Acciai
inossidabili
Stainless steels
Rostfreie Edelstähl
On CD-ROM
Domenico Surpi
INDICE
Nozioni DI BASE.................................................................................................................................................................................... 5
Ferritici..................................................................................................................................................................................................... 6
MARtENSITICI........................................................................................................................................................................................... 8
Austenitici............................................................................................................................................................................................ 13
Fusione e produzione.................................................................................................................................................................. 21
Elementi chIMICI.............................................................................................................................................................................. 24
Lavorazioni e Finiture superficiali.................................................................................................................................. 27
Laminazione a freddo. ............................................................................................................................................................... 31
Finiture superficiali..................................................................................................................................................................... 32
Finiture dei semilavorati. ........................................................................................................................................................ 33
Lavorazioni a freddo.................................................................................................................................................................. 34
Saldatura. ........................................................................................................................................................................................... 36
Trattamenti Termici. .................................................................................................................................................................... 38
Trattamenti superficiali. ........................................................................................................................................................ 48
PASSIVAZIONE. ...................................................................................................................................................................................... 51
Corrosione. ........................................................................................................................................................................................ 52
Manutenzione delle superfici............................................................................................................................................. 56
stoccaggio. ........................................................................................................................................................................................ 58
Formule empiriche........................................................................................................................................................................ 59
Curve di transizione.................................................................................................................................................................... 60
Tabella di comparazionE......................................................................................................................................................... 61
Elementi di fissaggio................................................................................................................................................................... 62
NORME DI RIFERIMENTO.................................................................................................................................................................. 64
Nozioni DI BASE
Gli inossidabili sono acciai con elevata percentuale di cromo messi a punto per contrastare le diverse forme di
corrosione. Questi metalli e leghe hanno la particolare proprietà di resistere all’attacco sia per via secca, all’aria
o ad alta temperatura, sia per via umida. Si usa distinguere la corrosione a secco (chiamata corrosione ad alta
temperatura od ossidazione) dalla corrosione a umido che si osserva in ambienti liquidi o atmosferici.
In linea generale si può affermare che la resistenza alla corrosione a caldo degli acciai inossidabili è legata alla
formazione, e al successivo mantenimento in loco, di uno strato fine, compatto e aderente di ossido protettivo,
il quale fa da barriera e impedisce un ulteriore attacco del materiale base. Il processo di corrosione a umido è
invece di tipo elettrochimico e la resistenza alla corrosione degli acciai inossidabili è dovuta alla formazione di
uno strato superficiale passivato che necessita, per instaurarsi, di almeno un contenuto di cromo del 10,5%.
Per ogni tipo di acciaio inossidabile questo film deve essere continuo e aderente alla superficie, non poroso e insolubile, in grado di riformarsi una volta lesionato se riesposto all’aria o all’azione di ambienti ossidanti. D’estrema
importanza sono pure le strutture di questi materiali metallici, tanto che proprio in base a esse vengono classificati
in acciai: ferritici, martensitici, austenitici, austeno-ferritici e indurenti per precipitazione.
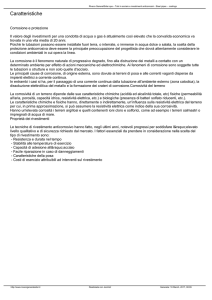
Evoluzione delle leghe ferrose
Ferro
Fe
Ghise
grigie, bianche, malleabili,
sferoidali, legate carbonio
min. 2%
Acciai
carbonio < 2%
Acciai Legati
Cr, Mo, Ni, V, W...
Duplex e indurenti
per precipitazione
Acciai Non Legati e Microlegati
strutturali, dual phase, trip...
Acciai Inossidabili
Super Leghe
hastelloy, incoloy, inconel, monel, udimar
In via di sviluppo
materiali compositi, liquid-metal,
leghe a memoria di forma
Acciai Austenitici
Fe + Cr +Ni
C%
0.03 - 0.10
Cr% 16.0 - 20.0
Ni% 8.0 - 13.0
Acciai Ferritici
Fe + Cr
C% 0.03 - 0.08
Cr% 16.0 - 19.0
Acciai Martensitici
Fe + Cr
C%
Cr%
0.06 - 1.20
11.5 - 19.0
I valori di C - Cr - Ni degli acciai inossidabili sono riferiti ai tipi contemplati nel presente catalogo
5
Ferritici
Non posseggono i punti critici e tale struttura è garantita da un’alta percentuale di cromo e basso carbonio.
Lo stato di impiego è pertanto quello che si ottiene dopo ricottura di ricristallizzazione.
La struttura di quest’acciaio è ferritica, a qualsiasi temperatura venga riscaldato il materiale. Dopo la lavorazione a
caldo, si può anche eseguire il raffreddamento in aria, poiché non indurisce e non c’è grave pericolo di tensioni.
La formatura a caldo va terminata a 850 - 900 °C perché a circa 1150 °C può esserci il rischio di ingrossare
il grano e nessun trattamento termico potrebbe rigenerarlo. Per rimediare il danno, si dovrebbe deformare a
freddo per frantumare il grano e sottoporre il materiale a un trattamento termico di ricristallizzazione.
Il rapporto calibrato di Cr/C fa in modo che il materiale non presenti alcun punto di trasformazione: nessun
trattamento termico può modificare le proprietà meccaniche e fisiche.
Elementi caratterizzanti:
• C 0,03 - 0,8 / Cr 16 - 19
• resistenza alla corrosione che da moderata cresce a buona con l’aumentare del tenore di cromo
• buona resistenza alla corrosione sotto tensione
• resistenza a caldo fino a 1175 °C e alla scagliatura fino a 750 - 800 °C
• caratteristiche meccaniche limitate, non innalzabili con trattamenti termici e scarsamente aumentabili con incrudimento a freddo; questo incrudimento risulta inferiore rispetto a quello che possono assumere gli austenitici
• brusco abbassamento della tenacità (resilienze Kv) a temperature vicine a zero °C e sotto zero
• buona resistenza all’usura
• buona formabilità a freddo
• mediocre predisposizione alla saldatura che può creare infragilimento da tensioni
L’elevata permeabilità magnetica li classifica come ferromagnetici.
I tipi a lavorabilità migliorata hanno una resistenza alla corrosione ridotta rispetto agli stessi acciai di origine. Presentano una notevole predisposizione all’infragilimento, anche a permanenze brevi, a temperatura fra 400 e
600 °C; questo fenomeno può essere attenuato con l’aggiunta di alcuni elementi stabilizzanti in fase di colata.
Acciai del catalogo:
Acciaio 1.4016 • EN X6Cr17 • AISI 430
Non adatto al trattamento termico di tempra.
Facilmente deformabile a freddo per innalzare i valori di durezza, rottura e snervamento.
Per spessori oltre i 3 mm si raccomanda di preriscaldare il materiale a 100 - 300 °C prima della trafilatura
o laminazione a freddo. Lo stato di impiego per particolari poco sollecitati è normalmente allo stato ricotto
con struttura ferritica a qualsiasi temperatura venga sottoposto.
6
La rettifica e un’accurata lucidatura aiutano a innalzare la resistenza alla corrosione.
Consigliato per impieghi ad alte temperature e sconsigliato per ambienti con temperature inferiori a 0 °C
perché infragilisce.
Impiego: posaterie, elettrodomestici (es. lavelli e cestelli per lavatrici e lavastoviglie), industria petrolchimica
e dei detersivi, rifiniture settore automobilistico, marmitte di scarico, contenitori per benzina, impianti per la
produzione di acido nitrico e utensili da cucina, sensori magnetici, elettroiniettori, contenitori per carburanti,
camere di combustione diesel, riscaldatori, cerniere, contenitori per gelati, apparecchiature per la fissazione
dell’azoto, bruciatori per nafta, cappe aspirazione fumi industriali, soffiatori di fuliggine, tele metalliche,
valvole elettromagnetiche, tubazioni igienico sanitarie, bulloni e viti. I prodotti piani sono usati per: coperture, gronde, pluviali, scossaline, elementi portanti per coperture, rivestimenti per ascensori, canaline per climatizzazione; negli impianti dell’energia alternativa come conformazione dei pannelli solari e moduli fotovoltaici; l’ottima predisposizione alla lucidatura lo rende idoneo nelle
applicazioni decorative interne.
Acciaio 1.4105 • EN X6CrMoS17 • AISI 430FMo
Non adatto al trattamento termico di tempra.
Considerato l’alto contenuto di zolfo è adatto alla lavorazione con macchine automatiche.
Per contrastare la leggera diminuzione di resistenza alla corrosione, dovuta all’aggiunta di zolfo e all’inclusioni di
solfuri, è inserita una percentuale calibrata di molibdeno.
Buona resistenza alla tensocorrosione. Impiego: industria acido nitrico, petrolifero, architettura, decorazioni, automobilistico, bulloneria, freni magnetici, termometri bimetallici (registratori di temperatura-umidità), viteria, bruciatori per nafta, utensili da
cucina, valvole elettromagnetiche, componenti sanitari, iniettori, mobilio, industria mineraria e agricoltura,
componenti di interramento, rotori del magnete, elettrovalvole a solenoide, regolatori di temperatura.
Scarsa resistenza alla corrosione intergranulare. Non consigliato per recipienti in pressione.
Acciaio 1.4106 MOD • X2CrMoSiS18-2-1 Acciaio a lavorabilità migliorata non adatto al trattamento termico di tempra.
La resistenza alla corrosione è diminuita dall’alta percentuale di zolfo. L’alta percentuale di molibdeno è in grado comunque di conferire ottima resistenza alla corrosione in presenza di acidi e cloruri.
La particolare composizione chimica permette di ottimizzare le sue caratteristiche magnetiche; la presenza
del silicio procura alta permeabilità magnetica e consistente resistività elettrica.
Impiego: elettrovalvole per ambienti corrosivi, pistoni, componenti di messa a terra, schermature, recipienti
in pressione per alte temperature in ambienti corrosivi, nuclei magnetici dei trasformatori, poli della dinamo,
regolatori di flusso, relais, parti di forni industriali e domestici.
7
Martensitici
Sono così denominati perché sono i soli tra gli acciai inossidabili a possedere i punti critici (Ac1, Ac3) e quindi,
dopo tempra, ad assumere la struttura martensitica.
La presenza del cromo, determina un forte spostamento delle curve isotermiche e anisotermiche verso destra, pertanto la struttura viene ottenuta anche con raffreddamento in aria.
Come negli acciai da bonifica, le migliori proprietà si ottengono dopo tempra e rinvenimento; particolare attenzione però deve essere posta a quest’ultimo trattamento per la precipitazione dei carburi di cromo che possono
alterare la resistenza alla corrosione. Per gli acciai martensitici è da evitare l’impiego allo stato ricotto.
Elementi caratterizzanti:
• C 0,06 - 1,20 / Cr 11,5 - 19
• moderata resistenza alla corrosione: la semplice esposizione all’atmosfera urbana industriale può danneggiare
il materiale
• buona resistenza all’usura
• modesta tenacità in particolar modo a temperatura sotto zero °C
• mediocre attitudine alla saldatura
Una lucidatura accurata (a specchio) favorisce la resistenza alla corrosione.
L’elevata permeabilità magnetica li classifica come ferromagnetici.
I tipi a lavorabilità migliorata hanno una resistenza alla corrosione ridotta rispetto agli stessi acciai di origine. Acciai del catalogo: Acciaio 1.4005 • EN X12CrS13 • AISI 416
Lo stato di impiego è normalmente quello di bonificato che innalza le caratteristiche meccaniche e la
resistenza alla corrosione.
Acciaio a basso carbonio e con aggiunta di zolfo per migliorare la lavorabilità.
La saldatura è sconsigliata: nel caso fosse indispensabile, procedere con preriscaldo e distensione finale.
La tempra e il rinvenimento possono modificare le caratteristiche meccaniche in funzione delle esigenze di impiego.
Impiego: turbine per la produzione di energia, valvole idrauliche, motori e pompe per acqua dolce, attrezzi sportivi,
ambienti aggressivi dell’industria chimica, viteria - bulloneria - chiodi, perni, viti prigioniere, steli di valvole, armamento,
accessori per aerei, estintori, stampi forgiati. Non idoneo ad applicazioni sottoposte a usura o pericolo di grippaggio.
Acciaio 1.4006 • EN X12Cr13 • AISI 410 Adatto al trattamento termico di tempra e distensione o rinvenimento.
Trova impiego anche allo stato ricotto. Idoneo alla trafilatura a freddo.
8
La condizione migliore di resistenza alla corrosione si ottiene dopo tempra e distensione a 200 °C e non
oltre i 430 °C.
Rinvenimenti effettuati a temperature fra 430 e 700 °C causano perdita di resistenza alla corrosione.
Le migliori caratteristiche di tenacità si ottengono con acciai rinvenuti a temperature comprese nell’intervallo 600 - 760 °C.
Ottima deformabilità per lo stato di laminato a caldo ricristallizzato o ricotto, difficile su materiale precedentemente deformato a freddo sul quale si vuole eseguire una ulteriore deformazione, es. imbutitura o altro. Impiego: rivestimenti di sedi di valvole, coperchi, connettori, parti di pompe, flange e raccordi per l’industria
petrolifera e petrolchimica, corpi valvola, alberi, bielle, bulloneria, staffe, rubinetteria, raggi e cerchioni di
cicli e moto, becchi per bruciatori a gas, battitoi per cartiere, scivoli-rivestimenti-bunker per carbone, chiavi,
micrometri, parti di carabine, forbici, lanterne, turbine a vapore, tele metalliche, armadi, decorazioni interne,
fondi diffusori, lavatrici, decorazioni e profili esterni, sistemi di scarico acque; nelle centrali nucleari come
comandi barre controllo e valvole di sicurezza.
Acciaio 1.4021 • EN X20Cr13 • AISI 420A
Lo stato di impiego è normalmente quello bonificato.
Possiede proprietà autotempranti (prende tempra raffreddando in aria).
Consigliato per impieghi dove sono presenti sforzi elevati e azioni corrosive non troppo intense.
Impiego: meccanismi soggetti a corrosione marina, coltelleria, strumenti chirurgici e odontoiatrici, cuscinetti
dove non è possibile la protezione con grassi a potere antiruggine, turbine idrauliche e a gas, attrezzature
sportive e agricole, stampi per vetro, palette per turbine, alberi di pompe, armi leggere, zanche e ancoraggi,
valvole, magneti, frullatori per vegetali; attrezzature per la tempra delle molle; nelle centrali nucleari come
barre di controllo. Acciaio 1.4028 • EN X30Cr13 • AISI 420B
Raggiunge alte durezze e buona resistenza alla corrosione dopo bonifica.
Autotemprante. Idoneo alla fotoincisione.
Ottima resistenza alla corrosione dopo tempra e distensione a 200 °C.
Quando il materiale deve essere lucidato o fotoinciso è opportuno impiegare acciaio con S% 0,015 max.
Impiego: fotocamere, stampi per il vetro, parti di arredo architettonico, coltelli da cucina, sedi di valvole, valvole
coniche, molle, viti, strumenti chirurgici, stampi per materie plastiche, alberi per pompe, flange e raccordi.
Acciaio 1.4031 • EN X39Cr13 Adatto al trattamento termico di tempra e rinvenimento.
Buona resistenza alla corrosione e al calore. 9
La resistenza massima alla corrosione si ottiene con tempra e distensione a basse temperature circa 180 °C.
La saldatura è difficoltosa e e sconsigliata: nel caso fosse indispensabile, procedere con preriscaldo a 250300 °C e a fine saldatura eseguire immediatamente ricottura a 700 - 750 °C.
Una lucidatura accurata (a specchio) migliora la resistenza alla corrosione. Quando il materiale deve essere fotoinciso è opportuno impiegare acciaio con S% 0,015 max.
Impiego: lame per coltelli da hobbistica, strumenti da misura come calibri-comparatori-micrometri, stampi
per materie plastiche, molle, strumenti chirurgici, rubinetteria, pompe e filtri per motori diesel, particolari
soggetti a usura in presenza di acqua potabile.
Acciaio 1.4034 • EN X46Cr13 • AISI 420C
Acciaio 1.4034 DE a lavorabilità migliorata
Idoneo al trattamento termico di tempra e rinvenimento.
La saldatura è difficoltosa e generalmente non consigliata. Buona deformabilità allo stato laminato.
La resistenza massima alla corrosione si ottiene con tempra e distensione. Buona resistenza alla corrosione e al calore.
Resistente alla scagliatura fino a 650 °C.
Impiego: contenitori per vegetali, molle, stampi per materie plastiche, cuscinetti antifrizione, forbici e coltelli, industria meccanica, strumenti chirurgici, raschietti, particolari di pompe per motori diesel, elementi di fissaggio,
sfere per valvole, settore automobilistico, elettrodomestici, strumenti di misura (es. calibri e comparatori).
Acciaio 1.4035 • EN X46CrS13 • (AISI 420C+S)
Facilmente lavorabile alle macchine automatiche grazie all’aggiunta consistente di zolfo.
Le caratteristiche meccaniche vengono impresse dal trattamento termico di bonifica.
La presenza dello zolfo diminuisce la sua resistenza alla corrosione.
La saldatura è difficoltosa a causa dell’alta percentuale di zolfo ed è pertanto sconsigliata.
Impiego: perni di articolazione (pivot pins), piccoli stampi materie plastiche, strumenti da taglio come lame
per rasoi, coltelli da cucina, forbici, raschietti, strumenti chirurgici, viti senza fine, sedi e piste cuscinetti,
valvole a spillo, ugelli. Sconsigliato per recipienti con liquidi o gas in pressione.
Acciaio 1.4057 • EN X17CrNi16-2 • AISI 431 Normalmente impiegato allo stato bonificato per alto snervamento e ottima resistenza agli urti.
La bonifica può modificare le caratteristiche meccaniche in funzione delle esigenze di impiego.
Buona resistenza a fatica.
Ottima deformabilità per lo stato di laminato a caldo ricotto, difficile su materiale precedentemente deformato a freddo sul quale si vuole eseguire una ulteriore deformazione, es. imbutitura o altro. 10
Ottimo comportamento in acqua di mare e nelle atmosfere saline.
Normalmente non viene impiegato per applicazioni che richiedono la saldatura.
Impiego: attrezzature subacquee, steli stantuffo, parti esposte ad acqua acida di miniera, costruzioni navali,
bulloneria per l’industrie dell’amido, della carta, parti di valvole, piccoli alberi portaelica per acqua di lago,
mole per il vetro, corpi di centrifughe per casearia e fermentazione, principalmente usato per dispositivi di
fissaggio; nelle centrali nucleari come recipienti in pressione del reattore, nocciolo.
Acciaio 1.4104 • EN X14CrMoS17 • AISI 430F
Versione a lavorabilità migliorata dell’acciaio X14CrMo17.
Adatto al trattamento termico di bonifica.
Buona resistenza alla media corrosione (atmosfera, acqua dolce, acido nitrico al 90% a freddo e al 10% a
caldo, deboli acidi organici).
L’aggiunta di zolfo abbassa leggermente la resistenza alla corrosione puntiforme e interstiziale.
Adatto alle lavorazioni in serie alle macchine automatiche ad alta velocità.
Evitare applicazioni dove è prevista saldatura.
Impiego: industria del petrolio e acido nitrico, decorazioni esterne per edilizia, sagome decorative settore
auto, bulloni e viti, parti di bruciatori per nafta, posateria, tubazioni sanitarie, regolatori di temperatura,
regolatori di temperatura e pressione, particolari per aeronautica.
Considerato l’alto contenuto di zolfo (che può causare porosità all’interno del manufatto) è sconsigliato
l’impiego per recipienti in pressione. Acciaio 1.4112 • EN X90CrMoV18 • AISI 440B
Possiede elevata resistenza all’usura e apprezzabile indeformabilità.
Con tempra e distensione raggiunge consistenti durezze.
Buona resistenza in ambiente di media corrosione allo stato temprato e disteso a 300 °C.
Considerata l’alta temprabilità va preriscaldato e disteso in fase di saldatura.
Lega di non facile laminazione e trafilatura a freddo.
La migliore resistenza alla corrosione si ottiene con rinvenimento a temperatura inferiore a 430 °C.
Impiego: utensili per la formatura dei nastri stagnati, strumenti chirurgici, cuscinetti, particolari di motori
a combustione interna, contenitori per alimenti, coltelli, lame a disco per seghe a freddo, sfere temprate,
magneti permanenti, particolari sottoposti a usura. Acciaio 1.4116 • EN X50CrMoV15
Non facilmente saldabile in considerazione della sua auto-temprabilità.
Poco adatto alla deformazione a freddo. Ottima resistenza all’usura.
La migliore lavorabilità all’utensile si ha sul materiale ricotto con l’impiego di utensili rompi-truciolo.
11
Buona resistenza all’ossidazione e al calore fino a 760 °C. Impiego: lame da taglio di varie forme, utensili da taglio, posateria resistente ai detergenti, stampi e matrici
per resine sintetiche, ghiere per cuscinetti, sfere, parti di valvole, strumenti di misura, filiere, strumentazione
odontoiatrica e chirurgica, magneti permanenti, perni di articolazione.
Acciaio 1.4122 • EN X39CrMo17-1
Per questo acciaio, il trattamento termico di bonifica conferisce ottima resistenza alla corrosione, all’usura
e alle proprietà antifrizione. La saldatura è sconsigliata: nel caso fosse indispensabile, impiegare la tecnica TIG
dopo preriscaldo a 300-400 °C.
Impiego: componenti per compressori, bulloni, valvole per vapore acqueo, coltelli chirurgici e professionali,
stampi per materie plastiche corrosive e resine sintetiche, posateria di alta qualità, parti di pompe, impianti
marini, brocce, filo saldatura per riporti duri; nelle centrali nucleari come nocciolo e recipienti in pressione.
Acciaio 1.4125 • EN X105CrMo17 • AISI 440C Adatto alla tempra e distensione per raggiungere durezze elevate.
Elevata resistenza all’usura.
Non va impiegato a temperature di lavoro oltre 425 °C perché risente dell’effetto rinvenimento e diminuisce
la sua resistenza alla corrosione; a 750 °C si ossida sensibilmente.
La saldatura è sconsigliata a causa della sua alta temprabilità: nel caso fosse indispensabile, preriscaldare a
200-150 °C e a fine saldatura ricuocere a 780 °C.
Impiego: coltelli speciali ad alta resistenza, dischi da taglio, lame rasoi, strumenti chirurgici, cuscinetti, ugelli,
parti valvole e pompe per pozzi petroliferi, separatori di fuliggine di motori diesel.
12
Austenitici
La struttura austenitica, stabile a temperatura ambiente, è garantita dalla presenza contemporanea di cromo
e nichel e dal basso tenore di carbonio. Gli acciai austentici sono impiegati in molteplici ambienti aggressivi,
a bassa e alta temperatura di esercizio.
Il trattamento termico più comune per tutti i tipi è la solubilizzazione (raffreddamento in acqua da 1050 °C).
Il processo di trafilatura conferisce l’incrudimento desiderato, privilegiando le caratteristiche di rottura e
snervamento.
Al fine di agevolare questa lavorazione a freddo e di non eccedere con l’incrudimento, si effettuano trattamenti
di ossalatura, i quali fanno da lubrificanti tra la superficie del metallo e le filiere, rendendo minimo l’attrito.
La resistenza meccanica può essere innalzata anche prevedendo l’aggiunta di azoto e di molibdeno. Una superficie liscia e uniforme (a bassissima rugosità) migliora notevolmente la resistenza alla corrosione.
Elementi caratterizzanti:
• C% 0,03 - 0,10 / Cr% 16,0 - 20,0 / Ni% 8,0 - 13,0
• la presenza del molibdeno permette elevata resistenza alla corrosione (crevice e pitting) che però può
manifestarsi sotto tensione in ambienti di cloruri
• elevata resistenza allo scorrimento viscoso
• buona resistenza all’usura
• elevata resistenza all’ossidazione a caldo fino a 925 °C e per i refrattari (Cr% > 20, Ni% ~ 20, Si% > 1)
fino a 1150 °C
• buona resistenza alle sollecitazioni a fatica
• la buona duttilità di questi acciai conferisce ottima predisposizione alla formatura a freddo
• buona predisposizione alla saldatura
• la permeabilità magnetica molto bassa, dell’ordine di quella del vuoto permette la condizione di amagnetismo stabile
I tipi a lavorabilità migliorata hanno una resistenza alla corrosione ridotta rispetto agli stessi acciai di origine. Si sconsigliano protezioni con vernici anche antivegetative, inutili e anzi dannose; si raccomanda appropriata pulitura, per non danneggiare lo strato passivo.
In caso di danneggiamento dello strato protettivo sono consigliati opportuni decapaggi e/o passivazioni; la
riformazione dello strato passivo sarà rapida ed efficace.
Acciai insensibili alla rottura fragile allo stato solubilizzato; utilizzabili anche per impieghi a temperature
criogeniche (-160 °C).
13
Acciai del catalogo: Acciaio 1.4301 • EN X5CrNi18-10 • AISI 304 ~ Acciaio a lavorabilità migliorata. Nel settore degli inossidabili è il classico 18-10.
Non temprabile, le caratteristiche meccaniche R e Rp0.2 possono essere innalzate con incrudimento da trafila.
Ottima tenacità alle basse temperature. Per questi impieghi, se è prevista la saldatura, usare elettrodi E308 L.
Buona resistenza alla corrosione allo stato solubilizzato.
Evitare riscaldi e raffreddamenti lenti nell’intervallo di temperatura tra 450 e 850 °C per evitare precipitazione di carburi di cromo (fenomeno di sensibilizzazione).
Buona predisposizione alla saldatura e all’imbutitura.
Quando il contenuto di ferrite è maggiore di 1,5% ci sono rischi di rottura in fase di trafilatura. Per contrastare il problema si consiglia di tenere la percentuale di nichel al massimo di quanto previsto dalla norma al
fine di avere una quantità di ferrite non oltre lo 0,5%. Impiego: industria farmaceutica, impianti per la chimica, petrolifera, tessile, tintoria, alimentare, gioielleria, molle,
decorazioni architettoniche, serbatoi e industria dell’auto, scambiatori di calore, valvole e ugelli, para valanghe;
settore dell’acqua (griglie, paratoie, prese filtri a rete e autopulenti, sedimentatori, agitatori, pompe sommerse,
insufflatori per vasche di ossigenazione, convogliatori e canalette per liquami); stampaggi medi e profondi;
impianti trattamento latte, formaggi, burro, succhi di frutta e distilleria; contenitori e attrezzature per la lavorazione del cacao; barriere fonoassorbenti linee ferroviarie e autostrade.
I prodotti piani sono usati per: coperture, gronde, pluviali, scossaline, serramenti, elementi portanti per coperture, rivestimenti per ascensori, pannelli stradali, cancelli, recinzioni, canaline per climatizzazione, piani
e griglie di calpestio, piastre per ferro da stiro; nelle centrali nucleari come flange, molle, bulloni, valvole, tubi, caldaie;
negli impianti dell’energia alternativa come conformazione dei pannelli e parabole solari.
Non adatto a garantire la corrosione intercristallina quando è allo stato sensibilizzato (migliorabile con solubilizzazione); scarsa resistenza alla corrosione in presenza di cloruri.
Acciaio 1.4305 • EN X8CrNiS18-9 • AISI 303 Acciaio automatico con stato di impiego normalmente solubilizzato e incrudito dalla trafilatura.
Ottima tenacità alle basse temperature e buona resistenza alla corrosione in assenza di cloruri e acidi riducenti. L’attacco acido crea corrosione puntiforme e interstiziale.
Per le lavorazioni di tornitura possono essere impiegati i lubrificanti normalmente usati nella meccanica generale.
Difficilmente saldabile se non vengono prese le opportune modalità.
Diventa lievemente ferromagnetico in proporzione all’incrudimento a freddo al quale è sottoposto.
Impiego: viti, prigionieri, dadi, bulloni prodotti in grande serie alle macchine automatiche, raccordi, perni,tiranti,
boccole, mulinelli da pesca; arredamento, elettrodomestici, trasporti, apparecchiature elettroniche.
14
Acciaio 1.4306 • EN X2CrNi19-11 (304L ~)
Acciaio al cromo-nichel induribile mediante deformazione a freddo, es. trafilatura e imbutitura.
Insensibile alla corrosione intergranulare (intercristallina).
L’alto contenuto di nichel permette di ottenere un’elevata tenacità alle temperature criogeniche (basse temperature). Il limite di resistenza a fatica in aria per prodotti levigati è di circa 250 N/mm2, ridotto in presenza
di ambienti corrosivi.
Non idoneo a resistere alla corrosione da cloruri. Evitare impieghi a temperature oltre 550 °C. Impiego: industrie della tintoria, carta, chimica, farmaceutica, alimentare, tessile, nucleare, fertilizzanti e
dell’acido nitrico; apparechiature saldate, serbatoi, apparecchiature criogeniche, cisterne. Acciaio 1.4307 • EN X2CrNi18-9
Non temprabile; le caratteristiche meccaniche possono essere innalzate con deformazione a freddo.
Allo stato solubilizzato è insensibile alla corrosione intercristallina.
Solitamente fabbricato con tecnica al calcio per renderlo a lavorabilità migliorata.
Si magnetizza leggermente in fase di deformazione a freddo (trafilatura o laminazione a freddo).
Ottima predisposizione all’imbutitura.
Facilmente saldabile anche senza preriscaldo e distensione finale.
Si consiglia di decapare la saldatura meccanicamente o chimicamente e poi passivarla con acido nitrico al 25%.
Impiego: contenitori e attrezzature per sostanze alimentari, settore tessile, petrolifero e per impieghi criogenici (basse temperature); tramogge per carbone, serbatoi per fertilizzanti, attrezzature per la produzione di
acido nitrico, contenitori per concentrato di pomodoro, schermi e tele metalliche, decorazioni architettoniche, canalizzazioni per caldareria;
nelle centrali nucleari come placcature per saldatura e circuiti primari.
Acciaio 1.4310 • EN X10CrNi18-8 • AISI 302
è uno dei più utilizzati acciai austenitici al cromo-nichel, estremamente resistente e duttile impiegato in
condizioni di laminato e trafilato a freddo. Questo acciaio è una versione con carbonio leggermente più alto
rispetto al tipo 1.4301 e presenta un’ottima resistenza a fatica. La sua resistenza alla corrosione è un po’
superiore a quello del tipo AISI 301. La facile deformazione a freddo aumenta notevolmente la durezza di
questo materiale ma, in fase di trafilatura va considerato un possibile incremento di magnetismo. Nella lavorazione alle macchine utensili è consigliato l’uso di inserti rompi truciolo perché ha una notevole plasticità.
Impiego: molle, componenti per orologi, parti di connettori, gabbie per animali, apparecchiature di cottura per bevande - per la birra - per imbottigliamento, elementi architettonici per esterni, caldaie, cestelli per
lavatrici, strumenti da cucina, gioielli, industria farmaceutica - casearia - alimentare, serbatoi per benzina.
15
Acciaio 1.4401 • EN X5CrNiMo17-12-2 • AISI 316
Impiegato ad alte temperature con buona resistenza alla corrosione verso svariati acidi, sali, acqua salata e
reagenti chimici.
L’alto contenuto di molibdeno permette di utilizzarlo in ambienti riducenti e dove necessita resistenza allo
scorrimento viscoso. Resiste alla corrosione localizzata (crevice e pitting) e allo stato sensibilizzato è poco
sensibile a quella intercristallina. Sul materiale riscaldato in ambienti ossidanti, risulta necessario un decapaggio chimico per ottenere la massima resistenza alla corrosione.
Impiego: industria chimica, alimentare, tessile della seta artificiale, industria della carta e cellulosa, campo
fotografico, chirurgico, cisterne per navi, posateria, industria dei medicinali, autoveicoli, sanitari, contenitori per
cibi e bevande, gronde, scambiatori di calore e parti di forni; giranti, alberi pompa e diaframmi per impianti
di dissalazione; scale, ponti e passerelle; ciminiere, contenitori per addolcire l’acqua, bollitori, strumenti per
raffinare il mais, tini per brandy; negli impianti dell’energia alternativa come pannelli parabolici solari.
Acciaio 1.4404 • EN X2CrNiMo17-12-2 • AISI 316L
Non temprabile; le caratteristiche meccaniche si possono innalzare solo con deformazione a freddo.Adatto
per forti deformazioni a freddo. Buona resistenza alla corrosione intercristallina, all’acqua salata e alle sostanze alimentari.
Sul materiale riscaldato in ambienti ossidanti, necessario un decapaggio chimico per ottenere la massima
resistenza alla corrosione.
Impiego: particolari destinati ad essere saldati, industria chimica, alimentare, tessile della seta artificiale,
canne fumarie e camini, carta e cellulosa, campo fotografico, chirurgico, cisterne per navi, posateria, tiranti,
industria dei medicinali, autoveicoli, sanitari, contenitori per cibi e bevande, vessel per petrolchimico, parti a
contatto con anidride solforosa, settore impianti di depurazione come dosatori di flocculanti e negli impianti
di incenerimento, ventilatori, valvole e ugelli, maglie metalliche, scambiatori di calore; nelle centrali nucleari
come generatori di calore e pompe; usato nel mercato della gioielleria e degli occhiali, anche se recenti
norme sulla cessione del nichel in presenza di sudore propendono per leghe al titanio meno allergiche;
nell’energia alternativa del solare termico per l’allestimento di serbatoi di accumulo. In presenza di parti
saldate non va impiegato per temperature di esercizio maggiori di 400 °C.
Acciaio 1.4435 • EN X2CrNiMo18-14-3 • aisi 316LMo
La sua struttura è completamente austenitica e dopo solubilizzazione, il contenuto di ferrite risulta inferiore
allo 0,5%. Simile all’acciaio 1.4404 ma con contenuto di silicio più basso e molibdeno più alto. Grazie alla
sua microstruttura completamente austenitica può essere deformato a freddo senza problemi e, con il contenuto di molibdeno più alto, si possono realizzare attrezzature più resistenti di quelle allestite con l’acciaio
1.4404. La struttura completamente austenitica, può però risultare sensibile al fenomeno di criccatura a
caldo. Può essere saldato con la maggior parte dei processi di saldatura: TIG, Plasma, MIG, SMAW, SAW ecc.
16
adottando parametri in grado di evitare precipitazioni di carburi o nitruri e formazione di cricche. I risultati
migliori per contrastare la corrosione si ottengono con superfici lucidate.
Impieghi: come quelli dell’acciaio 1.4404 dove è richiesta maggiore resistenza meccanica.
Acciaio 1.4541 • X6CrNiTi18-10 • AISI 321
Spesso viene indicato anche come “acciaio inossidabile refrattario”. Acciaio stabilizzato con aggiunta di
titanio. Resiste bene alla corrosione intergranulare. Se viene solubilizzato in ambiente ossidante è necessario
decaparlo chimicamente per ottenere la massima resistenza alla corrosione. Non sensibilizzabile. Permeabilità magnetica relativa a -196 °C ~ 2 µr. Acciaio molto duttile. Impiego: nei trattamenti termici per ceste,
muffole, vasche, crogioli, piastre di riscaldamento, griglie, catene, ganci, rulli, pistoni, ventilatori, ugelli per
bruciatori, viti e dadi; collettori ad anelli per aerei, parti di motori a reazione, involucri per boiler, rivestimenti
per pile, recipienti a pressione, pannelli e porte frangi-fuoco, caldaie uso civile,collettori. La buona tenacità
alle basse temperature lo rende idoneo all’impiego per la fabbricazione di concimi industriali azotati.
Acciaio 1.4567 • EN X3CrNiCu18-9-4 • (~ AISI 304Cu)
Inossidabile con aggiunta di rame che stabilizza l’austenite e lo rende idoneo a sopportare severe operazioni di deformazione a freddo (stampaggio, piega, trafilatura e lavorazioni all’utensile). La presenza del
rame migliora inoltre la resistenza alla corrosione. Adatto ad applicazioni criogeniche. Buona predisposizione alla filettatura e alla foratura contrastando il relativo incrudimento. Impiego: settore auto, industria chimica, industria del cibo e bevande, decorazioni, componenti elettronici
settore navale, vigneti, ganci da parete, cavi, chiodi, tele metalliche.
Acciaio 1.4570 • EN X6CrNiCuS18-9-2 • AISI 303K
Inossidabile automatico che non modifica le sue caratteristiche meccaniche mediante tempra. L’alta percentuale di zolfo può causare microcricche durante la deformazione a freddo (trafilatura, stampaggio, ecc.)
Acciaio con aggiunta di zolfo e rame per incrementare la lavorabilità alle macchine utensili. L’aggiunta di
rame aumenta la resistenza alla corrosione causata dalla plastica. La sagoma dei pezzi deve essere semplice
e mirata per evitare la ristagnazione dei prodotti corrosivi. La sensibilizzazione eseguita nell’intervallo di
temperature da 450 a 800 °C lo espone alla corrosione intercristallina.
Impiego: tutti i settori e dove sia richiesta una resistenza a corrosione maggiore rispetto all’acciaio ASTM 303
base; particolari prodotti in serie su macchine automatiche ad alta velocità come perni, viti, dadi, tiranti, boccole.
Acciaio 1.4571 • EN X6CrNiMoTi17-12-2 • AISI 316Ti
Acciaio stabilizzato con titanio con buona resistenza alla corrosione: intercristallina, uniforme, localizzata, pitting/creavice. Possiede una valida resistenza alla sensibilizzazione (limitata formazione di carburi di cromo)
dovuta a temperature di esercizio. Buone proprietà meccaniche a temperatura ambiente e ad alte temperature
17
con significativa resistenza al Creep. Soggetto a forte ossidazione ad alte temperature in presenza di atmosfera
di aria stagnante. Ottima predisposizione allo stampaggio a freddo e alla trafilatura. Saldabile senza difficoltà.
Impiego: strutture saldate, industria marittima, petrolchimica, alimentare, farmaceutica, carta e tessile;
scambiatori di calore forni domestici e industriali, spire per scaldacqua.
Austenitici - Ferritici (comunemente denominati duplex)
Contenendo cromo, nichel, molibdeno e azoto in opportune proporzioni, hanno una struttura bifasica, formata da isole di austenite incorporate in matrice ferritica all’incirca in parti uguali. Caratteristiche principali
di questi acciai sono un’ottima resistenza alla corrosione sotto tensione e un alto limite di snervamento. La
struttura ferritica resiste meglio alla corrosione sotto sforzo e quella austenitica alla corrosione generalizzata, pertanto è facile intuire l’interesse industriale verso tali acciai bifasici. Gli elementi chimici caratteristici
di questa famiglia sono il Cr, il Mo (ferritizzanti) e il Ni, C, N (austenitizzanti). L’azoto in percentuali dello
0,10-0,20 aumenta inoltre la stabilità della struttura austenitica in fase di trattamento termico, migliora la
resistenza meccanica e la resistenza alla corrosione localizzata. Negli inossidabili bifasici esistono due intervalli critici di temperatura. Uno a 800 °C (fra 600 e 950 ~) che può causare una precipitazione di carburi
/ nitruri e l’altro a 475 °C quando la ferrite può arricchirsi di cromo e, incrementando di durezza, creare
fragilità. La tenacità è ridotta anche dal tenore di ossigeno e dalla presenza di fasi intermetalliche. Gli acciai
duplex hanno un comportamento a fatica migliore rispetto a quelli austenitici. Questo è stato sperimentato
e avvalorato dal rapporto Lf/R tra 0,5 e 0,6 per i duplex e 0,45-0,50 per gli austenitici. (Lf = limite di fatica
teorico in prova di flessione rotante e R = resistenza a trazione del materiale). Questi acciai non sono adatti
al trattamento termico di bonifica ma possono modificare la percentuale di struttura con la solubilizzazione,
es. aumentando tale temperatura si può sviluppare una maggiore percentuale di ferrite a fine tempra.
Acciaio 1.4362 • EN X2CrNiN23-4 • UNS 32304
Acciaio impiegato in ambienti soggetti a tensocorrosione, pitting, crevice. Ottima resistenza meccanica ottenuta con l’aggiunta di azoto (N). Buona tenacità e duttilità (a metà fra gli austenitici e i ferritici). Per la
deformazione a caldo adottare T ~ 0,6•T fusione, grano fine e basse velocità di riduzione. Non va impiegato
per tempi prolungati a temperature superiori a 300 °C perché c’è il rischio di perdita di resistenza meccanica
e comparsa d’infragilimento. Facilmente saldabile, avendo cura di mettere in atto tutte le precauzioni atte
ad evitare assorbimento di idrogeno. Un’ottima finitura superficiale (lappatura con Ra 0,10-0,20 µm) ha
dimostrato un sensibile incremento di resistenza alla corrosione per pitting. Impiego: recipienti in pressione,serbatoi acqua calda, viti, ventilatori, scambiatori di calore, trattamento
acque reflue, coclee, miscelatori, industria della carta e cellulosa, impianti per la candeggina, industria alimentare e delle bevande, pareti frangifuoco, piattaforme offshore.
18
Acciaio 1.4462 • EN X2CrNiMoN22-5-3 • UNS 31803
Simile all’acciaio 1.4362 ma maggiormente legato con aggiunta di molibdeno (Mo). La sua resistenza alla
corrosione per pitting e crevice è uguale o superiore a quella dell’acciaio AISI 317L. Ha una resistenza meccanica superiore rispetto agli austenitici. Non è immune da corrosione sotto tensione, ma resta l’acciaio
maggiormente impiegato nella pratica ingegneristica per resistere negli ambienti con cloruro di sodio e con
acqua salmastra. Non va impiegato a temperature superiori a 340 °C. La presenza del molibdeno e dell’azoto
possono creare difficoltà di lavorazione alle macchine utensili. Le caratteristiche meccaniche dipendono dal
rapporto ferrite/austenite e la tenacità è legata al livello di ferrite. A maggior percentuale di ferrite corrisponde
minor tenacità e a maggior volume percentuale di austenite corrisponde minore resistenza meccanica. Dopo
deformazioni a freddo con riduzioni oltre il 10% è consigliato un trattamento termico di solubilizzazione.
Come tutti i duplex, anche questo acciaio resiste bene alle temperature criogeniche (al di sotto dei -180 °C).
Impiego: scambiatori di calore, distillatori dell’acido acetico, filtri del gas di combustione, contenitori chimici
in pressione, apparecchiature industriali del gas e del petrolio.
Come guida all’impiego per basse temperature, degli acciai inossidabili, si può considerare la percentuale di
Nichel (Ni%) presente nell’analisi chimica. Con Ni ~ 9% utilizzo a -196 °C, Ni ~ 3,5% utilizzo a -101 °C, Ni
~ 2,25% utilizzo a -59 °C. Come guida per la resistenza contro la formazione di scaglia alte temperature si
puo fare riferimento al contenuto Cr-Ni. Con Cr ~ 13% utilizzo fino a 760 °C, Cr ~ 18% e Ni ~ 9% utilizzo
finoa 850 °C, Cr ~ 25% e Ni ~ 20% utilizzo fino a 1150 °C, Cr ~ 28% utilizzo fino a 1175 °C.
Indurenti per precipitazione
Acciai più noti come PH (Precipitation Hardening). L’indurimento si ottiene dopo tempra con successivi riscaldi a temperature non troppo elevate (480-600 °C). La caratteristica principale è una discreta resistenza
alla corrosione, accompagnata da ottime proprietà meccaniche. Gli elementi maggiormente impiegati per
indurire questi acciai sono: titanio (Ti), niobio (Nb), azoto (N), alluminio (Al), rame (Cu). Anche negli indurenti
per precipitazione si hanno tipi martensitici, austenitici e semiaustenitici. Considerato il costo della materia
prima, la convenienza per l’impiego è verso quei settori (aerospaziale e produzione di energia) dove sono
richieste alta resistenza e ottimo allungamento.
Es.: Il tipo martensitico17-4 PH dopo solubilizzazione e invecchiamento per un’ora a 480 °C: R = 1250 N/mm2; A% = 13
Altre considerazioni sugli acciai inossidabili
Una certa decarburazione può non essere nociva per i ferritici e gli austenitici, mentre lo è per i martensitici; un
arricchimento in carbonio è dannoso per tutti. Nei trattamenti in presenza di gas, si dovranno adottare tutti gli
accorgimenti necessari per evitare assorbimento di idrogeno, per il noto effetto d’infragilimento. I tipi ferritici
e austenitici, che data l’assenza dei punti critici non sono temprabili, possono modificare con incrudimento a
freddo il carico di snervamento e quello di rottura. I martensitici offrono le migliori caratteristiche meccaniche.
19
In tabella vengono riportate indicativamente delle caratteristiche a confronto per prodotti laminati
Categoria
di acciaio
Duplex
Austenitici
Ferritici
Martensitici
R
N/mm2
1070 - 1270
500 - 700
450 - 650
650 - 850
Rp 0,2
N/mm2
800
220
280
500
A
%
13
50
22
14
Kv +20 °C
J
25
140
25
30
Kv -150 °C
J
Magnetico
si
no
si
si
100
Resistenza alle alte
temperature
buona
buona
buona
media Cr% < 16
buona Cr% > 20
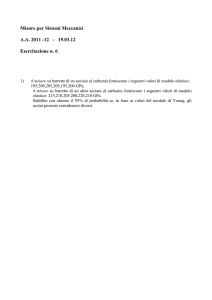
Scala indicativa di resistenza alla corrosione delle famiglie degli acciai inossidabili
massima
Duplex
Austenitici
minima
Martensitici
Ferritici
resistenza alla corrosione
Schema del rapporto lavorabilità all’utensile - resistenza alla corrosione
316
316L
304
303
430
430F
410
416
lavorabilità
Classificazione degli acciai inossidabili
classificazione
serie 500
serie 400
serie 300
serie 200
UNS
S5xxxx
S4xxxx
S3xxxx
S2xxxx
AISI
4xx
3xx
EN
Xxx
Xxx
Xxx
acciai inossidabili martensitici
acciai inossidabili martensitici e ferritici
acciai inossidabili austenitici
acciai inossidabili austenitici
La serie 200 (Cr-Mn) è principalmente impiegata nei paesi asiatici dove la tendenza è quella di sostituire il Ni con alte percentuali di Mn.
Queste particolari analisi chimiche possono rendere l’acciaio suscettibile alla criccatura in fase di trafilatura o stampaggio a freddo.
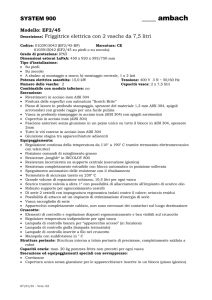
Campi di applicazione approssimativi di alcuni materiali
Intervalli di utilizzo alle alte e basse temperature
20
Fusione e produzione
La scoperta dei primi materiali in grado di resistere all’azione aggressiva degli acidi si rivelò nel 1821
quando vennero mescolati e fusi ossidi di ferro e cromo. Ai tempi, questa lega conteneva una percentuale
di cromo attorno all’1,5 e valori di carbonio molto alti. Con l’arrivo del forno Bessemer (1855), del forno
Martin (1865) e del forno Martin-Siemens (1892) ebbe inizio la produzione a livello industriale degli acciai
al cromo-carbonio, ha solo nel 1895 alcune acciaierie svedesi e tedesche iniziarono a produrre leghe ferrocromo e basso carbonio, perfezionate in seguito da una sempre più raffinata elettrosiderurgia. Dal 1904 al
1909 si definirono gli acciai inossidabili martensitici al 13% di cromo e gli acciai inossidabili ferritici al 17%
di cromo con livelli di carbonio dallo 0,12% all’1%. Sempre nell’anno 1909 vennero studiati i primi acciai
austenitici costituiti da leghe ferro-cromo-nichel. Nel 1925, a tecnologie oramai sperimentate, l’Italia iniziò
a produrre acciai inossidabili.
Minerale
Carbone Fossile
Preparazione del minerale
Frantumazione - Arricchimento
Essiccazione - Calcinazione - Agglomerazione
Produzione del coke
tramite distillazione del
carbone fossile
Ghisa
con carbonio > 4 %
Convertitore
Processo da minerale - ALTOFORNO
Processo da minerale
All’altoforno si ottiene la ghisa con carbonio 4-6 %; ancora allo stato fuso viene passata al convertitore al fine di
ridurre il contenuto di fosforo, zolfo, carbonio, silicio e di ogni altro elemento più ossidabile del ferro.
A fine defosforazione si procede all’aggiunta di ferro-cromo e alla trasformazione in cromo metallico, per arrivare
a un’analisi chimica molto prossima a quella dell’acciaio inossidabile. Il liquido viene poi affinato negli impianti
AOD (processo veloce ed economico e più usato per gli inox) oppure VOD (processo per quelle acciaierie che
oltre agli inox producono legati, utensili, ecc.) e tramite ossidazione, generalmente sottovuoto, si ottiene l’abbassamento del carbonio fino alla percentuale desiderata. Sempre in questi ultimi forni si effettua la messa a punto
dell’analisi chimica e mediante l’aggiunta di correttivi (Cr, Ni, Mo, Ti, Cu, ecc.) si arriva alle percentuali finali. Con
l’abbinamento AOD + VOD si possono ottenere acciai con tenori di carbonio anche di 0,005%.
Processo da Rottame
Rottame Selezionato
forno
AOD
forno
VOD
Acciaio Inossidabile
21
Processo da rottame
La fabbricazione dei primi acciai inossidabili utilizzano lo stesso forno elettrico degli acciai convenzionali. Dopo la fusione di rottami comuni venivano versate nel liquido le ferroleghe (ferro-cromo), portando il contenuto di cromo a una percentuale di circa 12%.
La quantità di carbonio era però piuttosto alta, in parte per i tre elettrodi di grafite che rilasciavano questo
elemento.
Successivamente venivano utilizzati rottami di acciai inossidabili fusi ad alta temperatura con riduzione sempre da
ferroleghe (ferro-silicio e ferro-cromo-slicio), attraverso la tecnica denominata metallurgia secondaria fuori forno.
Questi sistemi richiedevano tempi lunghi di elaborazione e dispendio di energia elettrica fino al 1960, anno
di entrata in produzione dei processi AOD e VOD.
AOD = Argon - Oxygen - Decarburization (Decarburazione mediante Argon e Ossigeno).
VOD = Vacuum - Oxygen - Decarburization (Decarburazione sottoVuoto mediante Ossigeno).
Produzione da AOD
La fusione è attuata nel forno convenzionale; il liquido passa poi al convertitore all’interno del quale il bagno
di acciaio subisce l’affinamento dell’analisi chimica attraverso reazioni di ossido-riduzione. L’insufflaggio di argon e ossigeno, mediante tubiere, mantiene un continuo rimescolamento del bagno e le
reazioni di ossido-riduzione innalzano autonomamente la temperatura fino a circa 1650 °C.
La principale reazione è la decarburazione, durante la quale il carbonio in eccesso si lega con l’ossigeno e
altri gas inerti insufflati per formare ossido di carbonio che, espulso dal bagno, porta a ottenere tenori di
carbonio nell’ordine dello 0,015%.
La perdita per ossidazione dell’elemento cromo è contenuta dal rapporto calibrato di ossigeno e argon.
Dopo aver “centrato” l’analisi chimica, l’acciaio passa alla colata continua o in lingottiera.
Produzione da VOD
La fusione del rottame è identica a quella praticata per l’AOD con la variante che l’acciaio liquido viene
travasato in una siviera che a sua volta è immessa in un impianto (tank) in grado di creare un vuoto iniziale
di 3 mbar per poi stabilizzarsi a 0,6 mbar (millibar).
L’azione del vuoto esalta la reazione di decarburazione e preserva il cromo da sovra-ossidazione.
Dal fondo della siviera, attraverso setti porosi, viene immesso argon per mantenere agitato il bagno di acciaio. Dall’alto, mediante una lancia, viene introdotto ossigeno che, diffondendosi sulla superficie del liquido,
accelera la formazione di ossido di carbonio e permette la decarburazione, portando il carbonio fino a limiti
dello 0,015%.
Dopo aver raggiunto le specifiche imposizioni di carbonio si passa all’aggiustamento degli altri elementi
chimici come ad esempio il cromo che può essere corretto con aggiunte di ferro-cromo.
Uno dei fattori economici interessanti di questo processo deriva dal fatto che la reazione di decarburazione
22
(ossidazione del carbonio) produce calore e pertanto è richiesta una minor quantità di energia elettrica per
conservare le alte temperature necessarie alla procedura.
L’operazione successiva è quella del colaggio in lingottiera o in paniera per la colata continua. Altri processi industriali utilizzati per la produzione degli acciai inossidabili con particolari requisiti, ad es.
l’alta purezza, sono:
• VIM fabbricazione in forno a induzione sotto vuoto
• VAD processo spesso abbinato al VOD dove avviene un degasaggio profondo (idrogeno < 1,2 ppm) • VDG degasaggio sotto vuoto con insufflazione di argon • VAR rifusione in forno ad arco sotto vuoto
• ESR rifusione sotto scoria elettroconduttrice
• EBR rifusione in vuoto di un elettrodo consumabile sotto un bombardamento di elettroni
• Processi combinati VIM + VAR, VIM + ESR, ASLD + WIR, ecc.
Schema di rifusione sotto vuoto VAR
23
Elementi chiMICI
Austenitici
Ferritici
Martensitici
carbonio%
0,015 - 0,15
0,01 - 0,12
0,08 - 1,20
cromo %
16,0 - 28,0
10,5 - 30,0
11,0 - 19,0
nichel %
6,0 - 32,0
…..
…..
Effetto degli elementi di lega sugli acciai inossidabili:
Alluminio
Incrementa la resistenza all’ossidazione a caldo limitando la formazione di ossido (scaglia).
Quando si combina con il nichel forma composti intermetallici efficaci per l’indurimento per precipitazione.
Azoto
Negli acciai austenitici evita la formazione della ferrite delta e stabilizza l’austenite. Innalza il carico di rottura R e lo snervamento Rp. Negli acciai a basso carbonio eleva il limite di snervamento. Negli acciai ferritici
è indesiderato quando supera i 10 ppm. Aumenta la resistenza alla corrosione per vaiolatura.
Calcio
Viene aggiunto (es. nell’acciaio AISI 316L) per migliorare la lavorabilità alle macchine utensili.
Carbonio
Il carbonio, in presenza di una percentuale di Cr superiore a 10, forma vari tipi di carburi molto utili per la resistenza meccanica a caldo, per la resistenza alla corrosione in generale e in particolare per quella intergranulare.
Diminuisce la resistenza alla corrosione per vaiolatura specialmente nelle condizioni di sensibilizzazione.
Cromo
L’acciaio acquista inossidabilità quando nella matrice esiste una soluzione solida di cromo superiore al 10,5 %
che, assorbendo ossigeno, genera uno strato superficiale molto sottile in grado di passivare il metallo base e di
arrestarne la corrosione. Ottimo stabilizzante della ferrite. Aumenta la resistenza alla corrosione per vaiolatura.
Manganese
Solitamente, negli acciai inossidabili, non supera il 2% e pertanto non viene considerato elemento di lega. Molibdeno
Aggiunto negli austenitici mantiene una struttura austenitica stabile anche a temperatura ambiente.
24
L’aggiunta di 2-3% di questo elemento nell’acciaio austenitico AISI 304 incrementa la stabilità dello strato
passivo in presenza di ambienti contenenti alte concentrazioni di cloruri.
Per impieghi a contatto con acidi solforico, fosforico e cloridrico sono usati acciai austenitici con Mo fino al 5%.
Elemento ferritizzante. Incrementa la resistenza alla corrosione (crevice) e alla tensocorrosione. Con il cromo aumenta la resistenza alla corrosione per vaiolatura (pitting).
Nichel
Tenori elevati di questo elemento danno origine a leghe austenitiche stabili a temperatura ambiente che
sono caratterizzate da ottima duttilità, alta tenacità anche a temperature criogeniche, buona resistenza
meccanica a caldo, buona attitudine alla saldatura e buona resistenza alla corrosione in ambienti poco
ossidanti. Quando il Ni è pari al 4% interviene una trasformazione di fase durante il riscaldamento ed è
possibile eseguire una tempra martensitica durante il raffreddamento. Quando la percentuale di nichel non supera il 20% si può ottenere tempra martensitica anche con raffreddamenti in aria.
Con percentuali di nichel superiori al 30% l’acciaio acquista ottima resistenza alla tensocorrosione.
Aumenta la resistenza alla corrosione per vaiolatura.
Niobio
Forma carburi stabili in grado di migliorare la resistenza meccanica e quella allo scorrimento a caldo. Elemento
stabilizzante che previene la precipitazione dei carburi di cromo durante il trattamento termico e la saldatura.
Rame
In alcuni casi aumenta l’efficacia del nichel. Negli austenitici migliora la resistenza alla corrosione anche in presenza di acido solforico al 10% con temperatura di 80 °C. Negli acciai austenitici migliora la deformabilità a freddo.
Silicio
Elemento in grado di conferire resistenza all’ossidazione a caldo (scaglia), spesso utilizzato negli acciai refrattari
(Cr > 20%, Ni ~ 20%, Si ~ 1% e Carbonio mediamente più alto rispetto ai tradizionali inox). La sua proprietà
di sciogliersi nella matrice in fase liquida, senza dare origine a carburi, ne migliora la resistenza per indurimento da soluzione solida. Diminuisce la resistenza alla corrosione per vaiolatura e la aumenta quando è in
presenza di molibdeno.
Innalza le caratteristiche di permeabilità magnetica e di resistività elettrica.
Selenio
Può sostituire lo zolfo perché possiede una morfologia più globulare che aiuta la frammentazione del truciolo in fase di lavorazione meccanica. Rispetto allo zolfo, influisce meno negativamente sulla tenacità e sul
grado di finitura superficiale. Globulizza i solfuri di manganese, ma considerato l’alto costo viene utilizzato
25
in casi particolari (ad es. quando sono richieste buone caratteristiche meccaniche in senso trasversale). Data
l’alta tossicità il suo utilizzo è molto limitato e in via di abbandono.
Zolfo
Viene aggiunto (es. nell’acciaio AISI 303) al fine di migliorare la truciolabilità, ma fa diminuire la resistenza
alla corrosione. Riduce l’attrito fra truciolo e utensile evitando problemi di grippaggio.
Titanio
Elemento stabilizzante che previene la precipitazione dei carburi di cromo durante il trattamento termico e
la saldatura. Aiuta a contrastare la corrosione intergranulare.
Tungsteno
Viene aggiunto in alcuni acciai austenitici per rafforzare le caratteristiche meccaniche a caldo.
Vanadio
Stessa caratteristica del tungsteno. Grafite (carbonio)
Cromo
26
Titanio
Nichel
Molibdeno
Cristalli di zolfo
Silicio
Lavorazioni e Finiture superficiali
Lavorazioni a caldo
Nella Fucinatura e Laminazione per gli acciai martensitici e ferritici si adottano temperature fra 900 e
1100 °C. Maggiori dettagli sono consultabili sulle schede tecniche di prodotto. Il preriscaldo di lingotti, blumi e billette va condotto lentamente fino a circa 800 °C per poi raggiungere la
temperatura prestabilita alla quale sono consigliate soste molto brevi.
Per i ferritici è opportuno finire la trasformazione a caldo quando i pezzi hanno una temperatura di 750-700 °C.
Questo incrudimento e la successiva ricristallizzazione permettono di ottenere strutture a grano fine.
Per i martensitici non si deve scendere sotto i 900 °C; oltre tale temperatura, raffreddare molto lentamente
in modo da evitare rotture.
Per gli acciai austenitici che hanno bassa conducibilità termica rispetto ai ferritici e martensitici, sono consigliati tempi di riscaldo più lunghi e si raccomanda di non spingere la finitura sotto i 900 °C, al fine di evitare
rotture e incrudimento. Inoltre, non ripetere troppi riscaldi in atmosfere carburanti o solforose.
Comune alle due famiglie è il fatto di evitare soste prolungate e ripetuti riscaldi ad alte temperature che
causano ingrossamento del grano e perdita di resistenza alla corrosione.
L’Estrusione si esegue principalmente quando non è possibile ottenere sagome complesse con la semplice
laminazione.
Il materiale è pressato e fluisce all’interno degli utensili formatori. A parità di sezione, la pressione esercitata
sul materiale inossidabile è maggiore rispetto a quella impiegata per quelli al carbonio e legati.
Le pastiglie preriscaldate in appositi forni con modalità simili a quelle utilizzate per la fucinatura e laminazione, sono spinte da un punzone all’interno di un contenitore costituito da mantello e camicia. Sulla superficie
del materiale da estrudere si distribuisce un lubrificante anti-attrito per facilitarne lo scorrimento.
Nella Metallurgia delle polveri l’acciaio inossidabile viene fuso e successivamente polverizzato a varie
granulometrie. Tali polveri miscelate con dei leganti, vengono compattate con pressioni di ~ 1000 bar e
sinterizzate a 1200- 1400 °C.
Lavorazioni a freddo Gli acciai martensitici a volte sono plasmati a freddo, con il solo scopo di creare delle sagome, perché
sostanzialmente non modificano le caratteristiche meccaniche mediante deformazione. Essi reagiscono principalmente al trattamento di tempra.
I ferritici hanno un basso tasso di incrudimento, pertanto sono più idonei all’operazione di compressione e
meno a quella di trazione.
Gli austenitici presentano il miglior tasso di incrudimento a freddo e modificano sensibilmente, verso l’alto,
le caratteristiche di rottura e snervamento, mantenendo buoni valori di allungamento e resilienze. Questi
inossidabili perdono parte di tenacità quando sono fabbricati con aggiunta di zolfo o rame.
27
Si ricorda che la presenza di carburi di titanio, di niobio e di inclusioni non metalliche abbassa la plasticità
degli acciai inossidabili.
Altro fattore da tenere in considerazione è l’innalzamento della permeabilità magnetica che aumenta in
modo parallelo con l’aumento del rapporto di riduzione. Questo fatto risulta inconveniente per applicazioni
amagnetiche.
Partendo da laminati a caldo è possibile eseguire la Laminazione a freddo (es. da tondi in rotoli a piatti
in rotoli o barre).
Il materiale di partenza in acciaio ferritico e austenitico è opportunamente addolcito (ricottura o solubilizzazione) e sottoposto a decapaggio chimico. Le riduzioni massime applicabili sono del 75% per gli austenitici
e dell’85% per i ferritici. Nel caso di più passaggi di laminazione, i ferritici vanno prima sottoposti a trattamento termico di ricristallizzazione e gli austenitici solubilizzati. Durante questa operazione è fondamentale la pulizia del materiale e
delle attrezzature. Per la lubrificazione sono impiegati liquidi idonei alle alte pressioni e spesso uguali a quelli per gli acciai al
carbonio o legati.
Come noto, i sottoraffreddamenti a temperature inferiori a 0 °C possono trasformare dell’austenite residua
in martensite. Questo fatto può essere abbinato alle deformazioni a freddo al fine di incrementare la resistenza meccanica degli acciai austenitici che allo stato solubilizzato hanno valori di rottura e snervamento
moderati. Seguono grafici indicativi di alcuni acciai inossidabili austenitici.
Variazione del carico di rottura ottenuta dall’effetto combinato: deformazione impartita dalla laminazione a freddo e
temperatura del materiale in fase di schiaccio.
28
Per la Trafilatura si parte da materiale trattato e decapato come per la laminazione a freddo.
La vergella in rotoli oppure il laminato a caldo in barre subiscono un trattamento di “ossalatura” che funge
da aggrappante per gli specifici oli lubrificanti. Le velocità di trafilatura devono essere inferiori a quelle dei
comuni acciai al carbonio e legati.
Il rapporto di riduzione varia dal 20 al 30% con un massimo del 50% in funzione dei valori meccanici a cui si
mira. Risultano pertanto utili le tabelle di incrudimento riportate su alcune schede prodotto.
Le difficoltà maggiori nella trafilatura degli austenitici si incontrano per i tipi ad alto carbonio, per quelli a
lavorabilità migliorata con aggiunta di zolfo e per la presenza di fragilità dovuta ad assorbimento di idrogeno in fase di decapaggio chimico.
Con l’operazione di trafilatura si possono ottenere tolleranze h11 e h10. Impiegando apposite filiere studiate per gli acciai inossidabili, sono fattibili profili con tolleranze anche in h9.
Spesso il trafilato viene Rettificato con tolleranze h8, h7, h6, g... f... js. Per la rettifica sono impiegate mole
del tipo 1 a forma cilindrica: per la finitura sono a impasto vetrificato e per la sgrossatura di rettifica a maggior asportazione di materiale sono a impasto di bachelite.
Per la conformazione del filetto delle viti si usa la Rullatura che ha anche il compito di innalzare la durezza
del materiale. Altro compito di questa operazione eseguita principalmente sugli acciai austenitici è quello
di raddrizzare, lisciare, calibrare e imprimere incrudimenti mirati in funzione della forza esercitata dai rulli. I
lubrificanti sono oli oppure emulsioni con l’attitudine a sopportare forti pressioni.
Impiegando stampi incisi con determinate figure e pressando fra loro del materiale si esegue la Coniatura.
Il materiale di partenza deve essere addolcito alla minima durezza possibile e privo di bave, rigature, ossido, ecc.
Molta cura va prestata al peso del materiale da introdurre fra gli stampi, che deve corrispondere al volume
finale del pezzo da coniare. Per la coniatura non sono generalmente utilizzati lubrificanti, perché un eventuale eccesso di liquido potrebbe impedire la buona aderenza fra materiale e sagoma dello stampo. Alcuni
prodotti specifici sono esperienza di settore.
La Profilatura degli acciai inossidabili è fatta principalmente su nastri. Le varie sagome o onde sono ottenute a freddo, facendo scorrere il materiale all’interno di gabbie munite di rulli sagomatori con ottima
finitura superficiale, spesso anche cromati. La lubrificazione deve essere abbondante ed è costituita da varie
emulsioni adatte a sostenere forti pressioni. Al fine di non incorrere in difetti tipo cricche, sono consigliati adeguati raggi di piegatura specialmente per
quei materiali di partenza già fortemente incruditi a freddo.
Nella profilatura trovano maggiore impiego gli acciai inossidabili austenitici. Quando sono richieste condizioni estetiche esasperate, i nastri sono ricoperti da una pellicola di plastica eliminabile a lavoro ultimato.
Gli acciai austenitici sono quelli più impiegati nel settore dove è prevista la Piegatura, sia perpendicolarmente alla direzione di laminazione (condizione più favorevole) che parallela alla direzione di laminazione. Quando il materiale è allo stato incrudito (laminato o trafilato a freddo) è utile preriscaldarlo a circa 200 °C
prima di procedere alla piega, fatta adottando specifici raggi di curvatura.
29
Verificare che gli spigoli dei piatti non presentino difetti o inneschi in grado di causare cricche.
Le superfici di tutti gli attrezzi e dei macchinari devono avere buone finiture ed essere esenti da ruggine, al
fine di evitare reazioni galvaniche che possono accelerare la corrosione.
La Sabbiatura o Pallinatura va eseguita con graniglia inerte o con piccole sfere di acciaio inossidabile ad
alta durezza. Questa operazione si esegue, ad esempio, sulle molle costruite in acciai austenitici per incrudire
lo strato superficiale.
Molatura è una finitura superficiale dei manufatti che asporta sottilissimi strati di metallo mediante un
impasto abrasivo fissato da un legante. Il compito principale di questa lavorazione è quello di asportare
sostanze dannose, come ossidi e ruvidità eccessiva, dovuta, ad esempio, alla saldatura. Durante questo intervento vanno tenuti sotto controllo i parametri di pressione delle mole e l’apporto di calore sui pezzi al fine
di evitare deformazioni. Il sostantivo Politura indica il rifinire levigando la superficie con finalità estetica o
decorativa. Abitualmente gli abrasivi a granulometria più fine danno superfici più lisce. Per granulometria
tipica fine per stati finali citiamo i tipi 320/400 e per molatura di acciai inossidabili laminati a caldo i tipi
36/60. Ricordiamo inoltre che, nel caso di più passaggi, la velocità degli utensili abrasivi andrà diminuita
progressivamente, dal grado più grosso a quello più fine. Anche la Spazzolattura è un’operazione abrasiva, ma più lieve rispetto alle precedenti e la sua caratteristica principale è quella di uniformare l’aspetto cromatico della superficie, ad esempio in presenza di un
cordone di saldatura molato finemente. La spazzolatura si esegue con nastri, tamponi o fogli in microfibra.
La Lucidatura non ha il compito di asportare materiale, ma è principalmente eseguita per levigare e rendere brillante la superficie degli articoli fabbricati in acciaio inossidabile. Il processo può essere condotto
tramite dischi di panno-cotone, feltri o dischi lamellari, impregnati con paste abrasive o liquidi in grado di
esaltare la brillantezza dell’acciaio.
Microfibre per la spazzolatura.
Per criteri di pulizia, disincrostazione e passivazione vedere ASTM A 380.
Per trattamento chimico di passivazione vedere ASTM A 967.
30
Laminazione a freddo
Numero passi per acciai austenitici o ferritici partendo da un nastro a caldo dello spessore di 5 mm
riduzione
n° trasformazioni
successivi trattamenti
da mm
a mm
(riduzioni)
ricottura
5
4
1
decapaggio
di addolcimento
3
ricottura
5
3
scalari con prima riduzione
decapaggio
di addolcimento
maggiore delle altre due
5
5
2
-decapaggio
riduzione di spessore scalari
La riduzione massima complessiva di spessore senza trattamenti intermedi di addolcimento non deve
superare il 75% (austenitici) o l’85% (ferritici) dello spessore iniziale del nastro a caldo
Pressione specifica Riduzione
%
N/mm2
880
0
1000
5
1120
10
1150
15
1250
20
1310
25
1440
30
1500
35
1630
40
1690
45
1760
50
1870
55
1930
60
1980
65
2030
70
2060
75
2125
80
2190
85
2220
90
Ferritici
alcuni tipi: AISI 429 - 430 - 434
Austenitici
alcuni tipi: AISI 301 - 302 - 303 - 304 - 316
Pressione specifica necessaria per la laminazione a freddo in funzione della riduzione di spessore applicata
Pressione
Riduzione
2
specifica N/mm
%
815
0
890
5
1000
10
1060
15
1125
20
1190
25
1250
30
1315
35
1375
40
1440
45
1490
50
1510
55
1550
60
1560
65
1580
70
1630
75
1640
80
1660
85
1700
90
La partenza per la laminazione a freddo avviene da nastri laminati a caldo, opportunamente addolciti
(per solubilizzazione, ricristallizzazione o ricottura secondo i tipi di acciaio inossidabile) e decapati
31
Finiture superficiali
Parametri operativi per lucidatura elettrolitica
Composizione del bagno
300 cm3 di acido ortofosforico
530 cm3 di glicerina
90 cm3 di acqua
125 cm3 di acido solforico
650 cm3 di acido ortofosforico
225 cm3 di acqua
110 cm3 di acido solforico
600 g. di acido citrico
250 cm3 di alcool metilico oppure
alcool butilico, propilico o etilico
(1)
per bagno nuovo
Materiale
del catodo
acciaio
austenitico
AISI 304
Tensione (1)
V
Densità di corrente
A/cm2
Durata
minuti
Temperatura
bagno °C
4-5
0.08
15
100
rame
8 - 15
0.08 - 0.20
5 - 10
85
acciaio
austenitico
AISI 304
6-8
0.08 - 0.55
1-3
50 - 125
Soluzioni orientative per la decontaminazione, tracce ferrose o inquinamento da contatto con altri metalli
Tipo di acciaio inossidabile
Volume %
austenitici, ferritici, austeno-ferritici,
acido nitrico (10 - 16)
indurenti per precipitazione
serie AISI 400 con Cr < 16%
acido nitrico (8 - 12)
e a lavorabilità migliorata
Le soluzioni si riferiscono alla concentrazione in massa: acido nitrico 67%.
Temperatura °C
Tempo minuti
25
10 - 60
25
10 - 60
Soluzioni indicative per il decapaggio
Tipo di acciaio inossidabile
Volume %
Temperatura °C
austenitici, ferritici,
acido nitrico (10 - 25)
austeno-ferritici,
25 - 60
acido fluoridrico (1 - 8)
indurenti per precipitazione
serie AISI 400 con Cr < 16%
acido nitrico (10 - 15)
20 - 50
e a lavorabilità migliorata
acido fluoridrico (0.5 - 2)
Le soluzioni si riferiscono alla concentrazione in massa: acido nitrico 67% e acido fluoridrico 40%.
Tempo minuti
5 - 50
5 - 20
Alcuni sistemi per pulire superfici di acciai inossidabili
Condizioni
Detergenti
Superfici poco sporche, pulite
con regolarità.
Acqua e sapone o
detergenti neutri.
Superfici mediamente sporche
con pulitura occasionale.
Superfici molto sporche in
atmosfera industriale.
32
Applicazione
Con spugne, stracci
puliti, spazzole
morbide. Risciacquare
abbondantemente.
Osservazioni
Come sopra, con eventuale
addizione di pomice ventilata.
Prodotti commerciali
non contenenti cloro.
Come sopra.
Come sopra.
Acqua e sapone con addizione
di polveri abrasive come pomice
ventilata e allumina.
Come sopra,
insistere sulle parti
più macchiate.
Come sopra,
non impiegare spazzole o
paglietta. Eventualmente
usare feltrini abrasivi di
materiale sintetico.
Sulle superfici satinate
strofinare solo nel senso
della satinatura.
Finiture dei semilavorati
Vergella - Prodotti in Barre, Profilati - Semilavorati UNI EN 10088-3
(1)
Forma
di prodotto Note
A B C
1U
Formato a caldo,
Coperto dalla scaglia (localmente
non trattato termicamente, rettificato ove necessario).
non decalaminato.
Non esente da difetti.
x
x
x
Idoneo per prodotti destinati a ulteriore
lavorazione a caldo.
1C
Formato a caldo,
trattato termicamente(3),
non decalaminato.
Coperto dalla scaglia (localmente
rettificato ove necessario).
Non esente da difetti.
x
x
x
Idoneo per prodotti destinati a ulteriore
lavorazione a caldo oppure a freddo.
1E
Formato a caldo,
trattato termicamente(3),
decalaminato
meccanicamente.
Per gran parte esente
da scaglia (sporadiche macchie
nere possono essere presenti).
Non esente da difetti
superficiali.
--
x
x
Se non altrimenti concordato, il tipo di
decalaminatura meccanica, per esempio rettifica,
pelatura o sabbiatura, è lasciato alla discrezione
del fabbricante. Idoneo per prodotti destinati a
ulteriore lavorazione a caldo oppure a freddo.
1D
Formato a caldo,
trattato termicamente(3),
decapato, rivestito
(opzione).
Esente da scaglia (localmente
rettificato ove necessario).
Non esente da difetti.
x
x
Prodotti utilizzati allo stato di fabbricazione
-- o ulteriormente trasformati
a caldo oppure a freddo.
1X
Formato a caldo, trattato
termicamente(3), sgrossato
(pelato o sgrossato
al tornio).
Libero da scaglia (alcuni segni
lasciati dalla lavorazione
possono rimanere). Non esente
da difetti superficiali.
--
x
Prodotti utilizzati allo stato di fabbricazione
-- o ulteriormente trasformati
a caldo oppure a freddo.
2H
Finiture 1C, 1D,
oppure 1X ottenuto
da lavorazioni a freddo(4)
rivestito (opzione).
Liscio e opaco oppure lucido.
Non necessariamente
lucidato o molato.
Non esente da difetti
superficiali.
--
x
Per i prodotti formati mediante trafilatura a
freddo senza successivo trattamento termico,
la resistenza a trazione viene sostanzialmente
-- aumentata a seconda del grado di deformazione,
in modo particolare per le strutture austenitiche.
La durezza superficiale può essere maggiore di
quella al centro.
2D
Finitura 2H, trattato
termicamente(3), decapato
e skin-passato (opzione),
rivestito (opzione).
Liscio e opaco o lucido.
Non esente da difetti
superficiali.
--
x
--
2B
Finiture 1C, 1D oppure 1X,
Liscio, uniforme e lucido.
ottenuto da lavorazioni
Esente da difetti superficiali.
a freddo(4) lisciato
o abraso meccanicamente.
--
x
Prodotti utilizzati in questa condizione o
destinate a una finitura migliore. Nei prodotti
trafilati, senza successive trattamento termico, la
-- resistenza a trazione è notevolmente aumentata,
in particolare nei materiali austenitici, a seconda
del grado di deformazione. La durezza superficiale può essere maggiore di quella al centro.
1G
Formato a caldo,
trattato termicamente(3)
decalaminato,
sgrossato(4) o rasato.
Salvo diversi accordi
la finitura è a discrezione
del fornitore.
Aspetto brillante,
ma non uniforme.
Privo di difetti superficiali.
--
x
Adatto per applicazioni gravose
-- (estrusione a freddo oppure a caldo).
Può essere specificata la rugosità superficiale.
2G
Finitura 2H, 2D,
oppure 2B, rettifica
su centri, lisciato o abraso
meccanicamente.
Liscio, uniforme e lucido.
Esente da difetti superficiali.
--
x
Finito con tolleranze strette.
-- Salvo diverso accordo la superficie deve
presentare rugosità max Ra 1,2.
2P
Finitura 2H, 2D, 2B
oppure 2G, pulitura
speculare (lappatura).
Più liscia e più lucida
della finitura 2B oppure 2G.
Esente da difetti superficiali.
--
x
Prodotti che apparentemente mostrano un buon
-- aspetto superficiale. La rugosità deve essere specificata al momento della richiesta e dell’ordine.
Questa finitura permette il ripristino
delle proprietà meccaniche dopo lavorazione
a freddo. Prodotti con buona duttilità
(estrusione) e di specifiche proprietà magnetiche.
A = Vergella B = Prodotti in Barre, Profilati C = Semilavorati
Non tutti i tipi di finitura e gli stati superficiali sono disponibili per tutti gli acciai. (2) Prima cifra: 1 = formato a caldo 2 = sottoposto a lavorazione a freddo.
(3)
Per gli acciai ferritici, austenitici ed austenitico-ferritici il trattamento termico può essere omesso se le condizioni inerenti alla formatura a caldo e successivo raffreddamento rispettano le
caratteristiche meccaniche e la resistenza alla corrosione intergranulare.
(4)
Il tipo di lavorazione a freddo, per esempio trafilatura a freddo, lavorazione al tornio o rettifica senza centri, è lasciato alla discrezione del fabbricante, a condizione che vengano rispettate le
prescrizioni riguardanti le tolleranze dimensionali e la rugosità superficiale.
Lavorazioni finali speciali
Sottoposto a lavorazione a freddo
Formato a caldo
(2)
Stato superficiale
(1)
Simboli Tipo di finitura
33
Lavorazioni a freddo
Esemplificazione di alcuni difetti riscontrabili sul tagliente di placchette utilizzate per asportare truciolo su acciai
inossidabili, possibili cause ed eventuali rimedi.
DIFETTO
CAUSA
Deformazione
plastica
Temperatura eccessiva dell’inserto
combinata con pressione elevata.
Tagliente
di riporto
Il materiale in lavorazione
tende a saldarsi sull’inserto.
Danneggiamento
del tagliente
Inserto eccessivamente fragile.
Inserto di caratteristiche geometriche deboli.
Formazione del tagliente di riporto.
Martellamento
del truciolo
Il truciolo è troppo lungo
e tende a piegarsi verso lo spigolo di taglio.
RIMEDIO
Scegliere un inserto di maggior durezza.
Ridurre la velocità.
Ridurre l’avanzamento.
Aumentare la velocità di taglio oppure
scegliere un inserto con angoli di spoglia positivi.
Scegliere un inserto più tenace.
Scegliere un inserto con il tagliente più robusto.
Aumentare la velocità di taglio oppure
scegliere un inserto con angoli di spoglia positivi.
Cambiare leggermente l’avanzamento.
Scegliere una diversa geometria di taglio.
Cambiare l’angolo di regolazione del supporto.
Indici di lavorabilità per acciai inossidabili (base di riferimento uguale a 100 dell’acciaio AISI B 1112 - DIN 10S20)
ACCIAIO AISI
403
410
416
420 (C = 0.30%)
431
405
430
430 F
201
302
303
304
304 L
305
316 L
STRUTTURA
martensitica
martensitica
martensitica
martensitica
martensitica
ferritica
ferritica
ferritica
austenitica
austenitica
austenitica
austenitica
austenitica
austenitica
austenitica
INDICE DI LAVORABILITÀ
58
58
97 (1)
58
46
58
58
90 (1)
49
49
70 (1)
49
49
49
43
(1)
A lavorabilità migliorata. Per favorire lo spezzettamento del truciolo, laddove è possibile, si opera mediante un incrudimento impartito da
deformazione plastica a freddo (trafilatura).
Valori orientativi per la rettifica senza centri su particolari di acciaio inossidabile
Velocità periferica V. periferica Profondità di passata
V. periferica della
Durezza della
Angolo
mola operatrice del pezzo
mola conduttrice
HB
mm
fra
gli
assi
m/sec.
m/min.
m/min
martensitico
135 - 275
28 - 33
15
0,12
0,03
3°
30
martensitico
> 275
28 - 33
15
0,12
0,03
3°
30
ferritico
135 - 185
28 - 33
15
0,12
0,03
3°
30
austenitico
135 - 275
28 - 33
15
0,12
0,03
3°
30
Indurenti per precipitaz. 150 - 200
28 - 33
15
0,12
0,03
3°
30
Indurenti per precipitaz. > 200
28 - 33
15
0,12
0,03
3°
30
mole con grana 46 per sgrossature
mole con grana 60 per passate intermedie
mole con grana 70 per finiture
mole in resina per lucidature
liquido refrigerante: emulsioni di olio in acqua
Acciaio
34
35
Saldatura
Valori indicativi di tensione e di corrente per la saldatura all’arco manuale con elettrodi rivestiti
Diametro Tensione
Intensità di corrente in A
dell’elettrodo
Elettrodi Cr-Ni
Elettrodi Cr
mm
V
posizione della saldatura
posizione della saldatura
in piano verticale sopratesta in piano verticale sopratesta
1,6
20 - 22
20 - 35
15 - 25
20 - 30
2
20 - 23
30 - 50
25 - 35
30 - 45
2,5
22 - 25
40 - 65
35 - 50
40 - 60
50 - 75
40 - 55
50 - 65
3,2
23 - 26
65 - 100
55 - 75
65 - 85
80 - 115
65 - 80
75 - 95
4
23 - 26
95 - 145 80 - 105 90 - 120 115 - 160 90 - 110 110 - 130
5
24 - 27 125 - 190 105 - 135 125 - 155 155 - 210 125 - 145 145 - 160
6
25 - 28 200 - 280
Valori orientativi di parametri per la saldatura all’arco manuale con elettrodi rivestiti
Diametro
Spessore Numero
Saldatura di testa
Numero medio di elettrodi
dell’elettrodo materiale
delle
distanza tra i lembi
per metro di saldatura
mm
mm
passate
mm
di testa n° d’angolo n°
1,6
0,8 - 1,2
1
0
5,5
8,5
2
1,5
1
0,5
3,7
6
2,5
2
1
0,8
2,9
4,8
3,25
3
1
1,5
2,9
4
(1)
(2)
4
5
2
1,5
3,1
3,1
5
7 (1)
2 - 3 (2)
1,5
4,1
4,1
(1)
(2)
5
10
3-4
2
5
5,7
(1)
(2)
A partire dallo spessore 4 mm è consigliabile la cianfrinatura dei bordi per saldature di testa.
Per la prima passata di chiusura del fondo cianfrino è consigliabile l’elettrodo con diametro 1,6 o 2 mm.
portaelettrodo
elettrodo rivestito
innesco del cortocircuito
(da documentazione Centro Inox)
36
37
C
3
9
4
4
4
4
4
6
6
4-6
4-6
4-6
4-6
4-6
4-6
5-6
5-6
3-7
E309
3-7
3-7
E309
3-7
CrMo
8
4
4
5
4
4
6
6
4-6
4-6
4-6
4-6
4-6
4-6
5-6
5-6
8-7
E309
8-7
8-7
E309
8-7
301
2
E308
E312
E308
E308
E308
E308
E312
E308
E308
E308
E308
E308
E312
E308
4
4
4
4
4
4
AISI
303
1
302B
E312
E308
E312
E312
E312
E312
E312
E312
E312
E312
E312
E312
E312
4
4
4
4
4
4
AISI
302
E308
E312
E308
E308
E308
E308
E312
E308
E308
E308
E308
E308
E312
E308
4
4
4
4
4
4
AISI
E308L
E308
E308
E312
E308L
E308L
E308
E308L
E308L
E312
E308L
4
4
4
4
4
4
AISI
E310
E310
E312
E316
E316
E317
15
E308
E312
E347
4
4
4
4
4
4
AISI
E310
E312
E316
E316
E317
15
E308
E312
E347
4
4
4
4
4
4
AISI
E312
E316
E316
E308
E317
E308
E312
E308
4
4
4
4
4
4
AISI
11
E316
E316
E316
E308
E312
11
4
4
4
4
4
4
AISI
E316L
E316
E316L
E308L
E312
E316L
4
4
4
4
4
4
AISI
E317
E317 15
E308 E308L E347
E312 E308 E312 E330
11 E308L E347 E312 E347
4
4
4
5
4
7
4
4
4
5
4
7
4
4
4
5
4
7
4
4
4
5
4
7
4
4
4
5
4
7
4
4
4
5
4
7
AISI AISI AISI AISI AISI AISI
E309
E309 7
E309 7
7
E309 7 E309
E309 7
7
AISI AISI AISI
410
1
304 304 L 310 310 S 314 316 316 L 317 317 L 321 330 347 403 416 420 430
14
E308
E308
E308
E312
E308
E312
E308
E312
E308
E312
E308
4
4
4
4
4
4
AISI
12
AISI
1
430F (1) 431
E309
7
AISI
[Biblioteca tecnica Hoepli - Gli acciai inossidabili - quarta edizione - G. Di Caprio]
1. Il procedimento di saldatura non è raccomandabile per nessun acciaio a lavorabilità migliorata. 2. Il metallo depositato E308 ha una resistenza meccanica inferiore a quella del metallo base. 3.
Qualsiasi elettrodo adatto all’acciaio al C (E60 XX; E70 XX). 4. Imburrare l’acciaio meno legato con E309 e completare il giunto con E308. 5. Imburrare l’acciaio meno legato con E309, l’altro con E312
e completare il giunto con E308. 6. è preferibile l’E NiCrFe3 specie per giunti in esercizio ad alte temperature, in atmosfera poco solforosa. 7. Si possono usare E309 e E310 quando si richieda una
composizione intermedia nel metallo depositato. 8. Elettrodi per acciai basso legati E8015-B2, E8016-B2, E8018-B2. 9. Elettrodi per acciai al carbonio E7015, E7016, E7018, E7028. 10. Imburrare
l’acciaio al CrNi con E312 e completare il giunto con E310. 11. Usare l’E16-8-2 per la minor fragilità in servizio prolungato alle alte temperature. 12. E309 il metallo depositato, dopo bonifica, deve
avere una durezza uguale a quella del metallo base. 13. Analisi tipica del metallo depositato C = 0.10%, Mn = 1.0%, Si = 0.50%, Cr = 29%, N = 0.12%. 14. Per applicazioni criogeniche impiegare
E308 L. 15. E317L elettrodo non classificato AWS. La “L” indica 0.04% C max (E317 contiene 0.08% C max).
Metalli base
Acciaio al C
Acciaio al CrMo
AISI 301
AISI 302 - 302 B
AISI 303 (1)
AISI 304
AISI 304 L
AISI 310
AISI 310 S
AISI 314
AISI 316
AISI 316 L
AISI 317
AISI 317 L
AISI 321
AISI 330
AISI 347
AISI 403-405-410
AISI 416 (1)
AISI 420
AISI 430
AISI 430 F (1)
AISI 431
Materiale per Saldatura
Scelta indicativa del tipo di elettrodi rivestiti di acciaio inossidabile per la saldatura degli acciai inossidabili tra loro, con acciai al carbonio e con acciai legati
Trattamenti Termici
Per le famiglie degli acciai inossidabili, assai diverse fra loro, è importante sapere quali caratteristiche si
possono ottenere con i trattamenti termici e quali di questi sono i più idonei allo scopo.
Considerazioni sulle atmosfere dei forni
In linea di massima si possono impiegare tutti i tipi di forni industriali a nafta, gas, elettrici, induzione e tubi
radianti.Quelli a fiamma (gas e nafta) vanno dotati di rompifiamma al fine di evitare surriscaldi o bruciature
localizzate e il combustibile non deve risultare di tipo solforoso.
Tutti i forni di riscaldo devono avere un numero di termocoppie atte a garantire la completa uniformità fra
la temperatura impostata e quella reale. Questo delta non deve superare i 14 °C e la qualificazione dell’impianto da trattamento termico va condotta secondo la Norma API 6A. OssidazioneA CALDO
Sopra i 250 - 300 °C i materiali in acciaio inossidabile iniziano a ossidarsi quando sono trattati o messi in esercizio in atmosfera con presenza di ossigeno (aria). Oltre alla colorazione giallognola, con l’aumentare della temperatura, aumenta anche lo spessore di ossido (calamina/scaglia) con conseguente perdita di peso. Gli acciai che
meno risentono di questo effetto sono quelli che contengono alte percentuali di cromo-nichel e quelli stabilizzati.
Schema di perdita peso al variare del tempo di esposizione dell’acciaio 316Ti esposto a varie temperature in aria.
38
Atmosfere controllate
All’interno dei forni le atmosfere secche sono generalmente costituite da gas come argon e azoto al fine di
impedire o minimizzare l’addizione di ossigeno sul prodotto inossidabile. Mancando l’ossigeno non ci sarà
formazione di ossido e questo permetterà all’acciaio di mantenere la sua brillantezza iniziale. Per i trattamenti in atmosfere inerti o sotto vuoto (controllate) dei pezzi finiti si raccomanda una buona
pulizia con solventi liquidi o vaporizzati.
Carburazione
è l’arricchimento di carbonio che può verificarsi in superficie quando il materiale viene a contatto con atmosfere o materiale in grado di cedere carbonio. L’arricchimento di carbonio è in genere dannoso per tutti i
materiali inossidabili e spesso li priva delle loro caratteristiche originali.
Decarburazione
Fenomeno dannoso al pari della carburazione; riduce il contenuto di carbonio sulla superficie dei prodotti e ne
altera le caratteristiche naturali. Non danneggia gli acciai ferritici e austenitici, ma è nociva per i martensitici.
Acciai inossidabili Martensitici
1.4005 - 1.4006 - 1.4021 - 1.4028 - 1.4031 - 1.4034 - 1.4035 - 1.4057 - 1.4101 - 1.4112 - 1.4116 - 1.4122 - 1.4125
Sono gli unici acciai inossidabili che possono modificare le loro caratteristiche meccaniche se sottoposti a
trattamento di tempra.
Possiedono i punti di trasformazione A1 e di austenitizzazione A3 e per questo possono innalzare i loro valori di rottura (R N/mm2) e snervamento (Rp0.2 N/mm2) con un trattamento termico di tempra.
•Ac1 temperatura alla quale, in fase di riscaldo, inizia la formazione dell’austenite •Ac3 temperatura alla quale, in fase di riscaldo, termina la trasformazione della ferrite in austenite • Ms temperatura alla quale, in fase di raffreddamento, inizia la trasformazione dell’austenite in martensite,
chiamata martensite start •Mf: temperatura alla quale la trasformazione dell’austenite in martensite è ultimata (martensite finish). In funzione del contenuto di carbonio e di cromo si possono pertanto ottenere delle strutture, a tutta tempra,
composte da martensite, come nel caso dell’acciaio 1.4021 (AISI 420) oppure da martensite + carburi, nel
caso dell’acciaio 1.4125 (AISI 440C). Ricottura di lavorabilità Questo trattamento termico, fra i più economici, permette di ottenere nel materiale delle strutture facilmente
truciolabili e altrettanto facilmente deformabili plasticamente a freddo. Per gli acciai a basso carbonio, il raffreddamento, dopo permanenza alle temperature tipiche di ogni acciaio,
può essere fatto in aria calma.
39
Per gli acciai a medio carbonio valgono le stesse modalità, ma la durezza ottenibile è più alta rispetto al caso
precedente. Per gli acciai contenenti nichel si può fare una doppia ricottura ad esempio per l’acciaio 1.4057 prima ricottura a 770 °C e seconda a 650-670 °C. Gli acciai ad alto carbonio richiedono temperature di ricottura di
750-850 °C con le quali è possibile ottenere durezze massime di 280 HB.
Ricottura completa
Questo tipo di trattamento termico si esegue quando si vuole ottenere un alto indice di deformabilità a freddo.
Le temperature sono quelle tipiche riportate nelle schede prodotto.
Per acciai a basso contenuto di carbonio con conducibilità termica limitata, vanno adottati tempi di riscaldo
lenti e permanenze a regime di almeno 2 ore per pollice di spessore. Il successivo raffreddamento va condotto ad una velocità di 15-25 °C/h fino a 590 °C, poi in aria fino alla temperatura ambiente.
Per acciai a medio carbonio si possono adottare gli stessi parametri di cui sopra.
Per gli acciai con nichel > 1% non va adottato questo tipo di trattamento termico. Per acciai ad alto contenuto di carbonio le temperature sono normalmente più alte rispetto a quelle usate
nelle tipologie di acciaio precedenti. Il raffreddamento va fatto in forno fino a 790-760 °C, seguito da una
sosta in proporzione alle dimensioni del pezzo e da un raffreddamento a velocità di 15-25 °C/h fino a 590 °C, per finire, scaricare in aria calma.
Ricottura isotermica
Gli intervalli di temperatura da raggiungere sono quelli riportati nelle schede di prodotto.
Dopo la sosta in temperatura, per gli acciai a basso carbonio, il raffreddamento controllato va condotto fino a
705-720 °C. La sosta a queste temperature deve essere abbastanza lunga in funzione della massa del pezzo.
Terminata questa seconda permanenza è possibile raffreddare in aria calma fino a temperatura ambiente.
Per acciai a medio carbonio si possono adottare gli stessi parametri di cui sopra.
Per acciai contenenti nichel che necessitano di raffreddamenti molto lenti, solitamente, non viene eseguita
la ricottura isotermica.
Per gli acciai ad alto carbonio le temperature sono maggiori di quelle degli altri tipi e le durezze che si ottengonosono circa quelle massime ottenibili con ricottura completa.
Tempra
Questo trattamento termico è applicato ai tipi martensitici.
Consiste in un riscaldo controllato fino alla temperatura tipica di ogni acciaio, una sosta in base alla massa
del pezzo e un raffreddamento rapido in grado di ottenere la trasformazione dell’austenite in martensite. Per le permanenze in temperatura i tempi variano da 30 a 35 minuti ogni 25 mm di spessore del pezzo da
trattare.
40
Dopo la tempra va eseguito un rinvenimento o una distensione in base alle caratteristiche desiderate (meccaniche, inossidabilità, ecc.).
Nel gergo dei trattamenti termici, le operazioni di tempra e di rinvenimento sono denominate con un unico
termine: bonifica.
Come mezzo raffreddante è quasi sempre esclusa l’acqua, perché la sua drasticità può causare cricche. Nei casi più comuni si usano: aria, umida e ventilata, olio riscaldato a 40-90 °C e polimeri.
La drasticità di raffreddamento va tenuta bassa anche per il fatto che gli acciai martensitici sono spesso
autotempranti.
In fase di preriscaldo lento e prima di raggiungere la temperatura di tempra, sono consigliate delle soste a 740760 °C per omogeneizzare tutta la sezione del pezzo, eliminare eventuali tensioni da incrudimenti a freddo o
da lavorazioni meccaniche pesanti. In seguito, è necessario salire rapidamente fino alla temperatura stabilita.
Come per gli acciai al carbonio e legati anche per gli inossidabili martensitici vale la regola che la durezza
aumenta in proporzione all’aumento della percentuale di carbonio.
Ogni tenore di carbonio è associato ad un indice di temprabilità. Volendo fare degli esempi pratici possiamo
suggerire che per l’acciaio 1.4006 il diametro massimo temprabile fino a cuore è di 200 mm e con l’acciaio
1.4021 si può arrivare a 300 mm.
Per avere la certezza che tutta l’austenite si trasformi poi in martensite è utile raffreddare, in fase di tempra,
fino a 180-200 °C. Rinvenimento
Viene effettuato sul materiale temprato per dare stabilità alla struttura del materiale.
Negli acciai martensitici il rinvenimento permette di ottenere buone caratteristiche di rottura, snervamento,
allungamento e sufficiente tenacità. Si ricorda che la migliore tenacità è propria degli acciai austenitici.
Per le permanenze in temperatura, i tempi variano da 50 a 60 minuti ogni 25 mm di spessore del pezzo da trattare.
Solitamente si usano soste lunghe con temperature basse e viceversa con quelle alte.
Per gli acciai a basso e a medio carbonio non andrebbero impiegate temperature di rinvenimento comprese
fra 400 e 570 °C, perché possono abbassare la tenacità e la resistenza alla corrosione. Quelle più comuni
vanno da 600 a 780 °C. Per quelli ad alto carbonio (es. coltelleria), dove viene ricercata la massima durezza,
si esegue una distensione a 250 °C. Il raffreddamento dopo rinvenimento si esegue in aria calma.
Distensione
Trattamento termico eseguito a temperature più basse rispetto a quelle usate nel rinvenimento, con lo scopo
di eliminare eventuali tensioni residue dovute al raffreddamento da tempra o di attenuare l’effetto negativo
dell’idrogeno disciolto allo stato solido nel materiale.
Le temperature variano da 150 a 300 °C e in alcuni casi possono arrivare a 430 °C.
Questa operazione va eseguita immediatamente a fine tempra quando i pezzi sono ancora a 60-100 °C.
41
Per le permanenze in temperatura si possono impiegare quelle usate nel rinvenimento.
Per il raffreddamento si usa l’aria calma o forzata e, in alcuni casi, l’olio o polimeri.
acciaio 1.4006 ricotto x 500
accennata precipitazione di carburi a bordo grano
acciaio 1.4006 bonificato x 200
martensite rinvenuta
Acciai inossidabili Ferritici
1.4016 - 1.4105 - 1.4106 MOD - ASI 430 FMo
Per questa categoria non è possibile innalzare le caratteristiche meccaniche mediante tempra.
Il principale trattamento al quale sono sottoposti è quello di ricottura di ricristallizzazione.
Questi acciai presentano sempre una struttura ferritica stabile a qualsiasi temperatura vengano sottoposti.
Ricristallizzazione
Trattamento di ricottura eseguito sugli acciai ferritici con lo scopo di ottenere una struttura a grani regolari.
Questo processo segue generalmente la lavorazione di deformazione a freddo; ripristina la plasticità e toglie
l’incrudimento della matrice impartito dalla laminazione o trafilatura a freddo.
La ricristallizzazione è indispensabile e va intercalata quando si deve procedere a più deformazioni a freddo.
Il tempo di permanenza alla temperatura prestabilita è di 1 ora per pollice di spessore e il raffreddamento
controllato va condotto fino a 300 °C, poi si può raffreddare in aria.
Per i tipi di acciaio ad alto contenuto di cromo (Cr% 20 ~) evitare permanenze, anche limitate, nell’intervallo
tra 570 e 400 °C perché può insorgere il fenomeno della fragilità.
Se tale inconveniente si dovesse verificare, ripetere il trattamento con raffreddamento rapido fino a 300 °C.
ASTMn°temperatura di ricristallizzazione °C Raffreddamento
405
1.4002
810 - 700
aria
409
1.4512
900 - 870
aria
430
1.4016
810 - 700
aria
430 F 1.4104
790 - 710
aria
442
…
830 - 760
aria
446
1.4762 ~
820 - 780
aria
42
Strutture tipiche degli acciai inossidabili ferritici
acciaio 1.4016 ricotto x 200; struttura ferritica con
parziale precipitazione di carburi a bordo grano
acciaio 1.4105 ricotto x 100
struttura ferritica con grano 6-8
Acciai inossidabili Austenitici
1.4301 - 1.4305 - 1.4307 - 1.4401 - 1.4404 - 1.4541 -1.4567 - 1.4570
Questi acciai non sono adatti ad incrementare le caratteristiche meccaniche mediante tempra, ma possono
presentare buoni valori di rottura, snervamento, allungamento e tenacità dopo solubilizzazione e deformazione plastica a freddo (es. trafilatura).
I materiali di questa famiglia presentano una struttura austenitica anche a temperatura ambiente.
Solubilizzazione
Il trattamento è simile alla tempra ma vengono usate temperature molto più alte rispetto a quelle impiegate
per gli acciai da bonifica.
La temperatura è generalmente superiore ai 1000 °C (quella classica è di 1050 °C), in modo da omogeneizzare la struttura del materiale e diffondere i carburi nella matrice. Il raffreddamento è solitamente veloce
con immersione in acqua per minimizzare il tempo di permanenza nell’intervallo 450-850 °C, dove sovente
avviene la precipitazione dei carburi, chiamata anche sensibilizzazione.
Se i carburi di cromo precipitati, in fase di fucinatura, laminazione a caldo o saldatura, non vengono rimessi
in soluzione per ristabilirne la giusta percentuale (min. 12%), segue perdita di inossidabilità. La precipitazione dei carburi, avviene nell’intervallo fra 450 e 850 °C. Con la solubilizzazione l’acciaio assume uno stato di
massimo addolcimento e ottima plasticità.
Considerata l’alta temperatura, che può causare effetti indesiderati sia in pelle che a cuore del materiale,
si consigliano permanenze brevi nell’ordine di 3-5 minuti ogni 3 mm di spessore. La solubilizzazione viene
ripetuta anche fra una deformazione a freddo e la successiva, per dar modo al materiale di riacquistare
attitudine all’allungamento (deformabilità) senza causare rotture. 43
ASTMtemperatura di solubilizzazione °C
Raffreddamento
201, 202
1120 - 1010
acqua
301, 302, 302B, 303
1120 - 1035
acqua
304, 305, 308
1120 - 1010
acqua
304L
1120 - 1010
acqua
309, 309S
1120 - 1035
acqua
310, 310S
1080 - 1035
acqua
314
1120 - 1040
acqua
316
1120 - 1035
acqua
317
1120 - 1065
acqua
316L, 317L
1105 - 1040
acqua
321
1080 - 905
acqua
347, 348
1100 - 980
acqua
Sensibilizzazione
Non è un trattamento termico di qualità, pertanto va evitato. Viene utilizzato solo allo lo scopo di verificare
la predisposizione di un acciaio inossidabile alla corrosione al contorno dei grani dopo un trattamento termico o dopo saldatura.
Come accennato alla voce solubilizzazione, l’impoverimento di cromo può manifestarsi fra 450 e 850 °C,
se nell’acciaio mancano elementi stabilizzanti (es. Nb, Ti); a queste temperature vengono eseguite le varie
prove. Per gli acciai stabilizzati le temperature di prova vanno da 1250 a 1300 °C.
Per ridurre il pericolo della sensibilizzazione vengono impiegati acciai a basso carbonio della serie L “low
carbon” (C% < 0.03, es. AISI 304L, 316L...) e acciai stabilizzati con Ti, Nb, Ta (es. AISI 321, 317).
Andamento
del fenomeno
della precipitazione
dei carburi di cromo
in funzione
della percentuale
di carbonio
presente negli acciai
austenitici
44
Distensione
Per gli austenitici questo trattamento è fatto a temperature sotto i 450 °C per le ragioni esposte sull’impoverimento di cromo. Il riscaldo è portato a circa 350-430 °C, sosta in base agli spessori per uniformare al
temperatura di tutta la massa e successivo raffreddamento in aria.
Il risultato di questa operazione è quello di eliminare le tensioni impresse da lavorazioni meccaniche, deformazioni a freddo, saldatura, raffreddamenti drastici ed evitare l’insorgere di corrosione sotto tensione.
Tutte queste tensioni, se non vengono attenuate, sono in grado di portare alla formazione di cricche. Alcuni testi
usano il termine distensione a 800-850 °C a fine saldatura, ma risulta essere più corretto quello di “ricottura”.
Stabilizzazione
In sintesi è simile e genera gli effetti della distensione, ma viene fatta a temperature fra 900 e 800 °C (classica 885 °C). Con questo trattamento si evita la precipitazione dei carburi di cromo e si ottiene la massima
resistenza alla corrosione degli acciai austenitici.
Strutture austenitiche
acciaio 1.4301 laminato solubilizzato
acciaio 1.4305 laminato solubilizzato
acciaio 1.4307 laminato solubilizzato
acciaio 1.4401 laminato solubilizzato
acciaio 1.4567 laminato non trattato
acciaio 1.4541 laminato solubilizzato
x200
acciaio 1.4541 laminato solubilizzato
struttura con presenza di carburi
di titanio. x500
acciaio 1.4401
laminato solubilizzato e poi trafilato
acciaio 1.4404
laminato solubilizzato e poi trafilato
45
Trattamenti in atmosfera controllata degli acciai inossidabili
Sono in pratica la ricottura e la solubilizzazione sopra descritte ma eseguite in forni appositi che hanno
atmosfere protette e costituite gas inerti, in grado di evitare l’ossidazione che si forma nei forni tradizionali
a circolazione di ossigeno.
L’atmosfera formata da idrogeno può causare fragilità negli acciai martensitici e particolarmente in quelli ad
alto carbonio, mentre il rischio non esiste per gli austenitici ed è lieve per i ferritici.
Trattamenti di indurimento superficiale
La tempra superficiale a induzione può essere fatta solo sugli acciai martensitici e il modo di operare è identico a quello utilizzato per gli acciai al carbonio e legati.
La cementazione non è consigliata, perché un aumento del carbonio sulla zona superficiale, diminuisce la
resistenza alla corrosione.
Considerato l’alto tenore di cromo, è fattibile la nitrurazione che formando nitruri di cromo può dare valori di
durezza fino a 62-64 HRC. Tale durezza aumenta la resistenza all’usura degli acciai inossidabili martensitici,
ferritici e austenitici. Per i martensitici la nitrurazione si esegue su materiale precedentemente bonificato. Per
i ferritici e austenitici non è richiesto un trattamento termico preliminare. Le modalità sono simili a quelle impiegate per gli acciai legati. Per gli acciai ferritici e austenitici è noto che l’indurimento può arrivare anche da
incrudimento controllato per deformazione plastica a freddo, trafilatura, laminazione, rullatura, pallinatura
o sabbiatura. I trattamenti per deposizione (PVD Physical Vapour Deposition e il meno usato CVD Chemical
Vapour Deposition) hanno il compito di aumentare la durezza superficiale, contrastare l’attrito e creare ottima
resistenza all’usura.
n°
1.4301
1.4401
1.4021
1.4057
ASTM
(304)
316
420A
431
•
•
•
•
fattibilità
[]
◊
[]
◊
[]
◊
[]
◊
• Rivestimento PVD con temperatura di coating (strato) di 420-450 °C TiN, TiCN
Spessori del rivestimento da 2 a 5 µm
[] Rivestimento PVD con temperatura Spessori del rivestimento da 2 a 5 µm
di coating di 280 °C
◊ Rivestimento PVD con temperatura Spessori del rivestimento da 2 a 5 µm
di coating di 180 °C
◊ Rivestimento CVD con temperatura
Spessori del rivestimento da 6 a 10 µm
di coating da 90 a 130 °C
46
Parametri orientativi per il taglio al plasma di acciai inossidabili
SpessoreVelocità Diametro ugello(1)Intensità di correntePotenza mm
mm / s
mm
A
kW
6
86
3.02
300
60
13
42
3.02
300
60
25
21
4.00
400
80
51
9
4.08
500
100
76
7
4.08
500
100
102
3
4.08
500
100
La portata del gas plasma è in funzione del diametro dell’ugello e del gas usato e varia da 47 dm3/min
per diametro di 3,02 mm fino a 94 dm3/minuto per diametro di 4,08 mm.
I gas normalmente utilizzati sono azoto e argon con addizioni di idrogeno fino al 35%
(1)
47
Trattamenti superficiali
Tutte le operazioni a caldo (forgiatura, laminazione, saldatura, trattamenti termici) creano ossidazione superficiale sugli acciai al carbonio, legati e inossidabili.
Questo strato di ossido, comunemente chiamato “calamina”, deve essere eliminato poiché crea problemi in
fase di stampaggio, trafilatura e in particolare può deteriorare la resistenza alla corrosione.
I sistemi di pulitura più noti sono il decapaggio acido, il decapaggio con soda fusa, la sabbiatura e la sgrossatura.
Sgrassatura
Prima di procedere nelle operazioni di decapaggio e saldatura è indispensabile eliminare grassi o lubrificanti
presenti sulla superficie del materiale. Questi composti, impiegati ad esempio nell’imbutitura e nella trafilatura,
si possono rimuovere con tetracloruro di carbonio, tricloroetilene o miscele alcaline e sottili polveri abrasive.
A fine sgrassatura si deve risciacquare accuratamente.
Sabbiatura
Questa tecnica è impiegata raramente sui prodotti in acciaio inossidabile, salvo qualche caso di pezzi fusi o
forgiati con presenza di scaglia molto aderente.
Quando questa operazione è indispensabile, si devono utilizzare sabbie o graniglie molto sottili, procedendo
poi con un trattamento di decontaminazione-passivazione.
Decapaggio acido
Prima di procedere al decapaggio, si deve fare un’accurata pulizia per eliminare ogni traccia di sostanza
insolubile, impiegando appositi bagni. Come esempio ne citiamo alcuni.
Acciai Ferritici e Martensitici allo stato ricotto
Bagno a 50 - 60 °C oppure a temperatura ambiente, ma per tempi di immersione molto lunghi:
acido nitrico 52 % (36° Bé)
litri 100 acido fluoridrico 65 % litri 10 acqua
litri 900
Per decapaggi veloci o per materiali dove la pulitura è difficile è possibile attraverso bagno con temperatura
prossima all’ebollizione:
soda 20 %
in peso
permanganato di potassio 5%
in peso
acqua 75 %
in peso
48
Acciai Austenitici a basso carbonio
Bagno a 50 - 60 °C oppure a temperatura ambiente, ma per tempi di immersione molto lunghi:
acido nitrico 52 % (36°Bé)
litri 100 acido fluoridrico 65 % litri 20 acqua
litri 900
Quando sussiste il rischio di corrosione intergranulare, è buona norma mantenere il minor tempo possibile i
materiali nei bagni di decapaggio.
Decapaggio con soda fusa
Viene a volte eseguito prima del decapaggio acido per rendere più facile la rimozione della calamina.
A) 15 minuti di immersione in bagno di soda fusa scaldata a 450 °C con aggiunta di nitrato di sodio
oppure nitrato di potassio al 5 - 20 %. A fine immersione, raffreddare immediatamente ed energicamente
in acqua, poi passare al decapaggio acido.
B) Alcuni minuti di immersione in bagno di soda fusa scaldata a 370-380 °C con aggiunta di idruro di
sodio al 1-2%. A fine immersione, raffreddare immediatamente ed energicamente in acqua, poi passare al
decapaggio acido.
Decontaminazione/ Passivazione
Avviene comunemente con l’immersione dei prodotti di acciaio inossidabile in acido nitrico.
I piccoli residui inquinanti sono principalmente dovuti a: sfregamento con acciai non inossidabili, tagli a
freddo, spazzole di ferro, mole abrasive. L’acido ha la proprietà di sciogliere queste particelle contaminanti
che spesso innescano corrosioni localizzate.
Nelle trasformazioni a freddo che possono cedere residui ferrosi si può utilizzare un bagno decontaminante, a temperatura ambiente e immersione per alcune ore, composto da:
acido nitrico 52% (36° Bé)
litri 250
acqua litri 750
lavaggio accurato
Per gli acciai inossidabili con aggiunta di zolfo, questo trattamento è sconsigliato e viene sostituito da pulitura con paste speciali. Quando è richiesta va eseguita immediatamente al termine del decapaggio e risciacquo oppure dopo una
lucidatura. Per l’immersione del materiale si può utilizzare lo stesso bagno descritto nella decontaminazione.
49
50
PASSIVAZIONE
Trattamenti chimici con soluzioni di acido nitrico consigliati per vari tipi di acciai inossidabili.
Passivazione, estratto da ASTM A 967
EN
UNS
1.4372
1.4373 ~
1.4310 ~
1.4310 ~
1.4301 ~
1.4567
1.4315 ~
1.4303 ~
1.4303 ~
1.4828 ~
1.4842 ~
1.4841
1.4401
1.4404
1.4401 ~
1.4541
S20100
S20200
S30100
S30200
S30400
S30430
S30451
S30500
S30800
S30900
S31000
S31400
S31600
S31603
S31609
S32100
1.4002 ~
1.4512 ~
1.4001 ~
1.4016
1.4113
1.4526 ~
1.4749 ~
S40500
S40900
S42900
S43000
S43400
S43600
S44600
1.4305
S30300
NITRIC 1
NITRIC 2
Austenitici
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Ferritici
•
•
•
•
•
Lavorabilità migliorata
•
S30330
•
S30360
•
S34720
•
1.4104
S43020
S44020
•
•
1.4000 ~
1.4006
1.4005
1.4021
1.4057
1.4112
1.4125
S40300
S41000
S41600
S42000
S43100
S44003
S44004
•
•
•
•
•
•
•
1.4460 ~
S32900
1.4542
1.4568
S17400
S17700
S35500
NITRIC 1
NITRIC 2
NITRIC 3
NITRIC 4
NITRIC 3
NITRIC 4
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Martensitici
•
•
•
•
•
Duplex
•
Indurenti per precipitazione
•
•
•
•
•
•
•
Soluzione al 20 - 25% di acido nitrico e 2,5% + 0,5 in peso di sodio bicromato. Immersione per un minimo
di 20 minuti a una temperatura da 49 a 54 °C.
Soluzione al 20 - 45% di acido nitrico. Immersione per minimo 30 minuti a una temperatura da 21 a 32 °C.
Soluzione al 20 - 25% di acido nitrico. Immersione per minimo 20 minuti a una temperatura da 49 a 60 °C.
Soluzione al 45 - 55% di acido nitrico. Immersione per minimo 30 minuti a una temperatura da 49 a 54 °C.
51
Corrosione
Con l’esclusione dell’oro e del platino, tutti i metalli sono estratti, al loro stato primario, da minerali a combinazioni chimiche diverse. La maggior parte di questi composti metallici si alterano al contatto con l’acqua,
vapore o atmosfera e tendono a ritornare al loro stato nativo.
Delle leghe, appositamente studiate per contrastare questa alterazione, prendono il nome di acciai inossidabili con potere passivante a contatto di un agente ossidante.
La passivazione è uno strato sottilissimimo di ossido piuttosto aderente (~ 0,01 micron) che si crea spontaneamente in superficie; lo stesso che ritarda l’avanzare della corrosione e protegge la base dei prodotti in
acciaio inossidabile. Uno degli elementi chimici essenziali perché si crei lo strato d’ossido è il cromo, elemento che caratterizza l’acciaio inossidabile. La sua principale capacità è quella di resistere alle sollecitazioni
chimiche secche (ossidazione) e umide (corrosione), sia a temperatura ambiente che a temperature elevate.
Quando lo strato di ossido viene aggredito a causa di una scelta errata del tipo di materiale rispetto alle
condizioni di lavoro, si manifesta la corrosione.
Passivazione: proprietà di alcuni elementi metallici e leghe (acciai inossidabili) di ossidarsi in superficie; la
sottile pellicola protegge il metallo base dalla corrosione. Corrosione: fenomeno chimico-fisico consistente nell’azione esercitata su materiali metallici da agenti esterni.
La corrosione può scaturire anche nei trattamenti galvanici per contatto di materiali con proprietà elettrochimiche diverse oppure sotto tensione, effetto congiunto di un ambiente corrosivo e sollecitazioni meccaniche
nel senso della trazione che portano a rottura il materiale.
Corrosione uniforme
Come si evince dal nome stesso, questo tipo di corrosione si manifesta con una perdita uniforme di materiale su tutta la superficie. L’effetto è solitamente misurato, come la perdita per ora di peso in grammi per
metro quadrato o calo di spessore in mm all’anno. Sulla base di test di laboratorio e sperimentazione, è
possibile calcolare la durata dei pezzi per un dato ambiente corrosivo e per i vari tipi di acciaio. Raramente
però questo tipo di corrosione si manifesta negli acciai inossidabili.
Crevice
Si manifesta in zone scarsamente “ossigenate” e con presenza di sostanze aggressive. La corrosione interstiziale, chiamata anche “crevice corrosion”, avviene a contatto di soluzioni contenenti lo ione cloro. All’interno di ristrettissimi spazi, creati dal contatto superficiale tra diversi manufatti, il fluido penetrato ristagna
e avvia la corrosione.
Pitting (vaiolatura)
Si manifesta in zone localizzate e con la maggior parte della superficie rimanente intatta. 52
Questo tipo di corrosione si sviluppa in profondità e nei casi estremi può perforare materiali di sottili spessori. Lo sviluppo di questa corrosione non può essere misurato con la perdita di peso a causa della sua
caratteristica puntiforme. La corrosione pitting si verifica in soluzioni contenenti alogeni ferrosi, soprattutto cloruri solubili, bromuri e
ioduri di metalli pesanti che tendono ad eliminare la pellicola passiva di ossido e a riportare la superficie allo
stato attivo, dando così la possibilità alla corrosione di intaccare il materiale. Questo difetto è ingannevole
e pericoloso perché può sfuggire all’esame visivo.
La sua azione si sviluppa in due momenti:
1) incubazione dove gli ioni aggressivi incidono il film passivo;
2) accrescimento del vaiolo per auto-catalisi.
Corrosione intergranulare
Corrosione molto pericolosa con la quale gli acciai austenitici non stabilizzati e non a basso carbonio sono
messi a rischio.
La coesione individuale dei grani è danneggiata dalla corrosione che, passando progressivamente lungo il
loro bordo, ne inficia l’aderenza.
Questo tipo di difetto è causato dai cambiamenti della struttura dell’acciaio e si verifica durante il riscaldo
(da 400 a 900 °C dove può avvenire precipitazione di carburi a bordo grano) in fase di esercizio o con operazioni come ad esempio la saldatura. Per non essere intaccati da questa corrosione, gli acciai austenitici
devono essere sempre solubilizzati a 1.150-1.000 °C, temperatura alla quale i carburi vengono sciolti.
Per i particolari esposti a temperature prolungate di 400-900 °C vanno impiegati esclusivamente acciai
austenitici stabilizzati con aggiunte di titanio e niobio oppure acciai a basso contenuto di carbonio.
Corrosione galvanica
Si verifica quando un elemento di acciaio inossidabile che funge da catodo viene messo in contatto con
contaminanti metallici, con altro metallo meno nobile (es. alluminio, zinco, ecc.) in un elettrolita sufficientemente aggressivo (es. ambiente marino). La condizione galvanica si sviluppa tanto più facilmente quando
maggiore è il rapporto tra superfici messe a contatto, vale a dire quanto più è grande la superficie di acciaio
inox (catodo) rispetto a quella del metallo meno nobile (anodo).
Sotto tensione O TENSOCORROSIONE
Agisce mediante la formazione di spaccature sottili che penetrano nella profondità della matrice dell’acciaio. Le cricche sono in grado di svilupparsi continuamente su tutta la sezione del pezzo.
Si verifica quando si ha la presenza continua di un agente corrosivo e di tensione (nel senso della trazione)
sul componente.
Questo tipo di corrosione è innescata, ad esempio, da tensioni interne intensificate da deformazioni a
53
freddo o da sollecitazioni statiche. Ambienti tipici in grado di causare questa corrosione sono quelli con
soluzioni fortemente alcaline e soluzioni contenenti cloruri. In determinate circostanze, anche l’acqua e il
vapore possono avere un effetto simile. La corrosione sotto tensione si verifica più frequentemente negli acciai inossidabili austenitici e negli acciai
martensitici bonificati. Gli acciai ferritici e i duplex sono meno sensibili a questo tipo di difetto.
Corrosione atmosferica
Corrosione dovuta a condensa atmosferica sulla superficie del metallo.
Corrosione di contatto
Corrosione localizzata che si manifesta nella zona in cui due materiali diversi sono a contatto tra loro.
Corrosione secca
Corrosione di un materiale metallico che avviene ad alte temperature in assenza di acqua o di altro solvente.
Cavitazione
Difetto superficiale dovuto all’azione di gas o liquido in movimento. La formazione della cavità è accelerata
se il gas o il liquido è soggetto a rapide variazioni di pressione.
Cratere di corrosione
Cavità sulla superficie con profondità pari alle sue dimensioni trasversali. Cricca a corrosione sotto tensione indotta da idrogeno
Cricca provocata da fenomeni di corrosione che si manifesta in presenza di pressioni dovute a idrogeno.
Tenso-corrosionE
Comprende sia la corrosione per autotensione sia la corrosione sotto sforzo.
54
Alcune immagini della corrosione
uniforme
saldatura con crevice
pitting
intergranulare
galvanica
sotto tensione
55
Manutenzione delle superfici
[tratto da Centro Inox - Associazione Italiana per lo sviluppo degli acciai inossidabili]
Incrostazioni di calcare
Per rimuovere i depositi di calcare lasciati dall’acqua, usare una crema detergente multiuso con panno morbido. Le incrostazioni più spesse possono essere sciolte lasciando in ammollo in soluzione di acqua molto calda con 1/4 di aceto. Sciacquare abbondantemente con una soluzione di acqua e bicarbonato di sodio e poi
con acqua pulita. Asciugare quindi con cura.
Macchie di olio e di grasso
Usare un blando detergente in acqua molto calda. Sciacquare abbondantemente con acqua pulita e asciugare
con un panno. Per le macchie più ostinate, usare alcool etilico, acetone o altro solvente non alogenato.
Impronte
Usare un blando detergente liquido in acqua oppure, in alternativa, strofinare delicatamente con un panno
morbido (es. microfibra) e un detergente per i vetri.
Aloni da fiamma
Usare un panno con una crema detergente multiuso per pulizie domestiche. Sciacquare in acqua corrente
e asciugare con un panno morbido.
Macchie di caffè o tè
Preparare una soluzione, mescolando bicarbonato di sodio in acqua bollente. Immergervi il recipiente macchiato per 15 minuti, quindi farlo scolare, sciacquare con cura e asciugare con un panno morbido.
Graffi superficiali
Applicare un detergente/lucidante, apposito per acciaio inossidabile, utilizzando un panno morbido.
Sporco ostinato e grasso bruciato
Usare un panno con un detergente in crema multiuso per pulizie domestiche.
Macchie di ruggine (contaminazione)
Le macchie di ruggine possono provenire non dalla corrosione dell’acciaio inox, ma da utensili di uso quotidiano in acciaio comune lasciati per tempi prolungati sulla superficie di quello inossidabile oppure che
possono trasferire particelle ferrose. Per rimuovere tali macchie, applicare un detergente in crema per mezzo
di un panno soffice inumidito e strofinare delicatamente. Se la macchia persiste, applicare un prodotto passivante o decapante specifico per acciaio inox.
56
NON USARE paglietta, spazzole o dischetti abrasivi realizzati con altri metalli o leghe (es. acciaio comune,
alluminio, ottone, ecc.), oppure utensili che abbiano precedentemente lavorato o pulito altri metalli o leghe
che oltre a graffiare la superficie causerebbero conseguenti antiestetici aloni.
Paglietta e spazzole di acciaio inossidabile sono compatibili in quanto non contaminano la superficie, ma è
necessario comunque porre attenzione per evitare eventuali graffiature.
NON USARE acido cloridrico (muriatico commerciale). È bene evitare anche il contatto con i vapori di acido
cloridrico, provenienti, ad esempio, dal lavaggio dei pavimenti. In generale, sarà opportuno evitare l’utilizzo
diretto sull’acciaio inox di detergenti contenenti cloruri, a meno che non si prevedano tempi di contatto brevi
e un abbondante risciacquo finale. Non usare candeggina.
NON USARE detergenti in polvere abrasivi che potrebbero rovinare l’aspetto estetico della finitura superficiale (per esempio finitura satinata).
NON USARE sostanze solitamente impiegate per pulire l’argento.
57
stoccaggio
Quasi tutti i magazzini commercializzano svariate qualità di materiali metallici, da quelli al carbonio e legati
fino a quelli inossidabili. In tali condizioni sono necessarie metodologie atte a evitare ogni possibile deterioramento dei manufatti. I difetti più frequenti sono causati da danni meccanici e ruggine.
1)Dove possibile, i prodotti di acciaio inossidabile dovranno essere protetti con rivestimenti plastici, al fine di
evitare graffi o ammaccature nonché il contatto con materiali non inox. Questa tecnica permetterà di mantenere i valori di finitura e lucidatura eseguiti nello stabilimento di produzione.
2) I diversi tipi di metalli andranno stoccati almeno in base alla famiglia (es. carbonio con carbonio, austenitici con
austenitici), al fine di eliminare la contaminazione diretta per contatto o da deposito di polvere di “ferro”.
3) Forche, catene, carrelli, ecc. dovranno essere rivestiti in gomma, plastica o legno. Le imbragature saranno
costituite da corde o cinghie in tessuto, anziché catene d’acciaio. Utensili, cesoie, piani trasportatori, presse e
ogni attrezzatura che sia venuta in contatto con acciai al carbonio, andranno decontaminati dalle particelle
residue di ferro prima di passare all’utilizzo su acciai inossidabili.
4) Lamiere e barre in acciaio inossidabile non andranno calpestate da suole sporche di grasso o di polveri
metalliche provenienti da altre categorie di acciaio.
5) Se durante la formazione dei pacchi vengono impiegate regge di acciaio al carbonio, queste andranno isolate e non dovranno venire a contatto con le superfici del materiale inossidabile.
58
Formule empiriche
classificazione mediante microstruttura
Le formule sono usate per classificare gli acciai nei vari gruppi. I gruppi tradizionali per ferrite, martensite e
austenite sono complementari con i gruppi di transizione contrassegnati in grassetto. La base da considerare
è la composizione chimica media per il grado preso in considerazione: es. (% min + % max) / 2.
FM = (A - 1,2) / (F - 8)
FM
F = min 8
Regione della Ferrite - Martensite per
dove:
nel diagramma di
F = 1,5Si + Cr + Mo + 2Ti + 0,5Nb
Schaeffler / De Long
A = 30C + 0,5Mn + 30N + Ni + 0,5Cu + 0,5Co
MNK
Numero della Martensite
basata su diagramma WRC-1992
Kotecki-Siewert
MS
Austenite - trasformazione
in Martensite SINTEF Welding
handbook 1997
SM
Solidificazione basata
sul diagramma WRC-1992
Kotecki-Siewert
FNA
Numero della Ferrite
basata sul diagramma
Schaeffler /de Long
ASME III div. 1 NB-2433
MS = 540 - 497C - 6,3Mn - 10,8Cr - 36,3Ni - 46,6Mo
MNK = 25 - F - 0,90A
MNK = 21 - 0,90F - A
per Mn = max 2,4%
MNK = 13 - 0,42F - 1,3A
per Mn = 2,5 - 6,9%
dove:
per Mn = min 7,0%
F = Cr + Mo + 2Ti + 0,7Nb
A = 35C + 20N + Ni + 0,25Cu
MS = 502 - 810C - 13Mn - 1230N - 12Cr - 30Ni 46Mo - 54Cu
SM = F - 1,3A - 2,0
dove:
F = Cr + Mo + 2Ti + 0,7Nb
A = 35C + 20N + Ni + 0,25Cu
FNA = 3,34F - 2,46A - 28,6
per FNA = max 5,9
FNA = 4,44F - 3,39A - 38,4
per FNA = 6,0 - 11,9
FNA = 4,06F - 3,23A - 32,2
per FNA = min 12
dove:
F= 1,5Si + Cr + Mo + 2Ti + 0,5Nb
A= 30C + 0,5Mn +30N + Ni + 0,5Cu + 0,5Co
Ferritici
quando: FM = 0,00 - 0,30
Ferritici- Martensitici
quando: FM = 0,30 - 1,00
Martensitici
quando: FM = 1,00 - 4,00
Martensitici
quando: MS = 100 - 300
Austenitici-Martensitici
quando: MNA = 100 - 300
MNA = 551 - 462(C+N) - 9,2Si - 8,1Mn - 13,7Cr 29(Ni+Cu) - 18,5Mo - 68Nb
Metastabile austenitico
quando: MNA = 0 - 100
oppure MNK = (-2) - 0
Austenitici
MS
Ferrite - trasformazione
in Martensite Walker-Gooch
MNA
Numero della Martensite
basata su Md30
Angel-Nohara
Ferritici
GAMMA DI APPLICAZIONE
Martensitici
FORMULE E PARAMETRI
Austenitici
quando:
MS = (-1000) - (-10)
Completamente austenitici
quando: SM = (-30) - (-4)
Austenitici
quando: FNA = (-40) - 20
Duplex
CARATTERISTICHE
DELLA MICROSTRUTTURA
Austenitico-Ferritico (Duplex)
quando: FNA = 30 - 50
oppure SM = 8 - 15
IMP
Fase intermetallica
IMP = F - 0,23A - 20,2
sulla base delle equivalenze FNA IMP = F + 1,25A - 32,8
SINTEF Welding handbook 1997
per A = min 8,7
per A = max 8,6
PRE
PRE = Cr + 3,3Mo + 16N
Equivalente di resistenza al
Pitting (corrosione per vaiolatura)
Herbsleb (30N)-Truman (16N)
PRE = Cr + 3,3Mo + 30N
Formule comuni per
super-austenitici
Resistenti
duplex/ferritici.
quando: PRE = 40 - 60
Formula per austenitici
con Mo > 3
Sensibili alla formazione IMP
quando: IMP = 4 - 10
EN 10088-1: 2005 (E)
59
Curve di transizione
Il grafico schematizza il comportamento della tenacità in Joule (forza lavoro) determinata con resilienze Kv
alle varie temperature e per le tre famiglie di acciai inossidabili.
documentazione Centro Inox
Proprietà meccaniche a diverse temperature di alcuni acciai austenitici TIPO ASTM
PROVE A °C
Rp0.2 MPA / N/mm2
R MPa / N/mm2
A%
C%
304
304
304
304L
304L
304L
310
310
310
347
347
347
24
-195,5
-254
24
-195,5
-254
24
-195,5
-254
24
-195,5
-254
227
393
439
193
241
233
310
585
796
241
284
313
586
1416
1685
586
1340
1516
658
1085
1223
620
1282
1450
60
43
48
60
42
41
60
54
56
50
40
41
70
45
43
60
50
57
65
54
61
60
32
50
Le temperature -195,5 °C e -254 °C sono definite criogeniche (fonte Key to Steel)
Prove di resilienza su provette Kv
TIPO ASTM
304
304L
310
347
60
24 °C
209
160
192,5
163
ENERGIA ASSORBITA (J)
-195,5 °C
118
91
121
89
-254 °C
122
91
117
77
Tabella di comparazione
TRAFITEC
EN
USA
USA
CINA
RUSSIA
GOST
GIAPPONE
INDIA
JIS
IS
COREA
UNS
AISI
GB
m 1.4005
X12CrS13
S41600
416
Y1Cr13
m 1.4006
X12Cr13
S41000
410
1Cr12
12Ch13
SUS 410
X12Cr12
STS 410
f 1.4016
X6Cr17
S43000
430
1Cr17
12Ch17
SUS 430
X07Cr17
STS 430
m 1.4021
X20Cr13
S42000 420A
2Cr13
20Ch13
SUS 420J1
m 1.4028
X30Cr13
420B
3Cr13
30Ch13
SUS 420J2
m 1.4031
X39Cr13
4Cr13
(40Ch13)
m 1.4034
X46Cr13
m 1.4034
1.4034 DE
m 1.4035
420C+S
m 1.4057
X17CrNi16-2
S43100
431
1Cr17Ni2
m 1.4104
X14CrMoS17
S43020
430F
Y10Cr17
SUS 430F
STS 430F
f 1.4105
X6CrMoS17
f (1.4105)
AISI 430FMo
f (1.4106)
1.4106 MOD
m 1.4112
X90CrMoV18
90Cr18MoV
SUS 440B
STS 440B
m 1.4116
X50CrMoV15
m 1.4122
X39CrMo17-1
m 1.4125
X105CrMo17
a 1.4301
X5CrNi18-10
a 1.4305
X8CrNiS18-9
a 1.4306
X2CrNi19-11
a 1.4307
X2CrNi18-9
420C
SUS 416
KS
STS 416
STS 420J1
(X30Cr13)
STS 420J2
(X40Cr13)
(4Ch13)
(420C)
S44003 440B
(7Cr17)
14Ch17N2
50Ch14MF
SUS 431
15Cr16Ni2
STS 431
(SUS 440A)
40Ch16M
S44004 440C
S30300
303
108Cr17
95Ch18
0Cr18Ni9
07Ch18N10
Y1Cr18Ni9
12Ch18N10E
022Cr19Ni10
(03Ch18N11)
SUS 440C
(X108Cr17Mo)
STS 440C
X04Cr19Ni9
SUS 303
STS 303
X02CrNi19-10
00Cr19Ni10
03Ch18N11
0Cr17Ni12Mo2
08Ch17N13M2
SUS 316
X04Cr17Ni12Mo2
a 1.4404 X2CrNiMo17-12-2 S31603
316L 022Cr17Ni12Mo2 03Ch17N13M2
SUS 316L
X02Cr17Ni12Mo2 STS 316L
a 1.4541
321
SUS 321
a 1.4401 X5CrNiMo17-12-2 S31600
316
X6CrNiTi18-10
a 1.4567 X3CrNiCu18-9-4
S32100
S30430 304Cu
0Cr18Ni11Ti
06Cr18Ni9Cu3
06Ch18N10T
X02Cr19Ni10
SUS XM7
X04Cr18Ni10Ti
STS 316
STS 321
STS XM7
a 1.4570 X6CrNiCuS18-9-2 (S30331) (303K)
a 1.4571 X6CrNiMoTi17-12-2 S31635 316Ti 06Cr17Ni12Mo2Ti 08Ch17N13M2T SUS 316Ti X04Cr17Ni12Mo2Ti STS 316Ti
m = martensitico
f = ferritico
a = austenitico
61
Elementi di fissaggio (secondo EN ISO 3506-1:2009)
parte 1 parte 2 bulloni, viti e dadi
viti prigioniere
parte 3 viti senza testa non soggette a trazione
parte 4
viti
autofilettanti
Analisi chimica %
GRUPPO
QUALITÀ
C
A1
< 0,12
A2
< 0,1
A3
< 0,08
A austenitico
A4
< 0,08
A5
< 0,08
C1
0,09-0,15
C martensitico
C3
0,17-0,25
C4
0,08-0,15
F ferritico
F1
< 0,12
SI
<1
<1
<1
<1
<1
<1
<1
<1
<1
MN
< 6,5
<2
<2
<2
<2
<1
<1
< 1,5
<1
P
< 0,20
< 0,050
< 0,045
< 0,045
< 0,045
< 0,050
< 0,040
< 0,060
< 0,040
S
0,15-0,35
< 0,030
< 0,030
< 0,030
< 0,030
< 0,030
< 0,030
0,15-0,35
< 0,030
CR
MO
NI
CU
NOTE
16-19 < 0,7
5-10 1,75-2,25 b)c)d)
e)
f) g)
15-20
8-19
<4
e)
h)
17-19
9-12
<1
g) i)
16-18,5 2-3
10-15
<1
h) i)
16-18,5 2-3 10,5-14
<1
i)
11,5-14
<1
16-18
1,5-2,5
b) i)
12-14 < 0,6
<1
e)
15-18
<1
b) lo zolfo può essere sostituito dal selenio
c) se il contenuto di nichel è inferiore all’8% il contenuto minimo di manganese deve essere del 5%
d) non c’è un limite minimo per il tenore di rame, a condizione che il tenore di nichel sia superiore a 8%.
e) a discrezione del fabbricante può essere presente il molibdeno
f) quando la percentuale di cromo è inferiore al 17% il nichel deve essere superiore al 12% g) per gli acciai austenitici con carbonio max 0,03% può essere presente un tenore max di azoto del 0,22%
h) materiale stabilizzato con titanio oppure con niobio i) per ottenere delle specifiche caratteristiche meccaniche è ammesso un maggior contenuto di carbonio ma per gli austenitici non può essere oltre lo 0,12%
Tipi di acciai consigliati
A1
A2
A3
A4
A5
C1
C3
C4
F1
EN
1.4305
1.4567
1.4541
1.4401
1.4571
1.4006
1.4057
1.4005
1.4016
AISI
303
304Cu
321
316
316Ti
410
431
416
430
TECNICA DI PRODUZIONE
tornitura
stampaggio caldo/freddo, rullatura
tornitura
stampaggio caldo/freddo, rullatura
tornitura
tornitura, stampaggio, rullatura
tornitura, ricalcatura/rullatura a freddo
tornitura
stampaggio caldo/freddo, rullatura
tasselli ad espansione tipo C1
62
IMPIEGO
viti a legno, a metallo, autofilettanti, dadi
viti a legno, a metallo, autofilettanti, dadi
tiranteria alte temperature max 800 °C
viti a legno, a metallo, autofilettanti, dadi
tiranteria per applicazioni marine
viti autofilettanti ed a metallo
tasselli ad espansione
viti autofilettanti, a metallo e dadi
viti a legno, a metallo, autofilettanti, dadi
viti
Caratteristiche Meccaniche
DUREZZA
QUALITÀ
A1 - A2
A3 - A4
A5
C1
C3
C4
F1 4)
CLASSE DI
RESISTENZA
50
70
TIPO DI
FILETTATURA
< M39
< M241)
80
< M241)
50
70
110 3)
80
50
70
45
60
HB
HRC
147-209
209-314 20-34
36-45
228-323 21-35
147-209
209-314 20-34
128-209
171-271
HV
155-220
220-330
350-440
240-340
155-220
220-330
135-220
180-285
ROTTURA
R
N/mm2
> 500
> 700
SNERVAMENTO ALLUNGAMENTO
RP0.2 N/mm2
A 2) %
> 210
> 450
> 0,6 d
> 0,4 d
> 800
> 600
> 0,3 d
> 500
> 700
> 1100
> 800
> 500
> 500
> 450
> 600
> 250
> 410
> 820
> 640
> 250
> 410
> 250
> 410
> 0,2 d
> 0,2 d
> 0,2 d
> 0,2 d
> 0,2 d
> 0,2 d
> 0,2 d
> 0,2 d
STATO DI
FORNITURA
addolcito
incrudito
fortemente
incrudito
addolcito
bonificato
bonificato
bonificato
addolcito
bonificato
addolcito
incrudito
1) per elementi con diametro nominale > 24 mm le caratteristiche meccaniche devono essere concordate
2) il valore minimo si ottiene moltiplicando 0,.. per il diametro nominale dei bulloni, viti e perni
3) temprato e disteso ad una temperatura minima di 275 °C
4) diametro nominale massimo 24 mm
ASTM A 193/A 193M
Prodotti lavorati a caldo per bulloneria in acciaio legato e inossidabile per impieghi a temperature e pressioni elevate. Vale anche per viti e prigionieri.
Grado B7
B8
B8M
B8
B8M
GRADO
B7
B8 cl. 1
B8M cl. 1
B8 cl. 2
B8M cl. 2
classe …
1
1
2
acciaio legato AISI 4140/4142 bonificato (EN 42CrMo4)
acciaio inossidabile AISI 304 solubilizzato (EN 1.4301)
acciaio inossidabile AISI 316 solubilizzato (EN 1.4401)
acciaio inossidabile AISI 304 solubilizzato e incrudito a freddo (EN 1.4301)
2
acciaio inossidabile AISI 316 solubilizzato e incrudito a freddo (EN 1.4401)
SEZIONE
ROTTURA
MIN
R N/mm2
SNERVAMENTO
MIN
RP0.2 N/mm2
ALLUNGAMENTO
MIN
A%
CONTRAZIONE
MIN
C%
DUREZZA
MAX
HB
< M64
> M64 < M100
> M100 < M180
tutte
tutte
< M20
> M20 < M24
> M24 < M30
> M30 < M36
< M20
> M20 < M24
> M24 < M30
> M30 < M36
860
795
690
515
515
860
795
725
690
760
690
655
620
720
655
515
205
205
690
550
450
345
655
550
450
345
16
16
18
30
30
12
15
20
28
15
20
25
30
50
50
50
50
50
35
35
35
45
45
45
45
45
321
321
321
223
223
321
321
321
321
321
321
321
321
Note
Se richiesti, i valori di resilienza Kv devono essere concordati in fase d’ordine
63
NORME DI RIFERIMENTO
Tolleranze UNI 6388/68 - ISO 286
Dimensioni e tolleranze per vergella destinata alla trafilatura e/o alla laminazione a freddo
UNI EN 10017:2005
Dimensioni e tolleranze laminati a caldo UNI EN 10059/10058
Dimensioni e tolleranze per tondi laminati a caldo UNI EN 10060:2004
Dimensioni e tolleranze per esagoni laminati a caldo UNI EN 10061:2004
Dimensioni e tolleranze per prodotti di acciaio finiti a freddo EN 10278
Classi superficiali EN 10088-3
64
65
Marzo 2011
Lucefin S.p.A.
I-25040 Esine (Brescia) Italy
www.lucefin.com
Progetto grafico: parlatotriplo - Gianico (BS)
Stampa: la Cittadina - Gianico (BS)
Lucefin S.p.A.
I-25040 Esine (Brescia) Italy
www.lucefin.com