedono un tempo di setup (dei parametri del processo) inferiore
ed un tempo di lavorazione complessivo per l’intero lotto, indipendentemente dalle
dimensioni dello stesso, o meglio fino ad un certo limite, oltre il quale è
necessario effettuare una seconda lavorazione sulla seconda parte del lotto,
raddoppiando così i tempi.
Spesso sono proprio queste le lavorazioni svolte esternamente, il cui costo è
predeterminato dal prezzo del fornitore, che varia in maniera discreta/discontinua
in funzione del lotto (ad es. fino a 1000 pezzi un certo prezzo, da 1000 a 5000 un
altro prezzo e così via).
Molta attenzione è poi necessaria nella stima dei costi per fasi di lavoro
particolari quali imballaggio, immagazzinamento, collaudo finale, ecc., nelle quali
il costo dell’operatore incide in maniera diversa sul lotto di unità prodotte. Ad
esempio al collaudo finale il tempo dell’addetto è proporzionale al numero di pezzi
controllati, non alla dimensione del lotto oppure per l’imballaggio il tempo dipende
dal numero di colli realizzati.
Dopo aver sommato il costo del materiale e quello di tutte le lavorazioni occorre,
per arrivare a determinare il costo pieno del prodotto, stimare i costi indiretti,
che dovrebbero costituire una quota minoritaria del costo complessivo, ma talvolta
non sono trascurabili, soprattutto in periodi di crisi.
Qui nasce il problema di come ripartire fra i vari prodotti/commesse (in gergo si
utilizza il termine “spalmare”) tutti gli altri costi non imputati direttamente al
prodotto. La regola basilare è quella di non calcolare due volte una parte di costo,
né di non coprire tutte le voci di costo dell’azienda.
Le voci di costo che solitamente non sono state attribuite direttamente ai prodotti
possono essere raggruppate nelle seguenti:
costi di struttura (affitto locali, forniture per la struttura, consulenze,
ecc.);
costi commerciali (pubblicità e marketing, provvigioni commerciali, spese di
rappresentanza,…);
costi del personale dipendente non direttamente impiegato nelle lavorazioni
(impiegati amministrativi, responsabili ed addetti delle funzioni acquisti,
qualità, sistemi informativi, ecc.), considerando anche le quote parte del
personale della produzione che non viene impiegato nella produzione stessa per
inefficienze, scarso lavoro, ecc.;
consumi (energia elettrica, riscaldamento, ecc.), eventualmente depurati dei
consumi direttamente imputati ai costi macchina;
materiali di consumo;
quote di ammortamento (reali) di beni strumentali e licenze software;
tutte le spese non considerate nelle voci sopraelencate.
Alcune semplificazioni possono essere effettuate senza alterare l’accuratezza del
risultato. Considerando i costi indiretti e la produzione dell’esercizio precedente
si può considerare che i costi indiretti da ribaltare siano una certa percentuale
del costo del prodotto, ma occorre la massima attenzione per non incorrere in errori
significativi. Poiché, infatti, la maggior parte dei costi indiretti sono anche
costi fissi, cioè sono indipendenti dai volumi produttivi, il calcolo suddetto
potrebbe essere inficiato da notevoli variazioni nei volumi produttivi, cosa molto
frequente in questo periodo di crisi. Facciamo un esempio: se nel 2008 l’azienda ha
fatturato 10.000 (in migliaia di euro) con costi della produzione pari a 6.000 e
costi indiretti 2.000 (per un margine di contribuzione lordo pari a 2.000),
l’incidenza dei costi indiretti è del 2000/6000 = 33% sui costi della produzione.
Supponiamo che nel 2009 il fatturato cali a 6.000 (-40%) ed i costi della produzione
siano pari a 3.600 (sempre il 60% di ricavi), mentre i costi indiretti siano sempre
2.000. Per il 2009 l’incidenza dei costi indiretti sul costo della produzione è
2000/3600 = 56%, dunque quale percentuale consideriamo (33% o 56%) nella
determinazione del costo del prodotto nel 2010 se non sappiamo quale sarà
l’andamento dell’azienda? In periodi di forti fluttuazioni alcuni schemi di calcolo
non sono più validi!
Altre valutazioni possono essere fatte, ad esempio si può ripartire i costi
indiretti sulla base di altri cost driver, come ad esempio il tempo impiegato per
produrre un singolo pezzo (comprensivo del tempo di setup della macchina): i costi
indiretti possono essere suddivisi per giornata lavorativa e quindi per
postazione/centro di lavoro, ottenendo un costo orario indiretto di ogni centro di
lavoro, consumato dai pezzi lavorati per il lotto di produzione. Oppure utilizzare
il metodo del direct costing per superare il problema.
Infine, al costo del prodotto, va aggiunto un piccolo margine percentuale (utile
d’impresa) per determinare il prezzo da formulare nel preventivo. Tale prezzo, nel
nostro algoritmo di calcolo, potrà essere variato in modo semplice in funzione di
diverse variabili, modificabili a richiesta: costo del materiale, numerosità del
lotto, frequenza e numerosità dei controlli, costo manodopera, sostituzione di una
macchina per la produzione con un’altra equivalente dal punto di vista tecnico, ma
con velocità produttiva diversa, capability differente (e diversa probabilità di
genrare prodotti non conformi), ecc..
In conclusione il calcolo del costo del prodotto è molto articolato e le
considerazioni sopra esposte possono variare in realtà diverse. Per ottenere
risultati affidabili sono necessarie competenze adeguate (all’interno o all’esterno
dell’azienda), sistemi informatici efficienti, rilevazioni dei tempi di produzione
precise ed affidabili.
Per approfondimenti accedi all’area riservata agli utenti registrati per scaricare
l’articolo completo ed aggiornato.