POLITECNICO DI MILANO
Corso di Laurea Magistrale in Ingegneria Aeronautica
Scuola di Ingegneria Industriale e dell’Informazione
Dipartimento di Scienze e Tecnologie Aerospaziali
Progetto di un generatore di
getti ipersonici
Relatore: Prof. Marco Belan
Tesi di Laurea di:
Andrea Claudio Natali, matricola 780990
Anno Accademico 2013-2014
A mamma, papà, Ia e Giulia
A Nastasia
A me stesso
iii
Indice
Sommario
xii
Ringraziamenti
xiii
1 Introduzione
1
2 I getti ipersonici
3
2.1 Fenomenologia e classificazione dei getti . . . . . . . . . . . . 3
2.2 Caratteristiche principali dei getti ipersonici isoentropici . . . 7
2.3 Gli ugelli per la generazione dei getti . . . . . . . . . . . . . . 14
3 Setup sperimentale
3.1 Impianto camera a vuoto . . . . . . . . . . . . . . . . . . . .
3.1.1 Caratteristiche principali della camera a vuoto . . . .
3.1.2 Sistema di generazione dei getti: gli ugelli . . . . . .
3.1.3 Sistema di visualizzazione e misura . . . . . . . . . .
3.1.4 Sistema di acquisizione di immagini . . . . . . . . . .
3.1.5 Modalità di funzionamento . . . . . . . . . . . . . . .
3.2 Serbatoio di riscaldamento . . . . . . . . . . . . . . . . . . .
3.2.1 Requisiti di progetto . . . . . . . . . . . . . . . . . .
3.2.2 Descrizione del dispositivo e della modalità di funzionamento . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.3 Dimensionamento dei collegamenti filettati . . . . . .
3.2.4 Dimensionamento guarnizioni e O-Ring . . . . . . . .
3.2.5 Dimensionamento del sistema di riscaldamento . . . .
3.2.6 Dimensionamento elettrovalvola rapida . . . . . . . .
3.2.7 Sistemi di misura e di controllo . . . . . . . . . . . .
3.2.7.1 Temperatura . . . . . . . . . . . . . . . . .
3.2.7.2 Pressione . . . . . . . . . . . . . . . . . . .
3.2.7.3 Riscaldamento del gas . . . . . . . . . . . .
3.2.7.4 Elettrovalvola rapida . . . . . . . . . . . . .
v
.
.
.
.
.
.
.
.
17
17
17
18
19
21
22
23
23
.
.
.
.
.
.
.
.
.
.
25
29
32
35
38
41
41
43
45
45
INDICE
4 Procedure operative
4.1 Montaggio e preparazione del dispositivo . . . . . . . .
4.2 Prove di collaudo del dispositivo . . . . . . . . . . . . .
4.3 Preparazione delle prove sperimentali . . . . . . . . . .
4.3.1 Regolazione del temporizzatore . . . . . . . . .
4.3.2 Regolazione della potenza di riscaldamento . . .
4.3.3 Regolazione del tempo di apertura e della corsa
valvola rapida . . . . . . . . . . . . . . . . . . .
4.3.4 Caricamento del gas di lavoro nel serbatoio . . .
4.3.5 Preparazione dell’ambiente in camera di prova .
. . .
. . .
. . .
. . .
. . .
della
. . .
. . .
. . .
.
.
.
.
.
51
51
52
56
57
59
. 59
. 60
. 61
5 Risultati
63
5.1 Prestazioni dell’elettrovalvola rapida . . . . . . . . . . . . . . 63
5.2 Visualizzazione dei getti . . . . . . . . . . . . . . . . . . . . . 65
6 Conclusioni e sviluppi futuri
71
6.1 Conclusioni . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
6.2 Sviluppi futuri . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
Bibliografia
73
A Tavole progettuali del serbatoio di riscaldamento
77
B Circuito di controllo dell’elettrovalvola rapida
93
vi
Elenco delle figure
2.1
2.2
2.9
2.10
2.11
2.12
2.13
2.14
Topologia di un getto leggermente sottoespanso . . . . . . . .
Metodo delle caratteristiche applicato ad un getto leggermente
sottoespanso . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Struttura ideale di un getto supersonico stazionario leggermente sottoespanso . . . . . . . . . . . . . . . . . . . . . . . .
Struttura di un getto supersonico stazionario fortemente sottoespanso . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Topologia di un getto leggermente sovraespanso . . . . . . . .
Topologia di un getto adattato . . . . . . . . . . . . . . . . . .
Topologia di un getto reale . . . . . . . . . . . . . . . . . . . .
Simulazione numerica dell’evoluzione temporale di un getto
supersonico adattato . . . . . . . . . . . . . . . . . . . . . . .
Strutture di testa di di un getto supersonico . . . . . . . . . .
Nodi di emissione di un getto supersonico . . . . . . . . . . . .
Struttura dettagliata della testa di un getto supersonico. . . .
Urto triplo e disco di Mach nella testa di un getto supersonico
Simulazione numerica di un getto supersonico . . . . . . . . .
Ugelli per getti Mach = 10, 15, 20 . . . . . . . . . . . . . . . .
8
9
10
11
11
13
14
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
3.10
3.11
3.12
Camera a vuoto in configurazione completa . . . . . . .
Camera a vuoto nella configurazione utilizzata. . . . . .
Gruppo di pompaggio. . . . . . . . . . . . . . . . . . .
Cannone elettronico . . . . . . . . . . . . . . . . . . . .
Modello V210 Phantom . . . . . . . . . . . . . . . . .
MCP: Micro Channel Plate . . . . . . . . . . . . . . .
Intensificatore: componenti e schema di funzionamento
Sezione A-A del dispositivo. . . . . . . . . . . . . . . .
Sezione B-B del dispositivo. . . . . . . . . . . . . . . .
Render 3D del serbatoio di riscaldamento. . . . . . . .
Render 3D del fondello di chiusura. . . . . . . . . . . .
Render 3D della valvola rapida. . . . . . . . . . . . . .
18
18
19
20
21
22
22
26
27
27
28
29
2.3
2.4
2.5
2.6
2.7
2.8
vii
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
4
4
5
5
6
6
7
ELENCO DELLE FIGURE
3.13
3.14
3.15
3.16
3.17
3.18
3.19
3.20
3.21
3.22
3.23
3.24
Render 3D della molla antagonista. . . . . . . . . . . . . . . .
Esempi applicativi O-Ring di tenuta . . . . . . . . . . . . . .
Determinazione della compressione di un O-Ring . . . . . . . .
O-Ring: pressione dall’interno . . . . . . . . . . . . . . . . . .
Sede O-Ring . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Applicazione corretta ed errata di un O-Ring . . . . . . . . . .
Disposizione filo Ni-Cr e accorgimenti tecnici per l’isolamento.
Termocoppia Correge di tipo K . . . . . . . . . . . . . . . . .
Rappresentazione di un sistema di misura . . . . . . . . . . .
Schema di controllo della fase di riscaldamento del gas. . . . .
Schema interno di un integrato ONE-SHOT SN74LS221N. . .
Modalità di collegamento di resistenze e condensatori all’integrato SN74LS221N. . . . . . . . . . . . . . . . . . . . . . . . .
3.25 Disegno di particolare del circuito di controllo dell’elettrovalvola: transistor MJ 11016. . . . . . . . . . . . . . . . . . . . .
3.26 Disegno di particolare del circuito di controllo dell’elettrovalvola: transistor MJ 11015 e BDX53C. . . . . . . . . . . . . . .
3.27 Unità di controllo del serbatoio - pannello frontale. . . . . . .
4.1
4.2
47
48
48
49
4.7
Serbatoio di riscaldamento in configurazione operativa. . . .
Curva di perdita di potenza al variare della massa di gas
elaborato (aria). . . . . . . . . . . . . . . . . . . . . . . . . .
Curva di perdita di potenza al variare della durata di riscaldamento (elio). . . . . . . . . . . . . . . . . . . . . . . . . .
Temporizzatore. . . . . . . . . . . . . . . . . . . . . . . . . .
Corsa dell’elettrovalvola rapida. . . . . . . . . . . . . . . . .
Curva di pressione nel serbatoio di riscaldamento a partire da
1 bar (elio). . . . . . . . . . . . . . . . . . . . . . . . . . . .
Curva di calibrazione del gas ambiente (aria). . . . . . . . .
5.1
5.2
5.3
5.4
5.5
5.6
5.7
Potenziometro lineare collegato al dispositivo. . .
Corsa dell’elettrovalvola e tempo di apertura. . .
Configurazione impianto: 3 segmenti. . . . . . . .
He in Xe, ph028. M=16, η = 1.35 . . . . . . . . .
Configurazione impianto: 4 segmenti. . . . . . . .
Getti He in Xe. . . . . . . . . . . . . . . . . . . .
Esempio di curve di pressione durante una singola
. . . .
. . . .
. . . .
. . . .
. . . .
. . . .
prova
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
63
64
65
66
66
67
68
A.1
A.2
A.3
A.4
Complessivo: vista. . . . . . . . .
Complessivo: sezione A-A. . . . .
Complessivo: sezione B-B. . . . .
Serbatoio di riscaldamento: vista.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
78
79
80
81
4.3
4.4
4.5
4.6
viii
29
32
33
34
34
35
36
42
44
45
46
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
. 53
. 54
. 55
. 58
. 59
. 60
. 61
ELENCO DELLE FIGURE
A.5 Serbatoio di riscaldamento: sezione A-A. . . . . . .
A.6 Serbatoio di riscaldamento: sezione B-B. . . . . . .
A.7 Fondello di chiusura del serbatoio. . . . . . . . . . .
A.8 Componenti della valvola rapida. . . . . . . . . . .
A.9 Premistoppa. . . . . . . . . . . . . . . . . . . . . .
A.10 Componenti di collegamento fondello - serbatoio. .
A.11 Componente di adattamento per gli ugelli di prova.
A.12 Barriera termica per il trasduttore di pressione. . .
A.13 Rondella di protezione al calore per gli ugelli. . . .
A.14 Raschiaolio di tenuta per lo stelo. . . . . . . . . . .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
82
83
84
85
86
87
88
89
90
91
B.1 Circuito di controllo dell’elettrovalvola rapida. . . . . . . . . . 94
ix
ELENCO DELLE FIGURE
x
Elenco delle tabelle
2.1
Configurazione di lavoro degli ugelli. . . . . . . . . . . . . . . 14
3.1
Rapporti di pressione per getti adattati in funzione del numero
di Mach . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Tempi di risposta termocoppia di tipo K . . . . . . . . . . . . 42
3.2
xi
Sommario
Lo scopo di questo lavoro di tesi è la progettazione e la validazione di un
generatore di getti ipersonici in ambiente rarefatto. L’elaborato si inserisce
nel filone di ricerca relativo allo studio di getti ipersonici di interesse fluidodinamico e astrofisico, soprattutto per la simulazione di getti stellari. Il
dispositivo permette di realizzare una compressione del gas tramite riscaldamento elettrico diretto. La novità principale rispetto al precedente sistema a
pistone nello stesso impianto (dove la compressione avviene per variazione di
volume), tuttavia, è la possibilità di rendere la portata in massa del gas del
getto indipendente dall’entalpia di ristagno, mediante l’utilizzo di un’elettrovalvola rapida: grazie a tempi di apertura molto brevi (nell’ordine dei ms),
la portata in massa del gas raggiunge molto rapidamente il valore di regime;
la chiusura della valvola, forzata da una molla di ritorno, permette di interrompere il getto nell’istante desiderato. A questo si aggiunge la possibilità di
elaborare una quantità di gas maggiore (fattore dovuto al volume maggiore
del serbatoio rispetto al pistone) e di controllare i parametri di prova tramite
l’utilizzo di strumenti idonei.
Keywords: Fluidodinamica sperimentale, Getti ipersonici, Elettrovalvola rapida, Controllo entalpia ristagno.
Abstract
The purpose of this work is to develop and to validate a generator of hypersonic jets in a rarefied environment. The work fits into the line of research
related to the study of hypersonic jets of fluid dynamics and astrophysical
interest, particularly for the simulation of stellar jets. The device allows to
perform a gas compression by direct electrical heating. Unlike the piston
system previously used in the same facility (where compression is realized
by volume variation), it is possible to have a mass flow rate independent
from the total enthalpy, thanks to a fast solenoid valve with a very short
response time (in the order of ms). The mass flow rate reaches very quickly
the steady-state value when the valve opens; the valve closure, obtained by
a return spring, allows to stop the jet at the desired time. It is also possible
to work with a higher quantity of gas, due to the higher volume available,
and to control the test parameters through the use of suitable tools.
Keywords: Experimental fluid dynamics, Hypersonic jets, Fast solenoid
valve, Total enthalpy control.
Ringraziamenti
Desidero ringraziare, innanzitutto, il prof. Marco Belan per avermi seguito in maniera costante durante questo lavoro di tesi e di avermi permesso
di ultimarlo con successo: ha messo a mia disposizione il suo tempo e la sua
enorme esperienza, spingendomi ad assumere un atteggiamento indipendente
e critico su ogni problema affrontato, favorendo l’iniziativa personale.
Ringrazio Roberto per l’aiuto nella realizzazione dei componenti e per
avermi dato preziosi consigli su come risolvere particolari problemi di carattere tecnico.
Ringrazio i miei colleghi, tra cui Nicola, Antonello, Domenico e Federico,
con cui ho condiviso gran parte di questo percorso. Ringrazio gli amici della
radio del venerdı̀, tanto calcetto e tante risate; ringraziamento particolare va
a Giovanni, con cui ho condiviso gran parte della mia esperienza milanese.
Ringrazio i miei amici di infanzia: anche se lontani, ogni giorno mi regalano
un sorriso.
Ringrazio la mia famiglia, senza la quale tutto questo non sarebbe stato
possibile: dai tanti sacrifici di mamma e papà ai litigi affettuosi con le mie
sorelline, tutto è servito per farmi arrivare fin qui.
Ringrazio Nastasia, la quale mi ha sostenuto, con amore, in ogni momento
di questo viaggio e sopportato (a detta di molti) per tutto questo tempo.
A loro va la mia dedica.
xiii
Capitolo 1
Introduzione
Oggetti di studio di questo lavoro di tesi sono la progettazione e la validazione di un serbatoio di riscaldamento per la realizzazione di getti gassosi
ipersonici in ambiente rarefatto. Negli ultimi decenni, l’interesse nello studio di questo tipo di fenomeni è aumentato grazie alla loro importanza dal
punto di vista della fluidodinamica di base, nonché dal punto di vista applicativo per le industrie meccaniche e aeronautiche. La letteratura a riguardo
contiene una mole di dati enorme sia per quanto riguarda la parte sperimentale sia per le simulazioni numeriche. Quanto detto è particolarmente vero
per gli studi fluidodinamici di base e per la applicazioni industriali di tipo
aero- e astronautico, mentre per quanto riguarda il campo dell’astrofisica sono disponibili solo risultati sperimentali su getti corti. In generale, è difficile
trovare lavori sperimentali riguardo il comportamento su lunga scala di getti
ipersonici (si intende per lunga scala il comportamento del getto a grande
distanza dal punto in cui viene generato).
Il lavoro si è svolto presso il Dipartimento di Scienze e Tecnologie Aerospaziali del Politecnico di Milano, dove esiste un impianto per la generazione
e la visualizzazione di getti ipersonici. L’impianto permette di realizzare getti isoentropici ad elevato numero di Mach (5, 10, 15, 20), grazie ad ugelli
realizzati ad hoc che iniettano il gas compresso (per variazione di volume
realizzata dal pistone) in un ambiente rarefatto che non necessariamente è
costituito dallo stesso gas di cui è fatto il getto.
L’obiettivo del lavoro consiste nella progettazione di un dispositivo che
permetta di realizzare una compressione del gas tramite riscaldamento elettrico: questa caratteristica lo contraddistingue dai sistemi a pistone e a iniezione
già esistenti.
L’adozione del riscaldamento elettrico diretto è giustificata dal fatto che
quest’ultimo è più facilmente controllabile.
La principale novità, però, è l’utilizzo di un’elettrovalvola rapida che eli-
Capitolo 1. Introduzione
mina la dipendenza della portata in massa del gas del getto dall’entalpia di
ristagno: grazie a tempi di risposta molto brevi (nell’ordine dei ms), l’apertura della valvola consente di avere una portata in massa del gas che raggiunge
quasi istantaneamente il valore di regime. La chiusura della valvola avviene
altrettanto velocemente grazie ad una molla di richiamo: in questo modo, è
possibile interrompere il getto nell’istante desiderato. Nel sistema a pistone,
l’ingresso del gas in camera dipende esclusivamente dal movimento del pistone, che scopre le luci di scarico una volta arrivato a fondo corsa: il problema
consiste nel fatto che è il pistone stesso a causare l’aumento di entalpia del
gas di lavoro. Bisogna precisare, però, che la dipendenza della portata in
massa dall’entalpia di ristagno è presente solo nel transitorio di apertura: a
regime, infatti, la portata è bloccata dal choking in gola, fino ad esaurimento
del gas contenuto in camera di compressione.
Il disaccoppiamento delle fasi di compressione e riscaldamento dalla creazione del getto ha notevolmente semplificato le operazioni di calibrazione e
caratterizzazione del dispositivo, grazie anche all’utilizzo di una termocoppia
e di un trasduttore di pressione dedicati che hanno permesso di ottenere un
maggiore controllo dei parametri di prova.
Infine, vi è la possibilità di elaborare una quantità di gas maggiore rispetto
al pistone e al sistema ad iniezione, grazie alla maggiore capienza del serbatoio
di riscaldamento.
Il lavoro si articola in 6 capitoli:
• Capitolo 2: I getti ipersonici. Vengono fornite informazioni generali sui
getti ipersonici e sugli ugelli di de Laval ;
• Capitolo 3: Setup sperimentale. In questo capitolo viene descritto l’apparato sperimentale utilizzato nelle prove, con maggior attenzione alle
sezioni relative ai componenti progettati per realizzare il serbatoio di
riscaldamento;
• Capitolo 4: Procedure operative. Il dispositivo viene montato sulla camera a vuoto. Si descrivono, quindi, le procedure operative di
preparazione della prova sperimentale e di montaggio/smontaggio;
• Capitolo 5: Risultati. In questo capitolo vengono riportati i risultati
delle prove;
• Capitolo 6: Conclusioni e sviluppi futuri. Si espongono le conclusioni
e gli sviluppi futuri.
2
Capitolo 2
I getti ipersonici
2.1
Fenomenologia e classificazione dei getti
A seconda del numero di Mach, il moto di un gas può essere classificato
nel modo seguente:
• regime subsonico incomprimibile quando M < 0.2 - 0.3;
• regime subsonico quando M < 1;
• regime transonico quando 0.8 < M < 1.3;
• regime sonico quando M = 1;
• regime supersonico quando M > 1;
• regime ipersonico quando M > 5.
Il termine getto ipersonico indica un particolare fenomeno fluidodinamico secondo il quale un getto ad elevata velocità si immette in un ambiente
che può essere stazionario o in movimento: è la velocità relativa che permette di classificare il getto. Il fenomeno può essere riprodotto in laboratorio
utilizzando degli ugelli di de Laval opportunamente disegnati.
La classificazione dei getti in uscita dall’ugello viene effettuata in funzione
del rapporto K = pe /pamb , rapporto tra la pressione del getto in corrispondenza della sezione di uscita dell’ugello e la pressione dell’ambiente nel quale
il getto si immette:
• getto sottoespanso: K > 1;
• getto sovraespanso: K < 1;
• getto adattato: K = 1.
Capitolo 2. I getti ipersonici
A seconda del valore di K, il getto assumerà una struttura caratteristica in
uscita dall’ugello.
Nel caso di getto leggermente sottoespanso (K > 1), il gas in uscita
dall’ugello ha una pressione maggiore di quella dell’ambiente nel quale si
riversa. La complessa struttura che caratterizza il getto può essere analizzata
con il metodo delle caratteristiche, come si può vedere in [1], [2] e [3].
Figura 2.1: Topologia di un getto leggermente sottoespanso. [1]
Figura 2.2: Metodo delle caratteristiche applicato ad un getto leggermente sottoespanso: si possono notare i ventagli di rarefazione, gli urti incidenti e quelli riflessi in
prossimità dell’asse del getto. [3]
Questa struttura ha alcune importanti proprietà: appena il gas lascia
l’ugello, si espande e forma una coppia di ventagli di rarefazione dai bordi
della sezione di uscita (figure 2.1 e 2.2). Il gas raggiunge una pressione
inferiore a quella ambiente e l’interazione con i confini esterni del getto (che
rappresentano una discontinuità di contatto), a pressione ambiente, spinge il
gas verso l’asse del getto, creando delle caratteristiche che convergono fino a
4
2.1. Fenomenologia e classificazione dei getti
formare un urto, attraverso il quale il gas viene ricompresso. Una volta che
l’urto raggiunge l’asse del getto, viene riflesso, formando un nuovo ventaglio
di rarefazione e il processo ricomincia (figura 2.3). Il gas espande e si raffredda
attraverso il ventaglio di rarefazione e viene compresso e riscaldato dall’urto.
Figura 2.3: Struttura ideale di un getto supersonico stazionario leggermente
sottoespanso. [3]
Questo tipo di getti può essere studiato e analizzato grazie alla presenza
di un ugello tronco da montare sull’impianto a vuoto presente nel laboratorio
di Aerodinamica del Dipartimento di Scienze e Tecnologie Aerospaziali del
Politecnico di Milano (per i dettagli, [4] e [5]).
Nel caso di getti fortemente sotto- o sovraespansi (K 1 o K 1 ),
la struttura del getto cambia notevolmente. In figura 2.4 è rappresentato il
caso di un getto supersonico fortemente sottoespanso: l’urto che si genera
dalla riflessione del ventaglio di espansione sui confini del getto, anzichè convergere verso il centro del getto, si riflette su un perimetro chiamato disco
di Mach, un urto di alta intensità, normale alla direzione del flusso; la riflessione che si genera, detta riflessione di Mach, comporta la formazione di
una discontinuità di contatto.
Figura 2.4: Struttura di un getto supersonico stazionario fortemente sottoespanso. Si
notano il disco di Mach e il punto triplo dove si ha l’intersezione tra 3 urti: quello
incidente, quello riflesso e quello normale. [3]
5
Capitolo 2. I getti ipersonici
Se K < 1, invece, si ha un getto sovraespanso e il gas in uscita dall’ugello
avrà una pressione minore di quella ambiente: per questo motivo il gas, per
raggiungere il valore di pressione esterna, subirà una compressione attraverso
un urto, come si può osservare in figura 2.5.
Figura 2.5: Topologia di un getto leggermente sovraespanso. [1]
Un getto si dice adattato, invece, quando K = 1, ovvero quando la pressione del getto in uscita dall’ugello è pari a quella dell’ambiente esterno (figura
2.6). In queste condizioni, trascurando gli effetti viscosi, è possibile ottenere
un flusso isoentropico, grazie ad un design dell’ugello tale da garantire un
flusso parallelo all’asse dell’ugello stesso, prevenendo la formazione di onde
d’urto che potrebbero causare variazioni nella struttura del getto.
Figura 2.6: Topologia di un getto adattato. [1]
L’ipotesi di viscosità viene volutamente trascurata per poter considerare
isoentropici i getti ottenuti nelle prove sperimentali effettuate. Nella realtà
i fenomeni diffusivi causano un mescolamento tra il gas del getto e quello
dell’ambiente esterno, processo intensificato dalla presenza di instabilità di
taglio di Kelvin-Helmoltz: quando lo strato di mescolamento raggiunge l’asse
del getto, il flusso è subsonico e completamente turbolento e il getto è stato
dissipato (figura 2.7).
6
2.2. Caratteristiche principali dei getti ipersonici isoentropici
Figura 2.7: Topologia di un getto reale: la viscosità causa la distruzione del getto a
poca distanza dalla sorgente. [3]
2.2
Caratteristiche principali dei getti ipersonici isoentropici
Manifestazioni naturali di getti ipersonici possono essere riscontrate, in
astrofisica, negli YSO (Young Stellar Object), locuzione che identifica in maniera generica una stella in fase di formazione. Come ampiamente descritto
in [6], i getti astrofisici sono “condotti” fisici lungo i quali si ha trasporto
di massa, momento, energia e flusso magnetico. Geometricamente, questi
getti si presentano come fasci estremamente collimati (con piccoli angoli di
apertura), conici o cilindrici/semi-cilindrici.
Nonostante vi siano differenze per quanto riguarda le intensità dei getti e
le scale fisiche sulle quali si sviluppano, è possibile affermare che gran parte
di questi getti sono accomunati dalla morfologia, suggerendo un’origine fisica
comune. Le caratteristiche comuni possono essere riassunte in pochi punti
principali; infatti, tali getti:
• sono estremamente collimati;
• hanno origine in oggetti abbastanza compatti;
• presentano una catena più o meno regolare di nodi di emissione, i quali
si muovono, in molti casi, ad alta velocità;
• alla testa del getto presentano una struttura particolare, caratterizzata da un urto contro l’ambiente circostante, da una discontinuità di
contatto (working surface) e da un ulteriore urto del getto;
• sono associati a campi magnetici;
• mostrano una tendenza di crescita di materia testimoniata dalla presenza di un disco di accrescimento.
7
Capitolo 2. I getti ipersonici
Figura 2.8: Simulazione numerica dell’evoluzione temporale di un getto supersonico
adattato. Il gas si muove da sinistra verso destra. La densità del gas varia secondo la
legenda. [3]
8
2.2. Caratteristiche principali dei getti ipersonici isoentropici
In figura 2.8 è possibile osservare le caratteristiche principali di un getto
supersonico, attraverso l’analisi dell’evoluzione temporale di un getto adattato. Un getto supersonico presenta alcune regioni ben definite:
• nucleo: è la regione del getto in corrispondenza della quale il flusso di
energia cinetica è pari al 5 % del suo valore massimo;
• insieme delle strutture di testa: un getto supersonico che si propaga
in un gas ambiente sviluppa un sistema doppio di urti in corrispondenza del proprio fronte di avanzamento, dovuto all’impatto con il gas
ambiente; mentre il gas ambiente è accelerato da un urto curvo (bow
shock ), il fascio è decelerato da un urto del getto (jet shock ) o dal disco
di Mach (figura 2.9). Tra gli urti si forma una discontinuità di contatto,
di forma continuamente variabile, definita working surface;
Figura 2.9: Strutture di testa di un getto supersonico [6]
• nodi di emissione: sono strutture luminose, variabili in intensità e in
numero, con distribuzione regolare sia nello spazio che nel tempo, che si
spostano in sequenza lungo l’asse del getto, con velocità paragonabili a
quelle della testa. I nodi sono caratterizzati da una propria evoluzione
ma hanno vita più breve del getto stesso e si dissolvono spesso per
coalescenza con strutture adiacenti (figura 2.10);
• bozzolo: struttura gassosa che avvolge il nucleo e tende a spostarsi verso
il punto di immissione del getto;
La struttura dettagliata della testa di un getto supersonico (figura 2.11)
rivela una complessa rete di onde non lineari, caratterizzata da un sistema
9
Capitolo 2. I getti ipersonici
Figura 2.10: Nodi di emissione di un getto supersonico visibili nel getto stellare HH111: i nodi si riconoscono dalle regioni ad intensità luminosa maggiore (NASA - Hubble
Space Telescope)
che richiama l’urto triplo formato dalla riflessione di Mach nei getti quasistazionari (figura 2.12). La struttura più facilmente identificabile è il bowshock sul fronte di avanzamento, un urto curvo normale alla direzione del
flusso che apre la strada al getto nel mezzo circostante. Il gas che attraversa il
disco di Mach subisce una decelerazione rispetto alla discontinuità di contatto
(working surface) che lo precede, che invece avanza nel gas ambiente. Il
disco di Mach converte l’energia cinetica diretta del fascio in energia interna,
creando una regione a elevata pressione e temperatura tra il disco di Mach e la
discontinuità di contatto. Il gas all’interno di questa regione può fluire solo a
lato del fascio principale, essendo confinato longitudinalmente dalla pressione
esercitata dalle correnti opposte del fascio e del gas ambiente. Una volta
superata la regione centrale del fascio, l’elemento fluido viene risucchiato nel
bozzolo dalla pressione del gas ambiente, che non è bilanciata in quel punto
dalla pressione del fascio. L’elemento fluido a questo punto espande e la sua
pressione diminuisce fino a raggiungere la pressione ambiente.
Il gas del bozzolo è generalmente meno denso del fascio di gas, come si
può vedere dalla figura 2.8. Il bozzolo è visibile in figura come la regione blu
sopra e sotto il fascio principale, rappresentato in verde (la colorazione segue
il valore di densità del getto).
I meccanismi che governano la formazione del bozzolo sono abbastanza
complicati, ma possono essere compresi facilmente se analizzati su basi fisiche
semplici ([3]). La testa del getto avanza ad una velocità funzione del bilancio
di pressione o del flusso di momento lungo l’asse del getto. Definendo W la
velocità di avanzamento della testa del getto, il bilancio di pressione è pari
10
2.2. Caratteristiche principali dei getti ipersonici isoentropici
Figura 2.11: Struttura dettagliata della testa di un getto supersonico. ([3])
Figura 2.12: Urto triplo e disco di Mach nella testa di un getto supersonico. ([3])
11
Capitolo 2. I getti ipersonici
a:
ρb (vb − W )2 = ρa W 2
(2.1)
dove ρb e vb sono, rispettivamente, la densità e la velocità del fascio, e ρa
è la densità del gas ambiente circostante. Dall’equazione 2.1 si ricava W:
√
vb η
W =
√
1+ η
(2.2)
dove η = ρb /ρa è il rapporto tra la densità del fascio e la densità del gas
ambiente.
La struttura e la morfologia del getto variano al variare di M e di η. Se
il getto è molto sottodenso (η 1), la velocità di avanzamento della testa
del getto W è minore della velocità del fascio vb : questo implica che il gas in
arrivo dalla sorgente supera la testa del getto e, anziché accumularsi in quella
regione, devia nel bozzolo dopo essere stato decelerato dall’urto e deviato
dalla working surface. La velocità relativa tra il bozzolo e il gas ambiente è
subsonica e, per questo motivo, il bordo del bozzolo è soggetto a instabilità
di Kelvin-Helmoltz che causano un mescolamento tra il gas contenuto nel
bozzolo stesso e il gas ambiente. Un getto con η < 1 presenta un bozzolo
sottile di gas che fluisce verso la sorgente del getto, mentre un getto con η > 1
è un fascio nudo, senza bozzolo.
All’aumentare del numero di Mach, l’estensione spaziale del bozzolo aumenta: a bassi numeri di Mach il bozzolo è un lobo di materiale alla testa
del getto, mentre ad alti numeri di Mach il bozzolo circonda il fascio centrale
supersonico lungo tutta la sua lunghezza. Si può concludere, quindi, che solo
i getti con bassi valori di η e alti numeri di Mach hanno un bozzolo rilevante.
In figura 2.13 si osservano i risultati di una simulazione numerica con M =
3 e η = 0.1: in figura 2.13 a è possibile osservare chiaramente, all’interno dei
confini del getto (in nero), il fascio centrale supersonico (verde) e il bozzolo
(bianco). All’esterno del getto si ha il gas ambiente indisturbato (blu scuro) e
l’urto curvo (rosso). In figura 2.13 d, invece, si mostrano gli effetti delle onde
d’urto che comprimono e riscaldano il fascio di gas: si evidenzia, soprattutto,
la presenza di nodi di gas riscaldato dall’urto a valle di ogni punto di interazione tra gli urti obliqui. Questi nodi appaiono frequentemente nei razzi
supersonici come macchie brillanti, dovute alle emissioni termiche intensificate o alla chemiluminescenza (emissione di radiazione elettromagnetica che
può accompagnare una reazione chimica).
Le cause della formazione di questi nodi possono essere ricercate in alcune
differenti teorie:
12
2.2. Caratteristiche principali dei getti ipersonici isoentropici
Figura 2.13: Simulazione numerica di un getto supersonico. La figura a indica il campo
cinematico, la figura d indica zone a temperatura differente. ([3])
• le instabilità di Kelvin-Helmoltz che si generano sui confini del getto
causano la formazione di urti interni al fascio, i quali danno vita ai nodi
di emissione, caratterizzati da pressione e temperatura elevate ([6]);
• è possibile che sia la variazione temporale della velocità di immissione
del getto da parte della sorgente a causare la formazione dei nodi: in
maniera regolare, sia dal punto di vista temporale che spaziale, la sorgente emette in maniera pulsata masse di gas a temperatura e pressione
elevate, dotate di moto proprio, che si dissolvono nel loro percorso verso
valle ([6]);
• una ulteriore possibilità è il fenomeno definito beam pumping, ovvero lo
sviluppo di fluttuazioni di velocità sull’asse del getto anche se la portata
alla sorgente è costante. Il fenomeno è stato simulato numericamente
da Massaglia et al. (Politecnico di Torino).
La trattazione che segue si basa sul solo aspetto fluidodinamico del fenomeno dei getti stellari, trascurando la componente elettromagnetica, anche
se i getti sono composti da plasma (gas ionizzato): i motivi di tale scelta
sono descritti in [7]. Questa approssimazione non comporta, tuttavia, dei
problemi nella modellazione del problema fluidodinamico, in quanto i getti
mantengono le loro caratteristiche anche in assenza della componente elettromagnetica. A conferma di quanto detto, si rimanda a [7] e [8], in cui si
13
Capitolo 2. I getti ipersonici
descrive la realizzazione e lo studio di flussi idrodinamici ipersonici in camera
a vuoto: l’approccio idrodinamico consente di mettere in evidenza gli effetti
di comprimibilità, permettendo di replicare la complessa struttura di urti alla
testa del getto e la catena di nodi di emissione.
2.3
Gli ugelli per la generazione dei getti
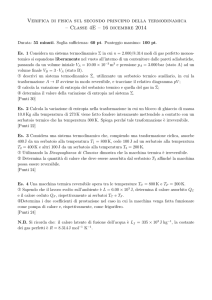
Gli ugelli utilizzati nelle prove sperimentali (figura 2.14) sono stati progettati per lavorare con gas monoatomici (per questo motivo nelle prove si
utilizzano gas nobili come Elio, Argon e Xeno) e, grazie alle simulazioni numeriche alle quali si è fatto ricorso durante la progettazione, presentano un
tratto divergente sagomato in maniera tale da considerare le reali proprietà
del flusso, come lo strato limite viscoso e gli scambi di calore.
Figura 2.14: Ugelli per la realizzazione di getti con Mach = 10, 15, 20. [9]
Ogni ugello è progettato per lavorare ad un numero di Mach nominale,
ottenuto imponendo i valori di pressione all’ingresso e all’uscita dell’ugello.
Tuttavia, è possibile ottenere getti con numero di Mach variabile entro un
range definito attorno al numero di Mach nominale dell’ugello modificando i
valori di pressione appena descritti: in questo modo, ad esempio, con l’ugello
M = 10, è possibile ottenere getti con 7.5 < M < 12.5, in condizioni adattate o
quasi-adattate. Le possibili configurazioni di lavoro sono riassunte in tabella
2.1:
Mach nominale
Range variabilità
10
7.5 - 12.5
15
13.5 - 17
20
17.5 - 21
Tabella 2.1: Configurazione di lavoro degli ugelli.
14
2.3. Gli ugelli per la generazione dei getti
Come descritto in [1], la teoria quasi-unidimensionale fornisce lo strumento per la determinazione del rapporto di area che si deve realizzare al fine di
ottenere un determinato valore del numero di Mach in uscita, per la realizzazione di un getto adattato o quasi-adattato. Tuttavia quest’ultima non dà
alcuna informazione su quale debba essere la forma delle pareti dell’ugello,
cioè su quale debba essere la legge A = A(x). Il metodo delle caratteristiche,
invece, fornisce una tecnica per determinare il contorno del tratto divergente
di un ugello supersonico in modo da ottenere un flusso isoentropico senza la
formazione di onde d’urto, le quali potrebbero verificarsi in mancanza di un
opportuno progetto della forma dell’ugello. L’obiettivo è ottenere un flusso
uniforme e parallelo all’asse dell’ugello stesso.
Si parte dal principio di conservazione della massa:
Q = ρuA = costante
(2.3)
dove Q è la portata in massa, ρ e u, rispettivamente, la densità e la velocità
del gas, A è l’area della sezione in cui si calcola la portata. Sfruttando questo
principio e mettendo in relazione la generica sezione con la sezione di gola
(dove si raggiungono condizioni soniche, M = 1), si ottiene la formula che
permette di calcolare il valore della generica sezione:
γ+1
2(γ−1)
1
2
A
(1 + δM 2 )
=
Ag
M γ+1
(2.4)
In base alla sezione di gola Ag e in base al numero di Mach di progetto, è
possibile risalire ai valori delle singole sezioni che compongono il divergente.
I risultati di questa fase di progetto sono stati utilizzati come condizione
iniziale per una simulazione iterativa su gas reale risolvendo le equazioni di
Navier-Stokes comprimibili.
La terza fase di dimensionamento ha previsto, a sua volta, di utilizzare
i risultati del passo precedente come condizione di partenza per una simulazione iterativa su flusso reale con strato limite turbolento introducendo a
parete il modello di Spalart-Allmaras.
Maggiori dettagli sul progetto e sulla realizzazione degli ugelli utilizzati
si possono trovare in [10].
15
Capitolo 3
Setup sperimentale
Il dispositivo realizzato e descritto in questo lavoro di tesi trova applicazione su un impianto preesistente, situato nel laboratorio di Aerodinamica del
Dipartimento di Scienze e Tecnologie Aerospaziali del Politecnico di Milano.
Questo impianto è stato concepito per la realizzazione e la visualizzazione di
getti ipersonici isoentropici adattati o quasi-adattati, utilizzando un sistema
a pistone per la compressione del gas e l’ottenimento del rapporto di pressione desiderato con gli ugelli a Mach = 10, 15, 20 ([11]) e un sistema a iniezione
diretta mediante elettrovalvole con l’ugello a Mach = 5 ([12]). L’obiettivo
di questo capitolo è descrivere, in maniera dettagliata e completa, la fase di
progettazione del serbatoio di riscaldamento, dopo aver brevemente richiamato la strumentazione che compone l’impianto della camera a vuoto e le sue
modalità di funzionamento. Per una descrizione dettagliata dell’impianto si
rimanda a [4] e [5], oltre che ai già citati [11] e [12].
3.1
3.1.1
Impianto camera a vuoto
Caratteristiche principali della camera a vuoto
La camera a vuoto presenta la peculiarità di essere modulare, ovvero di
essere costituita da 3 segmenti cilindrici e 2 segmenti di testa e di coda dal
diametro di 0.5 m (figura 3.1):
• il segmento di testa presenta due finestre laterali da 0.3 m e un’apertura
per il collegamento di un sistema di iniezione per getti sottoespansi, oltre ad aperture laterali per lo svuotamento della camera e per l’ingresso
del gas ambiente;
• uno dei segmenti intermedi presenta 4 finestre da 0.3 m;
Capitolo 3. Setup sperimentale
• il segmento di coda presenta un’apertura che permette il montaggio del
sistema di iniezione del gas per getti adattati o quasi-adattati tramite
ugelli di de Laval o delle piastre di chiusura della camera.
Figura 3.1: Camera a vuoto in configurazione completa: vista dall’alto. [9]
Figura 3.2: Camera a vuoto nella configurazione utilizzata.
Il vuoto viene realizzato dal gruppo di pompaggio composto da una pompa rotativa a palette e da una pompa rotativa a lobi in cascata, con l’interposizione di un condensatore di umidità. La disposizione fisica dei componenti
può essere apprezzata nella figura 3.3.
Il gruppo di pompaggio permette di raggiungere pressioni in camera
dell’ordine di 1.5 Pa.
3.1.2
Sistema di generazione dei getti: gli ugelli
Per la generazione di getti sottoespansi si utilizzano due appositi ugelli
tronchi, con diametri di gola differenti: la loro geometria è tale che i getti
prodotti sono paragonabili a quelli ottenuti attraverso un foro in una parete
che divide due ambienti a pressione differente. Per la generazione di getti
adattati o quasi adattati (con la pressione in uscita compresa tra 0.7 e 1.3
18
3.1. Impianto camera a vuoto
(a) Disposizione fisica dei componenti.
[4]
(b) Fotografia.
Figura 3.3: Gruppo di pompaggio.
volte la pressione ambiente) si utilizzano ugelli di de Laval, progettati per
ottenere un numero di Mach pari a 5, 10, 15, 20. La sezione convergente è
comune a tutti gli ugelli, e questo ne permette un semplice montaggio sia
sul sistema a pistone che sul serbatoio di riscaldamento. Per l’ugello M=5 è
disponibile, inoltre, un apposito iniettore.
3.1.3
Sistema di visualizzazione e misura
La visualizzazione e la misura dei getti realizzati con i sistemi appena
descritti avviene mediante un cannone elettronico (figura 3.4). La scelta
è giustificata dalla difficoltà di utilizzare un tracciante in un ambiente a
bassa densità e bassa pressione: le proprietà termodinamiche del tracciante,
iniettato insieme al gas ambiente, potrebbero essere alterate e potrebbero
compromettere l’intera visualizzazione.
Il fascio elettronico viene generato estraendo gli elettroni da un filamento
di tungsteno tramite effetto Joule, processo semplificato dalle elevate temperature raggiunte proprio per questo effetto: si applica una tensione di pochi
Volt ai capi del filamento, tali da generare una corrente di qualche Ampère.
Gli elettroni vengono, successivamente, accelerati grazie ad una differenza di
potenziale dell’ordine di -16 kV tra il filamento di tungsteno (che costituisce il
19
Capitolo 3. Setup sperimentale
Figura 3.4: Cannone elettronico. [11]
catodo) e l’anodo (messo a terra): il controllo dell’intensità del fascio avviene
grazie ad un elettrodo di Wenhelt posto in posizione intermedia tra i due e
soggetto ad una caduta di potenziale differente. Le prestazioni del cannone
migliorano sensibilmente in ambienti rarefatti, sia per la minore ossidazione del filamento di tungsteno sia per le ridotte probabilità di collisione tra
elettroni e molecole: per questo motivo, il processo avviene all’interno di un
condotto (costituito in vetro borosilicato e in kovar e schermato in piombo)
a vuoto spinto, realizzato da due pompe turbomolecolari, che consentono di
raggiungere pressioni dell’ordine di 0.01 Pa. Una bobina e un primo giogo di
deflessione effettuano il controllo della collimazione del fascio, indirizzandolo
verso il foro nel diaframma che separa la camera di prova dal condotto del
cannone. Due gioghi di post-focalizzazione permettono di ottenere una lama
di dimensioni regolabili realizzando una deflessione verticale semifissa e una
deflessione orizzontale ad alta frequenza. A questo punto, il fascio elettronico impatta contro il getto gassoso, eccitandone gli elettroni, che raggiungono
uno stato energetico superiore: al ritorno nello stato originale, si ha il rilascio
di quanti di energia elettromagnetica, la quale può appartenere alla banda del
visibile, dei raggi X o dei raggi ultravioletti. Dal momento che le tensioni in
gioco sono dell’ordine delle decine di kV, l’emissione è nella banda del visibile
e ciò rende possibile l’acquisizione delle immagini tramite una telecamera ad
alta sensibilità.
20
3.1. Impianto camera a vuoto
3.1.4
Sistema di acquisizione di immagini
L’acquisizione delle immagini dei getti può avvenire utilizzando diversi
dispositivi (telecamera DVC 1310C, RedLake veloce, PCO Pixelfly DoubleShutter), le cui caratteristiche sono ampiamente descritte in [4].
In generale, nelle prove si utilizza il modello V210 della Phantom (figura
3.5), il quale permette la ripresa delle immagini in modalità continua (senza
trigger), grazie alla ampia memoria interna. Il controllo della telecamera
avviene completamente tramite il software fornito.
Figura 3.5: Modello V210 Phantom.
Se necessario, è possibile utilizzare un intensificatore di immagini Hamamatsu V8070U, che amplifica la luce fino a 4000 volte e consente riprese
con esposizioni brevissime, utilizzato soprattutto con le telecamere Phantom (poichè lavora in modalità continua), oppure un secondo intensificatore
Hamamatsu C9548.
Il montaggio avviene tra l’obiettivo e il corpo della macchina. L’intensificatore è costituito da un involucro sottovuoto di materiale ceramico che
racchiude un fotocatodo, una piastra con microcanali (MCP, figura 3.6) e
uno schermo a fosfori.
Il funzionamento si basa sull’effetto fotoelettrico: il fotocatodo converte la luce incidente in una corrente di elettroni, accelerati verso la piastra
MCP per differenza di potenziale. L’attraversamento della piastra da parte dell’elettrone causa, attraverso una serie di urti successivi, la liberazione
di elettroni secondari che contribuiscono ad amplificare l’effetto fotoelettrico. All’uscita dal microcanale, gli elettroni vengono riconvertiti in luce dallo
schermo a fosfori (figura 3.7).
21
Capitolo 3. Setup sperimentale
Figura 3.6: MCP: Micro Channel Plate. [12]
Figura 3.7: Intensificatore: componenti e schema di funzionamento. [12]
3.1.5
Modalità di funzionamento
L’allestimento di una prova sperimentale richiede operazioni che variano in base all’esperimento da effettuare; tuttavia, vi sono alcune operazioni
comuni:
• montaggio delle sonde di pressione (Pirani, IMG, sonde capacitive);
• verifica delle connessioni elettriche tra controlli e dispositivi;
• montaggio della camera a vuoto a seconda della configurazione di lavoro;
• preparazione del sistema di immissione del gas ambiente;
22
3.2. Serbatoio di riscaldamento
• montaggio degli ugelli tronchi per la generazione di getti sottoespansi
o degli ugelli di de Laval per la generazione di getti adattati o quasi
adattati;
• preparazione del sistema di immissione del gas del getto;
• allestimento delle ottiche e configurazione del temporizzatore;
• montaggio delle telecamere, degli obiettivi e degli intensificatori.
A questo punto, l’impianto è pronto per essere utilizzato.
Una tipica prova sperimentale procede secondo una sequenza di questo
tipo:
1. svuotamento della camera e preparazione dell’ambiente;
2. controllo telecamere e intensificatori;
3. controllo cannone elettronico;
4. immissione del gas del getto nel sistema di generazione, con regolazione
della pressione di alimentazione delle bombole;
5. generazione del getto (le operazioni eseguite in questa fase della prova
variano a seconda del sistema di generazione utilizzato);
6. acquisizione e salvataggio delle immagini del getto;
7. spegnimento dell’impianto.
3.2
Serbatoio di riscaldamento
Il serbatoio di riscaldamento verrà descritto dettagliatamente nei paragrafi successivi. Le operazioni di progettazione e di realizzazione dei componenti,
cosı̀ come il loro assemblaggio e le conseguenti prove di collaudo sono state
tutte oggetto di questo lavoro di tesi.
3.2.1
Requisiti di progetto
La fase di progettazione del dispositivo è stata effettuata considerando
particolari vincoli, sia operativi che costruttivi:
• resistenza meccanica delle pareti del serbatoio soggette alla pressione
di ristagno del gas;
23
Capitolo 3. Setup sperimentale
• resistenza termica delle pareti del serbatoio soggette a valori di temperatura elevati;
• necessità di collegamento con un impianto già esistente.
Per ottenere getti adattati o quasi adattati, il gas deve raggiungere al
ristagno valori di pressione che soddisfano rapporti precisi: in tabella 3.1, per
ogni ugello, sono riportati i valori dei rapporti tra la pressione di ristagno nel
serbatoio e la pressione ambiente in camera di prova.
Numero di Mach
p0 /pj
5
270.3
10
6.667 x 103
15
4.762 x 104
20
1.786 x 105
Tabella 3.1: Rapporti di pressione per getti adattati in funzione del numero di Mach.
[9]
L’utilizzo della camera a vuoto permette di ottenere rapporti di pressione
che in prove a pressione atmosferica sarebbero impossibili da raggiungere, a
causa della necessità di avere una pressione di ristagno troppo elevata. Il
range operativo degli ugelli permette di lavorare anche in condizioni di quasi
adattamento: in generale, la pressione del gas ambiente in camera varia da 1.5
a 20 Pa (valore massimo che garantisce un video di elevata qualità). In realtà,
la pressione in camera può aumentare fino a raggiungere valori maggiori, ma è
bene ricordare che il range di funzionamento ottimale del cannone elettronico
non supera i 40 Pa (oltre i 100 Pa è addirittura inutilizzabile).
Per effettuare il dimensionamento del dispositivo, si ipotizza che la massima pressione raggiungibile sia quella corrispondente all’utilizzo dell’ugello
M=15 e ad una pressione in camera di 20 Pa: noto il valore massimo di
pressione (pari a 952400 Pa, 9.524 bar), è possibile calcolare il valore dello
spessore minimo delle pareti del serbatoio, al fine di garantire una buona
resistenza meccanica.
Il serbatoio, realizzato in lega leggera di alluminio, ha una forma cilindrica
(diametro esterno 120 mm), ad eccezione della parte terminale di collegamento alla camera a vuoto sagomata opportunamente; dalla formula di Mariotte
(equazione 3.1), considerando un coefficiente di sicurezza pari a 2, si ricava
il valore minimo dello spessore delle pareti:
s=
24
pmax Dext
2σamm
(3.1)
3.2. Serbatoio di riscaldamento
Tale valore viene ampiamente rispettato, dal momento che la parete del
serbatoio ha uno spessore di 10 mm a causa della necessità di realizzare una
cava per O-Ring di tenuta.
Oltre che ad elevati valori di pressione, il serbatoio è pensato per resistere
ad elevati valori di temperatura: il range di temperatura desiderato è compreso tra 300 K e 700 K, aumentabile in studi successivi. Questo potrebbe
rappresentare un problema dal punto di vista della resistenza del materiale
soggetto a temperature cosı̀ elevate: bisogna tenere presente, tuttavia, che
il riscaldamento viene effettuato in pochi secondi (fino ad un massimo di
10 s), tali da poter considerare il riscaldamento come adiabatico (il calore
prodotto da un filo di Ni-Cr per effetto Joule viene assorbito completamente dal gas contenuto nel serbatoio). Per evitare fenomeni di dispersione del
calore dal gas alle pareti del serbatoio (data l’elevata conducibilità termica
dell’alluminio) che potrebbero compromettere non solo il risultato delle prove, ma anche l’operatività del dispositivo stesso, è prevista l’applicazione di
uno strato di fibra di vetro a scopo protettivo e isolante, nonché l’utilizzo di
alcuni accorgimenti tecnici di cui si discuterà successivamente.
In accordo con quanto appena descritto, l’ipotesi di adiabaticità si rivelerebbe corretta: tuttavia, dalle prove di collaudo effettuate, si è evidenziata la
necessità di un miglioramento dell’isolamento globale del sistema, in quanto, se il tempo di riscaldamento è troppo lungo, gran parte della potenza
introdotta per effetto Joule va persa per dissipazione verso l’esterno.
Ulteriore vincolo alla progettazione è stato posto dalla necessità di effettuare il collegamento del dispositivo all’impianto della camera a vuoto già
esistente: questa soluzione costruttiva si rivela vantaggiosa non solo dal punto di vista economico, in quanto consente di riutilizzare flange e componenti
di collegamento già realizzati e disponibili per il sistema a pistone, ma anche e soprattutto perché consente una perfetta intercambiabilità tra i due
sistemi. A conferma di questo aspetto vi è, inoltre, la scelta di regolare la
corsa della valvola in maniera tale che sia uguale alla dimensione delle luci
di scarico del pistone, pari a 2.5 mm. In questo modo è possibile garantire
la maggiore confrontabilità possibile dei risultati ottenuti con i due sistemi:
all’apertura della valvola, il gas fluisce in direzione radiale e viene guidato nel
tratto convergente dell’ugello dal terminale, sagomato opportunamente con
forma conica (anche questo dettaglio richiama la soluzione tecnica adottata
sul sistema a pistone).
3.2.2
Descrizione del dispositivo e della modalità di
funzionamento
Il dispositivo è illustrato nelle figure 3.8 e 3.9.
25
Capitolo 3. Setup sperimentale
Si possono individuare alcuni componenti principali:
• serbatoio: è il volume di raccolta del gas e l’ambiente all’interno del
quale avviene la fase di riscaldamento e di compressione;
• fondello di chiusura: consente la chiusura del dispositivo e l’alloggiamento della valvola rapida, del filo di Ni-Cr per il riscaldamento e della
termocoppia per la misura di temperatura;
• elettrovalvola rapida: consente l’ingresso del gas negli ugelli, permettendo la generazione del getto. Il design della valvola è studiato per
avere la minor massa possibile che ottimizzi le prestazioni;
• premistoppa e raschiaolio: il loro scopo è quello di garantire la tenuta
del gas in pressione nonostante il movimento della valvola rapida, grazie
al serraggio di un O-Ring di tenuta e di un sottile disco in gomma;
• barriera termica: consente la dispersione del calore dal gas caldo all’ambiente esterno prima che questo raggiunga la membrana del trasduttore,
proteggendola da temperature troppo elevate;
• flange e componenti di raccordo tra il serbatoio e la camera a vuoto e
gli ugelli.
Figura 3.8: Sezione A-A del dispositivo.
26
3.2. Serbatoio di riscaldamento
Figura 3.9: Sezione B-B del dispositivo.
Figura 3.10: Render 3D del serbatoio di riscaldamento.
Il serbatoio di riscaldamento presenta alcune peculiarità (3.10):
• l’estremità di collegamento con la camera a vuoto ha una forma che
richiama la struttura del sistema a pistone; come già detto, ciò ha
permesso di ottenere un vantaggio non solo economico, ma anche e
soprattutto logistico, in quanto semplifica la procedura di montaggio
del serbatoio;
• l’estremità di collegamento con il fondello presenta una cava per l’alloggiamento di un O-Ring di tenuta;
27
Capitolo 3. Setup sperimentale
• sulla superficie laterale vi sono l’ingresso del gas di lavoro e una presa di
pressione a parete, a cui viene collegata la barriera termica di protezione
al trasduttore;
• la superficie laterale presenta, inoltre, 8 fori M4 per il collegamento con
i componenti di raccordo con il fondello: una struttura di questo tipo
è dovuta alla necessità di avere quanto più spazio possibile sulla superficie interna del fondello per gli alloggiamenti di termocoppia, valvola
rapida e resistenza di riscaldamento e di realizzare la cava per l’O-Ring
di tenuta e i collegamenti filettati necessari al collegamento fondello serbatoio.
Il fondello è riportato in figura 3.11: si possono notare le cave di alloggiamento dei connettori per la termocoppia e per la resistenza di riscaldamento,
nonché il foro di passaggio per l’asta della valvola. A questi si aggiungono i
fori di collegamento con i componenti precedentemente citati.
Figura 3.11: Render 3D del fondello di chiusura.
L’elettrovalvola rapida (figura 3.12) è costituita da un’asta in alluminio,
una parte terminale con O-Ring di tenuta e un manicotto di collegamento
con il nucleo in ferro dell’elettrovalvola. Il manicotto presenta una cava per
l’alloggiamento della molla di chiusura. Il nucleo in ferro scorre all’interno
della bobina, fissata su una piastra serrata su 4 barre filettate M10 in maniera
tale che sia a 7.4 cm di distanza dal fondello (tale distanza garantisce che
la corsa sia pari a 2.5 mm e permette un adeguato precarico della molla di
chiusura). Dal lato fondello, la piastra presenta degli spessori in gomma che
garantiscono l’arresto della valvola durante l’apertura.
Per una regolazione fine delle forze in gioco, la valvola è corredata da una
molla antagonista alla molla di chiusura (figura 3.13).
28
3.2. Serbatoio di riscaldamento
Figura 3.12: Render 3D della valvola rapida.
La molla è costituita da due sottili lamine di alluminio, sagomate opportunamente e disposte simmetricamente, per non indurre sollecitazioni di
flessione sull’asta. Ad una estremità le lamine sono fissate su un supporto
in policarbonato, solidale con il manicotto di collegamento e, quindi, con il
corpo valvola; anche in questo caso, la massa del supporto è studiata per
ottimizzare le prestazioni dell’elettrovalvola. Dall’altro lato (lato fondello),
le lamine sono fissate sui perni con un dado che permette la regolazione fine
della risposta elastica della lamina: in questo modo è possibile aumentare o
diminuire la forza che si andrà ad aggiungere a quella esercitata dalla bobina.
Figura 3.13: Render 3D della molla antagonista.
Il funzionamento del dispositivo, invece, può essere descritto e sintetizzato
in alcuni passi fondamentali:
• carico del gas di lavoro nel serbatoio;
• riscaldamento del gas;
• apertura della valvola rapida e generazione del getto.
3.2.3
Dimensionamento dei collegamenti filettati
In questa sezione si descrive la fase di dimensionamento dei collegamenti
filettati, che comprende i collegamenti tra:
29
Capitolo 3. Setup sperimentale
• serbatoio e camera a vuoto;
• serbatoio e componenti di collegamento esterni;
• componenti di collegamento esterni e fondello di chiusura.
Per quanto riguarda il collegamento del serbatoio alla camera a vuoto e
ai corrispondenti componenti di raccordo, il dimensionamento non è stato
necessario, in quanto, come già detto, si riprende la stessa configurazione del
sistema a pistone. Il fissaggio del serbatoio alla flangia della camera viene
effettuato con 4 viti M6 in acciaio, classe di resistenza 6.8. Si effettua, quindi,
la sola verifica a taglio delle viti utilizzate soggette al peso del dispositivo,
montato a sbalzo senza alcun supporto.
La verifica richiede che sia soddisfatta la seguente relazione:
τb =
Tb
≤ τb,amm
nAr,b
(3.2)
dove:
• τb è la tensione di taglio agente su ogni bullone;
• Tb è la forza di taglio agente su ogni bullone (nel caso in esame, la forza
peso);
• n è il numero dei piani di taglio (in questo caso pari a 1);
• Ar,b è la sezione resistente della vite, relativa al diametro resistente, calcolato come la media aritmetica tra il diametro di nocciolo e il diametro
medio della vite ([13]);
• τb,amm è la tensione di taglio ammissibile, riportata sulla norma CNRUNI 10011-97 ([14]);
La verifica è ampiamente soddisfatta.
Tenendo presenti i criteri di simmetria richiesti nella realizzazione di un
collegamento filettato, il collegamento tra il fondello e i componenti intermedi viene realizzato utilizzando 4 perni filettati M6 in acciaio, fissati ai
componenti di raccordo: la soluzione adottata è giustificata dalla necessità di prevenire l’usura della filettatura, sollecitata dai continui montaggi e
smontaggi in fase di collaudo.
In questa configurazione, i perni sono soggetti a sforzo assiale generato
dalla pressione del gas che agisce sulla superficie interna del fondello. Per
garantire la sicurezza del collegamento, si effettua la verifica statica, che
consiste nella procedura di calcolo seguente:
30
3.2. Serbatoio di riscaldamento
• calcolo della forza assiale agente su ogni vite Fv , a partire dalla pressione
di ristagno del gas (per la verifica si considera il valore massimo di
pressione, raggiunto nella configurazione M=15 e pamb =20 Pa);
• calcolo della forza totale agente su ogni vite F, ottenuta sommando la
forza di serraggio F0 a Fv tale che F = F0 + Fv . I valori ottimali del
precarico di serraggio sono riportati in [14]: tuttavia, tenendo conto del
fatto che non è previsto l’utilizzo di chiavi dinamometriche, si è scelto
un valore idoneo in base a quelli indicati;
• calcolo della sollecitazione assiale di trazione σav :
σav =
F
Ar
(3.3)
dove Ar è la sezione resistente della vite;
00
• calcolo del momento generato dall’attrito sui fianchi del filetto Ms :
00
Ms = F · tan(α + φ)
d2
2
(3.4)
dove α è l’angolo dell’elica medio (atan( πdP 2 )), φ è l’angolo di attrif1
), con
to fittizio per una filettatura metrica triangolare (atan( cos(θ/2)
◦
θ = 60 angolo del profilo del filetto, f1 =0.11 coefficiente di attrito tra
vite e madrevite (considerando acciaio e alluminio)), d2 è il diametro
caratteristico delle filettature metriche triangolari;
• calcolo della sollecitazione di torsione τtv :
00
16Ms
τtv =
πDr3
(3.5)
dove Dr è il diametro resistente della vite;
• calcolo della sollecitazione ideale σid dal criterio di Guest-Tresca:
q
2 + 4τ 2
σid = σav
(3.6)
tv
• applicazione della relazione di verifica:
σid ≤
Rp0.2
cs
(3.7)
31
Capitolo 3. Setup sperimentale
dove Rp0.2 è il carico di scostamento dalla proporzionalità (o carico di
snervamento) e cs è il coefficiente di sicurezza, pari a 2.
Anche in questo caso, la verifica è ampiamente soddisfatta.
Per il collegamento tra il serbatoio e i componenti intermedi si utilizzano
8 viti M4 in acciaio temperato, classe di resistenza 12.9. Anche in questo caso
non è stato effettuato un vero e proprio dimensionamento: dopo aver scelto
le viti, è stata eseguita la verifica a taglio, generato dallo sforzo di pressione
agente sulla superficie interna del fondello. La relazione da soddisfare è la
3.2.
Per i dettagli sui calcoli effettuati si rimanda a [13], [15], [16].
3.2.4
Dimensionamento guarnizioni e O-Ring
La tenuta in questo genere di dispositivi è fondamentale per evitare perdite di gas in pressione verso l’esterno (a pressione ambiente) o verso l’interno
della camera (portata a pressioni dell’ordine di qualche Pascal) che possano
compromettere il risultato della prova sperimentale: si utilizzano guarnizioni fustellate ad hoc e O-Ring per garantire la tenuta necessaria. Mentre le
guarnizioni possono essere ricavate su misura a seconda della necessità, fustellando un foglio in gomma dura (è questo il caso della guarnizione di tenuta
per il connettore della termocoppia e per il connettore del filo di Ni-Cr, nonché della guarnizione applicata sull’ingresso del gas), gli O-Ring richiedono
una procedura di dimensionamento più complessa.
Le caratteristiche principali verranno descritte in questa sezione; per i
dettagli, si rimanda a [17].
Gli O-Ring vengono utilizzati per applicazioni statiche o dinamiche. Nel
tipo di tenuta statico, l’O-Ring può essere utilizzato come tenuta assiale, per
flange o coperchi, o come tenuta radiale, per aste o pistoni (figura 3.14).
Figura 3.14: Esempi applicativi O-Ring di tenuta: a sinistra tenuta a flangia,
compressione assiale. A destra, tenuta ad asta, compressione radiale. [17]
32
3.2. Serbatoio di riscaldamento
L’O-Ring montato deve essere deformato: la compressione iniziale, dovuta al montaggio tra le parti, dà inizio al processo di tenuta, amplificato
dall’applicazione della pressione interna o esterna. La compressione iniziale
minima dipende dall’applicazione, quella massima è dettata dall’esigenza di
una lunga durata di vita utile. Il valore di compressione ottimale si ricava
dalla seguente relazione (figura 3.15):
Compressione(%) =
d2 − D
· 100
d2
(3.8)
Figura 3.15: Determinazione della compressione di un O-Ring. [17]
Poiché l’O-Ring si deforma nel momento in cui si applica il carico di
compressione iniziale, la sede di alloggiamento deve essere dimensionata in
maniera tale da accogliere tale variazione di volume: nei casi normali, il volume della sede viene scelto circa il 25% più grande della sezione dell’O-Ring.
La direzione della pressione di carico è importante nel dimensionamento della
cava dell’O-Ring: infatti, questa influisce sul movimento relativo che compie
l’O-Ring. Se la pressione agisce dall’interno (come nel caso in questione), si
fa in modo che l’O-Ring prema leggermente sul diametro esterno della cava
(figura 3.16). Le sedi devono essere realizzate di forma rettangolare, con una
inclinazione dei fianchi della sede di massimo 5◦ (figura 3.17).
Inoltre, bisogna garantire l’assenza di interstizi di tenuta tra le parti collegate per evitare problemi di estrusione o di rottura dell’O-Ring. La corretta
applicazione viene mostrata in figura 3.18.
Per applicazioni con pressioni inferiori a 20 bar, si utilizzano O-Ring in
gomma nitrilica con durezza tra 60 e 70 ShoreA.
Gli O-Ring necessari a garantire la tenuta del serbatoio sono i seguenti:
• tenuta tra fondello e serbatoio: O-Ring OR 4412 ;
• tenuta tra il serbatoio e la flangia della camera a vuoto: O-Ring OR
171 ;
• tenuta tra il terminale della valvola rapida e l’ugello: O-Ring OR 2012 ;
33
Capitolo 3. Setup sperimentale
Figura 3.16: O-Ring: pressione dall’interno. [17]
Figura 3.17: Sede O-Ring. [17]
• tenuta tra il serbatoio e lo stelo scorrevole della valvola rapida: O-Ring
ORM 0061-16 ;
• tenuta tra il serbatoio e la barriera termica della presa di pressione:
O-Ring ORM 0096-24.
Per completare il discorso sulle tenute, è necessario descrivere l’utilizzo di
un particolare accorgimento tecnico che ha permesso di migliorare la tenuta
senza intaccare le prestazioni dell’elettrovalvola: a causa delle tolleranze di
lavorazione e della necessità di garantire un allineamento perfetto tra i componenti della valvola per ridurre la presenza di attriti nocivi alle prestazioni,
34
3.2. Serbatoio di riscaldamento
Figura 3.18: Applicazione errata (a sinistra) e corretta (a destra) di un O-Ring. [17]
la tenuta tra serbatoio e stelo scorrevole effettuata dal solo O-Ring ORM
0061-16 si è rivelata poco efficiente. Per questo motivo, è stato realizzato
un ”raschiaolio” ad hoc: avvitato sulla superficie superiore del premistoppa,
il raschiaolio preme un sottile disco di gomma, finemente rifinito con lima e
carta vetrata, che si stringe attorno allo stelo scorrevole, intrappolando l’olio di lubrificazione nell’interstizio tra stelo e premistoppa e migliorando la
tenuta complessiva del dispositivo.
3.2.5
Dimensionamento del sistema di riscaldamento
Il riscaldamento del gas nel serbatoio viene effettuato utilizzando un filo
di Ni-Cr, sfruttando il cosiddetto effetto Joule: la resistenza del materiale al
passaggio della corrente genera calore, il quale viene ceduto al gas contenuto
nel dispositivo.
Il sistema di riscaldamento viene dimensionato in maniera tale che l’intero
processo duri qualche secondo, con un massimo fino a 10 s: il processo può
essere, quindi, considerato adiabatico, poiché molto veloce. Secondo questa
approssimazione, tutto il calore prodotto per effetto Joule viene assorbito dal
gas circostante: il gas, infatti, non ha il tempo di cedere calore alle pareti del
serbatoio, in quanto al termine della fase di riscaldamento si ha l’immediata
apertura della valvola rapida, che consente l’immissione del gas di prova
in camera. Tuttavia, data l’elevata conducibilità termica della lega leggera
d’alluminio con cui è realizzato il dispositivo, come già anticipato, si è fatto
ricorso ad uno strato di fibra di vetro: il suo scopo è quello di proteggere le
pareti del serbatoio e isolare le stesse dal gas caldo contenuto al suo interno,
avvalorando l’ipotesi di processo adiabatico.
35
Capitolo 3. Setup sperimentale
Non tutta la superficie interna del serbatoio, però, è stata isolata con fibra
di vetro, a causa della difficoltà di sagomare la stessa fibra per ottenere la
forma voluta: sotto forma di tessuto, infatti, ha scarsa resistenza meccanica
e tende a sfilacciarsi alle estremità. La fibra è stata, quindi, ritagliata e
rifinita con una fiamma per ridurre questo effetto. Il fissaggio all’interno
del serbatoio è stato effettuato sfruttando la rigidità della tela smeriglio, che
tuttavia non contribuisce all’isolamento.
Inoltre, all’isolamento termico del dispositivo contribuiscono i sostegni
cilindrici del diametro di 12 mm in fibra di vetro compatta sui quali viene
avvolto il filo di Ni-Cr (tali sostegni sono sorretti da apposite griffe avvitate
al fondello), e due tappi di teflon che, rispettivamente, isolano termicamente
l’interno del serbatoio dal connettore per la termocoppia e dal connettore per
la resistenza (quest’ultimo ha anche il compito di proteggere la saldatura dei
terminali in rame a cui è collegato il filo di Ni-Cr), osservabili in figura 3.19.
Figura 3.19: Disposizione filo Ni-Cr e accorgimenti tecnici per l’isolamento.
Per questi motivi, l’isolamento interno del serbatoio rappresenta sicuramente uno dei punti da migliorare in lavori successivi: questo lavoro di tesi,
infatti, avendo come scopo la validazione del dispositivo, pone le basi per
ulteriori sviluppi al fine di ottimizzare il sistema.
Tuttavia, ritenendo ancora valida l’ipotesi di adiabaticità almeno per la
fase iniziale del dimensionamento, lo scambio termico all’interno del serbatoio
può essere riassunto attraverso il seguente bilancio di entalpia:
36
3.2. Serbatoio di riscaldamento
mcpi Ti + V I∆t = mcp0 T0
(3.9)
dove:
• m è la massa del gas introdotto nel serbatoio, funzione della pressione di
alimentazione della bombola e del tempo di apertura dell’elettrovalvola;
• cpi è il calore specifico a pressione costante del gas, alla temperatura
iniziale;
• Ti è la temperatura di ingresso del gas nel serbatoio, pari alla temperatura ambiente (293.15 K);
• V è il valore di tensione impostato;
• I è il valore di corrente, funzione della resistenza del filo. Si ricorda che
la resistenza del filo aumenta all’aumentare della temperatura (secondo
una legge lineare): per questo motivo, all’aumentare della temperatura,
la corrente che scorre nel filo diminuisce;
• ∆t è il valore dell’intervallo di tempo in cui si effettua il riscaldamento
(da 0 a 10 s);
• cp0 è il calore specifico a pressione costante del gas, alla temperatura di
ristagno;
• T0 è la temperatura di ristagno raggiunta a fine processo, desiderata.
Noti Ti , T0 , p0 (pressione di ristagno del gas, desiderata) è possibile ricavare la pressione di ingresso del gas pi nell’ipotesi che la trasformazione
sia isocora. Utilizzando tabelle e grafici sulle proprietà termodinamiche dei
gas (soprattutto la curva temperatura-entropia), è possibile risalire ai valori di entalpia specifica a inizio e fine riscaldamento, a partire dai valori di
temperatura e pressione.
Dalla relazione 4.1, noti ∆t e m (funzione di pi ), si ricava il valore, in
W, della potenza da erogare per effetto Joule necessaria a raggiungere la
temperatura desiderata T0 .
Per dimensionare il sistema di riscaldamento si fa riferimento al valore
massimo di potenza necessaria a raggiungere la temperatura massima prevista affinché il filo di Ni-Cr non subisca danni, pari a 1000 K. Il generatore di
tensione utilizzato è un ISO-TECH IPS-3610D, capace di erogare 36 V e 10
A. Il procedimento di ricerca dei valori di tensione e corrente che soddisfino
le specifiche del generatore è iterativo:
37
Capitolo 3. Setup sperimentale
• si sceglie un valore di tensione, che rappresenta il primo valore di
tentativo;
• dalla relazione P = V 2 /R, nota P e scelta V, si ricava R (a caldo);
• dalla relazione V=RI si ricava I;
• se il valore di I è minore di quello erogabile dal generatore, il ciclo si
arresta; altrimenti si sceglie un valore di tensione maggiore.
Terminato il ciclo e ricavati i valori di corrente e di tensione necessari
ad erogare la potenza massima (ovvero quella relativa a 1000 K), si passa
a determinare le caratteristiche del filo. Conoscendo i valori di resistenza al
metro (Ω/m) dei fili a disposizione al variare della temperatura e il valore
di resistenza a caldo ricavato nei passi precedenti, si ricava la lunghezza del
filo necessaria ad ottenere i risultati desiderati. La resistenza del filo varia in
funzione della temperatura, seguendo una legge lineare:
R(T ) = R(Trif )[1 + α(T − Trif )]
(3.10)
dove Trif è la temperatura di riferimento (solitamente temperatura ambiente, 293.15 K), e R(Trif ) è la resistenza a questa temperatura.
Il filo utilizzato è un filo in lega Nickel-Cromo 80-20; il diametro esterno,
pari a 0.508 mm, garantisce una buona resistenza meccanica e la possibilità
di sagomare con facilità il filo a seconda delle necessità, come si osserva in
figura 3.19.
3.2.6
Dimensionamento elettrovalvola rapida
L’ingresso del gas in camera di prova avviene tramite l’utilizzo di un’elettrovalvola rapida realizzata appositamente.
In una valvola di questo tipo, l’attuazione ha luogo grazie alla corrente
che scorre attraverso una bobina concentrica con un nucleo cilindrico di ferro
e/o acciaio: il nucleo rappresenta il componente che trasporta con sé l’elemento che chiude o apre la valvola. Il passaggio della corrente nella bobina
genera un campo magnetico e la forza prodotta agisce in direzione assiale,
muovendo il nucleo e causando l’apertura o la chiusura della valvola. Tali
valvole possono raggiungere velocità di movimento molto elevate, con tempi di apertura brevissimi (nell’ordine dei ms) a seconda di alcuni fattori, di
cui si parlerà successivamente. Il diametro interno della bobina deve essere
tale da far scorrere facilmente il nucleo al suo interno, ma evitando di lasciare troppo spazio che andrebbe ad aumentare il traferro (ovvero l’aria tra il
magnete e il componente da attrarre). Una molla di richiamo, posizionata
38
3.2. Serbatoio di riscaldamento
e dimensionata opportunamente, consente il riposizionamento della valvola,
una volta terminato l’impulso di corrente.
La forza che permette la chiusura della valvola è la sola forza elastica
della molla. La molla spinge la parte mobile contro la sezione di ingresso
quando la bobina è disattivata: quindi, aumentando la forza elastica, la valvola si chiuderà più velocemente. Tuttavia, la bobina deve superare la forza
elastica per aprire la valvola: la velocità di apertura della valvola è inversamente proporzionale alla costante elastica, mentre la velocità di chiusura è
direttamente proporzionale alla costante elastica.
La corsa del nucleo e dei componenti ad esso collegati è regolata per essere
pari a 2.5 mm, in analogia con le dimensioni delle luci di scarico del pistone
e dell’iniettore, cosı̀ da assicurare la maggiore confrontabilità possibile tra
i risultati ottenuti con i due sistemi. Tuttavia, la corsa non è fissa, ma
regolabile tramite un sistema a barre filettate e controllabile tramite uno
spessimetro apposito.
La tenuta della valvola viene realizzata applicando un O-Ring di tenuta
sulla parte terminale dello stelo, serrato in maniera tale che, a valvola chiusa,
prema sul tratto iniziale del convergente degli ugelli. La parte terminale,
come nei sistemi a pistone e ad iniezione, presenta un puntale conico che si
inserisce nel convergente dell’ugello e convoglia e guida il flusso, consentendo
l’allineamento con l’asse dell’ugello ed evitando la formazione di espansioni
indesiderate e di fenomeni turbolenti.
Le prestazioni di un’elettrovalvola sono influenzate da alcuni fattori:
• dimensioni e peso del nucleo e dei componenti ad esso collegati: diminuendo dimensioni e peso, aumenta la velocità di risposta. Tuttavia, bisogna trovare un giusto compromesso, in quanto, soprattutto per quanto riguarda il nucleo, ad un peso minore corrisponde una dimensione
minore, e quindi una forza più bassa;
• dimensioni della bobina e numero di spire: più basso è il numero di
spire, minore sarà l’induttanza e più veloce la risposta in corrente,
ottenendo un tempo di risposta minore. Se il numero di spire è basso,
tuttavia, diminuisce la forza del solenoide;
• ritardo elettrico: il carico induttivo della bobina causa un ritardo nell’applicazione del voltaggio;
• ritardo magnetico: un flusso magnetico che si sviluppa a causa di una
corrente all’interno di un solenoide è accompagnato da una corrente
indotta nella direzione opposta a quella dalla quale si genera il flusso
magnetico;
39
Capitolo 3. Setup sperimentale
• attriti tra le parti in movimento relativo;
• tensione e corrente applicate: un voltaggio troppo elevato causa la saturazione del flusso magnetico nel nucleo. Aumentando il voltaggio, aumenta la corrente e aumenta l’intensità del flusso magnetico; tuttavia,
il flusso magnetico che determina la forza del solenoide non aumenta
cosı̀ tanto a causa della saturazione del materiale.
La bobina, sviluppata con una serie di prove preliminari che ne hanno
permesso di valutare dimensioni e caratteristiche elettriche, nella sua versione definitiva ha una resistenza di 3.1 Ω e una induttanza di 9 mH e viene
alimentata da due condensatori di capacità 0.3 F caricati a 60 V: considerando la presenza dei cavi di collegamento che introducono ulteriore resistenza
nell’ordine di qualche decimo di Ω, durante una singola prova, nella bobina,
scorrono circa 18 A.
Un aspetto molto importante da considerare è il riscaldamento che subisce
la bobina a causa degli elevati valori di tensione e di corrente applicati: ciò
causa non solo un deterioramento del componente nel tempo, ma anche un
effetto nocivo dovuto all’aumento di resistenza con la temperatura, il quale
comporta una diminuzione di corrente (a parità di tensione fornita dai condensatori) e un significativo calo delle prestazioni. Per questo motivo i cicli
di lavoro sono pensati in maniera tale da garantire un opportuno periodo di
riposo tra una prova e l’altra.
Per i dettagli sulla progettazione di un’elettrovalvola si rimanda a [18],
[19], [20], [21], [22], [23] e [24].
Il campo magnetico generato dalla bobina può essere stimato analiticamente, con buona approssimazione, sommando il contributo delle singole
spire:
µ0 I N
B(z) =
2 L
z + L/2
z − L/2
− 2
2
2
1/2
(R + (z + L/2) )
(R + (z − L/2)2 )1/2
dove:
• z è la distanza lungo l’asse della bobina;
• µ0 è la permeabilità magnetica nel vuoto, pari a 4π·10−7 H/m;
• N è il numero di spire;
• L è la lunghezza della bobina;
• R è il raggio della bobina.
40
(3.11)
3.2. Serbatoio di riscaldamento
La bobina è stata realizzata avvolgendo del filo di rame attorno ad un
rocchetto di alluminio e plastica: il rocchetto presenta un foro centrale che
permette lo scorrimento della barretta di ferro che consente l’apertura e la
chiusura della valvola sotto gli effetti del campo magnetico generato dalla
bobina. La barretta di ferro ha diametro pari a 6 mm, mentre il foro della
bobina è pari a 6.2 mm: questa piccola differenza è necessaria per massimizzare l’effetto di attrazione della bobina sul nucleo, limitando il traferro.
Tuttavia, ciò causa anche un aumento degli attriti, il che richiede scrupolose operazioni di allineamento e di lubrificazione dei componenti durante il
montaggio e prima di ogni prova.
La bobina ha una lunghezza di 30 mm e un diametro di 52 mm. Considerando gli ingombri dei supporti utilizzati e nota la dimensione del filo di
rame utilizzato (diametro pari a 0.7 mm), è possibile ricavare a posteriori
il numero di spire: approssimando a 1 mm il diametro del filo per tenere
conto di errori nell’avvolgimento del filo e nell’impacchettamento delle spire,
il numero di spire per strato è circa 30, mentre il numero di strati è circa pari
a 20.
3.2.7
Sistemi di misura e di controllo
Il serbatoio presenta degli ingressi opportunamente progettati per accogliere strumenti di misura, quali una termocoppia e un trasduttore di
pressione.
Inoltre, il dispositivo realizzato richiede una preparazione accurata durante l’allestimento delle prove sperimentali:
• la fase di riscaldamento del gas richiede di impostare la durata del
riscaldamento e la tensione da applicare al filo di Ni-Cr per generare la
potenza necessaria;
• l’immissione del gas nell’ugello richiede la regolazione dell’elettrovalvola
rapida in termini di durata dell’impulso di corrente.
3.2.7.1
Temperatura
La misura di temperatura viene registrata mediante una termocoppia di
tipo K ad immersione, con diametro della sonda pari a 1.5 mm e lunghezza
pari a 100 mm (figura 3.20).
Il principio di funzionamento di una termocoppia si basa sull’effetto Seebeck, secondo il quale in un circuito formato da due conduttori di natura
differente, sottoposto ad un gradiente di temperatura, si instaura una differenza di potenziale. Il potenziale elettrico instaurato è funzione diretta della
differenza di temperatura tra le due giunzioni, secondo una legge non lineare:
41
Capitolo 3. Setup sperimentale
Figura 3.20: Termocoppia Correge di tipo K
∆T =
N
X
an V n
(3.12)
n=0
dove i coefficienti an variano a seconda del materiale della termocoppia.
Le termocoppie di tipo K sono realizzate in Chromel (lega di Ni-Cr, polo
positivo) e Alumel (lega di Ni-Al, polo negativo) e permettono di misurare
temperature che vanno da -200◦ C a 1260◦ C. La sensibilità è pari a circa
41 µV /◦ C: a causa del valore bassissimo di sensibilità, non è stato possibile
collegare la termocoppia direttamente ad un oscilloscopio per l’acquisizione
del segnale, in quanto la parte utile sarebbe stata influenzata dal rumore in
maniera importante. Inoltre, il collegamento elettrico diretto è errato e la
lettura sarebbe stata affetta da errori di calibrazione.
Si è utilizzato, invece, un termometro digitale ad infrarossi con attacco
compatibile: il sistema cosı̀ composto garantisce l’acquisizione 1 volta al secondo, aspetto non trascurabile dato che la fase di riscaldamento stessa ha
la durata di qualche secondo. A ciò bisogna aggiungere il ritardo introdotto
dalla guaina di rivestimento isolante: si può concludere dicendo che i dati di
temperatura raccolti in fase di validazione sono stati trattati molto delicatamente e che questo rappresenta, senza ombra di dubbio, uno dei punti da
migliorare in lavori successivi.
Φ sonda [mm]
63% [s]
90% [s]
≥ 0.5
0.4
0.7
1
0.5
0.8
1.5
0.8
1
2
1
1.5
3
1.2
2.1
Tabella 3.2: Tempi di risposta termocoppia di tipo K: risposta al 63% e al 90% del
valore di regime. [25]
Il diametro della sonda pari a 1.5 mm garantisce una buona resistenza
42
3.2. Serbatoio di riscaldamento
meccanica e tempi di risposta accettabili, come si può vedere dalla tabella
3.2.
La termocoppia viene alloggiata all’interno di un raccordo in acciaio inox,
con diametro interno pari a quello della sonda (1.5 mm). La tenuta viene garantita utilizzando una rondella ed una guarnizione fustellata appositamente.
Dalla parte interna del fondello, sfruttando la filettatura residua, è applicato
un tappo di teflon per l’isolamento termico del connettore.
3.2.7.2
Pressione
La pressione di ristagno raggiunta all’interno del serbatoio alla fine del
processo di riscaldamento viene rilevata da un trasduttore di pressione SenSym Sx 100, il cui segnale di uscita viene elaborato da un oscilloscopio. Il
trasduttore ha un fondoscala di 0-10 V e permette di misurare pressioni fino
a 10 bar.
Dal momento che la pressione varia molto rapidamente all’interno del
serbatoio durante il riscaldamento del gas, la misura di pressione da effettuare
è non stazionaria. La risposta può essere di diversi tipi:
• oscillatoria o smorzata, propria dei sistemi di secondo ordine;
• esponenziale, caratteristica dei sistemi di primo ordine.
Una misura di pressione non stazionaria in seguito all’applicazione di uno
scalino richiede un sistema di misura opportuno, realizzato da una presa di
pressione a parete, da un trasduttore a membrana e da una linea di connessione. La condizione ottimale è quella in cui la linea di connessione e la presa
a parete sono assenti: in questo caso, la membrana sensibile del trasduttore
è posta a diretto contatto con la superficie su cui agisce la pressione che si
vuole misurare. La risposta è praticamente istantanea.
Tuttavia, in molti casi, non è possibile realizzare una catena di misura
di questo tipo e si rende necessario l’utilizzo della presa di pressione e della
linea di connessione, che inevitabilmente introducono dei ritardi nella misura
(figura 3.21). Per minimizzare questi ritardi è possibile agire sulle dimensioni
della linea di connessione: una diminuzione del diametro di linea, aumentando gli effetti viscosi, comporta lo smorzamento delle oscillazioni tipiche dei
sistemi di secondo ordine e permette di ottenere tempi di risposta minori.
Tuttavia, una diminuzione eccessiva del diametro potrebbe causare una resistenza troppo elevata allo scorrimento del flusso. Aumentare la lunghezza,
invece, significa aumentare il tempo in cui lo scalino di pressione raggiunge
la membrana.
Un altro aspetto da tener presente nel dimensionamento di un sistema
di misura di pressione è la connessione tra i vari componenti: solitamente,
43
Capitolo 3. Setup sperimentale
Figura 3.21: Rappresentazione di un sistema di misura.
si utilizzano degli adattatori di dimensione opportuna, per evitare che vi
siano variazioni di volume eccessive, con un deterioramento della risposta del
sistema.
L’unica criticità associata alla misura di pressione è legata alle elevate
temperature: come indicato nel manuale, [26], la massima temperatura a
cui può essere soggetto per tempi brevi un trasduttore della serie Sx è pari
a 250◦ . Ciò ha portato alla progettazione di una barriera termica la cui
funzione è quella di abbassare il valore di temperatura del gas prima che
questo raggiunga la membrana del trasduttore ([27]).
Le caratteristiche della barriera termica rispettano le regole di praticità
che accompagnano qualsiasi misura di pressione non stazionaria:
• le linee di connessione tra la presa di pressione a parete e il trasduttore
devono avere una lunghezza tale da non compromettere la risposta in
frequenza: una lunghezza eccessiva può causare perdite di carico elevate
che possono compromettere la misura stessa. Per questo motivo, la
lunghezza della barriera è limitata a pochi cm (anche a causa delle
difficoltà di foratura che si avrebbero nel caso in cui la lunghezza fosse
maggiore), a cui si aggiungono quelli relativi al collegamento tra la
barriera stessa e il trasduttore;
• il diametro interno della barriera, cosı̀ come il diametro della presa di
pressione, è realizzato in maniera tale da garantire la costanza della
sezione, in modo da non peggiorare la risposta in frequenza: il collegamento tra la barriera e il trasduttore, infatti, viene effettuato con un
tubo in plastica dura con diametro interno pari a quello dei fori appena
descritti.
44
3.2. Serbatoio di riscaldamento
La barriera termica è costituita da un cilindro in alluminio, forato centralmente e presenta, ad una estremità, un tratto filettato che si inserisce
direttamente sulla superficie laterale del serbatoio; la tenuta è garantita da
un O-Ring, per il quale si realizza una sede opportuna.
Il disegno tecnico relativo alla barriera termica qui descritta è riportato
in appendice A.
3.2.7.3
Riscaldamento del gas
La regolazione dei parametri della fase di riscaldamento del gas di lavoro richiederebbe la costruzione di curve di calibrazione tensione-potenza.
In accordo con gli obiettivi della tesi, l’alimentazione avviene alla massima
tensione erogabile, rimandando la costruzione di tali curve in lavori futuri. Il
controllo, invece, avviene attraverso un’elettronica appositamente progettata: ricevendo in ingresso il segnale fornito dal terzo stadio del temporizzatore,
un relè mette in continuità la linea di alimentazione del generatore con il filo
di Ni-Cr posizionato all’interno del serbatoio (figura 3.22).
Figura 3.22: Schema di controllo della fase di riscaldamento del gas.
Il termine della fase di riscaldamento e il relativo fronte di discesa del
segnale rappresentano l’input per il circuito di controllo dell’elettrovalvola.
3.2.7.4
Elettrovalvola rapida
La regolazione e il controllo dell’elettrovalvola avvengono in maniera più
complessa rispetto al riscaldamento del gas. La bobina viene alimentata
da 2 condensatori da 150000 µF (tensione di alimentazione 63 V) collegati
in parallelo, raggiungendo una capacità equivalente pari a 300000 µF. La
scelta di utilizzare condensatori con una capacità cosı̀ elevata è dovuta alla
possibilità di avere a disposizione una costante di tempo elevata, garantendo
45
Capitolo 3. Setup sperimentale
per tutta la durata di apertura della valvola un valore di corrente superiore
a 10 A.
La mancanza di alimentatori economicamente vantaggiosi e adatti allo
scopo, ha comportato la scelta di realizzare un alimentatore utilizzando un
trasformatore da 48 V: il valore massimo di tensione in uscita è pari a circa
68 V, valore troppo elevato per garantire la carica dei condensatori con un
certo margine di sicurezza. Per questo motivo, si utilizzano 2 diodi zener in
serie che garantiscono il livellamento della tensione attorno ad un valore di
60 V.
Il circuito di controllo presenta alcune particolarità:
• integrato TTL di tipo ONE-SHOT : è il componente che comanda la
scarica dei condensatori sulla bobina. Nella configurazione adottata,
l’integrato si attiva ricevendo in ingresso un fronte di caduta (che corrisponde al termine della fase di riscaldamento) e fornisce in uscita
un segnale alto (5 V) che attiva il circuito di scarica dei condensatori.
In figura 3.23 è rappresentata la struttura dell’integrato ONE-SHOT
SN74LS221N.
Figura 3.23: Schema interno di un integrato ONE-SHOT SN74LS221N.
La durata del segnale di uscita dipende dai valori delle resistenze e
dei condensatori collegati all’integrato, come indicato in figura 3.24. Il
valore di durata è ricavabile dalla formula:
tout = 0.7Rext Cext
46
(3.13)
3.2. Serbatoio di riscaldamento
dove tout è misurato in ns, Rext in kΩ e Cext in pF. L’elettronica di
controllo del TTL è stata realizzata in maniera tale da garantire la
scelta tra due diverse scale temporali, una da 100 ms e una da 1 s; per
ottenere questo risultato è stato utilizzato un potenziometro da 50 kΩ
e, rispettivamente:
– una capacità di 3 µF, per la scala da 100 ms;
– una capacità di 27.7 µF, per la scala da 1 s.
Figura 3.24: Modalità di collegamento di resistenze e condensatori all’integrato
SN74LS221N.
• transistor di potenza MJ 11016 e MJ 11015 : i transistor, usati in questo
caso come degli interruttori elettronici, rispondono in base alle tensioni
in gioco. Il transistor MJ 11016 permette la carica dei condensatori
nella fase di stallo della prova; il transistor MJ 11015, invece, regola
la scarica dei condensatori ricevendo in ingresso il segnale di uscita del
circuito TTL.
Il circuito di controllo basa il suo funzionamento sui transistor appena
citati: durante la fase di stallo della prova, l’alimentatore realizzato ad hoc
permette la carica dei condensatori. Come si può vedere dal disegno di particolare del circuito (figura 3.25), la fase di carica del condensatore è guidata
dal transistor MJ 11016 che, ricevendo sulla base una tensione positiva (opportunamente regolata dalle resistenze utilizzate), permette il passaggio di
corrente tra il collettore e l’emettitore. La tensione, invece, è controllata dai
due diodi zener posti in serie. Il condensatore da 100 µF svolge un ruolo importante dal punto di vista della sicurezza: la sua presenza elimina il pericolo
di picchi di corrente in arrivo ai condensatori da 0.15 F, rendendo più dolce
la curva di carica degli stessi.
Quando riceve in ingresso il fronte di caduta dal temporizzatore che determina la fine della fase di riscaldamento del gas, l’integrato TTL ONE-SHOT
47
Capitolo 3. Setup sperimentale
Figura 3.25: Disegno di particolare del circuito di controllo dell’elettrovalvola:
transistor MJ 11016.
produce in uscita un segnale alto che attiva il transistor BDX53C (NPN):
questo permette la chiusura del circuito di scarica dei condensatori sulla
bobina, regolato dal transistor MJ 11015 (figura 3.26).
Figura 3.26: Disegno di particolare del circuito di controllo dell’elettrovalvola:
transistor MJ 11015 e BDX53C.
I due diodi Schottky MBR10200CT sono montati come ”diodi zavorra”:
al termine dell’impulso di corrente nella bobina, ai capi della stessa si crea,
per un tempo relativamente breve, un’alta tensione che potrebbe comportare
gravi danni all’elettronica se applicata al circuito principale. Il ruolo dei diodi
è quello di cortocircuitare questa tensione dannosa.
Lo schema completo del circuito è riportato in appendice B.
48
3.2. Serbatoio di riscaldamento
Figura 3.27: Unità di controllo del serbatoio - pannello frontale.
Il circuito di controllo è contenuto all’interno di un mobile rack appositamente realizzato per questo lavoro di tesi, riportato in figura 3.27.
Sul pannello frontale si può trovare:
1. Interruttore generale e led di accensione: consente l’alimentazione dell’unità e il monitoraggio del suo stato di funzionamento;
2. Selettore di durata: questo potenziometro consente di variare l’entità
dell’impulso di corrente alla bobina, controllando la durata di scarica
dei condensatori;
3. Selettore di portata: collegato con il potenziometro appena descritto,
questo selettore consente di variare la portata da una scala di 100 ms
ad una da 1 s e viceversa;
4. Led di controllo del riscaldamento: permette di monitorare in tempo
reale l’esecuzione della fase di riscaldamento;
5. Led di controllo della carica dei condensatori: permette di monitorare
lo stato di carica dei condensatori, in quanto l’intensità luminosa del
led varia con la percentuale di carica degli stessi.
Sul pannello posteriore, invece, vi sono le uscite di alimentazione della
bobina e del filo resistivo di Ni-Cr, oltre all’ingresso del segnale in uscita dal
temporizzatore.
49
Capitolo 4
Procedure operative
Nel seguente capitolo vengono descritte le procedure operative riguardo
alle operazioni di montaggio del dispositivo e di regolazione dei controlli del
serbatoio. Inoltre, si tratterà delle procedure di calibrazione e di messa a
punto dell’impianto necessarie all’esecuzione delle prove.
4.1
Montaggio e preparazione del dispositivo
La procedura di montaggio della camera a vuoto è descritta in maniera
dettagliata in [4]. Il montaggio del serbatoio, invece, non presenta particolari
criticità.
Tuttavia, è possibile individuare un ordine logico di montaggio:
• montaggio dell’ugello (con relative flange di fissaggio e O-Ring, opportunamente lubrificato) sul componente a T;
• montaggio del componente di raccordo a T sulla flangia di chiusura della
camera a vuoto (con relativo O-Ring, opportunamente lubrificato);
• fissaggio della flangia di chiusura sul serbatoio di riscaldamento;
• montaggio dei componenti di collegamento esterni sul serbatoio;
• fissaggio del fondello sul serbatoio, dopo aver provveduto al collegamento del connettore del filo di Ni-CR e al raccordo per la termocoppia.
Lo stelo e la parte terminale della valvola rapida vengono inseriti con
il fondello e fissati con il premistoppa;
• collegamento dello stelo con il manicotto di collegamento all’ancora
dell’elettrovalvola;
Capitolo 4. Procedure operative
• collegamento della piastra di sostegno della bobina tramite barre filettate, utilizzando lo spessimetro di 2.5 mm per la regolazione della
corsa;
• collegamento della barriera termica per la presa di pressione e dell’ingresso del gas di lavoro;
• fissaggio della bobina alla piastra di sostegno, facendo attenzione all’allineamento dei componenti (fondamentale per minimizzare gli attriti
che si oppongono allo scorrimento della valvola rapida);
• montaggio dell’assemblato alla camera a vuoto tramite sostegno provvisorio, dopo aver effettuato accuratamente la pulizia e la lubrificazione
dell’O-Ring di tenuta tra la flangia e la camera.
Il montaggio dei componenti avviene posizionando il dispositivo in verticale su supporti di uguale altezza: tale configurazione permette di rispettare la
condizione di allineamento richiesta. La sostituzione dell’ugello ed eventuali
operazioni di manutenzione all’interno del serbatoio (ad esempio la sostituzione del filo di Ni-Cr, ...) richiedono lo smontaggio di tutti i componenti
sopra elencati.
La lubrificazione dei componenti è fondamentale, sia durante che dopo il
montaggio del sistema. In particolare, prima di ogni prova (quindi a dispositivo fissato), è molto importante lubrificare lo stelo della valvola in prossimità
del raschiaolio e l’interno della bobina: tale operazione deve essere effettuata
utilizzando paraffina tecnica che, rispetto al normale olio da lubrificazione,
ha una viscosità minore e garantisce prestazioni maggiori.
In figura 4.1 è possibile osservare il sistema appena descritto in configurazione operativa.
4.2
Prove di collaudo del dispositivo
In questa sezione vengono descritte le prove effettuate, in fase preliminare, per individuare e cercare di correggere eventuali comportamenti anomali
del sistema. Sono stati risolti alcuni problemi di tenuta (l’introduzione del
raschiaolio sullo stelo della valvola) e altri di configurazione atti a migliorare
il riscaldamento all’interno del serbatoio e l’acquisizione dei dati relativi alla
temperatura. A questo proposito, si può osservare la forma data al filo di
Ni-Cr: i sostegni in fibra di vetro permettono di avvolgere il filo in maniera
tale da coprire un volume di scambio termico maggiore, migliorando lo scambio di calore tra il filo stesso e il gas. Inoltre, in questa configurazione, la
52
4.2. Prove di collaudo del dispositivo
Figura 4.1: Serbatoio di riscaldamento in configurazione operativa.
termocoppia è posizionata nelle immediate vicinanze del filo: in questo modo è possibile ridurre i ritardi che il moto convettivo del gas caldo introduce
in termini di misura della variazione di temperatura; sono state effettuate,
infatti, diverse prove in funzione della posizione relativa tra la termocoppia e
il filo, valutando risultati diversi. La configurazione migliore si è rivelata essere quella con la termocoppia in alto, immediatamente sopra il filo di Ni-Cr,
convalidando la previsione teorica: il moto convettivo, infatti, muove il gas
caldo dal basso verso l’alto, investendo la termocoppia sin dalle prime fasi
del riscaldamento, migliorando l’acquisizione dei dati relativi alla temperatura. E’ importante sottolineare come termocoppia e filo siano molto vicini,
ma non a contatto: infatti, il contatto potrebbe influenzare negativamente
la lettura della temperatura del gas, in quanto il calore ceduto dal filo sarebbe trasmesso per conduzione direttamente alla termocoppia, invalidando
il processo di misura.
La maggior parte delle prove di collaudo è stata effettuata con aria secca,
resa disponibile dall’impianto di aria compressa presente in laboratorio: anche se l’aria non rientra nella lista dei gas per i quali sono stati progettati gli
ugelli, la sua disponibilità illimitata giustifica il suo utilizzo per le numerose
prove effettuate.
Tali prove hanno portato alla luce i problemi di cui si è già discusso:
• la necessità di un migliore isolamento;
• la necessità di una potenza di riscaldamento maggiore.
Il bilancio di entalpia utilizzato per la fase iniziale del dimensionamento è
stato riscritto qui nella sua forma reale, tenendo conto delle perdite di calore:
53
Capitolo 4. Procedure operative
mcpi Ti + V I∆t = mcp0 T0 + ∆Q
(4.1)
dove ∆Q è la parte di energia persa.
E’ stato possibile costruire delle curve che mettessero in relazione la perdita percentuale di potenza di riscaldamento in funzione della massa di gas
elaborato e in funzione della durata di riscaldamento.
100
90
80
Perdita %
70
60
50
40
30
20
10
0
0
0.2
0.4
0.6
0.8
1
1.2
Massa di gas elaborato [g]
1.4
1.6
Figura 4.2: Curva di perdita di potenza al variare della massa di gas elaborato (aria).
In figura 4.2 si osserva l’andamento della perdita percentuale di potenza
in funzione della massa di gas elaborato, a durata di riscaldamento costante
(5 s per la prova in esame). La massa di gas elaborato dipende dalla pressione
di ingresso, la quale dipende linearmente dalla durata impostata sul timer,
e dalla pressione della linea di alimentazione, in questo caso quella relativa
all’aria compressa, pari a 7.5 bar.
Come si può osservare, la perdita diminuisce all’aumentare della massa
di gas introdotta: il gas agisce praticamente da barriera tra il filo caldo e le
pareti esterne, cosicché un gas più denso trattiene una maggior quantità di
calore.
54
4.2. Prove di collaudo del dispositivo
Il primo punto visibile in figura 4.2 è relativo a 100 ms di apertura della
corrispondente elettrovalvola di carico: al di sotto di questa soglia, i tempi
di apertura e di chiusura dell’elettrovalvola stessa, nell’ordine di una decina
di ms, influenzano significativamente la misura della portata in massa. Per
questo motivo non è stato possibile acquisire altri punti.
E’ possibile immaginare che la curva segua l’andamento indicato con una
linea tratteggiata: si può ipotizzare che ad un serbatoio completamente vuoto corrisponda una perdita del 100% in quanto tutto il calore ceduto per
effetto Joule dal filo di Ni-Cr viene assorbito dalle pareti del serbatoio per
irraggiamento.
Tuttavia, data la mancanza di dati misurati, questo tratto non può essere considerato come affidabile e non viene, quindi, considerato nelle prove
effettuate.
100
90
80
Perdita %
70
60
50
40
30
20
10
0
0
1
2
3
4
5
6
7
8
Durata di riscaldamento [s]
9
10
11
Figura 4.3: Curva di perdita di potenza al variare della durata di riscaldamento (elio).
In figura 4.3 si osserva l’andamento della curva di perdita di potenza
di riscaldamento percentuale in funzione della durata del riscaldamento, a
massa di gas elaborato costante.
55
Capitolo 4. Procedure operative
Questo tipo di prova è stata effettuata prima con aria e, dopo aver caratterizzato il comportamento del dispositivo, anche con elio. La curva raffigurata
si riferisce alle prove effettuate con elio, dato il suo utilizzo nelle prove finali:
gli ugelli, infatti, richiedono l’utilizzo esclusivo di gas monoatomici per un
funzionamento ottimale.
La tensione di alimentazione del filo resistivo è costante e pari a 37.9 V:
la corrente erogata negli istanti iniziali della prova raggiunge il valore di 9.2
A.
La legge utilizzata per interpolare ai minimi quadrati i dati sperimentali
è la legge di Stern-Volmer:
kt
(4.2)
1 + ht
Tale legge ha un andamento lineare per tempi molto brevi: questo permette di caratterizzare in maniera semplice il comportamento del dispositivo anche per tempi al di sotto delle capacità del sistema di acquisizione
termometro - termocoppia, pari a 1 s.
All’aumentare della durata del riscaldamento, aumenta la percentuale di
potenza che viene persa per dissipazione verso l’esterno. L’informazione fornita da queste prove indica come sia ragionevole effettuare un riscaldamento
relativamente breve, in maniera tale da limitare le perdite.
f (t) =
Grazie a questi dati, noti anche per i gas monoatomici in uso mediante calibrazione, si hanno a disposizione i parametri necessari per fissare l’entalpia
di ristagno in ogni esperimento.
4.3
Preparazione delle prove sperimentali
Dopo aver eseguito il montaggio del dispositivo come elencato nella sezione precedente e dopo aver effettuato la verifica e il montaggio degli strumenti
elencati in 3.1.5, si passa alla preparazione della prova:
1. regolazione del temporizzatore;
2. regolazione della potenza di riscaldamento (durata e potenza);
3. regolazione della durata dell’impulso di corrente alla bobina e della
corsa della valvola rapida;
4. caricamento del gas di prova all’interno del serbatoio: la selezione della
quantità di gas da introdurre (funzione della pressione della bombola
56
4.3. Preparazione delle prove sperimentali
e del tempo di apertura della corrispondente elettrovalvola) avviene
attraverso la consultazione di un’apposita curva di calibrazione;
5. preparazione dell’ambiente in camera di prova. Il gruppo di pompaggio
crea il vuoto all’interno dell’impianto fino ad una pressione di 1.5 Pa; in
questa fase si effettua anche lo svuotamento del serbatoio con aperture
successive e appositamente comandate della valvola. Successivamente,
un’elettrovalvola regola l’ingresso in camera di prova del gas che andrà a costituire il mezzo nel quale si propaga il getto, permettendo di
raggiungere il valore di pressione desiderato;
4.3.1
Regolazione del temporizzatore
Il temporizzatore permette di regolare e di impostare la durata di:
• caricamento del gas di prova in camera di prova;
• caricamento del gas di lavoro nel serbatoio di riscaldamento;
• riscaldamento del gas nel serbatoio.
Per quanto riguarda la preparazione dell’ambiente, nonostante gli intervalli siano regolabili da 10 ms fino a 1 s, una volta inizializzata la sequenza, la
pressione in camera impiega circa 100 ms per raggiungere il valore di regime
e si mantiene ragionevolmente costante per almeno 500 ms prima che l’azione
delle pompe abbia nuovamente effetto: questo implica che la generazione del
getto deve avvenire in un intorno limitato di questo intervallo. Quanto appena detto si traduce nella parallelizzazione delle operazioni di riscaldamento
del gas di lavoro contenuto nel serbatoio e di carico del gas ambiente in camera di prova: è possibile regolare gli stadi di potenza del temporizzatore in
maniera tale che le due operazioni abbiano inizio nello stesso istante (figura
4.4).
Dopo aver caricato il gas di lavoro nel serbatoio, il temporizzatore comanda sia il riscaldamento del gas che il caricamento del gas ambiente in
camera di prova. Una volta terminate queste operazioni, il fronte di discesa
dell’impulso TTL fornito dal temporizzatore al circuito di riscaldamento rappresenta l’input per il circuito integrato ONE-SHOT, il quale guida la fase
di scarica dei condensatori e la conseguente apertura della valvola rapida.
La figura 4.4c descrive quanto appena detto: sono riportate, a titolo informativo e puramente qualitativo, anche la curva di scarica dei condensatori
e la curva di corrente che scorre nella bobina.
57
Capitolo 4. Procedure operative
(a) Schema logico dei blocchi del temporizzatore.
(b) Connessione dei blocchi del temporizzatore.
(c) Diagramma dei segnali di temporizzazione del sistema serbatoio-camera-ottiche.
Figura 4.4: Temporizzatore.
58
4.3. Preparazione delle prove sperimentali
4.3.2
Regolazione della potenza di riscaldamento
La potenza di riscaldamento viene regolata impostando la tensione su
un generatore di tensione in continua ISO-TECH IPS-3610D. Nota la resistenza del filo di Ni-Cr a temperatura ambiente (funzione della sua lunghezza), è possibile ricavare il valore di corrente e quindi di potenza erogata dal
generatore.
Nelle prove di validazione del dispositivo, si è scelto di erogare la massima
potenza disponibile, dato l’obiettivo di valutare il funzionamento del sistema.
I lavori successivi potrebbero, a questo riguardo, fornire delle curve di
calibrazione tensione-temperatura, in maniera tale da avere a disposizione
dati accurati nella scelta della potenza di riscaldamento.
4.3.3
Regolazione del tempo di apertura e della corsa
della valvola rapida
Come già descritto in 3.2.7.4, il tempo di apertura della valvola dipende
dalla durata di scarica dei condensatori: la carica accumulata nei condensatori fluisce nella bobina sotto forma di corrente, generando un campo magnetico
che attrae l’ancora in ferro all’interno della bobina stessa. Tale intervallo di
tempo viene controllato dal circuito integrato TTL in base ai valori di resistenza e di capacità ad esso collegati: è possibile scegliere tra due diverse
scale temporali, una da 100 ms e una da 1 s, attraverso un selettore posto sul
pannello frontale del rack. La regolazione fine è possibile grazie ad un potenziometro a 10 giri (che rappresenta la resistenza su citata), che permette di
variare la durata a seconda della scala scelta.
Figura 4.5: Corsa dell’elettrovalvola rapida.
59
Capitolo 4. Procedure operative
La corsa della valvola, pari a 2.5 mm (2.5 mm è la dimensione delle luci
di scarico del pistone e dell’iniettore: tale scelta garantisce la confrontabilità
dei risultati), viene regolata semplicemente variando la distanza tra il fondello di chiusura del serbatoio e la piastra di sostegno della bobina in fase di
montaggio e controllata attraverso un apposito spessimetro. Il parallelismo
tra le piastre viene verificato con un calibro ventesimale, per evitare che vi
siano errori di disallineamento che possono introdurre attriti nocivi alle prestazioni dell’elettrovalvola. La corsa della valvola corrisponde alla distanza
tra il manicotto di collegamento dello stelo in alluminio con l’ancora in ferro
e degli spessori in gomma dura incollati alla piastra di sostegno della bobina,
che garantiscono l’arresto della valvola (figura 4.5).
La regolazione, quindi, viene effettuata in fase di montaggio spostando la piastra di sostegno della bobina alla distanza desiderata dal fondello di chiusura tramite lo scorrimento e il fissaggio su 4 barre filettate di
collegamento.
Figura 4.6: Curva di pressione nel serbatoio di riscaldamento a partire da 1 bar (elio).
4.3.4
Caricamento del gas di lavoro nel serbatoio
In figura 4.6 è possibile apprezzare l’andamento della pressione nel serbatoio durante una singola prova:
• caricamento gas: dopo aver impostato la durata (10 s, nel caso in
esame) e la pressione di alimentazione (7 bar, nel caso in esame), il
60
4.3. Preparazione delle prove sperimentali
gas viene introdotto nel serbatoio. La pressione aumenta in maniera
lineare;
• riscaldamento: dopo una breve fase di stallo, la pressione ricomincia a
salire a causa del riscaldamento del gas. La fase di riscaldamento, in
questa prova, dura 5 s;
• generazione del getto: la pressione diminuisce bruscamente a causa
dell’apertura della valvola rapida e il gas riscaldato e compresso fluisce
all’interno della camera.
4.3.5
Preparazione dell’ambiente in camera di prova
L’allestimento dell’esperimento ha riguardato anche la calibrazione del sistema di preparazione dell’ambiente in camera di prova; il risultato è apprezzabile nella curva di calibrazione in figura 4.7, in cui è riportato l’incremento
di pressione in camera in funzione del tempo impostato sul timer. Le barre
di errore relative ai dati acquisiti hanno una dimensione pari a quella dei
pallini raffigurati e per questo motivo non sono riportate.
Incremento di pressione in camera [Pa]
10
8
6
4
2
0
0
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
Tempo [s]
1
Figura 4.7: Curva di calibrazione del gas ambiente (aria).
61
Capitolo 5
Risultati
Il processo di calibrazione e di collaudo del dispositivo, descritto dettagliatamente nel capitolo precedente, ha permesso di effettuare una serie
di prove atte a valutare il raggiungimento degli obiettivi prefissati: la verifica del corretto funzionamento dell’impianto e l’analisi delle prestazioni
dell’elettrovalvola rapida.
5.1
Prestazioni dell’elettrovalvola rapida
I tempi di apertura della valvola vengono valutati utilizzando un potenziometro lineare TR50 della Novotechnik opportunamente fissato e allineato
alla valvola stessa, come si può vedere in figura 5.1: i dati acquisiti vengono
visualizzati su un oscilloscopio.
Figura 5.1: Potenziometro lineare collegato al dispositivo.
I risultati delle prove sono riportati nella figura 5.2: la curva in blu rappresenta il movimento della valvola soggetta all’impulso di corrente fornito
dalla bobina. Per valutare le prestazioni dell’elettrovalvola si misura il tempo
Capitolo 5. Risultati
4
3.5
Corsa elettrovalvola [mm]
3
2.5
2
1.5
1
0.5
0
Curva potenziometro
L=10%
L=90%
−0.5
−1
−50 −40 −30 −20 −10
0
10
Tempo [ms]
20
30
40
50
Figura 5.2: Corsa dell’elettrovalvola e tempo di apertura.
di salita del fronte che rappresenta il moto della valvola: il tempo di salita
è definito come la differenza tra l’istante temporale al 90% della corsa e l’istante temporale al 10% della corsa. Sono state effettuate alcune prove per
valutare la ripetibilità del fenomeno: il valore medio del tempo di salita è
pari a 5 ± 0.11 ms. Altrettanto veloce è la chiusura della valvola rapida,
grazie alla forza elastica esercitata dalla molla di ritorno.
Questo risultato mette in risalto la caratteristica innovativa del sistema
rispetto ai sistemi precedentemente utilizzati, e in particolare rispetto al sistema a pistone: l’utilizzo di una elettrovalvola rapida permette la generazione
del getto in maniera del tutto indipendente dalle condizioni al ristagno che
si raggiungono nel serbatoio. Questo non avviene nel pistone, dove, come già
detto, è il movimento del pistone stesso che permette sia il raggiungimento
delle condizioni di ristagno desiderate sia la generazione del getto scoprendo
le luci di scarico a fine corsa.
64
5.2. Visualizzazione dei getti
5.2
Visualizzazione dei getti
Le fasi di preparazione dell’impianto e di configurazione dei parametri
di prova hanno permesso di mettere a punto il sistema per la realizzazione
di alcuni test aventi lo scopo di visualizzare e acquisire immagini relative ai
getti ipersonici.
Le prove sperimentali effettuate sono basate sulla similitudine di due
parametri adimensionali, come descritto nella sezione 2.2:
• numero di Mach M ;
• rapporto di densità η=ρb /ρa , dove ρb è la densità del getto alla sezione
di uscita dell’ugello e ρa è la densità del gas ambiente nel quale il getto
si riversa.
L’ugello utilizzato nei test effettuati è l’ugello M=15.
I getti a M=15 nominale sono stati studiati in precedenza e diversi esempi
sono disponibili in letteratura ([7], [9], [28]): il sistema di generazione utilizzato è il sistema a pistone. In questi risultati, già noti e a disposizione, la
camera presenta una configurazione a 3 segmenti, con lunghezza totale pari
a 2.46 m (5.3). Il diametro della camera, pari a 0.5 m, è molto maggiore del
diametro dei getti registrati nei vari test: gli effetti di bordo introdotti dalle
pareti laterali della camera possono, quindi, essere considerati trascurabili e
il getto può essere considerato libero fino a che non impatta contro la fine
della camera.
Figura 5.3: Configurazione impianto: 3 segmenti. [8]
Nella parte introduttiva, si è accennato al fatto che gli ugelli utilizzati
sono stati progettati appositamente per lavorare con gas monoatomici: la caratteristica principale è, però, la loro capacità di considerare gli effetti viscosi
e gli scambi termici garantendo un flusso adattato o quasi adattato in uscita.
Tuttavia, la presenza dello strato limite viscoso comporta la generazione di
un getto con diametro effettivo inferiore al diametro geometrico della sezione
65
Capitolo 5. Risultati
di uscita dell’ugello: è possibile dare una definizione del raggio iniziale del
getto come il raggio in corrispondenza del quale la densità del getto è 0.5
volte più piccola della differenza tra il valore assiale e il valore minimo alla
parete dell’ugello ([7] e [29]). Nel caso dell’ugello M=15, il raggio iniziale del
getto è pari a 15.4 mm. Nella configurazione a 3 segmenti, quindi, il getto ha
la possibilità di svilupparsi per una lunghezza pari a circa 80 volte il diametro
iniziale.
Un esempio è il getto raffigurato in figura 5.4, M=16 e η = 1.35.
Figura 5.4: He in Xe, ph028. M=16, η = 1.35
La ricostruzione su larga scala della morfologia del getto è stata realizzata utilizzando la tecnica della multicorrelazione ([7] e [8]): la tecnica si
basa sulla giustapposizione di sezioni di immagini consecutive, mantenendo
la continuità della struttura viaggiante ripresa nel film. In questo modo è
possibile ricostruire l’immagine del getto su una scala maggiore del singolo
frame catturato dalla telecamera, come si può osservare in figura 5.4 (il numero di fotogrammi utilizzabili è comunque limitato dalla velocità di evoluzione
delle strutture in esame).
Normalmente i getti realizzati in queste condizioni non presentano instabilità 3D, ma solo instabilità assialsimmetriche: strutture di questo tipo
possono essere zone di compressione, urti o espansioni dovuti al rapporto di
densità tra getto e ambiente o al fenomeno del beam pumping (per maggiori
dettagli si rimanda a [29]).
Figura 5.5: Configurazione impianto: 4 segmenti.
66
5.2. Visualizzazione dei getti
I test eseguiti con il nuovo dispositivo sono stati effettuati configurando
la camera in maniera differente: il numero di segmenti è pari a 4, con una
lunghezza complessiva di 3.28 m (figura 5.5). Ciò si traduce in un aumento
dello spazio disponibile per l’evoluzione del getto, fino a circa 110 diametri
iniziali.
Su queste scale è risultato che i getti presentano delle instabilità 3D. Alcuni esempi sono raffigurati in figura 5.6, etichettati con il numero progressivo
del relativo film (phxxx).
(a) He in Xe, ph164. M = 14.5, η = 1.43, pressione ambiente = 6.8±0.1 Pa, p0 /pa = 4.3·104 ,
T0 = 415±10 K
(b) He in Xe, ph169. M = 14.5, η = 1.43, pressione ambiente = 5.6±0.1 Pa, p0 /pa =
4.28 · 104 , T0 = 415±10 K
(c) He in Xe, ph174. M = 15.3, η = 1.85, pressione ambiente = 5.3±0.1 Pa, p0 /pa = 5.57·104 ,
T0 = 415±10 K
Figura 5.6: Getti He in Xe.
E’ interessante notare come, in tutti i getti visualizzati, siano osservabili
nitidamente le strutture di testa:
• bow shock : precede il getto e apre la strada nel mezzo circostante. La
sua curvatura dipende dal numero di Mach;
67
Capitolo 5. Risultati
• bozzolo: flusso di gas che si muove in direzione opposta al getto principale, rivestendo il fascio del getto (in figura, la zona più scura attorno
al fascio centrale, più chiaro);
• nucleo centrale.
Ancora più interessante è, tuttavia, l’effetto di instabilità 3D che caratterizza i getti realizzati.
La figura 5.6a si riferisce ad un getto di He in Xe, M=14.5 e η = 1.43:
il getto in questione presenta condizioni simili al getto raffigurato in figura
5.4. La differenza sostanziale, come già descritto, consiste nella maggior
lunghezza di sviluppo: si osservano deboli instabilità 3D rispetto al caso di
impianto a 3 segmenti. Tali instabilità sono accentuate nel getto in figura
5.6b: nonostante l’uguaglianza dei parametri (M=14.5, η = 1.43), il getto
si dimostra più instabile. L’instabilità è fortemente accentuata nel getto in
figura 5.6c, in cui M=15.3 e η = 1.85.
Pressione [Pa]
3
·105
200
2
100
1
0
0
−10 −8
−6
−4
−2
0
t [s]
2
4
6
8
−100
10
Figura 5.7: Esempio di curve di pressione di ristagno del gas getto (in blu) e pressione
in camera del gas (in verde). La curva blu sale durante il carico del gas e subisce
un ulteriore incremento durante la fase di riscaldamento; la curva verde sale durante
la preparazione dell’ambiente. Al passaggio del getto, la pressione in camera sale
bruscamente, mentre quella nel serbatoio precipita.
68
5.2. Visualizzazione dei getti
La temperatura di ristagno, misurata come illustrato in sezione 3.2.7.1, è
di 415 ± 10K in tutte le prove. La pressione di ristagno nelle diverse prove,
misurata come detto in sezione 3.2.7.2, è pari a 2.93 · 105 Pa nel getto in
figura 5.6a, 2.4 · 105 Pa nel getto in figura 5.6b e 2.95 · 105 Pa nel getto in
figura 5.6c. Un esempio di andamento temporale della pressione di ristagno
e della pressione ambiente in camera si può osservare in figura 5.7.
Questi risultati sono molto recenti e, per questo motivo, le cause dell’instabilità riscontrata in questi getti saranno oggetto di lavori successivi.
Tuttavia, da una prima analisi dei risultati si può osservare che:
• il nuovo dispositivo, grazie all’utilizzo di un’elettrovalvola rapida controllata da un’elettronica appositamente progettata, ha permesso di
escludere effetti di modulazione della portata nella fase di generazione
del getto. Tali effetti, invece, sono presenti nel sistema a pistone;
• la temperatura di ristagno non sembra influire sulla morfologia del getto, in termini di instabilità: infatti tutti i getti realizzati, come detto,
hanno la stessa temperatura di ristagno;
• il rapporto di densità, pur essendo importante per la stabilità del getto,
non sembra essere il solo parametro importante: come visto per i getti
ph164 e ph169, il rapporto di densità è lo stesso (η = 1.43), ma i getti
si presentano in maniera differente;
• la lunghezza della camera, maggiore rispetto agli esperimenti precedenti, offre una maggiore lunghezza di sviluppo per l’evoluzione delle
strutture turbolente e si candida, quindi, come una delle possibili cause
di instabilità;
• è necessario studiare in maniera approfondita l’influenza della densità
assoluta (sia del gas getto che del gas ambiente) sulla stabilità: in
particolare, dalle prove effettuate, risulta che i getti ph164 e ph169
hanno lo stesso rapporto di densità, ma diverse densità assolute, con
diverse proprietà di stabilità.
I getti ph164, ph169 e ph174 sono getti leggeri, leggermente sovradensi
(η > 1). Questa è una caratteristica dei getti di He in Xe.
Nelle prove effettuate sono stati realizzati, a titolo di esempio, anche getti
di He in aria: anche questi, come i getti qui descritti, presentano, in maniera
ben visibile, tutte le caratteristiche strutture di testa. Si tratta, però, di
getti pesanti, fortemente sovradensi (η > 4 − 5): a differenza dei getti leggeri
di He in Xe, questi presentano una forte collimazione e stabilità nonostante
69
Capitolo 5. Risultati
la camera a lunghezza aumentata (4 segmenti contro i 3 segmenti dei getti
presenti in letteratura).
Si può concludere affermando che, senza dubbio, la lunghezza di sviluppo
influenza significativamente la stabilità dei getti leggeri, ma non quella dei
getti pesanti. La dipendenza dalla densità assoluta dei gas getto e gas ambiente, invece, richiede ulteriori studi, da compiere in lavori successivi, che
permettano di approfondire questo tipo di relazione.
70
Capitolo 6
Conclusioni e sviluppi futuri
6.1
Conclusioni
Lo scopo di questo lavoro di tesi è stato la progettazione, la realizzazione e
la messa in opera di un dispositivo di generazione di getti ipersonici adattati
o quasi adattati in ambiente non omogeneo, che, a differenza del sistema a
pistone, permettesse di disaccoppiare le fasi di aumento di entalpia totale e
di generazione del getto: tutto ciò è stato possibile tramite il riscaldamento
elettrico diretto del gas di carico per il raggiungimento dei valori al ristagno
e l’utilizzo di un’elettrovalvola rapida indipendente per la generazione del
getto.
L’elettrovalvola rapida realizzata ad hoc e comandata da un’elettronica
appositamente progettata e realizzata in questo lavoro ha consentito di raggiungere, in maniera ripetibile, il valore di regime della portata del gas di
carico in tempi dell’ordine dei ms (intorno ai 5 ms). La ripetibilità dei risultati ottenuti interessa anche la chiusura della valvola, che avviene altrettanto
velocemente grazie ad una molla di ritorno.
L’utilizzo di strumenti idonei dedicati, quali una termocoppia per la misura di temperatura e un trasduttore di pressione, ha permesso di semplificare
notevolmente le procedure di analisi ed elaborazione dei parametri di prova: i valori di pressione e temperatura al ristagno sono disponibili tramite la
lettura diretta dello strumento.
I getti realizzati e descritti nel capitolo precedente dimostrano come il
dispositivo abbia rispettato i requisiti di funzionamento richiesti in fase di
progettazione e abbia permesso, grazie anche alla configurazione della camera
a 4 segmenti, di valutare importanti proprietà di stabilità dei getti ipersonici
che verranno analizzate approfonditamente in lavori successivi.
Capitolo 6. Conclusioni e sviluppi futuri
6.2
Sviluppi futuri
Le prove di validazione del dispositivo hanno messo in luce alcuni aspetti,
riguardanti soprattutto la fase di riscaldamento del gas. L’isolamento effettuato (in fibra di vetro) si è rivelato inadeguato a garantire un riscaldamento
di lunga durata senza perdite di calore significative. L’effetto può essere
migliorato attraverso l’utilizzo di materiali differenti dalla fibra di vetro (ad
esempio, materiali refrattari), una migliore copertura della superficie interna
e l’adozione di alcuni accorgimenti tecnici per limitare le perdite (ad esempio
la sostituzione dei componenti di raccordo in alluminio con altri in materiale
isolante).
In parallelo, un altro aspetto su cui lavorare è l’aumento della potenza di
riscaldamento: eventuali modifiche dovranno essere effettuate considerando
che molti dei componenti in dotazione al dispositivo presentano specifiche
caratteristiche tecniche in termini di corrente massima. A parità di corrente, quindi, aumentando la lunghezza del filo di Ni-Cr e, con esso, la sua
resistenza, è possibile aumentare la tensione di alimentazione del filo e, di
conseguenza, anche la potenza di riscaldamento da esso ceduto per effetto
Joule. Ovviamente la sostituzione dei componenti su citati con altri più
prestanti consentirebbe un aumento ulteriore della potenza di riscaldamento.
Una volta ottimizzato il sistema, potrebbe essere conveniente realizzare
delle curve di calibrazione che mettano in relazione la temperatura di ristagno
desiderata e calcolata teoricamente con la tensione di alimentazione del filo
resistivo. In parallelo, sempre in ottica futura, l’utilizzo di un sistema di
acquisizione migliore potrebbe confermare le previsioni teoriche e, comunque,
fornire dati con una accuratezza maggiore.
Infine, anche se le prestazioni dell’elettrovalvola rapida si sono rilevate
soddisfacenti, è possibile migliorare anche questo aspetto, tramite:
• l’aumento della tensione di alimentazione dei condensatori, previo utilizzo di condensatori adatti;
• l’aumento delle dimensioni della bobina in termini di numero di spire;
• la minimizzazione degli attriti tra stelo e raschiaolio, senza modificare
lo stato di tenuta del serbatoio.
72
Bibliografia
[1] F. Sabetta. Gasdinamica. Edizioni Ingegneria 2000, Roma, 1999.
[2] J. D. Jr Anderson. Hypersonic and High Temperature Gas Dynamics.
McGraw-Hill International Edition, 1989.
[3] M. L. Norman and K. H. A. Winkler. Supersonic jets. nonlinear features of supersonic jet flow may explain the mysterious stability of extragalactic jets. LOS ALAMOS SCIENCE, 12:38–71, Spring/Summer
1985.
[4] M Belan and S. De Ponte. Manuale dell’impianto. Dipartimento di
Ingegneria Aerospaziale del Politecnico di Milano, 2007.
[5] M. Pugliese. Evoluzione spaziale di getti sottoespansi in ambiente non
omogeneo. Tesi di Laurea, Dipartimento di Ingegneria Aerospaziale del
Politecnico di Milano, 2005.
[6] E. M. de Gouveia Dal Pino. Astrophysical jets and outflows. Advances
in Space Research, 35(5):908–924, 2005.
[7] M. Belan, S. Massaglia, D. Tordella, M. Mirzaei, and S. De Ponte. The
hydrodynamics of astrophysical jets: Scaled experiments and numerical
simulations. Astronomy and Astrophysics, 554, 2013.
[8] D. Tordella, M. Belan, S. Massaglia, S. De Ponte, A. Mignone, E. Bodenschatz, and A. Ferrari. Astrophysical jets: insights into long-term
hydrodynamics. New Journal of Physics, 13(4), 2011.
[9] M. Belan, M. Mirzaei, S. De Ponte, and D. Tordella. An experimental
setup for visualizations and measurements on free hypersonic jets. EPJ
Web of Conferences, 25(01056):1–14, 2012.
[10] De Ponte S. Belan M., Tordella D. A system of fast acceleration of a
mass of gas for the laboratory simulation of stellar jets. Proceedings of
the ICIASF meeting, pages 409–416, Cleveland 2001.
73
BIBLIOGRAFIA
[11] S. Tosi. Realizzazione di un impianto per lo studio di getti ipersonici
isoentropici. 2007.
[12] S. Adami. Sviluppo di un sistema di iniezione per getti ipersonici. Tesi
di Laurea, Dipartimento di Ingegneria Aerospaziale del Politecnico di
Milano, 2012.
[13] G. Colombo. Manuale dell’Ingegnere, volume 84a edizione.
Editore, Milano, 2003.
Hoepli
[14] CNR. Norma cnr-uni 10011/97. 1997.
[15] E. Chirone and S. Tornincasa. Disegno tecnico industriale. Edizioni Il
Capitello.
[16] R. G. Budynas and J. K. Nisbett. Shigley Progetto e Costruzione di
Macchine, volume Seconda edizione. McGraw-Hill International Edition.
[17] Angst+Pfister. O-Rings basic catalogue. 2009.
[18] K. A. A. Yehia. A design of modified solenoid valve without diaphragm.
Journal of Applied Sciences Research, 3(8):741–746, 2007.
[19] L. Antwis, M. Browton, and V. Palitsin. Development of a fast acting vacuum isolation valve for use with ambient ion beam analysis techniques.
Vacuum, 2013.
[20] Q. Wang, F. Yang, Q. Yang, J.i Chen, and H. Guan. Experimental analysis of new high-speed powerful digital solenoid valves. Energy Conversion
and Management, 52(5):2309–2313, 2011.
[21] T.i Kajima and Y. Kawamura. Development of a high-speed solenoid valve: investigation of solenoids. Industrial Electronics, IEEE Transactions
on, 42(1):1–8, 1995.
[22] T. Kajima. Development of a high-speed solenoid valve: investigation
of the energizing circuits. Industrial Electronics, IEEE Transactions on,
40(4):428–435, 1993.
[23] L. C. Passarini and P. R. Nakajima. Development of a high-speed solenoid valve: an investigation of the importance of the armature mass on
the dynamic response. Journal of the Brazilian Society of Mechanical
Sciences and Engineering, 25(4):329–335, 2003.
74
BIBLIOGRAFIA
[24] S. M. Al-Saqer and G. M. Hassan. Optimization of solenoid valve for
variable rate application system. American Journal of Agricultural and
Biological Science, 6(3):348–355, 2011.
[25] Correge sensors, disponibile all’indirizzo http://www.correge.fr/
thermocouple-chemise-isolant-mineral-connecteur.html.
[26] Sensor Technics. SX - Series PRESSURE SENSORS, disponibile
all’indirizzo http: // www. sensortechnics. com .
[27] C. Tropea, A. L. Yarin, and J. F. Foss. Springer Handbook of Experimental Fluid Mechanics. Springer - Verlag Berlin Heidelberg,
2007.
[28] Marco Belan, Sergio De Ponte, Daniela Tordella, Silvano Massaglia,
Andrea Mignone, Eberhard Bodenschatz, and Attilio Ferrari. Hydrodynamics of hypersonic jets: experiments and numerical simulations.
Astrophysics and Space Science, 336(1):9–14, 2011.
[29] M Belan, D Tordella, S De Ponte, A Mignone, and S Massaglia. Hypersonic jets in astrophysical conditions: focus on spreading and asymmetric
stability properties.
75
Appendice A
Tavole progettuali del serbatoio
di riscaldamento
In questa sezione vengono riportate le tavole progettuali relative al dispositivo realizzato.
I disegni tecnici riguardano il serbatoio e tutti i componenti ad esso
correlati.
La realizzazione dei pezzi è stata affidata all’officina interna del Dipartimento di Scienze e Tecnologie Aerospaziali del Politecnico di Milano.
78 Appendice A. Tavole progettuali del serbatoio di riscaldamento
Figura A.1: Complessivo: vista.
79
Figura A.2: Complessivo: sezione A-A.
80 Appendice A. Tavole progettuali del serbatoio di riscaldamento
Figura A.3: Complessivo: sezione B-B.
81
Figura A.4: Serbatoio di riscaldamento: vista.
82 Appendice A. Tavole progettuali del serbatoio di riscaldamento
Figura A.5: Serbatoio di riscaldamento: sezione A-A.
83
Figura A.6: Serbatoio di riscaldamento: sezione B-B.
84 Appendice A. Tavole progettuali del serbatoio di riscaldamento
Figura A.7: Fondello di chiusura del serbatoio.
85
Figura A.8: Componenti della valvola rapida.
86 Appendice A. Tavole progettuali del serbatoio di riscaldamento
Figura A.9: Premistoppa.
87
Figura A.10: Componenti di collegamento fondello - serbatoio.
88 Appendice A. Tavole progettuali del serbatoio di riscaldamento
Figura A.11: Componente di adattamento per gli ugelli di prova.
89
Figura A.12: Barriera termica per il trasduttore di pressione.
90 Appendice A. Tavole progettuali del serbatoio di riscaldamento
Figura A.13: Rondella di protezione al calore per gli ugelli.
91
Figura A.14: Raschiaolio di tenuta per lo stelo.
Appendice B
Circuito di controllo
dell’elettrovalvola rapida
In questa sezione è riportato lo schema completo del circuito di controllo
dell’elettrovalvola rapida.
94
Appendice B. Circuito di controllo dell’elettrovalvola rapida
Figura B.1: Circuito di controllo dell’elettrovalvola rapida.