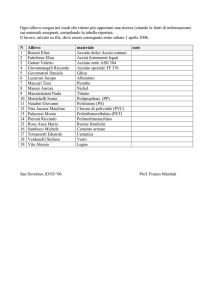
Metalli
Il legame metallico può essere rappresentato da un
reticolo di ioni positivi immersi in elettroni
delocalizzati liberi di muoversi all’interno del reticolo
Gli elettroni, carichi negativamente, attraggono gli
ioni positivi e tengono insieme i nuclei, garantendo la
stabilità della struttura
Caratteristiche del legame metallico
Proprietà del materiale
Legami forti
Punti di ebollizione e di fusione molto alti
Alta densità
Non solubilità
Legami non direzionati
Duttili
Malleabile
Elettroni delocalizzati
Buoni conduttori di calore ed elettricità
Opacità e lucentezza
1
Metalli
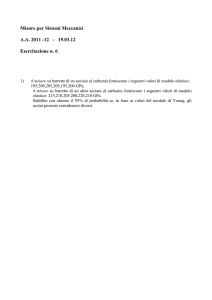
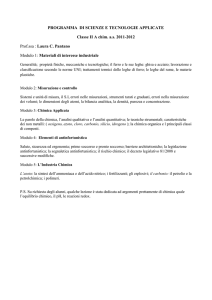
La maggior parte dei metalli sono riconducibili a tre strutture cristalline.
Cubica a facce centrate
N.C. = 12 APF = 0,74
Cubica a corpo centrato
N.C. = 8 APF = 0,68
Esagonale compatto
N.C. = 12 APF = 0,74
2
Metalli
3
Leghe Metalliche
Le leghe metalliche sono miscele di metalli o di metalli e nonmetalli che solidificando presentano proprietà metalliche.
Sono ottenute generalmente a partire dai metalli allo stato fuso e
poi raffreddando con cautela.
Le leghe hanno spesso proprietà diverse dai suoi componenti
Le proprietà non variano linearmente con la composizione
Permettono di ottenere proprietà specifiche o ottimizzare un insieme
di proprietà.
4
Leghe Metalliche
Metallo base = elemento in maggiore quantità (“Lega di piombo”
Lega di Ferro”, “Lega di rame”)
Elementi di alligazione = Elementi secondari che contribuiscono
alle caratteristiche della lega.
Vengono appositamente studiati e dosati
Non sono da confondere con le impurezze
Elementi di
alligazione
Metallo base
5
Leghe Metalliche
Variazione delle
proprietà delle
leghe
Composizione
della lega
Struttura
intrinseca
6
Leghe Metalliche
Struttura delle leghe
Soluzioni solide:
Gli atomi degli elementi coesistono nella stessa struttura cristallina
Cristalli di sostituzione o interstiziali
Limiti di miscibilità
Composti intermetallici:
Cristalli di composizione definita e costante che non seguono le regole delle
valenze (es.Cu3Al, Ag5Cd8)
Miscele meccaniche:
Miscele eterogenee di cristalli di elementi, soluzioni solide o composti
intermetallici
7
Ferro, Acciai e Ghise
FERRO
LEGHE FERROSE
Il ferro supera il 50 % in
peso della lega
ACCIAI
Max 1.7% C
GHISE
LEGHE NON
FERROSE
Basate su altri
elementi in
concentrazioni tali
che il ferro, se
presente, lo è come
impurezza più o
meno controllata.
2% < C < 4%
8
Ferro, Acciai e Ghise
9
Ferro, Acciai e Ghise
Il ferro è il quarto elemento in ordine di abbondanza, costituisce il 5.1%
della crosta terrestre ed è contenuto in quantità variabile in quasi tutte le
rocce della litosfera.
Allo stato elementare (Fe) si trova sulla terra nelle meteoriti (sideroliti) e come corpo del
nucleo terrestre, di solito accompagnato da altri metalli in lega (nickel e cobalto).
Il ferro nativo di origine terrestre è piuttosto raro e contiene cobalto (1-2 %)
I minerali utili nell'estrazione del ferro sono
ossidi
Ematite (Fe2O3)
(FeCO3).
Magnetite (Fe3O4)
Limonite (Fe2O3•nH2O)
Carbonato di Ferro
solfuri
Pirite (FeS)
Marcasite
Pirrotina
10
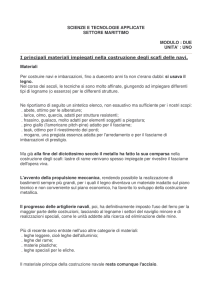
Allotropia del Ferro
11
Allotropia del Ferro
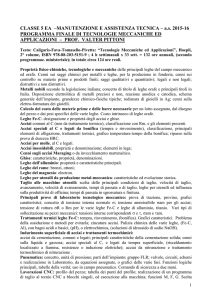
La forma "α", ferromagnetica, è stabile dalla temperatura ambiente
fino a 760 °C (temperatura di transizione, detta “di Curie”) al di sopra
della quale, pur mantenendo la stessa struttura, perde la caratteristica
della magnetizzazione permanente.
Perciò per un certo tempo, nei primi anni del '900, questa forma "α" nonferromagnetica venne definita come forma "β", stabile fino a 910°C
Da 910°C questa temperatura fino a 1390 °C è stabile la forma "γ"
che si trasforma nella forma "δ" stabile, a sua volta, fino al punto di
fusione a 1535 °C.
Il ferro liquido sussiste alla pressione di 1 atmosfera fino a 2862 °C
che rappresenta la temperatura di ebollizione.
12
Acciaio
Acciaio
Lega di ferro e carbonio con tenore di carbonio inferiore all'1,8%.
Ghisa
Le leghe con una percentuale maggiore, fino al 6%
Molto spesso nell'acciaio sono presenti anche altri elementi, che
hanno lo scopo di conferire al materiale proprietà particolari.
13
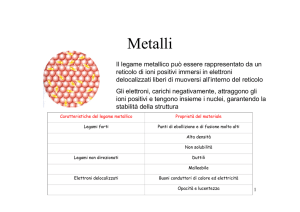
Tipologie di leghe
(Fe3C)
Eutettoide
N.B.
α, ferrite
0,02% C
Ferrite + Cementite
Fe3C
(cementite)
non è una
fase di
equilibrio
14
Tipologie di leghe
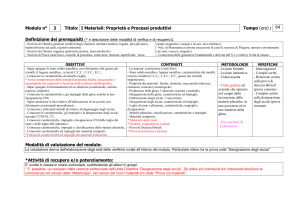
A – Acciai ipo-eutettoidici: < 0.8% C
A
C
B - Acciai eutettoidici: 0.8% C
B
C - Acciai iper-eutettoidici: > 0.8% C
15
Tipologie di leghe
A – Acciai ipoeutettoidici: < 0.8% C
16
Tipologie di leghe
B - Acciai
eutettoidici: 0.8% C
Si forma una miscela
eutettica chiamata
Perlite
17
Tipologie di leghe
C - Acciai ipereutettoidici: > 0.8% C
18
Produzione
Minerali di ferro ottenuti scavando miniere sotterranee o a cielo
aperto
La metallurgia del ferro è essenzialmente una metallurgia di riduzione dove
l'agente riduttore fondamentale utilizzato in siderurgia è l'ossido di carbonio CO
La trasformazione del minerale di ferro in ferro metallico, o meglio in
una lega di ferro e carbonio chiamata ghisa, ha luogo nell'alto forno.
L'alto forno è un forno a tino di grandi dimensioni: 8-10 metri di
diametro massimo, 30 e più metri di altezza.
Sono presenti anche 3 o 4 scambiatori di calore, usati per
preriscaldare l'aria, alti circa come il forno.
L'altoforno è mantenuto in funzione per 24 ore al giorno, per 7 giorni
alla settimana.
19
Produzione
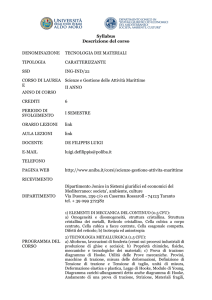
L'alto forno è sorretto da una
robusta incastellatura esterna di
acciaio su cui si scarica il peso della
muratura refrattaria. Questa è
rivestita nella sua quasi totalità da
una lamiera di acciaio dello
spessore di pochi millimetri, su cui
scorre continuamente un velo di
acqua di raffreddamento.
Il tino e la sacca sono in refrattario
silico-alluminoso a tenore di allumina
crescente a mano a mano si scende
verso il basso; il crogiolo, e talvolta
anche la parte inferiore della sacca,
sono in refrattario grafitico.
20
Produzione
Dalla bocca, situata alla sommità del
tino, viene introdotta la carica solida,
costituita da strati alterni di
minerale di ferro
coke siderurgico
Fondente e scorificante
generalmente calcare
CO2 + C
C +O2
CO
CO2
21
Produzione
3 Fe2O3 + CO
2 Fe3O4 + CO2 ∆H= - 12.000 cal
Fe3O4 + CO
3 FeOw + CO2 ∆H= 9.000 cal
FeOw + CO
Fe + CO2
3Fe + 2 CO
Fe3C + CO2
Wustite
∆H= -4.000 cal
Cementite
Formazione di idrogeno da CO e acqua:
CO + H2O ⇔ H2 + CO2
Azione riducente dell’idrogeno
Fe2O3 + 3 H2 ⇔ 2 Fe + 3 H2O
Fe3O4 + 4 H2 ⇔ 3 Fe + 4 H2O
22
Produzione
Alla base del forno, il metallo fuso,
raccolto nel crogiolo, viene versato in
secchioni di colata, o siviere, di capacità
tale da contenerne 300 t.
Il ferro esce dal forno sotto forma di
getto incandescente a 1500°C.
La quantità spillata ogni volta dipende
dalle dimensioni del forno.
Nella parte inferiore del tino ha luogo
anche la formazione della scoria o
loppa
23
Produzione
24
Produzione
Il ferro prodotto dall'altoforno contiene circa
il 5% di carbonio e risulta troppo fragile
per molte applicazioni.
La maggior parte di questo carbonio deve
essere rimosso e così pure piccole quantità di
altri elementi, quali fosforo, silicio e alluminio,
perché il materiale acquisti resistenza e
flessibilità.
Il processo viene fatto attraverso
• Il processo Bessemer
• Il processo Martin-Siemens
• Il processo a ossigeno
• Il processo a Forno elettrico
25
Produzione
Il processo Bessemer
Si + O2
SiO2
Mn + ½O2
MnO
C + ½ O2
CO
26
Produzione
Il processo Bessemer
Nel giro di 12-15 minuti silicio,
manganese e carbonio sono
quasi totalmente eliminati e si
inizia l'ossidazione del ferro
L'operazione non è
controllabile e si arriva sempre
sino alla decarburazione
pressochè totale.
Il bagno metallico finale
contiene quantità tutt'altro che
trascurabili di ossigeno
disciolto. Bisogna di
conseguenza procedere a una
desossidazione e
ricarburazione
27
Produzione
Il processo Bessemer
Non permettere l'eliminazione del
fosforo.
La sua eliminazione dal bagno metallico è
possibile solo in presenza di una scoria basica
che blocchi l'anidride fosforica, a mano a
mano essa si origina, sotto forma di composti
a carattere salino (fosfati), non più facilmente
riducibili.
Aggiunta di calce alla carica metallica,
impossibile in un convertitore a rivestimento
refrattario acido come il Bessemer.
Sino dal 1876 sono stati introdotti convertitori
a rivestimento basico, detti Thomas del tutto
analogo, sia nella costruzione, sia nel
funzionamento, a un convertitore Bessemer,
dal quale differisce solo per avere un
rivestimento di refrattari magnesiaci con sopra
una pigiata di dolomite calcinata.
28
Produzione
Il processo Martin Siemens
La carica è costituita da ghisa fusa e da una
grande quantità di rottami, e il combustibile,
gas o gasolio, è alimentato da aperture
presenti nelle pareti laterali del forno.
1)Usare una elevata quantità di rottami,
fino all'80-90% della carica
2)Raffinare ferro ottenuto da minerali
contenenti apprezzabili quantità di
fosforo
3)Controllare l'acciaio durante la
raffinazione mediante campionatura
4)Produrre acciaio meno fragile
L’affinazione avviene per ossidazione e per
diluizione (rottami di ferro)
29
Produzione
Convertitore a ossigeno
(processo L.D.).
L'ossidazione del bagno metallico è
realizzata insufflando ossigeno sotto
pressione attraverso una lancia
introdotta verticalmente dall'alto al centro
del convertitore.
2
Il rivestimento del convertitore è sempre
basico (magnesite e, nei punti c[i maggiore
usura, dolomite calcinata) per poter trattare
anche ghise fosforose.
Le reazioni chimiche che avvengono nel corso
dell'affinazione sono quelle classiche dei
convertitori ad aria. In questo caso però, non
essendoci più da riscaldare anche l'azoto, si
può fare uso di ghise di composizione assai
variabile, anche relativamente povere di
elementi termogeni.
30
Produzione
Convertitore a ossigeno (processo
L.D.).
L'ossidazione del bagno metallico è realizzata
insufflando ossigeno sotto pressione attraverso
una lancia introdotta verticalmente dall'alto al
centro del convertitore.
Tempo di raffinazione 45 minuti.
Il rivestimento del convertitore è sempre basico
(magnesite e, nei punti a maggiore usura, dolomite
calcinata) per poter trattare anche ghise fosforose.
Le reazioni chimiche che avvengono nel corso
dell'affinazione sono quelle classiche dei convertitori ad
aria. In questo caso però, non essendoci più da
riscaldare anche l'azoto, si può fare uso di ghise di
composizione assai variabile, anche relativamente
povere di elementi termogeni.
31
Produzione
Il processo a Forno elettrico
Come materiale di partenza si usano quasi
esclusivamente rottami.
Elettrodi in graffite sono introdotti finché
risultano a contatto con la massa di rottami.
Alimentando gli elettrodi, si producono enormi
quantità di calore, dato che le temperature
nell'arco possono raggiungere i 3300°C.
Il calore provoca la fusione dei rottami e la
produzione di acciaio nel giro di poche ore.
Migliore controllo del processo.
Utilizzato per produrre acciai di pregio
32
Produzione
Non appena l'acciaio fuso è colato dal forno in una siviera a una
temperatura di 1600 C, viene sottoposto a uno dei seguenti due
processi:
colata in lingottiere
L'acciaio fuso viene versato in forme per lingotti (lingottiere), e lasciato
solidificare Dopo la solidificazione, le forme vengono rimosse e i lingotti
sono introdotti in una fossa coperta, detta fossa di permanenza, dove
vengono riscaldati in modo che assumano una temperatura uniforme.
Dalla fossa vengono poi passati a un laminatoio
colata continua.
Passaggio diretto dell'acciaio fuso dalla siviera ad un dispositivo che lo
trasforma in un semilavorato, senza i passaggi intermedi di
trasformazione in lingotto, preriscaldamento in fossa di permanenza,
laminazione
33
Produzione
Difetti in fase di colaggio
Espulsione di gas
Interazione fra l'ossido ferroso ed il
carbonio sciolti nel metallo liquido; con
formazione di CO FeO + C
Fe + CO
Liquazione
Formazione di cristalli con diversa
composizione.
Difetti superficiali
Cricche o fenditure
34
Trattamenti
Termici
Insieme di operazioni di riscaldamento e di raffreddamento mediante
le quali vengono conferite al materiale particolari caratteristiche
meccaniche e strutturali.
Ricottura
Normalizzazione
Tempra
Bonifica
Rinvenimento
Trasformazioni di struttura cristallina del ferro e delle soluzioni solide
ferro-carbonio.
35
Trattamenti
Termici
Ricottura
Riscaldamento dell'acciaio sino ad una temperatura che consente
una trasformazione completa in austenite, seguito da un lento
raffreddamento in forno.
In seguito al trattamento di ricottura l'acciaio acquista la struttura perlitica
corrispondente al diagramma di stato ferro-cementite.
La ricottura annulla tutti gli effetti dovuti a trattamenti termici o meccanici
precedenti.
Essa può anche avere lo scopo di uniformare la composizione chimica
dell'acciaio; in questo caso il riscaldamento è eseguito a temperatura più
elevata e per tempi più lunghi.
36
Trattamenti
Termici
Ricottura
Per ricottura di officina si intende impropriamente un trattamento
termico che consiste in un riscaldamento a temperature che ha lo scopo
di eliminare, almeno parzialmente, l'incrudimento del materiale, cioè le
distorsioni reticolari e il tipo di struttura orientata conseguenti alle
lavorazioni plastiche a freddo, in particolare alla laminazione:
Dal punto di vista delle proprietà meccaniche l'incrudimento si manifesta
un aumento quelle caratteristiche che esprimono una resistenza alla
deformazione, mentre peggiorano quelle che corrispondono ad una
capacità di deformazione.
Nel corso di una lavorazione plastica a freddo, per esempio operazioni di
trafilatura, è dunque talvolta necessario procedere a trattamenti intermedi
di ricottura di officina per fare riacquistare al materiale la duttilità
necessaria al proseguimento della lavorazione.
37
Trattamenti
Termici
Normalizzazione
La normalizzazione consiste in un riscaldamento del materiale a
temperatura di poco superiore a quella al di sopra della quale è
stabile la forma austenitica seguito da un raffreddamento in aria
calma.
La normalizzazione distrugge gli effetti dei trattamenti termici o meccanici
precedenti. Viene solitamente eseguita sui semilavorati come ultima
operazione prima della messa in commercio.
Le caratteristiche assai variabili a seconda del tipo di acciaio trattato e
delle dimensioni dei pezzi. Generalmente si ottengono strutture simili a
quelle conseguibili con la ricottura; la velocità di raffreddamento è però
più elevata e di conseguenza la perlite risulta costituita da cristalli più
minuti. Con pezzi molto piccoli e con acciai a velocità critiche di
raffreddamento poco elevate si possono avere strutture simili a quelle di
38
tempra.
Trattamenti
Termici
Tempra.
Aumenta la durezza e la resistenza a trazione attraverso la
formazione di una struttura martensitica o bainitica.
Causa però anche una notevole diminuzione della resilienza,
dell'allungamento e della strizione, per cui, come vedremo, è di regola
abbinata ad un trattamento di rinvenimento.
L'acciaio viene portato circa 50 °C al di sopra della temperatura di
stabilità dell’astenite e viene mantenuto a questa temperatura un
tempo sufficiente ad avere una completa austenitizzazione senza
però provocare un eccessivo aumento delle dimensioni del grano,
dopo di che si esegue un brusco raffreddamento. Nella tempra vera e
propria la velocità di raffreddamento deve essere tale da avere
formazione di sola martensite.
39
Trattamenti
Termici
Rinvenimento
Riscaldamento del pezzo temprato per un certo tempo ad una
temperatura inferiore a quella al di sotto della quale l’austenite non è
stabile. Per effetto dell'aumento di temperatura gli atomi di ferro e di
carbonio acquistano una certa mobilità e l'acciaio evolve dalla
struttura martensitica a strutture di maggior equilibrio.
Dopo la tempra è di regola sempre necessario procedere ad un
trattamento termico di rinvenimento, che provoca un deciso aumento
della resilienza, causando solo una modesta diminuzione della durezza e
della resistenza a trazione, e che dunque finisce per impartire all' acciaio
caratteristiche meccaniche ottimali
40
Trattamenti
Indurimento superficiali
All'acciaio viene conferita una notevole durezza superficiale (buona
resistenza all'usura), pur conservando nell'interno una elevata resilienza
Tempra superficiale.
Riscaldare superficiale rapido in modo da far superare la temperatura di
stabilità austenitica solo ad un sottile strato superficiale di metallo e nel
procedere subito dopo ad un brusco raffreddamento.
Cementazione
Arricchimento in carbonio della zona superficiale del pezzo
Nitrurazione
Indurimento superficiale dei pezzi di acciaio attraverso l'arricchimento in azoto
degli strati più esterni. L'azoto si combina con il ferro e con altri elementi
presenti nell'acciaio dando luogo alla formazione di nitruri metallici molto duri,
tra i quali predomina il composto Fe4N
41
Tipologie
Caratteristiche
degli acciai
Composizione
Trattamenti
Acciai al carbonio
Termici
Acciai speciali.
Acciai maraging
Acciai patinabili
42
Tipologie
Acciai al carbonio
Impiegati per usi correnti (acciai comuni).
Le loro proprietà dipendono dal tenore di carbonio
Tracce di altri elementi, quali manganese (0,2-1%) e silicio (0,1-0,5%),
oltre a fosforo e zolfo, il contenuto dei quali non deve però superare lo
0,034-0,05% in quanto risultano dannosi perché rendono il materiale
particolarmente fragile
C
Extradolci
Semiduri
Extraduri
< 0,15%
0,25-0,50%
C
Dolci
0,15-0,25%
Duri
0,50-0,75%
> 0,75
43
Tipologie
Le proprietà dipendono dalla composizione, dai trattamenti
meccanici e termici
Gli acciai al carbonio costituiscono il prodotto più importante dei
processi siderurgici e vengono impiegati soprattutto sotto forma di
laminati, profilati, lamiere e tubi nelle costruzioni metalliche e
navali
44
Tipologie
Acciai speciali
Acciai binari (leghe di due soli elementi ferro e carbonio)
Acciai legati (o acciai speciali)
Acciai ottenuti per aggiunta di altri elementi
acciai ternari
acciai quaternari
acciai complessi
acciai debolmente legati
ogni elemento in lega non supera il 5%
acciai fortemente legati
almeno un elemento presente in lega supera il tenore del 5%
45
Tipologie
Acciai speciali
Gli elementi di lega possono essere suddivisi in due gruppi:
Elementi austenizzanti
Elementi alfogeni
Allargano la zona di
stabilità del ferro γ
Allargano la zona di
stabilità del ferro α
Elementi a destra del
Mn (manganese
compreso)
Elementi a sinistra
del Mn
• Cobalto
• Nichel
• Cromo
• Molibdeno
• Vanadio • Tungsteno
• Alluminio • Silicio
46
Tipologie
W (Tungsteno)
Acciai speciali
Costituente degli acciai rapidi (10-18%) i cui carburi assicurano
all’acciaio durezza ed elevata resistenza a rottura anche ad alta
temperatura pertanto vengono impiegati per la costruzione di
utensili per la lavorazione ad alta velocità dei metalli
Si parla di acciai extrarapidi se oltre a contenere tungsteno (1819%) contengono anche cromo (4-7%) e vanadio
Mo (Molibdeno)
Effetti analoghi a quelli del tungsteno e del cromo
47
Tipologie
Si (Silicio)
Acciai speciali
Accresce nella lega il campo di esistenza della austenite
Diminuisce la deformabilità e soprattutto esalta le caratteristiche
magnetiche (diminuzione del le perdite per isteresi magnetica).
Uso in costruzioni elettriche ed elettromeccariche (trasformatori,
motori, alternatori ecc.).
Insieme a piccole quantità di manganese, si ha un dell'aumento del
modulo elastico (molle).
Al (Alluminio)
Altri elementi usati negli acciai speciali sono l'alluminio (acciaio da
nitrurazione), il rame (aumenta la resistenza alla corrosione), il
vanadio e il cobalto, il titanio, il piombo (favorisce la lavorabilità alle
48
macchine utensili).
Tipologie
Acciai Maraging
Acciai speciali
a basso contenuto di carbonio e contenenti nichel, titanio, alluminio,
molibdeno e cromo; un complesso trattamento termico conferisce
loro elevatissimo limite di snervamento e aita tenacità
Acciai patinabili
contengono elementi (vanadio, in particolare) che, sotto l'azione
delle intemperie, consentono la formazione di una patina resistente
costituita dagli ossidi degli elementi in lega e che rende inutile la
verniciatura.
49