AIAS – ASSOCIAZIONE ITALIANA PER L’ANALISI DELLE SOLLECITAZIONI
45° CONVEGNO NAZIONALE, 7-10 SETTEMBRE 2016 –UNIVERSITÀ DEGLI STUDI DI TRIESTE
AIAS 2016 - 641
INDAGINE SUL COMPORTAMENTO A FATICA ED AD USURA DI
ACCOPPIAMENTI SCANALATI PER IMPIEGO AEROSPAZIALE
F. Curàa, A. Muraa
a
Politecnico di Torino - Dipartimento di Ingegneria Meccanica e Aerospaziale,
C.so Duca degli Abruzzi 24, 10129Torino, e-mail: [email protected] / [email protected]
Sommario
I metodi tradizionali di calcolo degli accoppiamenti scanalati consentono di eseguire un
dimensionamento statico e a fatica, ma non tengono adeguatamente in conto dei fenomeni di usura.
Questi componenti non presentano grosse criticità per quanto riguarda il comportamento a fatica,
mentre il danneggiamento da usura risulta essere particolarmente critico L’usura si manifesta negli
accoppiamenti scanalati soprattutto sotto forma di fretting causato da scorrimenti relativi fra i denti,
causati dalla cinematica dell’accoppiamento (es. disallineamenti o vibrazioni), oppure dalla
deformazione dei denti causata da carichi variabili nel tempo. In questo lavoro vengono presentati
alcuni risultati sperimentali atti a verificare il comportamento a fatica ed ad usura di accoppiamenti
scanalati a denti diritti. I risultati sperimentali sono confrontati con calcoli di durata eseguiti mediante i
classici metodi analitici di dimensionamento e tramite modelli ad elementi finiti.
Abstract
The traditional spline couplings design methods allow to perform static and fatigue dimensioning, but
do not take properly into account the effect of wear. Spline couplings show are not critical in terms of
fatigue behaviour, while the wear damage is particularly critical. Wear damage in these components
often is related to fretting caused by relative movements between engaging teeth due to the kinematic
coupling (for example angular misalignment or vibration), or by the teeth deformation caused by not
constant loads. In this paper, some experimental results are presented in order to verify the fatigue and
wear of straight teeth spline couplings. The experimental results are compared with life calculations
performed by classic design methods and finite element models.
Parole chiave: accoppiamenti scanalati, usura, fatica, fretting.
1. INTRODUZIONE
Gli accoppiamenti scanalati sono organi meccanici costituiti essenzialmente da un albero e da un
mozzo sui quali sono ricavati opportuni risalti: sono particolarmente adatti nel trasferimento di
potenze anche molto elevate, in quanto garantiscono elevata affidabilità, o quando le dimensioni
ridotte dell’albero non consentono l’impiego di chiavette o linguette. Sono inoltre caratterizzati da
semplicità di montaggio che rende agevole la sostituzione di elementi in caso di danneggiamento.
La trasmissione del moto avviene grazie al reciproco scambio di forze tangenziali tra le facce laterali
dei denti in contatto, senza che avvenga una rotazione relativa tra i due componenti.
I profili scanalati si differenziano in base alla forma dei risalti ed al tipo di centraggio. In base alla
forma si possono avere profili a fianchi paralleli (a denti dritti) o ad evolvente. Il centraggio riguarda
invece la superficie dell’albero che va a contatto con la corrispondente superficie del mozzo. Esso può
avvenire: per contatto sulla superficie interna (centraggio interno), per contatto sulla superficie di testa
dei denti (centraggio esterno) o per contatto sui fianchi.
45° CONVEGNO NAZIONALE – TRIESTE, 7-10 SETTEMBRE 2016
La differenza fondamentale tra gli accoppiamenti che presentano profilo dei denti a fianchi rettilinei e
quelli con curvatura ad evolvente di cerchio, sta nel fatto che i secondi introducono sulla dentatura
anche sollecitazioni di tipo radiale. Inoltre, gli angoli di pressione che si possono riscontrare negli
accoppiamenti scanalati sono molto più alti rispetto agli stessi che si trovano nelle normali ruote
dentate. E’ da sottolineare il fatto che, mentre per le normali ruote dentate con profilo ad evolvente lo
scambio di forze avviene in maniera puntuale, negli scanalati questo scambio di forze avviene lungo
una curva che identifica la superficie di contatto [1].
La realizzazione del profilo ad evolvente per gli scanalati segue le stesse regole generali che vengono
utilizzate in altri organi di trasmissione del moto.
Gli scanalati sono normalmente dimensionati e verificati con metodologie analitiche che tengono in
considerazione la resistenza statica e a fatica, ma che non tengono opportunamente in conto i problemi
relativi al danno da usura [2,3].
Infatti una delle più comuni modalità di guasto di questi componenti, soprattutto per quanto riguarda il
settore aerospaziale, è l’usura ed in particolare il l’usura da fretting. I fenomeni di usura si manifestano
a causa di strisciamenti relativi che possono essere generati principalmente dalla cinematica
dell’accoppiamento (disallineamento angolare), dalla deformazione dei denti (trasmissione di coppia
variabile nel tempo) o dalle vibrazioni [4,5,6].
Lo scopo di questo lavoro è quello di analizzare il comportamento a fatica e ad usura di un albero
scanalato per uso aereonautico sia dal punto di vista teorico, sia da quello numerico e sperimentale.
In particolare, si vuole verificare sperimentalmente la resistenza a fatica del componente e confrontare
tali risultati con quelli ottenuti dai calcoli. Questo perché dall’esperienza pratica risulta che tali
componenti non sono particolarmente soggetti a danneggiamento da fatica, ma piuttosto da usura.
L’analisi a fatica è stata effettuata utilizzando il classico metodo di calcolo analitico proposto da D.
Dudley [2,3]; in seguito si è eseguita un analisi agli elementi finiti dello scanalato in modo da ottenere
il reale stato tensionale a fondo dente e l’eventuale durata, in modo da indirizzare coerentemente le
successive prove sperimentali di fatica.
2. DESCRIZIONE DELLO SCANALATO
Lo scanalato utilizzato in questo lavoro è di impiego aeronautico a denti diritti con profilo ad
evolvente, modulo 1,27mm, angolo di pressione 30°, 26 denti.
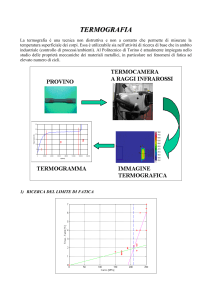
Lo scanalato è realizzato in acciaio 42CrMo4 nitrurato. Le caratteristiche del materialo sono: tensione
di rottura Rm = 1000MPa, tensione di snervamento RP02 = 750 MPa, limite di fatica D-1 = 600MPa.
In Figura 1 è riportato il diagramma di Wöhler del materiale (a sinistra) ed un disegno dello scanalato
in oggetto (a destra).
Figura 1: Curva di Wöhler del materiale (42CrMo4) e albero scanalato
45° CONVEGNO NAZIONALE – TRIESTE, 7-10 SETTEMBRE 2016
3. ANALISI A FATICA DELL’ALBERO SECONDO LA TEORIA DI DUDLEY
Il metodo di dimensionamento e verifica proposto da Dudley [2,3] prevede la valutazione di quattro
tipologie di tensioni:
1.
2.
3.
4.
tensioni tangenziali di torsione alla radice della dentatura esterna (cioè dell’albero);
tensioni tangenziali di taglio nella dentatura dell’albero scanalato in corrispondenza della
circonferenza primitiva;
tensioni normali di compressione sui fianchi della dentatura dell’albero scanalato;
tensioni tendenti alla lacerazione (bursting stresses) dell’elemento dentato internamente.
Nel caso considerato in questo lavoro, dovendo verificare un accoppiamento già esistente, si è
proceduto con il calcolo dei valori massimi ammissibili per le prime tre tipologie di tensioni, al fine di
individuare il valore di coppia che induce il provino a rottura per fatica. La parte inerente alla rottura
per esplosione delle parti interne dello scanalato non verrà presa in considerazione nell’analisi, in
quanto nelle prove sperimentali il componente viene sollecitato in condizioni statiche, cioè senza che
lo scanalato sia posto in rotazione
Per effettuare i calcoli, sono in generale necessari anche alcuni fattori legati all’applicazione del
carico, alla sua distribuzione, alle tensioni e al limite di fatica, ricavabili grazie all’ausilio di apposite
tabelle presenti in letteratura [2,3].
Le espressioni per il calcolo delle tensioni sopra elencate sono le seguenti:
1.
tensioni tangenziali di torsione:
16∗𝑇∗𝐷𝑟𝑒
𝑆1 = 𝜋(𝐷
𝑟𝑒
4 −𝐷 4 )
ℎ
(1)
dove, Dre è il diametro di piede o di fondo (pollici), Dh è il diametro del foro dell'albero (pollici), T la
coppia applicata (libbre al pollice).
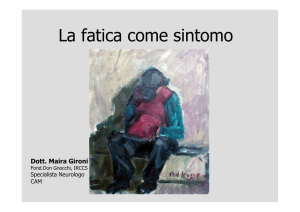
Il valore di tale tensione, corretta considerando Ka il coefficiente di applicazione del carico, Lf è il
coefficiente di vita a fatica (Figura 2), non deve superare il valore ammissibile S’1:
𝐿
𝑆′1 ≥ 𝑆1 𝐾𝑓
𝑎
2.
(2)
tensioni tangenziali di taglio nella dentatura:
4∙𝑇∙𝐾
𝑆2 = 𝐷∙𝑁∙𝐹 𝑚∙𝑡
𝑒 𝑐
(3)
dove, N è il numero di denti, D è il diametro primitivo (inch), Fe è la lunghezza effettiva di faccia
(inch), te corda del dente, Km fattore di distribuzione.
Anche in questo caso la verifica si effettua imponendo che la tensione S2 sia minore di quella
ammissibile, considerando la tipologia di carico e la durata a fatica:
𝐾
𝑆2′ ≥ 𝑆2 ∙ 𝐿𝑎
𝑓
3.
(4)
tensione normale di compressione nella dentatura:
2∙𝑇∙𝐾
𝑆3 = 𝐷∙𝑁∙𝐹 𝑚∙ℎ
𝑒
(5)
In questo coso, considerano un accoppiamento scanalato di tipo “flessibile” cioè che consente
disallineamento fra albero e mozzo la verifica si ottiene da:
45° CONVEGNO NAZIONALE – TRIESTE, 7-10 SETTEMBRE 2016
𝑆3′ ≥
𝑆3 ∙𝐾𝑎
(6)
𝐿𝑤
dove il fattore Lw (tabellato [2,3]) dovrebbe tenere in considerazione anche gli effetti dell’usura fra i
denti.
Figura 2: Coefficiente di vita a fatica Lf secondo Dudley
4. ANALISI NUMERICA
Lo scanalato oggetto di studio è stato analizzato prima staticamente e a fatica utilizzando un modello
ad elementi finiti tridimensionale, tramite il programma SolidWorksSimulation, in modo da
determinare lo stato tensionale a fondo dente e ricavare per quale carico viene superato il limite di
fatica del materiale. Tale carico verrà utilizzato per eseguire le prove sperimentali [7].
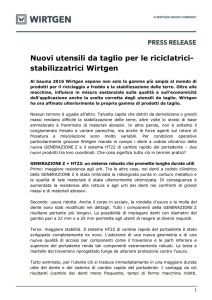
Per quanto concerne i vincoli, è stata bloccata la parte posteriore della flangia di fissaggio dell’albero
scanalato. Il è stato applicato sulla superficie dei denti in modo da generare coppie da 200 a 1600 Nm
(Figura 3).
Figura 3: Carichi e vincoli applicati al modello FEM ed esempio di risultati
5. ANALISI SPERIMENTALE A FATICA
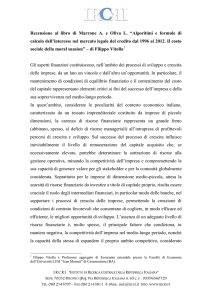
La prova a fatica è stata svolta utilizzando una macchina oleodinamica Instron 8800 Series ed un
dispositivo appositamente progettato per poter eseguire prove si fatica torsionale su alberi scanalati
(Figura 2) [8].
L'attrezzatura utilizzata è stata studiata e realizzata appositamente per convertire il moto rettilineo
della macchina di prova in torsione pulsante (Figura 4 destra).
L’attrezzatura consiste in un sistema di leveraggi che si compone di due semi-bracci fissi sulle flange
del provino che, a loro volta, permettono la coassialità delle forze e la generazione della coppia.
La coppia massima media generabile dall'attrezzatura è di 2000 Nm con una forza massima sulle bielle
di 12000N.
Dall’analisi statica descritta nel paragrafo precedente si sono ottenuti i seguenti valori di forza
massima e minima che dovrà applicare la macchina, rispettivamente Fmax = 6370N Fmin = 1200N.
45° CONVEGNO NAZIONALE – TRIESTE, 7-10 SETTEMBRE 2016
Figura 4: Macchina di prova e dispositivo per il montaggio degli accoppiamenti scanalati
La prima prova di fatica è stata svolta a temperatura ambiente, a frequenza costante pari a 10 Hz, con
un carico unidirezionale di coppia variabile fra 200 e i 1050 Nm, per una durata pari a 500.000 cicli.
La seconda prova è stata svolta con i medesimi parametri, ma con una durata pari a 1.500.000 cicli
(durata totale delle due prove in sequenza pari a 2.000.000 cicli di carico).
Alla fine di ciascuna prova lo scanalato è stato smontato ed è stata effettuata un’analisi delle superfici
dei denti, tramite l’ausilio di macro fotografie e di indagini al microscopio, al fine di osservare nel
dettaglio le zone usurate e di classificarne le tipologie.
In seguito si è ancora proceduto con l’analisi dei liquidi penetranti, al fine di individuare una eventuale
possibile presenza di cricche alla base della superficie del dente.
6. RISULTATI
6.1 Risultati teorici e numerici
Le relazioni utilizzate per il calcolo delle tensioni secondo il metodo di D. Dudley (equazioni (1-6))
hanno permesso di ricavare il valore massimo di coppia ammissibile, pari a 467.5 Nm, necessario
affinché lo scanalato possa effettuare un numero di cicli pari a 1.000.000, prima di arrivare a rottura.
Per quanto riguarda le simulazioni numeriche, in Tabella 1 sono riassunti i risultati in termini di
tensione massima equivalente (Von Mises Max) a fondo dente.
Coppia [Nm]
200
400
600
800
1000
1050
1075
1100
1200
1400
1600
Von Mises Max [MPa]
136
285
407
543
678
731
749
766
814
949
1074
Tabella 1: Risultati dell’analisi FEM statica dell’albero scanalato.
45° CONVEGNO NAZIONALE – TRIESTE, 7-10 SETTEMBRE 2016
Dai risultati dell’analisi numerica effettuata, si è osservato che per valori di coppia superiori a 1075
Nm si ha il superamento della tensione di snervamento, mentre per valori superiori a 1400 Nm si ha la
rottura dello scanalato.
Per quanto riguarda la simulazione a fatica, basandosi sui risultati dell’analisi statica e volendo portare
a rottura per fatica il componente, si è applicato un carico variabile oscillante fra 200Nm e 1050 Nm.
Impostando la curva di Wöhler del materiale (riportata in Figura 1), si è ottenuto dalla simulazione una
durata del componente pari a 574000 cicli.
6.1 Risultati sperimentali
Dalla prova di fatica si osserva che lo scanalato in esame supera abbondantemente la durata a fatica
ricavata sia mediante i calcoli analitici secondo Dudley, sia tramite il modello FEM.
La teoria di D. Dudley risulta generalmente essere un buon punto di partenza per definire la geometria
dell’accoppiamento scanalato, ma tende ad essere troppo cautelativa. Ciò comporta, quindi, un
sovradimensionamento della struttura dal punto di vista della vita a fatica. Invece, dal punto di vista
dell’usura, il metodo di D. Dudley risulta essere alquanto poco conservativo. Infatti, dall’analisi
effettuata sulle aree di contatto dello scanalato, è possibile individuare una forte usura delle superfici
caratterizzata dai fenomeni di: fretting, polishing, micropitting e scoring.
Di seguito si analizzeranno nel dettaglio i singoli aspetti.
Si osserva che i fenomeni di usura si manifestano anche dopo la prima prova, cioè dopo soli 500000
cicli di carico affaticante.
Fretting
Figura 5: Immagini dello scanalato scattate subito dopo il termine dei primi 500.000 cicli (sinistra) e
alla fine della seconda prova (destra).
La Figura 5 riporta due immagini, la prima (a sinistra) corrispondente allo scanalato dopo la prima
prova, la seconda (a destra) alla fine dei due milioni di cicli di fatica.
In entrambi i casi è evidente la presenza di ossido di ferro, sotto forma di piccole particelle (visibile
soprattutto sul dorso dell’albero all’altezza dei denti numero ventuno, ventidue e ventitré), indice di
usura da fretting.
Il fenomeno del fretting [9] ha luogo quando scorrimenti alternativi di piccola ampiezza (0.01-0.25
mm), tra due superfici in contatto, avvengono per un gran numero di cicli. Questo fenomeno causa due
forme di danneggiamento: usura superficiale e deterioramento a fatica. L'attacco si presenta
morfologicamente a vaiolature o solchi circondati da prodotti di corrosione, o a volte solamente come
perdita di lucentezza del materiale metallico.
In Figura 6 è riportato il particolare di uno dei denti dello scanalato soggetto ad usura dovuta a
fretting, nella quale è possibile notare lo strato di ossido formatosi sulla superficie del dente stesso.
L’entità del danneggiamento superficiale [10] è molto più grande di quanto faccia pensare l’ordine di
grandezza delle distanze di scorrimento. Contatti che sembrano essere privi di movimento, come
45° CONVEGNO NAZIONALE – TRIESTE, 7-10 SETTEMBRE 2016
connessioni ad interferenza, quando sono applicati carichi alternati e oscillanti permettono movimenti
relativi dell’ordine dei nanometri; tali movimenti sono molto difficili da eliminare e il risultato a cui
portano è il fretting.
Usura e fatica da fretting sono presenti in quasi tutte le macchine e sono la causa della rottura di molti
componenti robusti.
Figura 6: Parte di un dente interessato da fretting.
Una delle caratteristiche fondamentali del fretting è che, a causa della piccola ampiezza dello
scorrimento, i detriti prodotti sono spesso trattenuti all’interno della zona di contatto accelerando il
processo di usura. Il fenomeno del fretting può essere accelerato ulteriormente dalla corrosione, dalla
temperatura e da altri fattori.
Proprio come accade per l’albero dello scanalato, anche il mozzo (Figura 7) presenta una evidente
usura dovuta a sfregamento (fretting); inoltre è possibile notare, all’interno del mozzo, la presenza di
alcune macro particelle staccatesi dallo strato superficiale della dentatura dello scanalato.
Figura 7: Immagine relativa al mozzo scanalato.
Polishing
Dopo i 2.000.000 di cicli è ben evidente l’effetto del polishing che è molto più presente rispetto alla
prima parte della prova. Il polishing o “lucidatura” consiste in un processo lento di asportazione del
materiale causato dal contatto metallo-metallo, che genera durante il funzionamento superfici
estremamente lisce sui fianchi dei denti.
45° CONVEGNO NAZIONALE – TRIESTE, 7-10 SETTEMBRE 2016
Figura 8: Immagine relativa all’effetto polishing presente su una delle superfici di contatto.
Micropitting
Quando la sollecitazione è applicata ciclicamente [11], si possono produrre delle rotture per fatica
superficiale che propagando determinano il distacco di scaglie (fenomeno denominato pitting) dalle
aree di contatto.
Le dentature sottoposte a trattamenti di indurimento superficiale sono soggette ad una particolare
forma di danneggiamento superficiale da fatica, detta micropitting. Il distacco delle scaglie di
materiale è prodotto dallo sviluppo simultaneo di più fratture lungo direzioni convergenti.
È noto il fatto che il micropitting [12] si sviluppa in prima approssimazione come una rete di crepe
poco profonde sulla superficie del fianco dell’evolvente. Questi producono un’usura significativa, con
conseguente perdita di parte del profilo del dedendum del dente.
La rugosità del dente è uno dei fattori che più influenza il fenomeno, in quanto le micro asperità
superficiali vengono coinvolte nel processo di microsaldatura delle parti a contatto.
Il provino in esame è stato sottoposto a una nitrurazione superficiale e lo strato “chiaro” creatosi altro
non è che una miscela delle fasi ɣ′ (Fe4 N) e ɛ (Fe2−x N). Questo processo porta alla formazione di uno
strato superficiale dello spessore di circa 10 μm a partire dalla superficie, con presenza al suo interno
di porosità.
Sempre dalla sezione dell’acciaio nitrurato (Figura 9), è possibile notare che le micro crepe rimangono
sulla superficie, a differenza di quanto accade per quelle cementate; eventuali micro crepe vengono
poi in gran parte rimosse dopo la formazione del micropitting.
Figura 9: Immagine relativa all’effetto del micropitting presente su una delle superfici di contatto.
Scoring
Lo scoring è una forma di usura, solitamente severa, a seguito della quale le superfici sono
caratterizzate da evidente formazione di solchi estesi e di graffi, prevalentemente nella direzione dello
strisciamento. In particolare, lo scoring si può classificare come moderato, localizzato o distruttivo.
Solitamente lo si associa ad alte temperature locali o a lubrificazione insufficiente.
45° CONVEGNO NAZIONALE – TRIESTE, 7-10 SETTEMBRE 2016
Figura 10: Immagine relativa all’effetto dello scoring presente su una delle superfici di contatto.
Nel caso in esame è facilmente intuibile che questo tipo di usura, che nei primi 500.000 cicli è di tipo
moderato e che aumenta con l’aumentare del numero di cicli effettuati dal provino, sia stata indotta
dalla totale assenza di lubrificante tra i denti dello scanalato (Figura 10).
7. CONCLUSIONI
Dal presente lavoro è stato possibile dedurre che:
Attualmente i metodi analitici per il calcolo degli accoppiamenti scanalati non sono in grado
considerare in modo ottimale il danneggiamento da usura di tali componenti.
La teoria di D. Dudley risulta essere un buon punto di partenza per definire la geometria
dell’accoppiamento scanalato, ma tende ad essere troppo cautelativa dal punto di vista della fatica e
non considera in modo appropriato i problemi di usura.
Dalla prova a fatica sperimentale si deduce che lo scanalato in esame supera abbondantemente la
durata a fatica proposta dalla teoria analitica e calcolata tramite il modello FEM; d’altro canto si
riscontra nella realtà la presenza di una forte usura superficiale dei denti che potrebbe comunque
compromettere il corretto funzionamento dell’accoppiamento.
L’usura presente sulle facce dei denti dello scanalato introduce un aumento della rugosità superficiale
del provino, che potrebbe compromettere il giusto accoppiamento dei profili.
L’usura superficiale è causata dall’azione accoppiata di più fattori, quali: fretting, micropitting,
scoring e polishing.
Il fenomeno del fretting è stato riscontato individuando la presenza di ossido di ferro su gran parte
della superficie dello scanalato.
L’analisi della superficie tramite l’utilizzo di un microscopio ha mostrato, invece, la marcata presenza
di polishing accompagnata da micropitting e scoring.
Questi fenomeni sono causati principalmente dalla deformazione subita dai denti durante ogni ciclo di
carico e scarico, nonché dallo strisciamento relativo delle facce dei denti a contatto.
Gli sviluppi futuri prevedono lo svolgimento di ulteriori prove sperimentali, in quanto i risultati
presentati in questo lavoro, necessitano di avere una validazione statistica.
BIBLIOGRAFIA
[1] V. Cuffaro, F. Curà, A. Mura, Calcolo della deformazione dei denti di alberi scanalati, AIAS 40°
Convegno Nazionale, 7-10 Settembre 2011, Università degli Studi di Palermo.
[2] Dudley, When splines need stress control, Product Engineering, Dicembre 1957, 56-61
[3] Dudley, How to design involute splines, Product Engineering, Ottobre 1957, 75-80
[4] V.Cuffaro, F. Curà, A. Mura, Analisi teorica e sperimentale del danno da fretting in
accoppiamenti scanalati, AIAS 42° Convegno Nazionale, 11-14 Settembre 2013, Università Degli
Studi Di Salerno
[5] V. Cuffaro, F. Curà, A. Mura, Damage identification on spline coupling teeth by means of
roughness parameters, Theoretical and Applied Fracture Mechanics, 82 (2016) 9-16, DOI:
10.1016/j.tafmec.2015.09.008.
45° CONVEGNO NAZIONALE – TRIESTE, 7-10 SETTEMBRE 2016
[6] V. Cuffaro, F. Curà, A. Mura, Surface characterization of spline coupling teeth subjected to
fretting wear, Procedia Engineering 74 (2014) 135 – 142, DOI: 10.1016/j.proeng.2014.06.237.
[7] S. Di Tommaso, Analisi del comportamento a fatica di accoppiamenti scanalati, Tesi di Laurea
Magistrale Politecnico di Torino, Marzo 2016.
[8] M.Delicata, Analisi FEM di un albero scanalato per applicazioni aeronautiche, Tesi di Laurea
Politecnico di Torino, 2015
[9] R. Juvinall&K. Marshek, Fondamenti della progettazione dei componenti delle machine, 2001.
[10] J. Shigley, Progetto e costruzione di macchine. McGraw-Hill 2005
[11] F.Antoine, J. M. Besson, (s.d.). Simplified modellization of gear micropitting.
[12] S. Bull, J. Evans, B. Shaw, D. Hofmann, (s.d.). The effect of the white layer on micro pitting and
surface contact fatigue failure of nitrided gear.