TECNOLOGIE DELLA TRASMISSIONE
OTTICA
Tecniche di giunzione e connettorizzazione
TECNICHE DI GIUNZIONE
Giuntare tra loro 2 fibre non è un’operazione banale.
La luce che viaggia in una fibra non si comporta come l’elettricità che viaggia in un cavo
elettrico. La fibra è una guida d’onda cilindrica in cui propaga la luce come un’onda
guidata. Ogni imperfezione e irregolarità diventano potenziali fonti di perdite di potenza o
di rumore.
La criticità nella giunzione è ovviamente legata alle dimensioni della fibra ottica
(dell’ordine di qualche micron).
La giunzione tra 2 fibre può essere realizzata mediante:
giunti a fusione (saldando tra loro le 2 estremità delle fibre, dopo oppurtuno
allineamento);
guinti meccanici (bloccando le 2 fibre nella posizione di migliore
accoppiamento tramite un dispositivo di tipo meccanico);
connettori meccanici (quando la giunzione tre le 2 fibre non è definitiva)
GIUNTI A FUSIONE
Le estremità delle 2 fibre da saldare, dopo opportuno allineamento, vengono saldate
insieme ricreando idealmente l’assoluta continuità della guida ottica.
La saldatura viene ottenuta riscaldando le fibre tramite un arco elettrico.
Lo strumento utilizzato per effettuare saldature si chiama: FUSION SPLICER
GIUNTI A FUSIONE
Prima della fase di giunzione, le 2 estremità di fibra devono essere opportunamente preparate:
- il rivestimento primario (coating in acrilato) viene rimosso (tramite spelafibre) lasciando
scoperto il cladding della fibra; si esegue poi il taglio per clivaggio;
- le 2 estremità sono montate e bloccate su opportuni “V-groove”;
- le 2 estremità vengono allineate grossolanamente tramite un sistema di microposizionatori,
controllando la posizione reciproca delle fibre al microscopio;
- segue la fase detta di prefusione, in cui le 2 estremità di fibra vengono sottoposte, ancora
ben separate, ad un arco elettrico, rimuovendo così eventuali difetti superficiali;
- dopo una fase accurata di allineamento, le fibre vengono spinte l’una contro l’altra con una
pressione adeguata e finalmente giuntate per fusione tramite un arco elettrico di intensità e
durata sufficienti. Il calore indotto dall’arco elettrico tra gli elettrodi fonde il vetro e genera il
giunto.
CLIVAGGIO DELLA FIBRA
Prima di effettuare qualsiasi operazione di giunzione o connettorizzazione, la fibra deve
essere opportunamente tagliata, in modo che la faccia della terminazione sia
perpendicolare all’asse della fibra (eccetto che nei casi particolari di giunti diagonali). La
tecnica di taglio utilizzata è il clivaggio (uguale a quello usato per tagliare il vetro
comune).
- La fibra è incisa con una lama diamantata; ciò distrugge la tensione
superficiale locale e fornisce al vetro un punto dove effettuare la rottura;
- la fibra incisa è sottoposta ad un’azione combinata di trazione e flessione fino a
provocare una frattura trasversale che dà luogo ad una superficie liscia, piana e
perpendicolare all’asse.
L’operazione di taglio viene effettuata oggi con opportune “taglierine” per fibre ottiche.
La qualità del taglio può essere poi controllata mediante un telescopio.
CLIVAGGIO DELLA FIBRA
ALLENIAMENTO DELLE FIBRE
L’operazione di alleneamento delle 2 fibre è estremamente critica.
Nel caso di fibre mono-modali è necessario allineare 2 nuclei con diametro di meno di 10µ
m!
In presenza di possibili eccentricità nucleo-mantello ed ellitticità del nucleo dovute a
tolleranze di lavorazione, la possibilità di controllare solo la posizione reciproca dei 2
mantelli (allineamento geometrico) non è sufficiente a garantire un buon accoppiamento
tra le fibre.
Per ottenere un allineamento ottimale, riducendo le perdite del giunto, è necessario
ricorrere a procedure automatiche di ottimizzazione.
Inoltre durante la fusione lo stato di pressione tra le fibre viene rimosso e la tensione
superficiale è tale da causare un auto-allineamento della superficie esterna delle fibre
stesse. Questo effetto, che può consentire di recuperare piccoli disassamenti residui, va
però controllato con attenzione in quanto provoca l’allineamento delle parti esterne delle
fibre senza riguardo alla posizione effettiva dei nuclei.
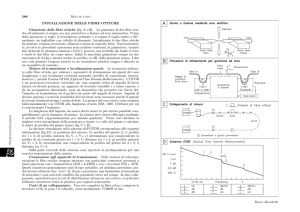
ALLENIAMENTO DELLE FIBRE
Light Injection Detection (LID):
è noto che una fibra ottica sottoposta ad un raggio di curvatura molto severo perde verso l’esterno
parte della luce da essa guidata: Il meccanismo propagativo è reciproco, nel senso che in
corrispondenza della stessa curvatura la luce può essere iniettata in fibra agevolmente. La tecnica
LID sfrutta questi effetti per ottimizzare l’allineamento.
- Dalle 2 estremità delle fibre viene rimosso il rivestimento per alcuni cm, lasciando scoperto il
cladding. Le 2 estremità vengono piegate intorno a 2 mandrini.
-La luce proveniente da un LED è focalizzata nella fibra piegata in modo da essere iniettata nel core
in un modo guidato.
- Dal lato opposto, viene posizionato un detector che cattura la luce irradiata dalla fibra piegata.
- I microposizionatori muovono le 2 estremità delle fibre inseguendo il massimo di potenza ricevuta
dal detector (condizione di allineamento ottimo).
Un limite del metodo è costituito dal fatto che parecchi cm di rivestimento debbano essere rimossi
dalle 2 fibre, per permettere l’immissione e l’estrazione della luce.
ALLENIAMENTO DELLE FIBRE
Profile Allignement System (PAS):
Le 2 estremità vengono illuminate con luce infrarossa per determinare esattamente nello spazio la
posizione dei 2 nuclei. Una sorgente di luce collimata illumina lateralmente la fibra, l’attraversamento
di regioni con diverso indice di rifrazione deforma la distribuzione di luce sul lato opposto, la
scansione punto-punto dell’immagine consente di determinare la posizione del nucleo in un piano.
L’operazione è ripetuta nei 2 piani spaziali, consentendo di determinare l’esatta posizione nello
spazio.
L’allineamento continua anche durante la fase di fusione, per determinare le migliori condizioni
d’accoppiamento.
PROTEZIONE DEI GIUNTI
I giunti devono essere protetti (nelle estremità delle 2 fibre giuntate erano stati
precedentemente rimossi i rivestimenti, lasciando il cladding scoperto).
Tale protezione viene ottenuta coprendo il giunto con una guaina di materiale termorestringente.
Applicando un debole calore, la guaina si restringe intorno alla fibra proteggendo il giunto
a fusione.
Spesso è aggiunta un’anima metallica dentro la guaina per aggiungere resistenza
meccanica al giunto.
GIUNTI MECCANICI
Sono utilizzati quando non si vuole effettuare una giunzione permanente tra 2 fibre,
ma si prevede la necessità di riaprire il giunto.
- le fibre sono tagliate e pulite come nel caso di giunti a fusione;
- le fibre sono allineate grossolanamente sfruttando le guide del giunto meccanico;
- lo spazio vuoto lasciato tra le 2 estremità delle fibre non perfettamente a contatto è
riempito con una resina epossidica avente lo stesso indice di rifrazione del core
delle fibre (in modo che la luce non veda discontinuità durante la propagazione
nel giunto);
- le fibre sono bloccate meccanicamente in maniera non permanente.
Le perdite connesse ai giunti meccanici sono riconducibili alle perdite estrinseche ed alle
perdite intrinseche descritte precedentemente per i giunti a fusione.
CONNETTORI
Sono usati quando la giunzione tra 2 fibre non è definitiva. L’applicazione più comune è
quella del collegamento delle apparecchiature ricetrasmittenti al cavo ottico di
trasmissione. Si garantisce così la possibilità di fare manutenzione.
Il corretto posizionamento delle fibre è garantito dalla precisione meccanica
dell’accoppiamento dei connettori ad una parte fissa (bussola).
Un buon connettore deve garantire:
- basse e ripetibili perdite di inserzione (insertion loss);
- bassa potenza riflessa (return loss);
- stabilità nel tempo;
- affidabilità;
- basso costo.
CONNETTORI
Il tipo di accoppiamento ricalca in generale quello dei connettori per radiofrequenza
(BNC, SMA) e può essere classificato in accoppiamento : - a vite;
- a baionetta;
- a scatto.
CONNETTORI
Le fibre sono bloccate in due ferule la cui superficie va ad impegnarsi in una bussola con
superficie coniugata. Le fibre risultano così allineate.
La ferula è dotata di un foro centrale il cui diametro coincide con quello del mantello della
fibra, privata del rivestimento primario. I diametri della ferula e del foro, nonchè il
centraggio di quest’ultimo, devono essere realizzati con tolleranze sotto il micrometro.
Dopo il posizionamento della fibra nella ferula, è necessaria una finitura superficiale
perfetta dell’estremità della fibra. Dopo il taglio, la fibra viene lucidata (polishing)
utilizzando abrasivi a rugosità via via descescente e curando sempre la perpendicolarità
della superficie all’asse.
CONNETTORI
Per ridurre le perdite di riflessione all’interfaccia vetro-aria-vetro è conveniente realizzare
il contatto fisico tra le fibre accoppiate. Si hanno allora :
connettori PC - Physical Contact
In questo caso la superficie estrema non è piatta. ma con una convessità che garantisce il
contatto nell’accoppiamento.
Per i connettori di tipo PC il return loss tipico è inferiore a 30 dB.
Poichè i sistemi trasmissivi di ultima generazione tollerano sempre meno la riflessione di
potenza ottica dalla linea (in presenza di sempre maggiori potenze ottiche propaganti),
sono presenti anche connettori che abbattono drasticamente l’entità della potenza ottica
riflessa grazie all’obliquità delle superfici affacciate :
connettori APC - Angled Physical Contact
CONNETTORI
SC
FC
ETC
ST
LC
MTRJ
MASTERCORDS
PC8
CONNETTORI
Tipo di
connettori
Mode
Contact
Ferrules
Mating
a baionetta
ST
single / multi
PC
ceramic
metal
plastic
SC
single / multi
PC / APC
ceramic
a scatto
FC
single / multi
PC / APC
ceramic
a vite
Mastercords
single
APC
ceramic
a scatto
LC
single / multi
PC / APC
ceramic
a scatto
CONNETTORI
Adattatori e bussole per SC / FC / ST
Zirconia ceramic or phosphor bronze alignment sleeve.
*
Simplex or duplex versions.
*
All metal, all plastic or hybrid metal / plastic body .
*
APC version available for SC/APC to FC/APC connection.
*
Optical performance equal to standard in-line adapters.