MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
PRIMA PULSE 204
PRIMA MULTI 204
VERSIONE 0101-11
1 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
INDICE
1.
2.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
AVVERTENZE IMPORTANTI
CARATTERISTICHE TECNICHE
DISPOSITIVO PLC (POWER LINE CONTROL)
FUNZIONE DEL DISPOSITIVO PLC
CURVE PLC – PLC PANNELLO
STANDBY
CONTROLLO PICCHI DI CORRENTE
ALLACCIAMENTO DEL GAS
CARICAMENTO DELLE BOBINE DI FILO
DESCRIZIONE DEL FUNZIONAMENTO
REGOLAZIONE LUNGHEZZA ARCO
REGOLAZIONE DELLA INDUTTANZA
MODALITA’ DI SALDATURA
FRONTALE DIGITAL SENSOR
REGOLAZIONE MIG-MAG MANUALE
REGOLAZIONE MIG-MAG SINERGICO
REGOLAZIONE MIG-MAG SINERGICO PULSATO
REGOLAZIONE MIG-MAG SINERGICO LEVELS
REGOLAZIONE MIG-MAG SINERGICO PULSATO LEVELS
REGOLAZIONE TIG SINERGICO (solo MULTI 204)
REGOLAZIONE TIG SINERGICO PULSATO (solo MULTI 204)
REGOLAZIONE TIG MANUALE (solo MULTI 204)
REGOLAZIONE TIG MANUALE PULSATO (solo MULTI 204)
REGOLAZIONE BILANCIAMENTO IN TIG MANUALE PULSATO (solo MULTI 204)
REGOLAZIONE LO1 IN TIG MANUALE PULSATO (solo MULTI 204)
REGOLAZIONE TIG SINERGICO SPOT LIVELLI (solo MULTI 204)
REGOLAZIONE MMA (STICK) MANUALE (solo MULTI 204)
VERSIONE 0101-11
2 di 25
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
pag.
3
5
6
6
6
7
7
8
8
9
10
10
11
11
12
13
14
15
16
17
18
19
20
21
22
23
24
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
AVVERTENZE IMPORTANTI
PRIMA DELL’UTILIZZO DI QUESTO GENERATORE, LEGGETE ATTENTAMENTE IL CONTENUTO DI QUESTO
MANUALE; IL PRESENTE MANUALE DEVE ESSERE ARCHIVIATO IN LUOGO SICURO, NOTO ED
ACCESSIBILE A TUTTI GLI UTILIZZATORI DELLA MACCHINA PER TUTTO IL PERIODO OPERATIVO DELLA
STESSA.
QUESTO GENERATORE DEVE ESSERE UTILIZZATO SOLO E SOLTANTO PER LAVORI DI SALDATURA.
1. DICHIARAZIONE DI CONFORMITÀ
La macchina descritta in questo manuale, deve essere utilizzata in modo professionale ed in ambiente
possibilmente industriale. Sono costruite in conformità alle normative standardizzate EN 50199 (compatibilità
elettromagnetica) e EN 60974-1.
In caso di mal funzionamento richiedete l’intervento di personale qualificato.
1.1 NORMATIVE RAEE
Il simbolo riportato sull’imballo o sul prodotto indicano che lo stesso non può essere smaltito come normale rifiuto
domestico. La macchina deve essere consegnata agli appositi punti di raccolta e/o operatori specializzati per lo
smaltimento di rifiuti elettrici/elettronici. Grazie ad un corretto smaltimento delle parti e componenti della macchina
potrete prevenire conseguenze negative per la salute ambientale ed umana.
Per informazioni più precise vi invitiamo a contattare gli Uffici preposti del vostro Comune di residenza.
2. PRECAUZIONI DI SICUREZZA
L’arco elettrico generato in saldatura o taglio può essere dannoso per se stessi e per gli altri. L’operatore deve
pertanto essere ben informato ed istruito circa i rischi e pericoli qui di seguito descritti e derivanti da operazioni di
saldatura.
SHOCK ELETTRICO – PUÒ ESSERE FATALE
Collegate la macchina all’impianto elettrico di alimentazione nel pieno rispetto delle norme di
sicurezza applicabili, assicurandovi preventivamente che l’impianto stesso sia a norma e provvisto
di messa a terra.
Non toccate a mani nude elementi conduttivi o potenzialmente conduttivi della macchina, cavi ed
elettrodi della stessa, ed evitate l’utilizzo di guanti ed indumenti bagnati. Isolatevi dal pavimento e
dal pezzo da saldare. Assicuratevi di operare in un ambiente e posizione sicuri.
FUMI E GAS – POSSONO ESSERE DANNOSI PER LA SALUTE
Mantenete il viso lontano dai fumi di saldatura ed evitate di respirarne le esalazioni. Lavorate in
ambiente correttamente ventilato e munitevi di adeguate maschere e/o protezioni individuali ed
aspiratori.
RAGGI ULTRAVIOLETTI ED INFRAROSSI - POSSONO DANNEGGIARE GLI OCCHI E LA PELLE
Proteggete il viso ed occhi con maschere a lenti filtranti per saldatura, e coprite mani e corpo con
indumenti appropriati e sicuri. Garantite anche la sicurezza altrui predisponendo schermi o tende
protettive.
RISCHIO INCENDIO e BRUCIATURE
Gli spruzzi di saldatura possono essere fonte di incendio e bruciature alla pelle. Assicuratevi pertanto
di operare in ambiente privo di sostanze o materiali infiammabili ed indossate indumenti protettivi.
VERSIONE 0101-11
3 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
RUMORI
Questa macchina non produce rumori eccedenti gli 80 dB. Nel caso si consiglia l’utilizzo delle
precauzioni previste dalle normative vigenti.
PACEMAKERS
Il campo magnetico generato nel processo di saldatura ad arco potrebbe influenzare il
funzionamento di eventuali pacemakers. I portatori di pacemakers dovono preventivamente
consultare un medico e riceverne autorizzazione prima di operare.
ESPLOSIONI
Evitate di saldare in vicinanza di contenitori sotto pressione, polveri, fumi o gas esplosivi o
potenzialmente esplosivi. Bombole del gas e riduttori di pressioni devono essere in perfetto stato e
maneggiati con cura.
GENERALE
QUESTA MACCHINA È UN GENERATORE DI CORRENTE CONTINUA, COSTRUITO PER SALDARE
MATERIALI CONDUTTIVI (METALLI E LEGHE) MEDIANTE IL PROCESSO DI ARCO ELETTRICO E SOLO
TALE USO E' CONCESSO.
VERSIONE 0101-11
4 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
CARATTERISTICHE TECNICHE
MIG/MAG
TIG
MMA
1~ 230 V 50/60 Hz
16-25 A
5,4 KVA
5,4 KVA
5,4 KVA
8 ÷ 200 A
5 ÷ 200 A
10 ÷ 200 A
200 A 40%
180 A 60%
140 A 100%
200 A 40%
180 A 60%
140 A 100%
0,6-0,8-1,0 SG2
0,8-1,0 SST
1,0 Al
0,8-1,0 CuSi3%
---
---
ø 200 - 5 Kg
---
---
---
---
Electronic
IP 21 S
●
74 Kg
550 x 890 x 1190
VERSIONE 0101-11
200 A 40%
180 A 60%
130 A 100%
5 di 25
ø 1,5 ÷ 6
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
DISPOSITIVO PLC (POWER LINE CONTROLLER)
La macchina è provvista di un circuito elettronico brevettato denominato “PLC”.
L’interruttore ON-OFF è posizionato sul pannello frontale della macchina.
La corrente domestica (casa) viene normalmente limitata a 16A; per poter utilizzare la macchina
in ambiente domestico, posizionare l'interruttore su 16A.
ATTENZIONE: La spina di alimentazione della macchina deve essere di tipo industriale ≥16A se la macchina
viene utilizzata prevalentemente in ambiente industriale. In tal caso il dispositivo PLC andrà posizionato su 25A
(applicazioni industriali).
Impiegare spine di alimentazione superiori a 16A per applicazioni industriali.
FUNZIONE DEL DISPOSITIVO PLC
La serie di macchine PRIMA MULTI e PULSE 204 è basata su un generatore professionale per applicazioni
medio/leggere; i fattori di utilizzo (duty cycle) sono abbastanza spinti e l’architettura dell’inverter permette
correnti elevate.
Quando la macchina viene collegata ad una rete domestica (casa), dovrebbe essere montata sul cavo di
alimentazione una spina da 16A.
La corrente globale richiesta deve essere inferiore ai 16A al fine di evitare l’automatico scollegamento
dell’impianto.
A tal fine il dispositivo PLC controlla la corrente assorbita dalla macchina, inibendo automaticamente il processo
di saldatura nel momento in cui ci si avvicina ai 16A assorbiti.
Le capacità della macchina non vengono ridotte; solamente il ciclo di saldatura (duty cycle) viene limitato nel
momento in cui la corrente richiesta supera i limiti disponibili. Il grafico qui riportato evidenzia il tempo (ciclo) di
saldatura in funzione del tipo di corrente disponibile, industriale (rosso) o domestica (verde) per un processo
Mig.
CURVE PLC
Il grafico che segue, sulla base di quanto detto
precedentemente, mostra il fattore di utilizzo.
Le linee rosse sono relative a correnti industriali mentre le verdi
a correnti domestiche, limitate come detto a 16A. In
quest’ultimo caso il dispositivo PLC deve essere impostato
sulla posizione 16 A.
PLC - PANNELLO
Nel momento in cui il dispositivo PLC entra in funzione, blocca il
funzionamento della macchina ed il display frontale indicherà il
tempo necessario al ripristino (conto alla rovescia). Con il timer
a “0” il processo di saldatura potrà riprendere.
Fare riferimento alle curve (grafici) indicate al fine di evitare
interruzioni impreviste durante il processo di saldatura in
ambiente domestico.
VERSIONE 0101-11
6 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
STANDBY
La macchina entra in “STANDBY” quando non viene utilizzata in continuo in modo da ridurre i consumi a 10 W;
il led “STANDBY” sarà acceso.
La ventola di raffreddamento entra in funzione soltanto quando richiesto; nei processi di saldatura a correnti
basse, entra in funzione saltuariamente.
MOTOGENERATORE – CONTROLLO PICCHI DI CORRENTE
La macchina è di base predisposta per essere alimentata anche con motogeneratori e/o lunghi cavi di
alimentazione, entro limiti di tensione pari a 180 V e 270 V.
Nel momento in cui la tensione oltrepassa questi limiti, la macchina si blocca ed il display frontale indicherà il
picco di corrente rilevato, come mostrato in figura.
La macchina può essere ripristinata spegnendo ed accendendo nuovamente.
Display: indica il
valore del picco
di tensione
Display:
alimentazione
elettrica corretta
VERSIONE 0101-11
7 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
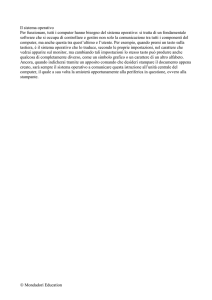
ALLACCIAMENTO DEL GAS
IL generatore è provvisto di due tubi per allacciamento del gas, un tubo è relativo alla bombola del gas tipo
ARGON per la saldatura di leghe di alluminio e leghe CU-Si, normalmente collegata alle uscite 1 e 2; l’altro tubo
relativo alla bombola del gas MIX, ARGON-CO2 (miscela 82%Ar - 18%CO2) per saldatura con filo tipo SG2 per
acciaio dolce, normalmente collegata alla uscita 3.
Altri tipi di gas e materiali possono essere utilizzati come ad esempio per la saldatura di acciaio inossidabile la
miscela consigliata è 98% ARGON e 2% CO2, in questo caso si consiglia di usare il gas dell'uscita 3 e
predisporre il programma sull'uscita 3 per la saldatura di acciaio inossidabile (SST).
Collegare il riduttore di pressione sulle bombole, collegare quindi i tubi del gas, aprire le bombole e regolare la
portata di gas a circa 14 litri-minuto per ognuna delle uscite.
ATTENZIONE:
Assicurarsi che le bombole siano ben fissate sul supporto bombola prima di procedere con la fase di saldatura.
CARICAMENTO DELLE BOBINE DI FILO
La macchina è predisposta per l’utilizzo di bobine di filo del diametro 200 mm, la saldatrice è in grado di saldare
qualsiasi materiale su ciascuna delle uscite torcia.
Nel settore delle carrozzerie, per semplificare l’utilizzo, consigliamo adoperare le sequenze filo seguenti.
Uscita “1” per saldatura di leghe di alluminio con filo di alluminio del Ø 1 mm.
Uscita “2” per saldatura di acciaio al carbonio con filo Cu-Si3, Ø 0,8-1,0 mm per saldabrasatura.
Uscita “3” per saldature di acciaio al carbonio con filo tipo SG2, Ø 0,6-0,8-1,0 mm.
Per ognuno dei gruppi traina filo:
a)
b)
c)
d)
Verificare che il posizionamento dei rulli traina filo corrispondano al diametro del filo utilizzato.
Posizionare la bobina, inserire il filo fra i rulli e nell’attacco Euro, serrate i rulli in maniera appropriata.
Collegare la torcia Mig/Mag.
Premere il pulsante della torcia; il filo uscirà lentamente per i primi 5 secondi, quindi si fermerà, sul display
apparirà “INC10”, a questo punto, rilasciare e ripremere rapidamente il pulsante, il filo riprenderà a scorre alla
velocità di circa 10 mt/min finché il pulsante rimarrà premuto, in questa fase l’uscita del gas è inibita per evitare
sprechi inutili.
VERSIONE 0101-11
8 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
DESCRIZIONE DEL FUNZIONAMENTO :
Pannello attacchi Torcia Multi 204
Pannello attacchi Torcia Pulse 204
La saldatrice PRIMA MULTI 204 è predisposta per saldature su 5 uscite torcia indipendenti.
La saldatrice PRIMA PULSE 204 è predisposta per saldature su 3 uscite torcia indipendenti.
ATTENZIONE:
TRAMITE I PULSANTI DI SALDATURA POSTI SU OGNI TORCIA, SI RICHIAMANO
ANCHE I RELATIVI PROGRAMMI CON LE REGOLAZIONI MEMORIZZATE.
AD OGNI SALDATURA, LE REGOLAZIONI SI MEMORIZZANO E RIMANGONO LE
STESSE PER UN USO SUCCESSIVO, ANCHE DOPO AVERE UTILIZZATO UN'ALTRA
TORCIA O DOPO AVER SPENTO LA SALDATRICE.
IMPORTANTE
LA MANOVRA NECESSARIA, PRIMA DI INNIZIARE QUALSIASI SALDATURA,
E’ DI SCHIACCIARE IL PULSANTE DELLA TORCIA CON CUI SI VUOLE
OPERARE, LA MACCHINA RICONOSCE LA TORCIA E SI DISPONE SUL
PROGRAMMA RICHIAMATO CON LA POSSIBILITÀ DI IMPOSTARE E/O
MODIFICARE I PARAMETRI PRIMA DI SALDARE.
VERSIONE 0101-11
9 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
ATTENZIONE:
lo spessore del materiale base viene calcolato considerando una normale saldatura orizzontale. Nel caso di
giunti o posizioni diverse, aumentate o diminuite i valori corrente/spessori.
REGOLAZIONE DELLA LUNGHEZZA D'ARCO
La lunghezza dell'arco ha effetti termici sulla saldatura da eseguire e quindi dipende anche dallo spessore del
pezzo in saldatura.
Effetti della lunghezza d'arco sulla saldatura.
ARCO LUNGO (+):
La saldatura diventa più piana e il cordone si allarga, come
conseguenza la temperatura della saldatura aumenta.
ARCO CORTO (-):
La saldatura diventa più concentrata ed il cordone si restringe,
come conseguenza la temperatura della saldatura si abbassa.
REGOLAZIONE DELLA INDUTTANZA
Effetto della regolazione della induttanza sul cordone di saldatura.
INDUTTANZA ALTA (+)
Con induttanza alta, la saldatura si
allarga e diminuisce la penetrazione
INDUTTANZA BASSA (-)
Con induttanza bassa, la saldatura si restringe a
gobba ed aumenta la penetrazione
VERSIONE 0101-11
10 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
MODALITA’ DI SALDATURA:
-GENERATORE PRIMA PULSE 200 CON 5 MODALITA’ DI SALDATURA.
MIG/MAG Manuale, MIG/MAG Sinergico, MIG/MAG Sinergico Pulsato, MIG/MAG Sinergico Livelli,
-GENERATORE PRIMA MULTI 204 CON 11 MODALITA’ DI SALDATURA.
MIG/MAG Sinergico Pulsato Livelli, TIG Sinergico, TIG Sinergico Pulsato, TIG Manuale, TIG manuale Pulsato, TIG
Sinergico Spot Livelli, MMA Manuale.
FRONTALE DIGITAL SENSOR:
Modalità manuale
Modalità manuale
Spessore lamiera
All. alimentazione
Modalità sinergico
Saldatura Mig/Mag
Lunghezza arco
All. temperatura
Saldatura elettrodo
Velocità filo
Antisticking
Sinergia
Arco pulsato
Timer spot
Ø filo
Rampa
2 tempi
Modalità Tig
Post gas
2 tempi con rampe
Filo saldobrasatura
Modalità arco pulsato
Hot start
Alluminio/Magnesio
Ø Elettrodo
Induttanza
Modalità arco pulsato
Spessore lamiera
Materiale
Acciaio al carbonio
Alluminio/Silicio
Corrente reale
Timer
Alluminio/rame
Corrente saldatura
Standby
Acciaio inox
Tensione corrente
Allarmi
VERSIONE 0101-11
11 di 25
4 tempi
4 tempi con rampe
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
REGOLAZIONE MIG/MAG MANUALE
Viene utilizzata questa regolazione quando si vuole impiegare la saldatrice come generatore inverter con
distinte regolazioni della tensione dell'arco, della velocità del filo, dell’induttanza e del post-gas.
Icona della
modalità di
saldatura MIG
MANUALE
Display: visualizza la
tensione in volt dell'arco;
durante la saldatura
visualizza la corrente
dell’arco in ampere:
agire sui tasti (+) e (-)
per variare i valori
Display: visualizza i
valori velocità del
filo, induttanza e
post gas
Icona
velocità filo
Visualizza lo stato
del generatore e gli
eventuali allarmi
Icona modalità
manuale
Icona post gas
Icona induttanza
Tasto selezione
modalità di
saldatura:
toccare il tasto
fino a illuminare
l’icona MANUAL
Tasto selezione
modalità di
saldatura: toccare
il tasto fino a
illuminare l’icona
MIG
Tasto (–)
diminuisce
i valori
Tasto (+)
aumenta i
valori
Icone
modalità
pulsante
torcia
Tasto selezione velocità filo, valore
di induttanza e post gas: toccare il
tasto fino a illuminare l’icona
desiderata: agire sui tasti (+) e (-)
per variare i valori
Seleziona modalità
pulsante torcia: timer,
due tempi, due tempi con
rampe, quattro tempi, e
quattro tempi con rampe:
toccare il tasto fino a
illuminare l’icona
desiderata
Saldatura in Mig/Mag Manuale, premere il pulsante della torcia che si intende usare, quindi selezionare l'icona
“MANUAL”, eseguire le regolazioni e quindi saldare. Ogni regolazione è memorizzata e rimane disponibile
anche dopo lo spegnimento del generatore.
VERSIONE 0101-11
12 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
REGOLAZIONE MIG/MAG SINERGICO
Mig/Mag Sinergico, indica quel sistema di regolazione, nel quale, anziché regolare ognuno dei parametri che
concorrono alla qualità della saldatura, viene regolato un solo valore e tutti gli altri vengono impostati
automaticamente dalla macchina in funzione di programmi interni, selezionabili dal pannello frontale con il
principio del materiale da saldare e del tipo di filo utilizzato.
Icona del
tipo di filo di
saldatura
Icona
modalità
sinergica
induttanza
Tasto
selezione
modalità di
saldatura:
toccare il
tasto fino a
illuminare
l’icona MIG
SYNERGIC
Display: visualizza la
corrente di saldatura
impostata in ampere:
agire sui tasti (+) e (-)
per variare i valori
Display: visualizza lo
spessore del materiale
di base da saldare,
lunghezza arco e
induttanza
Display Ø
filo
Tasto
selezione del
tipo di filo di
saldatura:
toccare il tasto
fino a
illuminare
l’icona
desiderata
Tasto
selezione Ø
filo di
saldatura:
toccare il tasto
fino a
illuminare
l’icona
desiderata
Icona
lunghezza
dell’arco
Visualizza lo
stato del
generatore e
gli eventuali
allarmi
Icona
induttanza
Tasto (–)
diminuisce
i valori
Tasto (+)
aumenta i
valori
Icone
modalità
pulsante
torcia
Tasto selezione lunghezza dell'arco
e induttanza: agire sui tasti (+) e (-)
per variare i valori
Seleziona modalità
pulsante torcia:
timer, due tempi,
due tempi con
rampe, quattro
tempi, e quattro
tempi con rampe:
toccare il tasto fino
a illuminare l’icona
desiderata
Saldatura in Mig/Mag Sinergico, premere il pulsante della torcia che si intende usare, quindi selezionare l'icona
“SINERGIC”, scegliere il programma con il materiale ed il diametro del filo, eseguire poi le regolazioni
impostando i valori e quindi saldare, ogni regolazione è memorizzata e rimane disponibile anche dopo lo
spegnimento del generatore.
VERSIONE 0101-11
13 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
REGOLAZIONE MIG/MAG SINERGICO PULSATO
Mig/Mag Sinergico Pulsato indica quel sistema di regolazione, nel quale, anziché regolare ognuno dei parametri
che concorrono alla qualità della saldatura, viene regolato un solo valore e tutti gli altri vengono impostati
automaticamente dalla macchina in funzione di programmi interni, selezionabili dal pannello frontale con il
principio del materiale da saldare e del tipo di filo utilizzato. Arco pulsato è uno speciale procedimento di
saldatura, che permette di saldare in condizione di trasferimento Pulsed-Arc anche a basse e bassissime
correnti ed è quindi indicato nelle saldature di precisione e di spessori sottili.
Icona del
tipo di filo di
saldatura
Display: visualizza la
corrente di saldatura
impostata in ampere:
agire sui tasti (+) e (-)
per variare i valori
Display: visualizza lo
spessore del materiale di
base da saldare, lunghezza
arco, induttanza e
doppio pulsato
Icona
lunghezza
dell’arco
Visualizza lo
stato del
generatore e
gli eventuali
allarmi
Icona
modalità
pulsato
Display Ø
filo
Tasto
selezione
modalità di
saldatura:
toccare il
tasto fino a
illuminare
l’icona MIG
PULSE
Tasto
selezione del
tipo di filo di
saldatura:
toccare il tasto
fino a
illuminare
l’icona
desiderata
Icona doppio
pulsato
Tasto
selezione Ø
filo di
saldatura:
toccare il tasto
fino a
illuminare
l’icona
desiderata
Tasto (–)
diminuisce
i valori
Icona
induttanza
Tasto (+)
aumenta i
valori
Icone
modalità
pulsante
torcia
Tasto selezione lunghezza
dell'arco, induttanza e doppio
pulsato: agire sui tasti (+) e (-) per
variare i valori
Seleziona modalità
pulsante torcia:
timer, due tempi,
due tempi con
rampe, quattro
tempi, e quattro
tempi con rampe:
toccare il tasto fino
a illuminare l’icona
desiderata
Saldatura in Mig/Mag Sinergico Pulsato, premere il pulsante della torcia che si intende usare, quindi selezionare
l'icona “MIG PULSE”, scegliere il programma con il materiale ed il diametro del filo, eseguire poi le regolazioni
impostando i valori e quindi saldare. Ogni regolazione è memorizzata e rimane disponibile anche dopo lo
spegnimento del generatore.
VERSIONE 0101-11
14 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
REGOLAZIONE MIG/MAG SINERGICO LEVELS
In Mig Sinergico Livelli sono preimpostate le regolazioni della macchina per gli spessori comuni all'uso del
generatore nelle riparazioni nell'ambiente delle carrozzerie e affini.
La caratteristica di saldatura è quella MIG con regolazione sinergica con la differenza che la regolazione viene
effettuata solo sullo spessore del pezzo da saldare. Nella funzione TIMER, sono memorizzati i valori per
eseguire punti di saldatura con la ottimale regolazione tra corrente e tempo di saldatura.
Icona del
tipo di filo di
saldatura
Display: visualizza
lo spessore del
materiale di base da
saldare in millimetri
Display: visualizza
incremento dei
valori di corrente in
ampere (+) o (-)
Visualizza lo
stato del
generatore e
gli eventuali
allarmi
Icone
sinergico
livelli
Display Ø
filo
Tasto
selezione
modalità di
saldatura:
toccare il
tasto fino a
illuminare
l’icona MIG
SINERGIC
LEVELS
Tasto
selezione del
tipo di filo di
saldatura:
toccare il tasto
fino a
illuminare
l’icona
desiderata
Tasto
selezione Ø
filo di
saldatura:
toccare il tasto
fino a
illuminare
l’icona
desiderata
Tasto (–)
diminuisce
i valori
Tasto (+)
aumenta i
valori
Tasto selezione del valore di
incremento o decremento della
corrente di saldatura in amper,
nei vari livelli: agire sui tasti (+)
e (-) per variare i valori
Icone
modalità
pulsante
torcia
Seleziona modalità
pulsante torcia:
timer, due tempi:
toccare il tasto fino
a illuminare l’icona
desiderata
Saldatura in Mig/Mag Sinergico Livelli, premere il pulsante della torcia che si intende usare, quindi premere il
pulsante di scelta procedimento fino a che l'icona “MIG SYNERGIC” è accesa contemporaneamente all'icona
“LEVELS”, scegliere il programma con il materiale ed il diametro del filo.
Eseguire le regolazioni scegliendo lo spessore del pezzo e quindi saldare, ogni regolazione è memorizzata e
rimane disponibile anche dopo lo spegnimento del generatore.
Per spessori intermedi, scegliere lo spessore superiore; la regolazione in spessore è relativa al giunto testa a
testa, per saldature ad angolo impostare uno spessore del 50% più elevato.
VERSIONE 0101-11
15 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
REGOLAZIONE MIG/MAG SINERGICO PULSATO LEVELS
In Mig/Mag Sinergico Pulsato Livelli sono preimpostate le regolazioni della macchina per gli spessori comuni
all'uso del generatore nelle riparazioni nell'ambiente delle carrozzerie e affini.
La caratteristica di saldatura è quella MIG PULSATO e la regolazione viene effettuata solo sullo spessore del
pezzo da saldare. Nella funzione TIMER, sono memorizzati i valori per eseguire punti di saldatura con la
ottimale regolazione tra corrente e tempo di saldatura.
Display: visualizza
lo spessore del
materiale di base
da saldare
Icona del
tipo di filo di
saldatura
Display: visualizza
incremento dei
valori di corrente in
ampere (+) o (-)
Visualizza lo
stato del
generatore e
gli eventuali
allarmi
Icona
pulsato
livelli
Display Ø
filo
Tasto
selezione
modalità di
saldatura:
toccare il
tasto fino a
illuminare
l’icona MIG
PULSE
LEVELS
Tasto
selezione
del tipo di
filo di
saldatura:
toccare il
tasto fino a
illuminare
l’icona
desiderata
Tasto
selezione Ø
filo di
saldatura:
toccare il
tasto fino a
illuminare
l’icona
desiderata
Tasto (–)
diminuisce
i valori
Tasto (+)
aumenta i
valori
Tasto selezione del valore di
incremento o decremento della
corrente di saldatura in amper,
nei vari livelli: agire sui tasti (+)
e (-) per variare i valori
Icone
modalità
pulsante
torcia
Seleziona modalità
pulsante torcia:
timer, due tempi:
toccare il tasto fino
a illuminare l’icona
desiderata
Saldatura in Mig/Mag Sinergico Pulsato Livelli, premere il pulsante della torcia che si intende usare, quindi
premere il pulsante di scelta modalità di saldatura fino a che l'icona “MIG PULSE” è accesa
contemporaneamente all'icona “LEVELS”, scegliere poi il programma con il materiale ed il diametro del filo.
Eseguire la regolazione scegliendo lo spessore del pezzo e quindi saldare, ogni regolazione è memorizzata e
rimane disponibile anche dopo lo spegnimento del generatore.
Per spessori intermedi, scegliere lo spessore superiore; la regolazione in spessore è relativa al giunto testa a
testa, per saldature ad angolo impostare uno spessore del 50% più elevato.
VERSIONE 0101-11
16 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
REGOLAZIONE TIG SINERGICO (Solo Prima Multi 204)
Tig Sinergico, indica quel sistema di regolazione, nel quale, anziché regolare ognuno dei parametri che
concorrono alla qualità della saldatura, viene regolato un solo valore e tutti gli altri vengono impostati
automaticamente dalla macchina in funzione di programmi interni, selezionabili dal pannello frontale con il
principio del materiale da saldare e del diametro dell’elettrodo.
Visualizza il
materiale da
saldare SG2
(acciaio)
Visualizza il
materiale da
saldare SST
(Inox)
Display: visualizza
valori corrente in
ampere
Display: visualizza
lo spessore del
materiale di base
da saldare
Visualizza lo
stato del
generatore e
gli eventuali
allarmi
Display Ø
elettrodo
Tasto selezione
modalità di
saldatura:
toccare il tasto e
fare illuminare le
icone SG2
(acciaio) o SST
(inox), SYN
Tasto selezione
Ø elettrodo di
tungsteno:
toccare il tasto
più volte, sul
display appaiono
in sequenza i Ø
richiesti
Tasto (–)
diminuisce
i valori
Tasto (+)
aumenta i
valori
Icone
modalità
pulsante
torcia
Seleziona modalità
pulsante torcia:
timer, due tempi,
due tempi con
rampe, quattro
tempi, e quattro
tempi con rampe:
toccare il tasto fino
a illuminare l’icona
desiderata
Saldatura in Tig Sinergico, collegare la torcia TIG, premere il pulsante, quindi selezionare l'icona “SYN”,
scegliere il programma con il materiale ed il diametro dell’elettrodo di tungsteno, eseguire poi le regolazioni
impostando i valori e quindi saldare. Ogni regolazione è memorizzata e rimane disponibile anche dopo lo
spegnimento del generatore.
VERSIONE 0101-11
17 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
REGOLAZIONE TIG SINERGICO PULSATO (Solo Prima Multi 204)
Tig Sinergico Pulsato indica quel sistema di regolazione, nel quale, anziché regolare ognuno dei parametri che
concorrono alla qualità della saldatura, viene regolato un solo valore e tutti gli altri vengono impostati
automaticamente dalla macchina in funzione di programmi interni, selezionabili dal pannello frontale con il
principio del materiale da saldare e del diametro dell’elettrodo. Saldatura Tig ad arco pulsato è uno speciale
procedimento di saldatura, che permette di saldare in condizione anche a basse e bassissime correnti ed è
quindi indicato nelle saldature di precisione e di spessori sottili.
Visualizza il
materiale da
saldare SG2
(acciaio)
Visualizza il
materiale
da saldare
SST (Inox)
Display:
visualizza icona
saldatura ad
arco pulsato
Display: visualizza
valori corrente in
ampere
Display: visualizza
lo spessore del
materiale di base
da saldare
Visualizza lo
stato del
generatore e
gli eventuali
allarmi
Display Ø
elettrodo
Tasto selezione
modalità di
saldatura:
toccare il tasto e
fare illuminare le
icone SG2
(acciaio) o SST
(inox), SYN
Tasto selezione
Ø elettrodo di
tungsteno:
toccare il tasto
più volte, sul
display appaiono
in sequenza i Ø
richiesti e la
funzione pulsato
Tasto (–)
diminuisce
i valori
Tasto (+)
aumenta i
valori
Icone
modalità
pulsante
torcia
Seleziona modalità
pulsante torcia:
due tempi, due
tempi con rampe,
quattro tempi, e
quattro tempi con
rampe: toccare il
tasto fino a
illuminare l’icona
desiderata
Saldatura in Tig Sinergico Pulsato, premere il pulsante della torcia Tig, quindi selezionare l'icona “SYN”,
scegliere il programma con il materiale, il diametro dell’elettrodo e la funzione pulsato, eseguire poi la
regolazione impostando la corrente-spessore del pezzo e quindi saldare, ogni regolazione è memorizzata e
rimane disponibile anche dopo lo spegnimento del generatore.
VERSIONE 0101-11
18 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
REGOLAZIONE TIG MANUALE (Solo Prima Multi 204)
Viene utilizzata questa regolazione quando si vuole impiegare la saldatrice come generatore Tig inverter con
distinte regolazioni della corrente dell'arco, timer, rampa e post-gas.
Visualizza
modalità
TIG manuale
Visualizza
modalità TIG
Display:
visualizza i
valori di timer,
rampa e postgas in secondi
Display:
visualizza il
valore corrente
in ampere
Visualizza lo
stato del
generatore e
gli eventuali
allarmi
Icona post gas
Tasto selezione
modalità TIG MAN:
toccare il tasto fino
a che si illumina
l’icona desiderata
Tasto selezione
modalità TIG,
TIG PULSATO:
toccare il tasto
fino a illuminare
l’icona desiderata
Tasto (–)
diminuisce
i valori
Tasto (+)
aumenta i
valori
Tasto selezione del
valore di post-gas:
agire sui tasti (+) e (-)
per variare i valori
Icone
modalità
pulsante
torcia
Seleziona modalità
pulsante torcia: timer,
due tempi, due tempi
con rampe, quattro
tempi, e quattro tempi
con rampe: toccare il
tasto fino a illuminare
l’icona desiderata
Saldatura in Tig Manuale, premere il pulsante della torcia Tig, quindi selezionare l'icona “MAN”, eseguire poi la
regolazione impostando la corrente-spessore del pezzo da saldare, valore post-gas e quindi saldare, ogni
regolazione è memorizzata e rimane disponibile anche dopo lo spegnimento del generatore.
VERSIONE 0101-11
19 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
REGOLAZIONE TIG MANUALE PULSATO (Solo Prima Multi 204)
Viene utilizzata questa regolazione quando si vuole impiegare la saldatrice come generatore Tig inverter con
distinte regolazioni della corrente dell'arco, timer, rampa, funzione pulsato, frequenza pulsato, bilanciamento e
lo1 e post-gas.
Visualizza
modalità TIG
manuale
Visualizza
modalità TIG
Manuale
Pulsato
Display: visualizza la
frequenza da 0,5 a
200 Hz, timer, rampa
e valore del post-gas
Display:
visualizza il
valore corrente
in ampere
Visualizza lo
stato del
generatore e
gli eventuali
allarmi
Icona Frequenza Pulsato
Icona post gas
Tasto selezione
modalità
TIG MANUALE:
toccare il tasto fino
a che si illumina
l’icona desiderata
Tasto selezione
modalità TIG e
TIG PULSATO:
toccare il tasto
fino a illuminare
l’icona
desiderata
Tasto (–)
diminuisce
i valori
Tasto (+)
aumenta i
valori
Tasto selezione della
frequenza, timer, rampa e
post-gas: agire sui tasti
(+) e (-) per variare i valori
Icone
modalità
pulsante
torcia
Seleziona modalità
pulsante torcia:
timer, due tempi,
due tempi con
rampe, quattro
tempi, e quattro
tempi con rampe:
toccare il tasto fino
a illuminare l’icona
desiderata
Saldatura in Tig Manuale Pulsato, premere il pulsante della torcia Tig, quindi selezionare le icone “MAN” e
Pulsato, eseguire poi la regolazione impostando la corrente-spessore del pezzo da saldare, frequenza del
pulsato, valore post-gas e quindi saldare, ogni regolazione è memorizzata e rimane disponibile anche dopo lo
spegnimento del generatore.
VERSIONE 0101-11
20 di 25
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
REGOLAZIONE BILANCIAMENTO IN TIG MANUALE PULSATO (Solo Prima Multi 204)
Questa regolazione consente di determinare la percentuale fra i tempi caldi e freddi nella saldatura pulsata,
esempio: impostando il valore 50 avremo 50% tempo caldo e 50% tempo freddo.
Visualizza
modalità TIG
Manuale
Visualizza
modalità Tig
Manuale Pulsato
Tasto selezione
modalità Tig
Manuale: toccare il
tasto fino a che si
illumina l’icona
desiderata
VERSIONE 0101-11
Tasto selezione
modalità TIG
PULSATO:
toccare il tasto
fino a che si
illumina l’icona
desiderata
Display:
visualizza la
percentuale di
bilanciamento
Tasto (–)
diminuisce
i valori
Display: visualizza
BAL bilanciamento
Tasto (+)
aumenta i
valori
In modalità Tig Pulsato, mantenere
premuto il tasto per due secondi si
illumina il display BAL bilanciamento:
agire sui tasti (+) e (-) per variare i
valori
21 di 25
Visualizza lo stato
del generatore e gli
eventuali allarmi
Icone
modalità
pulsante
torcia
Seleziona
modalità pulsante
torcia: timer, due
tempi, due tempi
con rampe,
quattro tempi, e
quattro tempi con
rampe: toccare il
tasto fino a
illuminare l’icona
desiderata
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
REGOLAZIONE LO1 IN TIG MANUALE PULSATO (Solo Prima Multi 204)
Questa regolazione consente di determinare la percentuale di corrente di saldatura del tempo freddo, rispetto
alla corrente di saldatura effettiva: esempio: impostando il valore 50, avremo la corrente di saldatura di tempo
freddo inferiore del 50%, rispetto alla corrente di saldatura effettiva del tempo caldo.
Visualizza
modalità TIG
Manuale
Visualizza
modalità Tig
Manuale Pulsato
Tasto selezione
modalità Tig
Manuale: toccare il
tasto fino a che si
illumina l’icona
desiderata
VERSIONE 0101-11
Display: visualizza la
percentuale del valore
LO1 della corrente di
bilanciamento
Tasto selezione
modalità Tig
Pulsato: toccare
il tasto fino a che
si illumina l’icona
desiderata
Tasto (–)
diminuisce
i valori
Display:
visualizza LO1
Tasto (+)
aumenta i
valori
In modalità Tig pulsato, mantenere
premuto il tasto per due secondi si
illumina il display BAL, ritoccando il
tasto si illumina LO1: agire sui tasti
(+) e (-) per variare i valori
22 di 25
Icone
modalità
pulsante
torcia
Visualizza lo stato
del generatore e gli
eventuali allarmi
Seleziona
modalità pulsante
torcia: timer, due
tempi, due tempi
con rampe,
quattro tempi, e
quattro tempi con
rampe: toccare il
tasto fino a
illuminare l’icona
desiderata
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
REGOLAZIONE TIG SINERGICO SPOT LIVELLI (Solo Prima Multi 204)
In Tig Sinergico Spot Livelli, nella funzione TIMER, sono memorizzati i valori di corrente e tempo di saldatura
per eseguire punti di saldatura per gli spessori comuni all'uso del generatore nelle riparazioni nell'ambiente delle
carrozzerie e affini. La caratteristica di saldatura è quella TIG con regolazione sinergica, sulla base dello
spessore del pezzo da saldare.
Visualizza il
materiale da
saldare SG2
(acciaio)
Display: visualizza
lo spessore del
materiale di base da
saldare in millimetri
Visualizza il
materiale da
saldare SST
(acciaio)
Visualizza lo
stato del
generatore e
gli eventuali
allarmi
Display Ø
elettrodo
Tasto selezione
modalità di
saldatura: toccare
il tasto e fare
illuminare le icone
SG2 (acciaio) o
SST (inox), TIG e
SYN
VERSIONE 0101-11
Tasto selezione
Ø elettrodo di
tungsteno:
toccare il tasto
più volte, sul
display appaiono
in sequenza i Ø
richiesti
Tasto (–)
diminuisce
i valori
23 di 25
Tasto (+)
aumenta i
valori
Icone
modalità
pulsante
Seleziona
modalità pulsante
torcia: TIMER
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
REGOLAZIONE MMA (Stick) MANUALE (Solo Prima Multi 204)
Viene utilizzata questa regolazione nella saldatura di elettrodi rivestiti, quando si vuole impiegare la saldatrice
come generatore inverter con regolazioni della corrente di saldatura.
Visualizza
modalità di
saldatura MMA
Stick manuale
Display: visualizza la
corrente di HOT
START in percentuale:
agire sui tasti (+) e (-)
per variare i valori
Display: visualizza la
corrente in ampere:
agire sui tasti (+) e (-)
per variare i valori
Visualizza lo
stato del
generatore e
gli eventuali
allarmi
Icona MMA
(Stick)
Icona modalità
manuale
Tasto selezione
modalità di
saldatura:
toccare il tasto
fino a illuminare
l’icona MANUAL
VERSIONE 0101-11
Tasto selezione
modalità di
saldatura:
toccare il tasto
fino a illuminare
l’icona STICK
Tasto (–)
diminuisce
i valori
24 di 25
Tasto (+)
aumenta i
valori
Icona
HOT
START
Tasto selezione
del valore di
HOT START:
agire sui tasti
(+) e (-) per
variare i valori
MANUALE ISTRUZIONI
ISTRUZIONI
PRIMA PULSE 204 - PRIMA MULTI 204
PRIMA
PRIMA SRL
I - 35020 ALBIGNASEGO / PD Via Garibaldi, 28
Tel. +39 049 8625963 r.a. - Fax. +39 049 8625968
P. IVA 00069400281
Reg. Impr. PD 43705 – R.E.A. PD 247779
Capitale Sociale Int. Vers. € 100.000,00
http: www.primasald.com
VERSIONE 0101-11
25 di 25