")
Gara di appalto per la costruzione di strumenti per la produzione di
spirali in Tungsteno per l’esperimento Multi-Pinch
La presente Gara di Appalto e’ relativa alla fornitura completa dell’ attrezzatura per la lavorazione
di spirali in Tungsteno su filo da diametro D=2.0 mm.
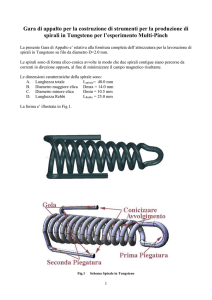
Le spirali sono di forma elico-conica avvolte in modo che due spirali contigue siano percorse da
correnti in direzione opposta, al fine di minimizzare il campo magnetico risultante.
Le dimensioni caratteristiche della spirale sono:
A. Diametro Filo
Lspirale = 2.0 mm
B. Lunghezza Totale Filo
LFilo = 400.0 mm
C. Lunghezza totale
Lspirale = 45.0 mm
D. Diametro maggiore elica Dmax = 14.5 mm
E. Diametro minore elica
Dmin = 10.5 mm
F. Lunghezza Rebbi
LRebbi = 25.0 mm
G. Peso Spirale
P
= 24.0 g
La forma e’ illustrata in Fig.1.
Schema Spirale in Tungsteno - Fig.1
1
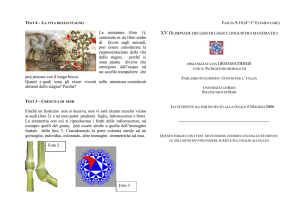
Fotografia Spirale in Tungsteno - Fig.2
Elenco operazioni da eseguire per costruire la spirale:
a)
b)
c)
d)
e)
f)
g)
Tagliare filo Tungsteno D=2.0 mm
Piegare ad U – Prima Piegatura
Avvolgere in forma elico-conica
Piegare ad angolo retto – Seconda Piegatura
Tagliare a misura
Conicizzare
Eseguire gola
2
Procedure e strumentazione necessaria per l’esecuzione delle operazioni su elencate:
Su filo in Tungsteno (tipo Plansee VM o equivalente).
La lunghezza del filo di tungsteno per ogni spirale e’ di lunghezza L = 400 mm
La stazione di lavoro per eseguire correttamente le operazioni previste dovra’ essere composta da:
1) Troncatrice a disco diamantato con raffreddamento ad acqua per il taglio del filo in Tungsteno
da D=2 mm (Fig.3.).
2) Set di attrezzi per la piegatura a caldo del filo (operazioni b-d). Gli attrezzi nelle parti a
temperatura 300 C < T <C dovranno essere in Inconel. Prima piegatura (b) Fig.4, seconda
piegatura (d) Fig.5.
3) Banco di lavoro comprensivo della sagoma riscaldata per la sagomatura della spirale. La
sagoma guida del filo della spirale dotata di riscaldatore e le parti in contatto con il filo di
Tungsteno, dovranno essere fatte in Inconel. La temperatura di regime del tungsteno dovra’
essere 300 C < T <C. Fig.6 e 7.
a) N. 4 set di sagome in bronzo per la conicizzazione del terminale Fig.8. I coni debbono essere
nelle seguenti molteplicita’ a seconda dell’angolo del cono:
1. N. 100 = 0.57 gradi
2. N. 50 = 1.14 gradi
3. N. 30 = 1.89 gradi
4. N. 20 = 2.86 gradi
b) Guida e registro da usare con la troncatrice per l’incisione sul terminale della gola. Fig.9.
Taglierina Diamantata - Fig.3
3
Piegatura 90 Gradi - Fig.4
Seconda Piegatura – Fig.5
4
Tavolo da Lavoro - Fig. 6
Particolare Sagoma Inconel – Fig.7
5
Coni Bronzo - Fig.8
Registro Gola - Fig.9
6
")