Università degli Studi di Palermo
Facoltà di Ingegneria Meccanica
RELAZIONE DI TIROCINIO
SVOLTO PRESSO LE OFFICINE
DELLA PRO.TE.CO. S.c.r.l.
A.A. 2002-2003
Tutor universitario:
Relazione di:
Prof. Ing. Vincenzo F. Ruisi
Giuseppe Pirrello
Tutor aziendale:
Ing. Antonino Lo Presti
Ing. Andrei Leu
0
Introduzione
L’attività di tirocinio del sottoscritto Giuseppe PIRRELLO, nato a San Cataldo
(CL) il 20 giugno 1974 e studente del 3° anno del corso di Laurea di Ingegneria
Meccanica NO, matricola n° 0303716, presso la Facoltà di Ingegneria di
Palermo, è stata svolta nel periodo compreso dal 12 Febbraio 2003 al
12 Giugno 2003 presso l’azienda Pro.Te.CO. s.c.r.l. con sede legale in Palermo
presso via Monsignor Pottino n°3, codice fiscale 04060130822.
La relazione è costituita da 10 capitoli.
Nel primo capitolo viene descritta l’azienda, la sua struttura e le sue attività,
alcune delle quali sono state oggetto del tirocinio.
Nel secondo, terzo e quarto capitolo vengono richiamate alcune nozioni relative
allo sviluppo delle tecniche di saldatura, vengono esposti alcuni richiami su esse
con la relativa nomenclatura.
Nel quinto capitolo vengono trattati i controlli prima durante e dopo una
saldatura.
Nel sesto, settimo e ottavo capitolo vengono trattate le saldature che più spesso
vengono effettuate alla Pro.Te.CO.
Seguono infine gli ultimi due capitoli in cui viene affrontato il problema della
sicurezza nella saldatura e viene descritto sinteticamente il sistema di qualità
ISO 9001.
1
1 - Descrizione dell’azienda Pro. Te. Co. S.c.r.l. (Struttura
e Attività)
La Pro.Te.Co. S.c.r.l. è una azienda che opera nel settore della nautica, in
particolare della carpenteria navale e degli impianti meccanici e oleodinamici di
bordo. E’ una società cooperativa gestita quindi, da un amministratore delegato
(attualmente l’ing. Antonio Mangione) che presiede al consiglio di
amministrazione. Questo è composto da due consiglieri: l’ing. Andrei Leu e il
capo officina Antonio Licari. L’organo amministrativo che controlla l’operato
del consiglio di amministrazione è il collegio sindacale, composto dai tre
sindaci:
Alibrandi, Muci e Ferrante. L’amministratore unico, i consiglieri e i
sindaci vengono eletti dall’assemblea dei soci ogni due anni. Nell’azienda
lavorano quindici persone, delle quali
due ingegneri e un impiegato
amministrativo. L’azienda richiede però spesso l’intervento di un terzo
ingegnere (ing. Antonino Lo Presti), che cura la consulenza esterna e dei
rapporti con l’università per i tirocinanti.
L’azienda si occupa principalmente della realizzazione di strutture metalliche
navali quali rampe, ponti mobili, portelloni scafo e altro. Inoltre la Pro.Te.Co. si
occupa sia della realizzazione che del montaggio, ed eventualmente, della
manutenzione di impianti oleodinamici per la movimentazione degli ascensori.
Tutte le lavorazioni vengono realizzate a seguito di ordini ottenuti con regolare
gara di appalto o per licitazione.
2
2 - Cenni storici sullo sviluppo della saldatura
La saldatura, quale mezzo moderno e razionale di collegamento è oggi
pervenuta a integrare ed a sostituire gli altri procedimenti di unione permanente
nella tecnica delle costruzioni metalliche ed è considerata di tale importanza da
essere spesso elemento indispensabile, semplice soluzione a complessi problemi
e apportatore di nuovi insperati sviluppi.
Questa tecnica moderna affonda le sue radici in tempi lontani: gli antichi già
conoscevano l’arte di saldare alla forgia il ferro ed i metalli teneri portati allo
stato pastoso e perfino di compiere alcuni elementari lavori di brasatura.
Mancavano, però, i mezzi per elevare ad un piano industriale di qualche
importanza questi primordi di unioni saldate ed è perciò solo sul finire del secolo
scorso e all’inizio dell’attuale, quando nuove ed adatte fonti di energia furono
rese utilizzabili sul piano pratico, che la saldatura ha potuto nascere nelle sue
forme moderne, svilupparsi ed affermarsi sempre più.
Nel 1901 Picard e Fouchè in Francia inventavano il cannello ossiacetilenico che,
perfezionato negli anni immediatamente successivi, metteva a disposizione dei
tecnici una fiamma capace di fondere localmente tutti i metalli e segnava l’inizio
dell’applicazione e dello sviluppo della saldatura sul piano industriale.
Nello stesso periodo un’altra fonte importante d’energia, quella elettrica, veniva
messa a disposizione della tecnica di saldatura .
Già nel 1892 Slavianoff, facendo scoccare un arco elettrico fra due elettrodi di
carbone, riusciva a produrre le condizioni di temperatura necessarie a fondere
localmente i metalli da collegare.
In seguito il perfezionamento e l’opportuno adattamento delle macchine
elettriche permetteva di far scoccare direttamente l’arco fra l’elettrodo e il
metallo da unire e di iniziare lo sfruttamento del processo sul piano pratico
industriale.
3
Nel 1908 Kjellberg applicando agli elettrodi opportuni rivestimenti compiva
un’importante passo avanti nell’affermazione del procedimento di saldatura
all’arco elettrico, rendendolo più facile e sicuro, possibile in qualsiasi posizione
e con tutti i tipi di corrente e tale da garantire, col miglioramento del
rivestimento stesso, le migliori qualità meccaniche e chimiche nel giunto
saldato.
Durante l’ultima guerra mondiale poi, le intensificate esigenze di produzione
portavano ad una rapida messa a punto e ad un largo sviluppo dei processi
automatici di saldatura ad arco, che, regolarizzando ed accelerando il lavoro ,
permettevano
sempre
maggiore
sicurezza
e
rapidità
e
affermavano
definitivamente il processo nel campo delle grandi costruzioni e fabbricazioni in
serie.
Al tempo stesso l’energia elettrica trovava un’altra importante applicazione nel
campo della saldatura: il procedimento di saldatura a resistenza elettrica, ideato
da E.Thomson fin dal 1877 e brevettato solo nove anni più tardi dallo stesso, ma
che, soprattutto per deficienza di apparecchiature adatte alle elevate intensità di
corrente richieste, si sviluppava assai lentamente e non si affermava sul piano
industriale che verso il 1925; da allora il perfezionamento è stato enorme, tanto
che esso viene oggi inserito quale elemento prezioso e quasi insostituibile nella
catena di lavoro di certe grandi produzioni di serie su laminati sottili.
Parallelamente a questi, si sviluppavano pure altri minori procedimenti di
saldatura e brasatura, in modo da coprire al completo le esigenze della
costruzione e della riparazione metallica in tutta la vasta gamma dei metalli e
delle leghe oggi impiegati.
Infine altre tecniche complementari o connesse alla saldatura come ad esempio
l’ossitaglio, la tempra superficiale e la metallizzazione, si affermavano ognuna
nel proprio campo applicativo, apportando un notevole contributo di praticità ed
economia.
4
Un così grande e rapido sviluppo non sarebbe stato possibile senza delle ragioni
tecniche ed economiche profonde: in effetti la saldatura oggi permette di
realizzare economia sensibile di materie prime per alleggerimento delle
strutture, di impiegare su più vasta scala i laminati e di congiungere in modo
semplice i profilati ed i pezzi più diversi, di abbreviare i tempi di lavoro, di
prolungare la vita delle costruzioni metalliche per facilità di manutenzione e
riparazione, e di ottenere infine qualità particolarmente interessanti in certi casi,
come perfetta tenuta stagna e buona resistenza alla corrosione.
5
3 - Richiami sulle saldature
Generalità e classificazione. La saldatura è il procedimento mediante il quale si
effettua una unione permanente tra due pezzi metallici, con o senza apporto di
un materiale metallico, in modo da ottenere nei tratti di collegamento la
continuità tra i pezzi stessi.
Non basta comunque soddisfare al requisito della continuità fisica tra i pezzi, ma
occorre anche che le proprietà meccaniche del giunto siano idonee alle
condizioni di servizio.
Esistono diversi procedimenti di saldatura che si distinguono tra loro in base alle
modalità con cui viene effettuata la giunzione e, in particolare, in base al tipo di
energia che viene impiegata.
In tabella 3.1 si presenta uno schema dei principali procedimenti di saldatura
attualmente adottati.
saldature
elettrico
ad
arco
a gas
saldature a resistenza
saldature
solido
allo
stato
saldature speciali
brasature
con elettrodi rivestiti
ad arco sommerso
ad arco in gas protettivo
a punti
a rulli
a rilievi
ad attrito
ad ultrasuoni
ad esplosione
a fascio elettronico
a laser
a plasma
sottoscoria
ad alta frequenza
dolci
forti
Tab. 3.1 Procedimenti di saldatura
6
Di questi, alcuni hanno una grandissima diffusione a livello industriale, mentre
altri sono riservati ad usi particolari. Tuttavia bisogna notare che, trattandosi di
una tecnologia in rapida evoluzione, si verificano spesso innovazioni in
procedimenti già noti o sviluppi di nuovi procedimenti.
Con la saldatura di giunzione le parti vengono collegate mediante il cordone di
saldatura costituendo l’elemento saldato. Diversi elementi saldati costituiscono
il gruppo saldato, più gruppi costituiscono la struttura o costruzione saldata.
Nel campo della carpenteria pesante risulta una valida alternativa ai
collegamenti bullonati e chiodati e rappresenta una delle tecniche più utilizzate
nel campo industriale per realizzare parti meccaniche con forma geometrica più
o meno complessa, in modo efficace e meno costoso delle tecniche di fusione o
per asportazione di truciolo.
Dal punto di vista costruttivo le caratteristiche dei giunti saldati si possono
riassumere come segue:
Caratteristiche Meccaniche ?
Elevata resistenza statica ( ma limitata resistenza
dinamica),
Varie direzioni di carico ammissibili
Elevata rigidezza
Buona resistenza alla temperatura ( ma limitata
resistenza alla corrosione)
Funzionalità
?
Peso e ingombro ridotti ( ma non smontabile e/o
riutilizzabile)
Molteplicità di conformazione ( ma nessuna
capacità di centratura)
Caratteristiche operative
?
Facilità di manutenzione e ispezione
Facilità di montaggio e automazione
7
Caratteristiche economiche ?
Basso costo
Nessun costo di esercizio
La resistenza di un collegamento saldato dipende dai seguenti fattori:
1) conformazione della saldatura:
? disposizione dei cordoni,
? flusso delle forze,
? spessore degli elementi del collegamento,
? effetti di intaglio;
2) sollecitazione agente:
? livello delle tensioni,
? pluriassialità,
? velocità di sollecitazione;
3) situazione ambientale:
? temperatura,
? corrosione.
Esistono diverse tecniche di saldatura che si differenziano tra loro in funzione:
? delle modalità di somministrazione del calore,
? dei materiali d’apporto utilizzati,
? delle modalità di protezione del bagno di fusione.
Poiché lo studio dei procedimenti richiede la conoscenza di alcuni termini ed
espressioni che hanno un significato ben preciso in saldatura, si forniscono qui
di seguito alcune definizioni fondamentali.
Metallo base è il metallo che costituisce i pezzi da saldare; può essere lo stesso
per entrambi i pezzi, o diverso.
8
Metallo d'apporto è il metallo che viene introdotto sotto forma di bacchette, fili
o nastri e depositato allo stato fuso tra i lembi da unire. In alcuni procedimenti
non è richiesto metallo d'apporto.
Bagno di fusione è la porzione di metallo che si trova allo stato fuso durante
l'operazione di saldatura. Il bagno di fusione è in generale costituito in parte dal
metallo base e in parte dal metallo d'apporto. Si definisce rapporto di diluizione
il rapporto tra il volume di metallo base fuso e il volume dell'intero bagno di
fusione. La diluizione si misura sperimentalmente dall'esame della sezione del
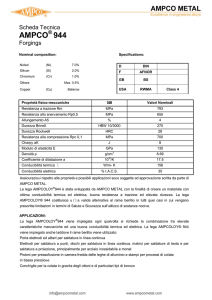
giunto (fig. 3.1). Se A è il volume del metallo d’apporto e B è il volume del
metallo base fuso, il rapporto di diluizione D è:
D?
B
?100
A? B
esso esprime la diluizione che subisce il metallo d'apporto, ad opera del metallo
base. Nei procedimenti di brasatura, ove non si ha fusione del metallo base, il
rapporto di diluizione è nullo. Al contrario, nelle saldature dove non si impiega
metallo d'apporto (saldature a resistenza, saldature laser), il rapporto di
diluizione vale 100.
I valori consueti che si possono verificare sono:
? D = 20 - 30% nelle saldature ad arco con elettrodi rivestiti;
? D = 25 - 85% nelle saldature ad arco sommerso;
? D = 5 - 60% nelle saldature a filo continuo.
A
A
B
B
Fig.3.1 Sezioni di cordoni di saldatura
Poiché le proprietà del metallo d'apporto sono in generale migliori di quelle del
metallo base, i procedimenti di saldatura per fusione caratterizzati da più bassi
9
livelli di rapporto di diluizione offrono zone fuse di migliori caratteristiche
chimiche.
Penetrazione è la profondità p, misurata a partire dalla superficie di un pezzo, a
cui è giunta la fusione del metallo base (fig. 3.2). Questo parametro è
particolarmente importante, in quanto stabilisce la sezione resistente del giunto.
Il valore della penetrazione dipende dal procedimento e per uno stesso
procedimento può essere modificato operando sui parametri di esecuzione.
Si chiama giunto a completa penetrazione quello in cui tutta la sezione del
giunto è stata fusa.
E' importante sottolineare che giunti di testa che non risultino a completa
penetrazione vengono considerati inaccettabili da tutte le norme di accettabilità
in quanto, oltre a presentare una sezione resistente minore, subiscono l'effetto di
intaglio che li rende particolarmente pericolosi nei confronti della fatica.
p
Fig. 3.2 Penetrazione del giunto
Quando gli spessori da unire sono superiori a 5 mm, occorre preparare i lembi,
sagomandoli in modo da creare un vano o cianfrino, entro il quale si possa
effettuare il deposito del metallo d'apporto, garantendo la piena penetrazione.
Apporto termico specifico (o heat input H.I.) è definito come l’energia fornita
dalla sorgente all’unità di lunghezza del giunto e dipende dal procedimento di
saldatura e dalle modalità esecutive.
Esso si calcola convenzionalmente con la formula:
H. I. ?
60 ? I ?V
v
?J ?
?? cm ??
in cui:
10
I = intensità della corrente di saldatura;
V = tensione di saldatura;
cm
v = velocità di traslazione della sorgente termica ?? ?? .
? min ?
Valori tipici di H.I. per i principali procedimenti di saldatura sono:
? con elettrodo rivestito 10?12
? ad arco sommerso 20?40
kJ
;
cm
kJ
.
cm
Quella che segue è una classificazione che riguarda solo alcune delle tecniche
più diffuse, in particolare verranno approfondite quelle più utilizzate alla
Pro.te.co. per le lavorazioni nella carpenteria navale su materiali ferrosi.
In funzione dei materiali di apporto le saldature si possono distinguere in:
? omogenee nelle quali il materiale d’apporto è uguale al metallo base,
? eterogenee nelle quali il materiale d’apporto è diverso dal metallo base.
I procedimenti di saldatura oggi più diffusi possono essere classificati in due
principali categorie:
? saldature eterogene (o brasature),
? saldature autogene.
Nel caso delle brasature il materiale di base non interviene attivamente e
l’azione di collegamento è affidata esclusivamente al materiale d’apporto.
Nelle saldature autogene, il materiale di base partecipa attivamente al processo
di saldatura, cioè anche le porzioni di materiale in prossimità delle superfici
combacianti fondono assieme al materiale d’apporto.
Le saldature autogene si distinguono in:
? saldature per pressione,
? saldature per fusione.
11
Nelle prime si applica una forte pressione mutua fra i lembi preventivamente
portati a temperatura di fusione sfruttando la sincristallizzazione (*) dei metalli a
temperatura convenientemente elevata accompagnata o no da fusione parziale
localizzata; nelle seconde la saldatura avviene semplicemente quando viene
raggiunta la fusione delle parti da collegare sfruttando la miscibilità dei metalli
allo stato liquido.
Per ottenere una saldatura è quindi necessario portare allo stato fuso le estremità
dei pezzi da unire e il metallo d’apporto. Nella Tab. 3.2 si riportano le
temperature di fusione di alcuni metalli di comune impiego nelle costruzioni
Metallo
Temperatura di fusione in °C
Acciaio
1300 ? 1400
Alluminio
660
Bronzo – Ottone
900
Ghisa
1200
Rame
1080
Stagno
230
Tab. 3.2 Temperature di fusione di alcuni dei materiali più utilizzati per la costruzione.
Si deve notare inoltre che una saldatura si dice per pressione ogni qual volta per
ottenerla si deve esercitare una pressione meccanica, anche se vi è fusione dei
lembi o delle zone da unire, in genere l’unione si compie senza metallo
d’apporto; nella saldatura per fusione invece il collegamento può avvenire con o
senza metallo d’apporto. L’esecuzione corretta della saldatura autogena richiede
l’osservanza di opportune condizioni termiche e chimico-metallurgiche.
(*)Sincristallizzazione : unione di due superfici metalliche per messa in comune di atomi nella
costituzione del reticolo cristallino della zona di giunzione. Nella saldatura la
sincristallizzazione è realizzata per pressione
12
Condizioni termiche; Nel caso della saldatura per fusione, si deve ottenere nel
punto del metallo base in cui si vuole realizzare il collegamento, e nell’eventuale
metallo d’apporto che integra il giunto, una temperatura:
? ??
fusione
Per elevare localmente la temperatura bisognerà quindi fornire una quantità di
calore che tenga conto sia della capacità termica della quantità di metallo da
fondere, sia delle dispersioni di calore per conduzione nel metallo base e
d’apporto, e per convezione e irraggiamento nell’atmosfera circostante.
La determinazione di questa quantità di calore dispersa, che varia da caso a caso,
riesce molto difficoltosa in via preventiva, e perciò la quantità di calore da
apportare viene determinata sempre per via sperimentale e fa parte ormai del
patrimonio di regole connesse alla tecnologia della saldatura.
Nel caso di saldatura per pressione in generale invece non è necessario
raggiungere la temperatura di fusione e basterà ottenere:
?
forgiatura
?? ??
fusione
dove per temperatura di forgiatura si intende la temperatura alla quale il metallo,
passando allo stato pastoso, diventa forgiabile per pressione o percussione. Per
esempio il ferro ha ? forgiatura ? 900 ? e ? fusione ? 1530?
Condizioni chimico-metallurgiche; Il metallo non deve alterarsi oltre certi
limiti sia dal punto di vista chimico per azione dell’aria o dei componenti
dell’atmosfera creata artificialmente intorno al punto in cui si salda, sia dal
punto di vista della costituzione e struttura metallurgica, per effetto delle
variazioni di temperatura che accompagnano la saldatura. I limiti ammissibili di
tali alterazioni possono variare da caso a caso a seconda del metallo che si salda
e delle prestazioni richieste al giunto saldato.
Le energie sfruttate per ottenere l’emissione di calore necessaria per l’elevazione
termica suddetta, sono, nei procedimenti di saldatura moderni, essenzialmente:
13
? Energia chimica, per mezzo di una fiamma o di altre reazioni esotermiche;
? Energia elettrica, per mezzo di arco elettrico o di resistenza elettrica.
La fiamma è la fonte di energia caratteristica nella saldatura ossiacetilenica;
l’energia elettrica è la fonte caratteristica nei procedimenti detti appunto di
saldatura elettrica ad arco e a resistenza.
Sono questi i tre procedimenti principali di saldatura autogena.
14
4 - Nomenclatura dei giunti
Il giunto è la zona nella quale si realizza il collegamento dei pezzi da saldare;
comunemente prende il nome di saldatura.
Si hanno diversi tipi di saldatura a seconda dei diversi elementi che concorrono
alla preparazione e alla esecuzione del giunto, a seconda delle tecniche
impiegate, della forma e dimensioni dei pezzi da unire, ecc.
In particolare si considerano i seguenti
elementi di carattere generale:
? posizione del giunto rispetto all’operatore
? posizione reciproca dei pezzi da saldare
? forma e preparazione dei lembi
? forma della superficie esterna del giunto
saldato
? continuità e intermittenza del cordone di
saldatura.
Posizione
del
giunto
rispetto
all’operatore. Spesso il saldatore si trova
a dover saldare due pezzi che per svariati
motivi si trovano in posizione diversa da
quella in piano, che è la più favorevole. La
posizione in cui si presenta la saldatura è
un fattore che determina, con il tipo di
materiale e lo spessore della lamiera, la
tecnica esecutiva della saldatura.
A seconda della posizione in cui si
presenta, la saldatura viene detta:
1. in piano
15
2. frontale
3. verticale
4. sopratesta
5. semimontante (inclinata).
Quindi per uno stesso tipo di
giunto saldato, come per
esempio con la caratteristica
forma a V, diverse sono le
posizioni che può assumere
rispetto all’operatore, come
chiaramente
rappresentato
nella figura a lato.
Posizione
reciproca
dei
pezzi da saldare. Notevole
importanza,
ai
fini
della
tecnica operativa da seguire,
è la posizione reciproca dei
pezzi da saldare, la quale
determina
la
forma
del
giunto. I principali tipi di
giunto,
a
seconda
della
posizione reciproca dei pezzi,
sono illustrati a fianco.
1. giunto di testa
2. giunto di spigolo o d’angolo esterno
3. giunto d’orlo
16
4. giunto a L o d’angolo interno
5. giunto a sovrapposizione
6. giunto a T
7. giunto su tre lamiere
Forma dei lembi. I lembi, o bordi, sono le superfici che in tutta la loro
lunghezza sono interessate nella saldatura dei pezzi. La preparazione dei lembi
viene eseguita dando loro, secondo determinate regole, la forma geometrica più
opportuna per facilitare l’esecuzione della saldatura, per ottenere le migliori
caratteristiche meccaniche del giunto, per assicurare la completa fusione su tutto
lo spessore e la buona penetrazione del materiale d’apporto.
La scelta del tipo di preparazione dipende dalla combinazione dei seguenti
fattori:
? procedimento di saldatura
? tipo di giunto
? posizione di saldatura
? natura del metallo base
? spessore del metallo base.
A lato sono illustrati i tipi più comuni di preparazione dei lembi, in base alla loro
forma geometrica e allo spessore dei pezzi da saldare.
1. a orli rilevati per spessori inferiori a 1 mm
2. a I o a lembi retti per spessori fino a 3-4 mm
3. a V per spessori inferiori a 12 mm
4. a K per spessori inferiori a 20 mm
5. a Y per spessori inferiori a 12 mm
6. a U per spessori tra 20 e 40 mm
7. a X per spessori inferiori a 20 mm
8. a doppio J per spessori maggiori di 40 mm
17
9. a doppio U per spessori
maggiori di 40 mm
10. a doppio Y per spessori
maggiori di 40 mm
11. a V con sostegno per
spessori minori di 15 mm
Ripresa al rovescio. È un’
operazione che spesso viene
eseguita quando è possibile
operare dalla parte opposta
a quella nella quale è stata
eseguita la saldatura. La
ripresa al rovescio aumenta
la tenuta del giunto saldato
perché
assicura
una
completa compenetrazione
tra metallo d’apporto e
metallo base, lungo tutto lo spessore dei pezzi da saldare:
a. preparazione dei lembi a V
b. esecuzione del giunto
c. solcatura al vertice della
saldatura
d. esecuzione
di
una
passata di ripresa
18
5 - Prove e controlli delle saldature
Garantire il puntuale rispetto degli standard qualitativi richiesti dalle normative
di certificazione del Sistema Qualità, è un obbligo cui è tenuta ogni azienda che
includa
dei
processi
di
saldatura
tra
le
proprie
lavorazioni.
Un centro che quindi si occupa di controlli delle saldature deve essere
particolarmente attrezzato per fornire la consulenza, la stesura dei documenti e
le prove di laboratorio alle aziende meccaniche che, nell'ambito della
certificazione ISO 9000, devono gestire un processo speciale quale la saldatura.
Inoltre, in caso di rottura in esercizio di elementi saldati, grazie alla garanzia sul
Sistema di Qualità si è in grado di risalire alle cause della difettosità, e di fornire
la soluzione tecnica volta a scongiurare il ripetersi dell'inconveniente.
Quindi perché una saldatura risponda ai requisiti di carattere fisico, chimico e
meccanico che sono richiesti dal giunto che si deve realizzare, essa dovrà essere
sottoposta a una serie di controlli, di prove e di attenzioni che devono essere
previsti fin dalla fase di progettazione.
Spesso la cattiva esecuzione di un giunto saldato può compromettere la tenuta e
la resistenza di un’intera costruzione, con evidenti danni economici e in certi
casi, con gravi pericoli per la sicurezza delle persone.
Fasi e momenti di controllo devono essere previsti sia prima, sia durante, sia
dopo l’esecuzione di una saldatura.
Controlli prima della saldatura. Durante la progettazione della struttura
saldata occorre determinare i tipi di giunto, il metodo e la sequenza delle
operazioni da eseguire, la preparazione dei lembi, la scelta del materiale
d’apporto, le macchine e le attrezzature adatte. In pratica il primo controllo
consiste quindi nel verificare che tutte le indicazioni del disegno siano rispettate
con particolare riguardo alla preparazione dei lembi, essendo quest’ultima la
19
causa della maggior parte degli insuccessi in saldatura se è stata eseguita una
cattiva preparazione dei pezzi da saldare.
Controlli durante la saldatura. Durante l’esecuzione della saldatura, sia essa
manuale o automatica, è indispensabile mantenere sotto costante controllo i vari
parametri che concorrono alla buona riuscita del lavoro. In particolare, devono
essere controllate l’intensità di corrente e la tensione, la velocità di
avanzamento, la posizione e la tecnica esecutiva e tutte le altre numerose
variabili in gioco.
In taluni casi, specie nelle saldature di una certa importanza si richiedono dei
controlli intermedi.
Controlli dopo la saldatura. Per quanto accurata sia stata l’esecuzione di una
saldatura è necessario, al termine della lavorazione, sottoporre il giunto o l’intera
costruzione a prove e controlli che assicurino il conseguimento delle
caratteristiche fisiche, chimiche e meccaniche richieste dalla costruzione.
Le prove e i controlli possono essere di due tipi a seconda che comportino o
meno la rottura del giunto saldato:
? controlli distruttivi
? controlli non distruttivi
Controllo distruttivo
Questo tipo di controllo può essere ovviamente applicato solo per produzione di
serie poiché implica la non utilizzabilità dei campioni prelevati per le prove. In
pratica si scelgono degli esemplari che fanno da campione rappresentativo di
tutti gli esemplari, che una volta testati si presume abbiano, giustamente, le
stesse caratteristiche dell’intero lotto prodotto.
Il controllo distruttivo può limitarsi alla esecuzione di prove convenzionali su
provette tratte da giunto saldato, oppure consistere in prove globali spinte fino
20
alla rottura della costruzione saldata per determinare i massimi carichi o
pressioni sopportabili.
Le principali prove distruttive eseguite sui campioni dei giunti saldati sono:
?
prove di frattura ( per controllare internamente il grado di omogeneità e i
difetti del giunto)
?
prove di durezza ( sotto cordone o nella zona termicamente alterata)
?
esami metallografici
?
analisi chimica ( per determinare se ci sono alterazioni della composizione
chimica)
?
prove meccaniche ( trazione, resilienza, resistenza a fatica, ecc.)
?
prove di corrosione.
Al controllo distruttivo sono riconducibili anche i controlli, detti semidistruttivi,
che comportano il prelievo di una piccola parte soltanto del giunto saldato, così
da non compromettere l’intera costruzione. In particolare per saldature testa a
testa di lamiere piane o per saldature longitudinali di corpi cilindrici ricavati da
lamiera, il controllo semidistruttivo prevede la realizzazione di un
prolungamento del giunto, realizzato per essere appunto prelevato e quindi
controllato.
Controlli non distruttivi
Il controllo non distruttivo ha lo scopo di mettere in evidenza i difetti di
saldatura interni o affioranti in superficie, senza alterare in alcun modo le
caratteristiche fisiche, chimiche e meccaniche della saldatura esaminata.
Con i controlli non distruttivi è possibile pertanto scoprire difetti come
soffiature, inclusioni di ossidi, cricche, ecc.
Il risultato delle prove non distruttive però dà soltanto risposte nei riguardi di
eventuali soluzioni di continuità, ma non dice niente delle caratteristiche fisico-
21
meccaniche del giunto. Queste possono essere valutate soltanto mediante le
prove distruttive.
Si tratta quindi di prove i cui risultati sono complementari e sarebbe errato
pensare che le prove non distruttive possono sostituire quelle distruttive.
Le Prove non Distruttive (PnD), o Controlli non Distruttivi (CND), sono il
complesso di esami, prove e rilievi condotti impiegando metodi che non alterano
il materiale e non richiedono la distruzione o l'asportazione di campioni dalla
struttura in esame. Quindi la caratteristica fondamentale di questo tipo di prove è
potere verificare i particolari in esame senza distruggerli e senza interferire sul
materiale in prova. Le prove non distruttive rappresentano quindi uno strumento
irrinunciabile per il controllo del prodotto. Nel caso poi dei particolari di
sicurezza il controllo mediante prove non distruttive assicura la conformità dei
prodotti.
? esame visivo
? liquidi penetranti
? magnetoscopia
? ultrasuoni
? radiografia
Esame visivo. Per esame visivo s'intende l'ispezione degli oggetti ad occhio
nudo o col solo ausilio di lenti od endoscopi a basso ingrandimento.
Come prova non distruttiva l'esame visivo assume un ruolo importantissimo e
soltanto agli inesperti può apparire una tecnica semplice o banale. In realtà,
sebbene sia il metodo più naturale, richiede una discreta predisposizione
all'osservazione ed una notevole esperienza, affinché possa rivelare all'operatore
tutte le informazioni utili, potenzialmente disponibili. Ovviamente l'esame
visivo non può che rivelare difetti macroscopici superficiali e potrebbe sembrare
inutile quando si debbano ricercare eventuali difetti interni. In realtà consente
22
subito di stabilire quali siano le superfici più idonee da scandire con eventuali
sonde atte allo scopo (per esempio le sonde ad ultrasuoni).
Liquidi Penetranti (PT). Questa prova non distruttiva sfrutta la capacità di
alcuni liquidi di penetrare, per capillarità e non per gravità, all'interno dei difetti
superficiali (cricche, cavità, ecc). La bassa
tensione superficiale e la buona bagnabilità di
questi liquidi, ne assicurano la penetrazione
anche all'interno di discontinuità sottilissime.
Dopo l'applicazione e la penetrazione del
liquido (detto appunto penetrante), operazione
che richiede un tempo variabile a seconda del
tipo di prodotto utilizzato, del tipo di materiale
da ispezionare e del tipo di discontinuità da
rilevare, il liquido penetrante eccedente è
rimosso dalla superficie mediante lavaggio con
acqua corrente fredda. Dal momento che
l'acqua presenta tensione superficiale più
elevata e bagnabilità peggiore rispetto al
penetrante, non è in grado di rimuovere lo
stesso dalle fessure nel quale è penetrato per capillarità. Dopo il lavaggio,
sfruttando ancora una volta il principio della capillarità, viene estratto il liquido
penetrante rimasto all'interno delle difettosità; l'operazione viene compiuta
stendendo sulla superficie del pezzo uno strato di polvere bianca di opportuno
spessore (rivelatore). Il liquido penetrante "risalito" per capillarità, lascerà nel
rivelatore un segnale avente dimensioni molto maggiori rispetto al difetto che lo
ha generato. A seconda della tecnica applicata il difetto potrà essere evidenziato
in vari modi: o come una macchia di colore rosso o come macchia fluorescente
facilmente rilevabile mediante irradiazione, al buio, con luce di Wood.
Il metodo non è privo di difficoltà nemmeno nella valutazione del difetto, infatti,
23
a volte le lavorazioni meccaniche determinano delle "indicazioni" di difettosità
che possono essere risolte solo da un operatore particolarmente esperto.
L'ispezione con liquidi penetranti è un metodo particolarmente idoneo per
evidenziare e localizzare discontinuità superficiali, quali cricche, porosità,
ripiegature, in modo veloce ed economico e con grande accuratezza.
Contrariamente ai controlli magnetici, i liquidi penetranti possono essere
applicati con successo su qualsiasi componente, indipendentemente dalla
geometria o dal materiale dello stesso (fatti salvi pezzi porosi, come ad esempio
i sinterizzati o i getti di ghisa oppure pezzi con superfici particolarmente
rugose).
Magnetoscopia. La tecnica sfrutta una particolare caratteristica delle leghe
ferrose: il ferromagnetismo, ossia la capacità di concentrare il campo per
evidenziare le anomalie delle linee di
flusso del campo magnetico nei pressi di
un difetto superficiale. Nei pressi di una
discontinuità, quale per esempio una
microcricca, le linee di flusso del campo magnetico deviano localmente e
creano, ai bordi del difetto, un'anomalia del campo magnetico. Se il difetto
affiora in superficie, parte delle linee di flusso del campo magnetico vengono
disperse oltre la superficie stessa; per evidenziare il difetto sarà sufficiente
spruzzare le superfici con adatte sospensioni di polveri ferromagnetiche,
colorate o fluorescenti. Le particelle si concentreranno allineandosi lungo le
linee di flusso del campo magnetico e saranno rese visibili mediante
illuminazione con una lampada di Wood. La magnetoscopia è particolarmente
adatta per la ricerca di difetti superficiali e subcorticali: cricche, inclusioni,
ripiegature, ecc. mentre risulta assolutamente inefficace per i difetti interni.
Anche
la
sensibilità
ai
difetti
tondeggianti
è
piuttosto
scarsa.
Le dimensioni minime del difetto rivelabile dipendono soprattutto dalla sua
24
distanza dalla superficie e comunque il limite di rivelabilità è migliore rispetto ai
liquidi penetranti.
Ultrasuoni. Il metodo di rivelazione dei difetti con ultrasuoni è l'applicazione
tecnologica del fenomeno dell'eco. Questo è generato dalla riflessione delle onde
sonore che rimbalzano contro la superficie di un ostacolo, e ritornano
all'orecchio
controllo
dell'ascoltatore.
ad
ultrasuoni
(ultrasonore
e
quindi
dall'orecchio
umano)
Nel
le
non
sono
onde
udibili
generate
sfruttando le proprietà piezoelettriche di
alcuni
materiali;
queste
proprietà
consistono nella capacità di questi
materiali di contrarsi e riespandersi
quando sottoposti all'azione di un campo
elettrico alternato. Se il campo elettrico
alternato possiede adatta frequenza, le
vibrazioni del materiale producono onde
elastiche di frequenza ultrasonora. Il
fenomeno è reversibile; in altre parole lo
stesso materiale capace di emettere
ultrasuoni, può generare un segnale elettrico se investito da un fascio d'onde
elastiche.
Le onde ultrasonore posso essere inviate nel materiale da esaminare ed in esso si
propagheranno con la stessa frequenza del generatore e con una velocità che
dipende dal materiale attraversato. Quando il fascio incontra un ostacolo sarà
riflesso, assorbito, deviato o diffratto secondo le leggi comuni a tutti i fenomeni
di propagazione delle onde. Le onde riflesse possiedono la stessa frequenza di
quelle incidenti, ma sono sfasate rispetto ad esse, anche in funzione del
cammino percorso, cioè della distanza del trasduttore dai vari punti della
25
superficie dell'ostacolo. Analoga sorte spetta alle onde diffratte. L'energia
assorbita dal difetto colpito dalle onde incidenti fa sì che esso possa vibrare
emettendo a sua volta onde elastiche di frequenza tipica della sua risonanza e
variamente sfasate. Dunque il segnale che ritorna verso il trasduttore è molto
complesso, perché è la risultante della sommatoria di molte onde di uguale
frequenza, ma sfasate, e di altre onde di frequenza diversa, pure sfasate fra loro.
Tale segnale contiene tutte le informazioni sulle dimensioni, geometria e natura
dell'ostacolo incontrato dal fascio d'ultrasuoni incidenti. Come detto il fenomeno
fisico della piezoelettricità è reversibile; perciò quando l'onda riflessa od emessa
dall'ostacolo ritorna alla sonda che l'ha generata, darà un segnale elettrico che,
opportunamente amplificato e filtrato, potrà essere visualizzato sul quadrante
dell'oscilloscopio, di cui sono sempre dotati gli strumenti rivelatori d'ultrasuoni.
Gli ultrasuoni trovano larga applicazione nel controllo delle saldature, delle
fusioni di ghisa sferoidale, della presenza di inclusioni in prodotti di
laminazione, degli spessori.
Radiografici. Quando i raggi X, onde elettromagnetiche, passano attraverso
l'oggetto da esaminare, vengono assorbiti in funzione dello spessore e della
densità della materia attraversata. I raggi X che riescono ad attraversare il
materiale, impressionano una lastra fotografica posta dietro l'oggetto da
esaminare. A seguito dello sviluppo fotografico la lastra risulterà più o meno
annerita nelle sue diverse zone, in funzione della dose di radiazione assorbita. In
pratica se nell'oggetto esaminato esistono difetti quali cavità, fessure, grosse
inclusioni meno assorbenti della matrice o discontinuità di materiale più denso e
quindi più assorbente, sulla lastra si formeranno macchie più scure o più chiare,
d'intensità proporzionale allo spessore del difetto, il quale apparirà delimitato
dalla sua proiezione prospettica.
26
6 – Saldatura per fusione ad arco elettrico
Il riscaldamento delle parti da saldare può essere realizzato mediante fiamma o
arco elettrico, cioè le sorgenti di calore utilizzabili possono essere di natura
termochimica o termoelettrica, nella prima si sfrutta il calore generato da una
reazione chimica (combustione di carbone, gas, nafta ) mentre nella seconda il
calore è generato da un fenomeno elettrico (arco elettrico tra due conduttori o
resistenza elettrica di un conduttore).
In seguito si tratterà solo delle saldature ad arco, dato che sono quelle che
vengono utilizzate più spesso dall’azienda.
Le saldature che impiegano l'arco elettrico come sorgente termica sono
attualmente le più diffuse e quindi rivestono la maggiore importanza fra tutti gli
altri procedimenti. L'arco viene attivato tra il pezzo ed un elettrodo che è mosso
a mano o meccanicamente lungo il giunto in modo da effettuare la passata. In
alcuni casi l'elettrodo rimane fermo, mentre è il pezzo che viene fatto scorrere o
ruotare.
Il circuito di saldatura comprende:
? la saldatrice in corrente continua o alternata;
? il cavo di saldatura con la pinza porta elettrodo;
? l’elettrodo ( che in certi casi è costituito dal materiale d’apporto);
? l’arco elettrico;
? il cavo di massa con relativo morsetto serra pezzo.
L'elettrodo può essere di tipo fusibile ed allora costituisce anche il metallo
d'apporto, altrimenti, se è infusibile, assolve solo alla funzione di alimentare
l'arco mentre il materiale d'apporto, quando richiesto, deve essere fornito
mediante una bacchetta separata.
La particolare sorgente termica utilizzata ed il modo con cui si provvede alla
protezione del bagno contro l’azione dell’aria, caratterizzano i vari procedimenti
27
di saldatura ad arco. Essi sono definiti dalla norma UNI 1307 parte 1a
Terminologia per la saldatura dei metalli - Procedimenti di saldatura.
Le sigle riportate nel seguito sono quelle comunemente utilizzate, secondo la
denominazione italiana ed anglosassone, nelle Procedure di Saldatura (W.P.S. =
Welding Procedure Specifications):
? saldatura ad arco ad elettrodi rivestiti
ER
(sigla inglese SMAW)
? saldatura a filo continuo
ad arco sommerso
AS
(sigla inglese SAW)
con filo elettrodo in gas protettivo MIG/MAG (sigla inglese GMAW)
con protezione di gas ed elettrodo infusibile TIG (sigla inglese GTAW)
L'arco elettrico. E' opportuno premettere alla tecnologia del procedimento
alcune nozioni sull'arco elettrico, perché ciò consente di comprendere meglio i
processi che si adottano e l'influenza dei parametri operativi sulla qualità del
giunto.
L'arco è la manifestazione fisica del passaggio di corrente elettrica attraverso un
mezzo liquido o gassoso ionizzato.
Quando ad un metallo viene conferita energia sufficiente, esso comincia ad
emettere gli elettroni di valenza che orbitano liberamente nei reticoli cristallini.
L'energia necessaria è detta energia potenziale di estrazione e può essere
conferita in diversi modi, in particolare, se l'emissione di elettroni è dovuta al
calore, si parla di effetto termoionico. Se due elettrodi sono sottoposti a
differenza di potenziale, gli elettroni emessi vengono accelerati dal campo
elettrico ed attraversando l'aria interposta la ionizzano, formando ioni positivi e
nuovi elettroni.
Il movimento polarizzato di queste particelle cariche consente un passaggio di
corrente sempre più intenso, moltiplicando, per dissociazioni successive, gli
elettroni diretti verso l'anodo e gli ioni diretti verso il catodo.
28
L'urto tra le particelle fa innalzare la temperatura per cui si raggiunge ben presto
la formazione di una colonna di plasma ad alta temperatura. Il fenomeno, se
sorretto da un generatore che continui a mantenere la differenza di potenziale tra
gli elettrodi ad un valore sufficiente, diventa stabile, in quanto il gas ionizzato si
comporta come un conduttore che chiude il circuito tra i due elettrodi. Inoltre, il
continuo bombardamento di ioni e di elettroni sugli elettrodi ne scalda le
superfici affacciate, potenziando l'emissione termoionica del catodo.
Per innescare l'arco, quando gli elettrodi sono freddi, occorrerebbero elevate
differenze di potenziale che dessero luogo a campi elettrici dell'ordine di
migliaia di volt per millimetro. Poiché questo non è praticamente possibile, si
ricorre ad un riscaldamento degli elettrodi mediante un breve corto circuito degli
stessi. In alcuni sistemi automatici l'arco viene innescato mediante una scintilla
pilota, alimentata ad alta frequenza, che ionizza l’aria interposta.
Come effetto secondario dell'arco elettrico attraverso un mezzo gassoso, si ha
una forte emissione di radiazioni elettromagnetiche che interessano l'infrarosso,
il visibile e l'ultravioletto. Ciò impone l'uso da parte dei saldatori di opportune
dotazioni per proteggere gli occhi e la pelle.
Le temperature che si raggiungono con l'arco sono sempre molto elevate,
avendosi:
T = 5000 ? 5500 °C
nella colonna di plasma;
T = 3500 ? 4000 °C
sull'anodo ( + );
T = 2500 ? 2800 °C sul catodo ( - ).
A causa della differenza di temperatura tra anodo e catodo non è indifferente la
polarità che viene attribuita al pezzo ed all'elettrodo. Si definisce polarità diretta
quella in cui il pezzo è collegato al polo positivo (fig. 6.1) e polarità inversa
quella in cui il pezzo è collegato al polo negativo (fig. 6.2).
La polarità diretta ha come effetto un maggior riscaldamento del pezzo e quindi
una maggiore penetrazione. Di contro l'elettrodo rimane più freddo e l'arco meno
stabile.
29
La polarità inversa dà luogo a maggiore velocità di fusione dell'elettrodo, cui
consegue maggiore stabilità dell'arco.
fig. 6.1
fig. 6.2
Quando si usano elettrodi fusibili, come nella maggioranza dei casi, le particelle
liquide che si staccano dall'estremità dell'elettrodo vengono trasferite attraverso
l'arco verso il metallo base, grazie alle forze elettrodinamiche che si instaurano
nell'arco. Con riferimento alla figura 6.3, si vede che, essendo la sezione
dell'elettrodo sempre minore di quella del pezzo, l'arco assume una forma quasi
troncoconica, con base maggiore sul pezzo.
fig. 6.3
30
Di conseguenza, le forze elettrodinamiche che si instaurano fra gli infiniti
conduttori percorsi da corrente nello stesso senso sono inclinate con componenti
assiali rivolte verso il pezzo. Questa spinta elettrodinamica consente di
effettuare anche saldature sopratesta.
Influenza dei parametri di saldatura. I fattori più importanti che influenzano
la sezione e la qualità del cordone di saldatura sono:
? intensità di corrente di saldatura e tipo di corrente (se continua, la sua polarità);
? tensione di saldatura;
? velocità di saldatura.
La corrente di saldatura determina la velocità di fusione del filo (velocità di
deposito) e la penetrazione.
In tutti i procedimenti di saldatura ad arco tranne il TIG, la polarità diretta ( + al
pezzo) dà luogo a valori minimi del rapporto di diluizione, ed è pertanto
preferita per riporti, o placcature, o per prevenire eventuali cricche a caldo
dovute ad impurezze del materiale base. Normalmente in saldatura è utilizzata
la polarità inversa ( - al pezzo).
La tensione di saldatura influenza la larghezza del deposito. La velocità di
deposito influisce sulle dimensioni del bagno di fusione in modo inversamente
proporzionale; anche l’aspetto superficiale del cordone risente dell’effetto della
velocità infatti saldature eseguite molto velocemente presentano superfici
alquanto irregolari e con onde a spina di pesce, possono essere affette da
sensibili incisioni marginali, possono contenere porosità e cricche a centro
cordone.
In particolare per quel che riguarda l’impostazione della corrente di saldatura c’è
da dire che la stabilità della corrente del generatore permette di lavorare a bassi
valori ed in condizioni di particolare difficoltà. La seguente tabella riporta
indicativamente la corrente minima e massima utilizzabile per saldatura su
31
acciaio al carbonio. Normalmente i dati per la saldatura dei vari tipi di elettrodo
vengono riportati dal costruttore stesso.
Saldatura ad arco con elettrodi rivestiti (ER
o
SMAW). Questo
procedimento, tipicamente manuale, è certamente il più diffuso tra tutti quelli
che impiegano l'arco elettrico come sorgente termica. La sua introduzione risale
agli inizi del secolo e da allora sono stati apportati al procedimento continui
miglioramenti.
Attualmente l'importanza della saldatura con elettrodi rivestiti si riscontra
soprattutto nelle costruzioni in acciaio. La peculiarità del procedimento è
rappresentata dall'uso di elettrodi costituiti da un'anima metallica ricoperta con
un impasto solido. Quando l'arco viene innescato, la temperatura che si
determina provoca la progressiva fusione dell'anima dell'elettrodo e la
contemporanea fusione e volatilizzazione del rivestimento (fig. 6.4). Quindi
l'anima svolge la funzione di metallo d'apporto, mentre il rivestimento assolve a
diversi compiti.
32
fig. 6.4
In particolare esso deve:
? fornire elementi fortemente termoionici che, ionizzandosi facilmente,
stabilizzano l'arco e facilitano il suo innesco;
? formare un'atmosfera protettiva che sostituisca l'aria intorno all'arco ed al
bagno fuso, in modo da impedire fenomeni di ossidazione e di nitrurazione del
metallo;
? fornire elementi disossidanti (Si, Mn) e depuratori del bagno fuso;
? aggiungere al bagno elementi particolari per migliorare le caratteristiche del
giunto;
? formare una scoria che galleggi allo stato fuso sul cordone di saldatura, allo scopo di
proseguire l'azione protettiva agli agenti atmosferici e di rallentare il raffreddamento del
bagno. Nella scoria, che deve essere facilmente eliminabile per scalpellatura, si raccolgono
tutte le impurezze presenti nel bagno e che hanno reagito allo stato fuso con esso, formando
sali più leggeri.
Tipi di elettrodi. A seconda degli elementi che entrano nella composizione del
rivestimento, si hanno diversi tipi di elettrodi.
33
Elettrodi a rivestimento basico. I rivestimenti basici sono costituiti al 70% da
sali di calcio e magnesio, quali carbonati e fluoruri, e da ferroleghe, quali FeMn, Fe-Ti e Fe-Si con funzione disossidante.
La presenza di calcio conferisce il comportamento basico alla scoria che ha
l'effetto di desolforare e defosforare il bagno. Siccome sono cotti a temperature
piuttosto alte (450°C) hanno basso contenuto di acqua, pertanto non introducono
idrogeno nel bagno. Per l’insieme di questi motivi, i rivestimenti basici sono i
migliori dal punto di vista metallurgico, contrastando il pericolo di cricche a
caldo ed a freddo. Il loro uso è infatti richiesto per saldature di carpenteria e
costruzioni impegnative.
Hanno però lo svantaggio di formare un ombrello protettivo piuttosto piccolo,
quindi debbono operare con archi corti, sono di delicata conservazione, in
quanto igroscopici (ma possono essere essiccati in forno a T < 350 °C) e
richiedono più abilità da parte dell'operatore. Vanno impiegati con polarità
inversa (pezzo al polo negativo), in modo da favorire il riscaldamento
dell'elettrodo e quindi la sua emissività e il flusso di plasma anodico.
Elettrodi a rivestimento acido. I rivestimenti acidi sono costituiti da ossidi di
ferro, silicati di alluminio e ferroleghe ed esplicano principalmente azione
disossidante. Formano ampio ombrello protettivo, quindi sono facili da usare, e
producono cordoni di bello aspetto.
Consentono la polarità diretta, che provoca maggiore penetrazione. Hanno lo
svantaggio di presentare contenuti di umidità non trascurabili, non potendo
subire cotture ad alte temperature, e non hanno efficacia per depurare il bagno.
La scoria prodotta da questi elettrodi è vetrosa e facilmente rimovibile, ma non
rifusibile, quindi deve essere accuratamente eliminata prima di effettuare
successive passate di saldatura.
Elettrodi a rivestimento rutilico. Questi rivestimenti sono caratterizzati dalla
presenza di biossido di titanio (TiO 2) o rutilo che viene aggiunto, ai componenti
34
dei rivestimenti acidi, per migliorare la stabilità dell'arco; consentono quindi
anche l’uso di corrente alternata.
Sono fortemente disossidanti ma non depurano il bagno. La loro principale
caratteristica è la estrema semplicità di impiego, con produzione di scoria
facilmente eliminabile e cordone di bell’aspetto. Si utilizzano quindi spesso per
effettuare passate di finitura.
Elettrodi a rivestimento cellulosico. Il rivestimento a base di cellulosa ha la
caratteristica di produrre poca scoria. Infatti, essendo la cellulosa un materiale
facilmente scomponibile, sviluppa grandi quantità di gas, quali CO e H2 .
La saldatura con questi tipi di elettrodi può essere considerata sotto protezione di
gas. Data la bassa ionizzabilità dell'atmosfera, richiedono tensioni d'arco più
elevate e producono alte penetrazioni.
Non proteggono dal pericolo delle cricche, anzi, per la presenza di idrogeno ne
accentuano il rischio di formazione. Sono molto igroscopici ma, a differenza di
quelli basic i, non possono essere asciugati se hanno assorbito umidità, non
potendo essere essiccati in forno.
Il loro impiego tipico è nelle saldature di testa (o nelle prime passate su tubi),
ove si richiedono alte penetrazioni, e nelle saldature verticali.
Rivestimenti ad alto rendimento. Si definisce rendimento di un elettrodo il
rapporto tra il peso di metallo depositato ed il corrispondente peso di anima che
si è fusa.
Un metodo per aumentare il rendimento consiste nell’aggiungere polvere di
ferro nel rivestimento che, fondendo, va ad integrare il metallo di apporto
proveniente dall’anima. I rivestimenti che contengono polvere di ferro sono
pertanto chiamati ad alto rendimento. Presentano archi più estesi in sezione, ma
in compenso minori penetrazioni. Operano, per la maggior conduttività, con
correnti più alte e quindi consentono maggiori velocità di deposito.
35
7 - TIG
La necessità di proteggere il bagno di fusione dalla contaminazione atmosferica
costituisce un imperativo categorico di ogni procedimento di saldatura.
Nel classico procedimento manuale la protezione fa appello al rivestimento degli
elettrodi.
Nei vari procedimenti ad
arco
sommerso
l’accorgimento
è
rappresentato dai flussi in
polvere.
Una terza modalità di
protezione
presente
è
nei
quella
cosiddetti
procedimenti moderni di
saldatura,
prevede
atmosfere
in
cui
si
l’impiego
di
gassose
destinate a sostituire l’aria
in
corrispondenza
dell’intera zona interessata dalla saldatura.
La saldatura ad arco in atmosfera gassosa (Gas Shielded Arc Welding =
G.S.A.W.) comprende i procedimenti fondamentali quali quello con elettrodo di
tungsteno (TIG) e quello a filo continuo (MIG e MAG).
Procedimento TIG (Tungsten Inert Gas Welding). La saldatura TIG, sfrutta un
elettrodo di tungsteno, che non si consuma durante il processo di saldatura
grazie alla sua alta temperatura di fusione, per questo motivo è detto anche
elettrodo infusibile. Il materiale d’apporto viene fornito da una bacchetta
36
separata. Il gas inerte (Argon) fuoriesce da un apposito ugello coassiale
all’elettrodo in tungsteno.
Si possono saldare quasi tutti i tipi di materiali ferrosi e non ferrosi, senza la
formazione di scorie da eliminare.
Nonostante la facilità di esecuzione e gli ottimi risultati raggiunti dal punto di
vista metallurgico, il sistema TIG viene impiegato prevalentemente per la
saldatura di acciai pregiati e leghe leggere come quelle di rame e, soprattutto,
per quelle di alluminio e magnesio per le quali spesso risulta essere l’unica
soluzione. Naturalmente in questo caso, il circuito di saldatura è più complesso
dovendo questo comprendere le prese di ingresso e uscita dell’acqua di
raffreddamento e del serbatoio di gas inerte con relativo flussometro. Solo le
torce più piccole, per correnti fino a 100 Ampere non richiedono la circolazione
d’acqua.
Possono essere realizzati cordoni puliti e dal punto di vista metallurgico di
buona qualità, con buona forma in tutte le posizioni anche per materiali sottili.
La saldatura TIG manuale è una tecnica che offre vantaggi notevoli quali
rapidità di esecuzione, adattabilità a qualsiasi posizione di lavoro, facilità di
controllo dell’arco con conseguente regolarità del deposito, regolazione di
37
intensità di corrente entro ampi limiti, sorgente termica potente e concentrata.
Questa ultima caratteristica fa si che si possano saldare spessori molto piccoli
(fino a 0.5 mm)
Principio. Si innesca l’arco elettrico fra un elettrodo di tungsteno (refrattario e
quindi non fusibile) ed il pezzo da saldare; quest’ultimo viene localmente fuso
dal calore dell’arco ed i lembi da unire solidificano poi insieme, con l’eventuale
aggiunta di altro materiale di adatta composizione, apportato sotto forma di filo,
nella zona dell’arco. È un procedimento simile alla saldatura ossi-acetilenica,
ove la fiamma è sostituita dall’arco elettrico e dove la necessaria protezione del
bagno di fusione dall’influenza nociva dell’aria è ottenuta inviando una corrente
di Argon, concentricamente all’elettrodo, in modo da creare un cono protettivo.
Speciali torce, raffreddate con diversi sistemi, assicurano le due funzioni, ovvero
condurre la corrente all’elettrodo e convogliare il gas ad un ugello che circonda
l’elettrodo stesso. Naturalmente, alla buona concezione ed alla robusta e sicura
esecuzione di tutti gli apparecchi è, in ultima analisi, affidato il successo
dell’intero impianto. Qui di seguito è rappresentata una tabella di riferimento
che in base allo spessore della lamiera e del tipo di giunto da indicazione sui
parametri da utilizzare per la corretta esecuzione della saldatura TIG.
38
Scelta e preparazione dell'elettrodo. Gli elettrodi normalmente utilizzati sono
di tungsteno ceriato (2% di cesio, presentano una colorazione grigia) , ma
vengono utilizzati anche quelli con zirconio o torio. Sull'elettrodo viene seguita
una punta come indicato in figura:
39
l'angolo alfa varia al variare della corrente di saldatura, la tabella seguente ne
consiglia il valore:
Materiale d'apporto. Esistono molti materiali trattabili, comunque valgono
alcune regole basilari:
? le bacchette di materiale d'apporto devono rispettare le stesse proprietà
meccaniche e chimiche del materiale da saldare;
? è sconsigliato utilizzare parti del materiale base in quanto potrebbero
contenere impurità dovute alla lavorazione stessa;
? se il materiale usato ha una composizione chimica diversa è opportuno
valutare le caratteristiche finali del giunto, sia meccaniche che
anticorrosive.
Il gas protettore. Il gas più frequentemente impiegato è l’argon estratto
dall’aria liquida per distillazione frazionata, l’aria infatti contiene circa l’1% di
argon. In Europa il costo dell’argon è molto elevato e ancor più quello dell’elio ,
che è possibile utilizzare al suo posto o miscelato con esso. Negli Stati Uniti è
invece disponibile, a costi ragionevoli, sia l’uno che l’altro. Ciò vuol dire che gli
americani hanno l’alternativa sia dell’elio che delle miscele argon-elio.
Le caratteristiche dell’argon sono le seguenti:
40
? è un gas rigorosamente inerte quindi non suscettibile di formazione di
composti
? è praticamente insolubile nei bagni di fusione
? si ionizza facilmente con stabilità dell’arco a tensioni relativamente modeste
(20-25 V)
? è più pesante dell’aria e di conseguenza vi si sostituisce anche con valori ridotti
di portata.
Potrebbero essere utilizzati anche altri gas quali il neon, lo xeno, il cripto ma per
gli europei hanno costi proibitivi.
In alternativa all’argon vengono utilizzati nella pratica:
? miscele argon-idrogeno col 6% di H2. Miscela preferibile per la saldatura del
nichel e delle sue leghe;
? miscele argon-idrogeno col 15% di H2. Miscela da preferire per la saldatura
dell’acciaio inossidabile.
? azoto, che sembra non avere controindicazioni per la saldatura del rame
Alimentazione elettrica. La scelta della corrente per l’alimentazione è
strettamente legata alla natura del materiale da saldare. E’ per questo che si
distinguono due gruppi:
1)
? acciai comuni e legati
? rame e sue leghe (senza Al)
? nichel e sue leghe
? titanio
2)
? alluminio e sue leghe
? magnesio e sue leghe
? bronzi di Al (leghe Cu/Al)
41
Per i materiali del gruppo 1 si deve operare in corrente continua polarità diretta
(negativo all’elettrodo). In questo modo infatti l’arco risulta più stabile e il
flusso di elettroni dall’elettrodo al bagno di fusione favorisce la penetrazione e
sveltisce l’esecuzione. Operando in c.c. ma a polarità inversa si avrebbe
bombardamento di elettroni sull’elettrodo con forte riscaldamento e fusione di
quest’ultimo nonostante la sua refrattarietà. Questo provocherebbe uno spreco
inutile e darebbe nello stesso tempo inclusioni di tungsteno nel bagno di
fusione. Per limitare la fusione del tungsteno, con polarità inversa, si dovrebbe
ridurre la corrente a valori così bassi da escludere ogni interesse pratico.
I materiali del gruppo 2 hanno in comune una estrema facilità di ossidazione,
per cui sulla loro superficie è sempre presente un sottile strato di ossido. Prima
di procedere alla saldatura i lembi devono essere disossidati per via chimica o
meccanica ma nonostante la protezione gassosa in fase di saldatura l’ossido si
riforma sulla superficie del bagno di fusione.
Gli ossidi sia di alluminio che di magnesio sono refrattari, fondendo oltre i
2000°C e hanno una densità superiore a quella del metallo. La formazione della
pellicola solida sul metallo fuso impedisce al saldatore di avvertire la fusione
con il conseguente rischio di sfondamenti e inoltre tale pellicola solida avvolge
le gocce opponendosi alla loro unione e lasciando quindi inclusioni.
La soluzione a questo problema sembra essere l’utilizzo di corrente continua
con polarità inversa (positivo all’elettrodo). Operando in questo modo il flusso
di elettroni attraversa la pellicola di ossido e la spostano verso i bordi del bagno
di fusione. Subentra però con questa apparente soluzione il problema del
bombardamento elettronico sull’elettrodo con rapido consumo del tungsteno.
Quindi i metalli di questo secondo gruppo non possono essere saldati in
corrente continua né con polarità diretta (presenza di ossidi) né con polarità
inversa (spreco di tungsteno). Sembrerebbe ovvio a questo punto operare in
corrente alternata ma il tungsteno da un lato e i metalli base quali l’alluminio o
il magnesio dall’altra, fanno funzionare la coppia metallo base-elettrodo come
42
un raddrizzatore che lascia passare solo le semionde di polarità diretta, proprio
quelle che non permettono la lacerazione degli ossidi.
Si ovvia a questo problema utilizzando l’azione ionizzante di una perturbazione
a radiofrequenza che in pratica elimina l’effetto raddrizzante e lascia passare le
onde di polarità inversa che mantiene libero il bagno di fusione dagli ossidi
cessando contemporaneamente il bombardamento elettronico sull’elettrodo.
Si può quindi concludere che l’alimentazione elettrica della torcia nel
procedimento TIG dovrà essere:
? corrente continua polarità diretta per i metalli del gruppo 1
? corrente alternata con sovrapposizione di alta frequenza per i metalli
del gruppo 2.
Applicazioni del procedimento TIG. In breve le caratteristiche tecnicopratiche del procedimento possono così riassumersi:
? la protezione per via gassosa rende impossibili le inclusioni di
scoria
? la torcia è leggera, maneggevole, di modesto ingombro
? la tecnica esecutiva è relativamente facile e si ottengono cordoni
estetici
? l’arco è tranquillo e dati i modesti diametri degli elettrodi utilizzati,
costituisce una sorgente ben concentrata
? l’introduzione separata del metallo d’apporto agevola l’esecuzione
delle prime passate permettendo un corretto controllo della fusione
dei lembi al vertice
? elevato costo dell’argon
Derivano da queste considerazioni i seguenti campi d’applicazione in cui la
saldatura con procedimento TIG è nettamente da preferire :
43
? esecuzione delle prime passate sui tubi di piccolo diametro nelle
applicazioni più impegnative, risultando più semplice girare attorno
al giunto con la torcia TIG piuttosto che con un elettrodo rivestito
? su piccoli spessori e su tubi di piccolo diametro in acciaio
inossidabile
? per materiali quali rame, nichel, titanio e relative leghe
44
8 - Saldatura in gas protettivo (MIG/MAG o GMAW)
Procedimento di saldatura per fusione che sfrutta l’elevata temperatura prodotta
da un arco elettrico che scocca tra un elettrodo fusibile (filo) e il pezzo da
saldare. Il filo elettrodo rappresenta il materiale d’apporto. In genere
l’avanzamento del filo avviene tramite un meccanismo di spinta, questo metodo
è improponibile per l’alluminio e sue leghe perché i rischi di un cedimento del
filo sono elevati. È prevista una apparecchiatura, situata nella torcia, che tira il
filo ( che potrà essere contemporaneamente spinto). Le velocità di avanzamento
del filo variano tra 10-20m/min e sono controllate dalla variazione di corrente
dell’arco, l’alimentazione è autonoma. La versione del MIG più diffusa è quella
semiautomatica anche se può essere completamente automatizzata. Il MIG è
più semplice, più pratico, più veloce del TIG; viene usato quando la
produttività e la semplicità operativa sono importanti, è ideale per applicazioni
di carpenteria, per grandi strutture, serbatoi, carrozze ferroviarie, costruzioni
nautiche. È caratterizzato da una elevata produttività dovuta alla continua
alimentazione del materiale d’apporto, da elevata
densità di corrente (100-250A/mm²) che consente
elevata velocità di deposito. L’apparecchiatura
complessa, costosa, difficilmente trasportabile,
ingombrante, non adatta a saldare giunti in
posizioni particolari, rappresentano gli svantaggi
maggiori. L’impianto di saldatura prevede un
circuito elettrico, un circuito per il gas di
protezione, un circuito di raffreddamento ad
acqua (le pistole più moderne sono
fig. 8.1 Saldatrice a filo continuo
45
autoraffreddanti, il gas di protezione provvede esso stesso ad evitare il
surriscaldamento), la torcia contiene il filo ed il dispositivo di avanzamento del
filo stesso. In questo procedimento, di introduzione più recente, la protezione è
effettuata mediante un'atmosfera gassosa fatta defluire intorno al filo sulla zona
di saldatura. In fig. 8.2 è rappresentato un tipico impianto per saldatura a filo
continuo con la tecnica MAG, si distinguono il filo elettrodo A, il dispositivo
di avanzamento automatico del filo B, il rullo porta filo C, la saldatrice D, i
cavi elettrici per gli elettrodi E, i cavi per il ricircolo dell’acqua di
raffreddamento della torcia F, l’alimentazione gas G, la bombola del gas di
protezione H, il riscaldatore presente solo nel caso di CO2 I, il riduttore di
pressione e manometro L, il flussometro M, la scatola di controllo dei parametri
di saldatura
(corrente velocità di avanzamento del filo, gas e acqua) N,
economizzatore O. Si osservi che la presenza del riscaldatore è dovuta al fatto
che l’anidride carbonica uscendo dalla bombola si espande e può gelare
danneggiando le apparecchiature di controllo.
fig. 8.2 – Schema tipico di un impianto MAG
Il filo elettrodo può avere un diametro compreso tra 0,6 e 2,4 mm, ma i
diametri più utilizzati risultano quelli di 0,8 - 1 - 1,2 e 1,6 mm.
46
Si impiegano diversi tipi di gas e loro miscele. Se l'atmosfera è formata da gas
inerti, il procedimento si chiama MIG (Metal Inert Gas), se è formata da gas
con una certa reattività chimica, il procedimento si chiama MAG (Metal Active
Gas). Secondo la normativa anglosassone, non viene fatta distinzione nella
classificazione del procedimento in base al tipo di gas protettivo, ma viene
indicato semplicemente come Gas Metal Arc Welding (GMAW).
Con la protezione di gas l'arco è completamente visibile e l'operatore salda
usando una torcia collegata mediante un grosso cavo alla macchina. Questa
provvede a fornire il filo-elettrodo con il dovuto avanzamento, la circolazione
fig. 8.3 Torcia
dell'acqua in andata e ritorno per il raffreddamento della torcia, il flusso di gas
protettivo e la corrente al filo. In fig. 8.1 è schematizzata una torcia per
saldatura semiautomatica.
Il generatore è a caratteristica piatta (tensione costante) per avere forti
variazioni di corrente e sfruttare meglio l'autoregolazione. Si impiega la
polarità inversa per favorire la fusione dell'elettrodo e la stabilità dell'arco,
altrimenti insufficiente data l’assenza di sostanze ionizzanti.
Il gas inerte più usato è l’argon. Questo gas è assolutamente inerte ed essendo
1,3 volte più pesante dell'aria, protegge bene l'arco. In alternativa (specialmente
in U.S.A.), per saldare pezzi di grosso spessore, si usa l'elio in quanto consente
47
elevati apporti termici. Però l’elio, essendo più leggero dell'aria, tende più
dell’argon a disperdersi e quindi richiede flussi più intensi.
A volte si usano anche miscele di argon e di elio o miscele di uno di questi gas
con ossigeno. Quando si usa un gas attivo, si adopera generalmente CO2, dato il
basso costo. Questo subisce la reazione:
Q + CO2 ? ? CO + O
che, alle alte temperature dell'arco, avviene nel senso della dissociazione con
assorbimento di calore Q. A ridosso del metallo base, più freddo, si ha la
reazione inversa con restituzione del calore, che quindi risulta trasferito al
bagno di fusione.
Grazie al maggior apporto termico, il procedimento MAG dà luogo a cordoni
più larghi e più profondi. E' un procedimento molto economico e diffuso per
gli acciai comuni. Spesso si usano miscele di CO2 + Ar oppure CO 2 + Ar + O2 .
Occorrono comunque fili disossidanti (con Mn, Si) per ridurre i pericoli di
ossidazione.
Variante di questo tipo di procedimento è quello cosiddetto a filo animato
(FCAW dalla classificazione anglosassone Flux Cored Arc Welding).
In questo procedimento, il filo non è costituito da metallo massiccio ma è
internamente cavo e riempito di flusso; questo può avere tutte le funzioni dei
rivestimenti degli elettrodi rivestiti, cioè operativa, protettiva, elettrica e
metallurgica (disossidazione, desolforazione, apporto di elementi di lega).
Esiste lo svantaggio di un maggior costo del filo e il problema della scoria che
deve essere asportata. I fili animati hanno, rispetto ai fili pieni, il grande
vantaggio di consentire generalmente maggiori velocità di deposito, arco più
stabile e penetrazioni più accentuate e, per gli acciai al carbonio, possono dare
la possibilità, utile per alcune applicazioni di minor importanza, di saldare
direttamente su materiali arrugginiti con protezione di CO2. Su acciai legati si
usa generalmente protezione di miscele Ar - CO2 o di argon puro. Durante la
saldatura quindi il filo elettrodo, il bagno, l’arco, le zone circostanti il
48
materiale, sono protetti dalla contaminazione atmosferica tramite il gas inerte
fluente dalla pistola. È importante definire le modalità di trasferimento del
materiale d’apporto le quali dipendono dai parametri elettrici di saldatura, dal
filo d’apporto e dal tipo di gas.
Trasporto a spruzzo (spray-arc). Ogni goccia si sviluppa liberamente e si
distacca dal filo giungendo al bagno di fusione per effetto di forze
elettrodinamiche (tensione 25-35V; densità di corrente 120-200A/mm²). È
caratterizzato da un arco tranquillo, profonda penetrazione, assenza di spruzzi,
buona estetica. Per ottenere un cordone avente caratteristiche soddisfacenti è
necessaria una frequenza di deposito superiore a 100gocce al secondo;
utilizzato per pezzi con spessore maggiore a 4-5mm posizionati in piano visto
che il bagno di fusione è grande.
Trasferimento ad arco pulsato (pulsed-arc). Presenta una corrente di base
(corrente continua in polarità inversa) che ha lo scopo di mantenere acceso
l’arco e di mantenere fuso il bagno e il filo senza comportare trasferimento di
metallo tra elettrodo e bagno; ad intervalli regolari si sovrappone alla corrente
di base una corrente a maggior intensità che ripristini le condizioni di spray-arc,
con il trasferimento della goccia al bagno di fusione. È opportuno osservare che
l’intensità di corrente dell’impulso è superiore a quella del convenzionale
trasferimento a spruzzo, sono inoltre previste potenze inferiori. È una tecnica
molto versatile, idonea sia per spessori sottili con giunti in varie posizioni, sia
per spessori elevati (se superiori a 15mm si consiglia un pre-riscaldo). Il gas di
protezione previsto è l’argon in quantità tra 15-20l/min con diametro del filo
0,8-1,2mm su piccoli spessori, 20-25l/min con diametro del filo 1,6-2,4mm su
spessori maggiori. Per tale procedura esistono saldatrici definite sinergiche
dove l’operatore agisce su una manopola di controllo collegata al generatore
contenente delle memorie (microprocessore) introdotte dal costruttore o
dall’utente, nelle quali ci sono i parametri ottimali delle pulsazioni di corrente
49
per avere le migliori modalità di trasferimento del materiale d’apporto, del gas
di protezione, in rapporto al diametro del filo e alla posizione di saldatura. Il
procedimento descritto è il più adatto ad essere telecontrollato e dunque
robotizzato. Nella figura 8.5 sono riprodotte le forme del materiale in
trasferimento in relazione al gas protettivo usato ed al procedimento ad esso
collegato in funzione della corrente e della tensione, di un elettrodo a filo
fusibile di un millimetro di diametro; sono inoltre illustrate le forme di
trasferimento
delle
gocce
nei
corrispondenti
tipi
di
arco.
Sempre in figura 8.5 sono riprodotti due disegni schematici di una saldatura di
testa, "h - posizione orizzontale" con saldatura concava e "w-posizione a
bacino", con saldatura di testa.
Fig 8.5 - Panoramica gas protettivi / materiali e loro trasferimento
Materiali da saldare
Gas protettivi
Gruppo
Metodi di saldatura
Metalli non ferrosi
Argon (Ar) Elio (He)
Ar/He
I
MIG
Acciai
Molto legati
Non legati e
Basso legati
Miscela di gas
Ar/O2
Ar/CO2
Ar/CO2/O2
M1 ossidazione
M2 crescente
M3
MAGM
Acciai non legati e
basso legati
Anidride carbonica
(CO2)
C
MAGC
Impiego
posizione h e w
Lamiere di alto e medio spessore
Forme del materiale in trasferimento
Forma
dell'arco
Arco lungo
Arco corto
Arco a proiezione Arco a impulsi
Miscela di gas
Argon o Argon +
CO2
Argon o miscela
di gas
Principio
Gas
protettivo
CO2
Ricca di Argon
50
Processo
MAG
Trasferimento Grossolane con
delle gocce
cortocircuito
MAG
MIG o MAG
MIG o MAG
Fini in
cortocircuito
Finissime senza
cortocircuito
Il passaggio delle
gocce è regolato
dagli impulsi
da 180 A a 250 A
da 24 V fino a 30
V
-
intensità di
da 180 A a 250 A da 70 A a 160 A
corrente per d da 24 V fino a 30 da 16 V fino a
= 1 mm
V
19V
Impiego
posizione h e w
Lamiere di alto e
medio spessore
Lamiere sottili,
medie e di grosso
spessore in
posizioni
vincolate
h = posizione orizzontale
Posizioni h e w
Posizioni
Lamiere di medio vincolate, lamiere
e grosso spessore sottili con grossi
elettrodi a filo di
elevato diametro
W = posizione a bacino
51
Forme del materiale in trasferimento
Forma dell'arco
Arco lungo
Arco corto
Arco a proiezione
Arco a impulsi
Ricca di Argon
MIG o MAG
Principio
Gas protettivo
CO2
Miscela di gas
Argon o Argon +
CO2
Argon o miscela
di gas
Processo
MAG
MAG
MIG o MAG
Fini in
cortocircuito
Finissime senza
cortocircuito
Trasferimento
delle gocce
Grossolane con
cortocircuito
intensità di
da 180 A a 250 A da 70 A a 160 A
corrente per d = da 24 V fino a 30 da 16 V fino a
1 mm
V
19V
Impiego
posizione h e w
Lamiere di alto e
medio spessore
Lamiere sottili,
medie e di grosso
spessore in
posizioni
vincolate
da 180 A a 250 A
da 24 V fino a 30
V
Il passaggio delle
gocce è regolato
dagli impulsi
-
Posizioni h e w
Posizioni
Lamiere di medio vincolate, lamiere
e grosso spessore sottili con grossi
elettrodi a filo di
elevato diametro
52
9 – Igiene e sicurezza connessi con le operazioni di
saldatura
1. Introduzione. La presente relazione ha lo scopo di esporre i principali temi
tecnici riguardanti l’impiego in sicurezza delle principali tecnologie di
saldatura.
2. Aspetti legislativi in tema di igiene e sicurezza in saldatura. Dal punto di
vista tecnico l’avvento della Legge 626/94 non ha apportato sostanziali
modifiche ai contenuti delle preesistenti disposizioni, riassunte principalmente
dai ben noti DPR 547/55 e 303/56. In particolare, per quanto riguarda i due
Decreti sopra citati, se ne riassumono sinteticamente nei paragrafi seguenti gli
aspetti maggiormente significativi:
2.1 Macchine ed attrezzature di saldatura. Uno dei principali riferimenti in
ambito italiano è costituito dal DPR 547, del quale si riportano di seguito i
punti maggiormente significativi.
?
Il circuito primario di derivazione della corrente elettrica delle macchine
impiegate deve essere provvisto di interruttore onnipolare (DPR 547, artt. 255,
311); inoltre, l’avvolgimento secondario del trasformatore deve essere isolato
dal primario;
?
gli elementi metallici delle apparecchiature devono essere collegate a terra
(DPR 547, art. 271);
?
è vietata l’installazione di saldatrici in luoghi che presentino pericoli di
esplosione (DPR 547, art. 329 e segg.);
?
occorre proteggere le pinze porta elettrodi dai contatti accidentali con parti
in tensione (DPR 547, art. 257);
?
i cavi impiegati per la saldatura devono avere caratteristiche adeguate alla
tensione ed alla corrente impiegate; il loro rivestimento deve - in particolare 53
risultare adeguato alle condizioni di temperatura, umidità ed acidità
dell’ambiente (DPR 547, art. 281);
?
è necessaria l’installazione di un interruttore differenziale di protezione
delle persone contro i contatti indiretti nell’impianto di alimentazione elettrica
(norme CEI);
?
nel caso in cui gli elettrodi siano accessibili sotto tensione, le saldatrici
devono avere la tensione a vuoto minore possibile;
Particolarmente importante è anche il riferimento costituito dalla norma CEI
26.13: "Prescrizioni di sicurezza per le apparecchiature di saldatura ad arco
(parte 1 - sorgenti di corrente di saldatura). Tale norma, ispirata alle
raccomandazioni della Direttiva CEE n. 73/23, in vigore dal 1979, è il
principale criterio di riferimento per la progettazione e la costruzione dei
generatori di corrente per la saldatura elettrica ad arco; essa specifica le
prescrizioni di sicurezza per la costruzione e descrive i metodi di prova per la
verifica della loro conformità. Essa è applicabile alle sorgenti di corrente per la
saldatura ad arco e procedimenti affini destinati ad usi industriali e
professionali ed alimentate entro i limiti di bassa tensione (specificati nella
pubblicazione IEC 38) od alimentate da mezzi meccanici.
Non si applica pertanto a sorgenti di corrente per saldatura manuale per uso
limitato che sono dedicate all’uso da parte di persone non addestrate
(hobbistica).
Si segnala che l’Istituto Italiano della Saldatura:
1.
è
designato
dal
Ministero
dell’Industria,
del
Commercio
e
dell’Artigianato (di concerto con il Ministero degli Affari Esteri ed il Ministero
del Lavoro e della Previdenza Sociale) quale Organismo incaricato di rilasciare
Attestati di conformità per la certificazione di saldatrici elettriche ai sensi della
Direttiva di Bassa Tensione n. 73//23;
54
2.
è
autorizzato
dal
Ministero
dell’Industria,
del
Commercio
e
dell’Artigianato al rilascio della Certificazione CEE per taluni tipi di macchine
ai sensi delle Direttive 89/392 CEE e 91/368 CEE ed al rilascio di
Certificazioni di rispondenza della conformità ai requisiti essenziali di
sicurezza per le macchine per la saldatura di materiali metallici e di materie
plastiche e tecnologie affini e connesse.
2.2 Posti di lavoro. E’ vietato eseguire operazioni di saldatura in condizioni di
pericolo (DPR 547, art. 250); in particolare:
?
su recipienti o tubi chiusi;
?
su recipienti o tubi aperti che contengano materie le quali, sotto l’azione
del calore, possano dar luogo ad esplosioni o reazioni pericolose;
?
su recipienti o tubi aperti che abbiano contenuto materie le quali, nel
passaggio in fase gassosa, possano dar luogo ad esplosioni o reazioni
pericolose;
I cavi di saldatura devono essere posizionati in modo tale da non costituire
pericolo o intralciare i passaggi (DPR 547, art. 283). Occorre predisporre
adeguati mezzi di estinzione; le manichette impiegate per l’estrazione
localizzata dei fumi ed i cavi per l’illuminazione ottenuta con lampade portatili
devono essere fabbricati con materiale autoestinguente (DPR 547, art. 33, 34).
E’ necessario provvedere ad un efficace ricambio dell’aria nei locali chiusi
(DPR 303, art. 9). La captazione di gas e polveri deve avvenire
immediatamente vicino alla fonte e in modo da non dover spostare
continuamente la bocca della manichetta (DPR 303, artt. 20, 21). Le radiazioni
elettromagnetiche prodotte devono essere schermate con idonei dispositivi
(DPR 547, art. 259; DPR 303, art. 22). Qualora si eseguano operazioni di
saldatura a bordo di navi o galleggianti, devono essere rispettati i Regolamenti
emanati dalle Capitanerie di Porto.
55
2.3 Lavoratori interessati ad operazioni di saldatura e/o affini. I lavoratori,
in generale, devono usare e conservare con cura i dispositivi di sicurezza messi
a loro disposizione o comunque forniti dal Datore di lavoro (DPR 547, art. 6);
inoltre:
?
è necessario l’impiego dei mezzi individuali di protezione;
?
tutto il corpo deve essere protetto con indumenti idonei e comunque non
leggeri ne consumati;
?
occorre proteggere gli occhi con dispositivi adeguati all’intensità delle
radiazioni prodotte e al possibile rischio dovuto a schegge;
?
non lasciare sotto tensione la saldatrice durante le pause o alla fine
della giornata o dei turni lavorativi né lasciare incustodita la pinza
portaelettrodi sotto tensione (DPR 547, art. 37);
?
non appoggiare sul terreno la pinza portaelettrodi non isolata o su parti
metalliche;
?
effettuare le regolazioni dei parametri elettrici in funzione delle
istruzioni ricevute;
?
verificare la correttezza dei collegamenti, l’integrità dei cavi e
l’adeguatezza della manichetta estrazione fumi;
?
utilizzare lampade elettriche portatili che posseggano i requisiti minimi
(DPR 547, art. 317, 318).
Il lavoratore, prima dell’inizio delle operazioni di saldatura, deve comunque
essere sicuro di conoscere le norme di sicurezza da osservare ed è tenuto
successivamente al loro scrupoloso rispetto. Qualora le operazioni di saldatura
siano effettuate in locali o spazi stretti o angusti è necessario garantire (DPR
547, art. 250 e segg.) le seguenti condizioni:
?
illuminazione adeguata;
?
ventilazione efficiente;
?
isolamento di pinza e cavo;
56
?
impiego dei dispositivi di protezione;
?
evitare gli affollamenti;
?
predisporre assistenza all’esterno del locale;
?
valutare la necessità dell’isolamento (pedane, calzature).
2.4 Visite mediche. La tutela della salute dei lavoratori è considerata
nell’ambito dell’art. 33 del DPR 303; il datore di lavoro, a questo proposito,
deve sottoporre a visite mediche preventive e periodiche i lavoratori addetti a
lavorazioni particolari; essi, d’altra parte sono tenuti a sottoporsi a tali visite,
come peraltro ribadito dal DL 277/91.
3. Rischi connessi con l’impiego dei principali processi di saldatura
3.1 Aspetti generali. Le operazioni di saldatura e affini e quelle ad esse
eventualmente collegate presentano la possibilità di generare un ampio spettro
di pericoli per quanti effettuino le operazioni stesse o si trovino nelle immediate
vicinanze; per quanto gli aspetti generali legati a tali operazioni siano
largamente noti, si riportano di seguito alcune osservazioni di carattere
introduttivo per facilitare l’approccio alla materia a chi non la conosca a fondo.
Alle operazioni di saldatura sono comunque associabili:
?
elevatissime temperature localizzate;
?
sviluppo di vapori metallici;
?
sviluppo di fumi (particellato con dimensioni nell’ordine del mm);
?
emissione di radiazioni elettromagnetiche (raggi UV bassa lunghezza
d’onda/alta frequenza ed infrarossi);
?
presenza di agenti fisici (rumore, campi elettromagnetici);
?
proiezione di particelle solide fuse ad altissima temperatura;
?
impiego di correnti elettriche di elevata intensità;
?
pericoli derivanti da operazioni "complementari".
57
3.2 Rischi da agenti chimici. L’esposizione ad agenti chimici risulta
fortemente legata al tipo di processo di saldatura impiegato, al materiale base e
d’apporto utilizzato, all’ambiente nel quale si effettuano le operazioni;
l’apparato respiratorio è indubbiamente la via d’accesso preferenziale
nell’organismo umano per gli agenti chimici, i quali possono successivamente
distribuirsi all’intero organismo, determinando pertanto stati di intossicazione
generalizzati.
Possono manifestarsi in generale:
?
effetti sull’apparato respiratorio derivanti da agenti gassosi (ozono,
biossido di azoto) o aerodispersi (fumi metallici, e loro composti: ossido di
zinco, piombo, alluminio, manganese; fluoruri, combustione di prodotti
ricoprenti);
?
elevato potere irritante (bronchite cronica, enfisema polmonare) solo
per procedure operative non corrette o poco sperimentate;
?
rischi (raramente) da combustione di idrocarburi clorurati usati per
operazioni di sgrassaggio, con possibile formazione di fosgene;
?
rischi per l’apparato digerente (gastroduodenite cronica) e l’occhio,
unitamente all’effetto delle radiazioni UV/IR (congiuntivite, cataratta);
?
non sono presenti pericoli di silicosi o asbestosi, quanto quello di
siderosi, ossia accumulo di polvere di ferro nei polmoni senza reazioni con il
tessuto polmonare;
?
non è ancora dimostrata la cancerogenità di metalli quali Cr, Ni
(apparato respiratorio);
?
fenomeno della "febbre da fumi metallici" quali Zn Cu: si manifesta in
modo acuto ma breve, con irritazione alle mucose e sintomi di bronchite acuta.
In relazione alla rapidità e all’intensità dei fenomeni si possono distinguere:
?
intossicazione acuta, se causata da assorbimento rapido di agenti
tossici, in elevate quantità; è spesso di tipo reversibile ed improvvisa;
58
?
intossicazione cronica, con assorbimento lento di dosi basse, con effetti
sotto forma di malattia.
Sono comunque forme rare ma da non trascurare, essendo comunque presenti
nei soggetti interessati livelli superiori (rispetto alla popolazione) di tracce di
sostanze inalate (cromo urinario nel caso di saldatori di acciai speciali); in
particolare:
?
Il Pb può essere causa di saturnismo (e quindi anemia, ipertensione);
?
il Cr può causare lesioni delle mucose di carattere cancerogeno;
?
il Mn può causare sindromi analoghe al morbo di Parkinson;
?
composti del F possono causare danni al sistema scheletrico;
?
l’ossido di C, in % elevata, determina il tipico avvelenamento (cefalea,
malessere generale);
?
il cadmio contenuto in vari tipi di leghe per brasatura è tossico, ed è
preferibile impiegare leghe che non lo contengono;
?
il rame (MIG/MAG) determina irritazione alle vie respiratorie, tosse e
sintomi di febbre da fumi metallici;
?
il torio, talvolta contenuto negli elettrodi infusibili (TIG), è un elemento
radioattivo; durante il comune impiego, comunque, è accertato che tali
elettrodi non comportano significativi rischi di irradiazione esterna, mentre
potrebbero insorgere problemi di irradiazione interna, dovuta ad inalazione di
polveri, nel caso "si rifacesse la punta" senza le adeguate misure protettive;
?
i solventi e loro vapori risultano irritanti, tossici per fegato e reni.
Particolarmente critiche risultano di conseguenza le operazioni relative a
lamiere verniciate (pitture epossidiche o allo zinco).
Non si hanno segnalazioni di pericolo per W, Ti, Si, Sn, Mg. A titolo di
curiosità, si ricorda che l’uso del latte come mezzo di protezione dalle
intossicazioni dovute ai fumi di saldatura non ha alcun fondamento di
59
carattere scientifico, trattandosi di un problema di inalazione più che di
ingestione di agenti nocivi.
3.3 Rischi connessi con l’impiego di specifici processi di saldatura. Come si
è già avuto modo di osservare, dal punto di vista dell’igiene e della sicurezza
del lavoro le operazioni di saldatura risultano fortemente legate alla tipologia di
processo e, nell’ambito del processo stesso, alle particolari condizioni con cui
questo è impiegato; è pertanto indispensabile fornire indicazioni specifiche,
fermo restando il fatto che nella pratica industriale sono contemporaneamente
applicati, nella stessa realtà produttiva, solo alcuni dei processi sotto descritti.
3.3.1 Saldatura all’arco elettrico
?
Sono generate elevatissime temperature massime con sviluppo
immediato di vapori metallici; la temperatura influisce anche sulle dimensioni
del particellato e sulla sua tossicità;
?
si ha formazione di radiazioni UV ad alta energia, con possibilità di
scissione dei legami molecolari di O2 ed N2 e formazione di composti tossici
(biossido d’azoto, ozono).
3.3.2 Elettrodo rivestito (SMAW)
?
La composizione dei fumi è influenzata dal metallo d’apporto e dal tipo
di rivestimento (acido, basico, cellulosico etc.). Biossido di titanio (rutilici) e
fluorite (basici) sono sostanze presenti;
?
la quantità dei fumi dipende dal diametro dell’elettrodo, dall’intensità di
corrente e dall’eventuale preriscaldo; particolarmente elevate risultano le
quantità di fumi per gli elettrodi cellulosici.
3.3.3 Saldatura sotto protezione gassosa (MIG/MAG)
?
Si ha, a parità di corrente, una maggiore emissione di radiazioni UV;
60
?
le torce ed i relativi cavi richiedono maggiore attenzione nell’uso
rispetto al caso dell’elettrodo rivestito;
?
presenta maggiori temperature massime (più vapori metallici), con
radiazioni UV più energetiche (più rischi di ozono e biossido d’azoto);
?
l’assenza del rivestimento limita la formazione del particellato;
?
la captazione dei fumi risulta più difficoltosa a causa del flusso di
protezione dell’arco;
?
è impiegata su leghe al alte % di Cr, Ni con conseguente necessità di
maggiore ventilazione ed aspirazione dei fumi.
3.3.4 Saldatura ad elettrodo infusibile (TIG)
?
Genera minori quantità totali di fumi;
?
è impiegata su leghe ad alte % di Cr, Ni;
?
l’impiego di scintilla pilota ad alta frequenza può danneggiare cavi di
gomma posti nelle immediate vicinanze, a causa dell’ozono rilasciato
3.3.5 Saldatura con fili animati (FCAW)
?
Presenta caratteristiche analoghe all’elettrodo rivestito, con un minore
sviluppo totale di fumi.
4. Settori di intervento per la bonifica ed il miglioramento delle condizioni
di lavoro
In considerazione di quanto esposto nei paragrafi precedenti risulta evidente la
complessità della materia per chi debba affrontarla dal punto di vista
dell’ottimizzazione delle condizioni di lavoro in termini di igiene e sicurezza;
per conferire alla trattazione l’organicità necessaria si riportano in questo
paragrafo le principali azioni da intraprendere, in relazione ai potenziali rischi
presenti durante le operazioni.
61
4.1 Aspirazione ed abbattimento dei fumi in saldatura. Le azioni specifiche
devono essere di tipo preventivo (minimizzazione della quantità e della tossicità
dei fumi) e di tipo protettivo.
Le possibili forme di protezione assumono carattere:
?
individuale (indumenti, maschere, schermature);
?
ambientale (bonifica ambientale).
La bonifica dell’ambiente si attua attraverso le fasi:
?
di captazione o diluizione;
?
di espulsione, con eventuale depurazione dei fumi.
Gli impianti di ventilazione sono fondamentalmente di tipo localizzato o
generale. La ventilazione localizzata deve essere per legge effettuata il più
vicino possibile alla sorgente; presenta una notevole efficacia, con minori
volumi di aria movimentata rispetto alla ventilazione generale. Sono invece di
norma superiori i costi di primo impianto per il piping e la captazione.
La corretta progettazione dell’impianto parte dalla completa conoscenza delle
fasi lavorative; possibili riferimenti sono la letteratura tecnica, indagini
sperimentali, impianti già realizzati. In generale, la velocità di captazione non
deve essere inferiore a 0,5 m/s, in funzione della tipologia dei fumi emessi. La
ventilazione generale (bonifica ambientale) prevede la diluizione delle sostanze
inquinanti, con notevoli quantità d’aria movimentate; si può impiegare questa
tecnica per bassi livelli di tossicità degli inquinanti oppure in modo
complementare alla ventilazione localizzata.
Attraverso il DM 12/07/1990 si hanno i limiti per le concentrazioni dei singoli
inquinanti espressi in funzione del flusso di massa emesso:
?
Cr esavalente, Cb, Ni: 1 mg/m 3 per flusso > 5 g/h;
62
?
Cr trivalente, Mn, Pb, Cu, silice cristallina: 5 mg/m 3 per flusso > 25 g/h;
?
Ossidi di azoto: 500 mg/m 3 per flusso > 5 kg/h.
L’attuale tecnologia consente di ottemperare tali limiti con l’impiego di sistemi
di filtrazione a umido (scrubber) o a secco (filtri a maniche, elettrostatici) per il
particellato, abbinati a sistemi di assorbimento o adsorbimento di gas e vapori.
4.2 Uso dispositivi di protezione individuali (DPI). Come previsto dalla
vigente legge italiana e da quella europea, il DPI deve essere messo a
disposizione del lavoratore per la tutela della sua salute e deve possedere tutti i
requisiti necessari allo scopo. E’ d’altra parte dovere del lavoratore provvedere
all’impiego corretto del DPI. La legislazione vigente, in ambito europeo, si
basa sulla direttiva 89/391/CEE (salute e sicurezza dei lavoratori) e sulla
direttiva 89/656/CEE (uso dei DPI sul luogo di lavoro). In Italia l’argomento è
trattato dal DPR 547 del 27.04.1955 (Norme per la prevenzione degli infortuni
sul lavoro), in relazione al quale si riportano gli articoli che riguardano la
materia. I possibili rischi, come già osservato, riguardano i saldatori o gli
operatori e quanti concorrano indirettamente alle operazioni di saldatura. Oltre
ai rischi direttamente o indirettamente collegati alle operazioni di saldatura
esistono anche quelli legati al luogo e alle condizioni di lavoro (caduta di
oggetti, schiacciamento degli arti, impigliamento degli arti in parti in
movimento, lavori in quota etc.) ed al tipo di attrezzatura impiegata (elettricità,
bombole di gas, tubazioni etc.). Le operazioni di saldatura, brasatura, ossitaglio
richiedono sostanzialmente gli stessi tipi di dispositivo per la protezione del
corpo ad eccezione degli occhi (grado di protezione in funzione del processo di
saldatura).
La dotazione personale si compone generalmente di:
1.
occhiali dotati di protezioni laterali e filtri colorati inattinici, con grado di
protezione scelto in funzione dell’intensità della radiazione;
63
2.
schermo facciale con filtro colorato inattinico per saldatura ad arco
elettrico o sopratesta; si ricorda, a questo proposito, che sono in commercio da
alcuni anni maschere a caso a cristalli liquidi che si adattano in tempi
brevissimi alle attuali condizioni di intensità luminosa evitando, di
conseguenza, che il saldatore inneschi l’arco a maschera alzata e i frequenti
movimenti normalmente compiuti con il collo per alzare od abbassare la
maschera stessa;
3.
guanti di cuoio o materiale di caratteristiche equivalenti, resistenti alle
particelle incandescenti, con protezione del polso e dell’avambraccio;
4.
scarpe di sicurezza con puntale protettivo e suola gommata per
protezione di tipo elettrico;
5.
indumenti da lavoro di tipo ignifugo;
6.
grembiule e ghette di cuoio o materiale di caratteristiche equivalenti,
resistenti alle particelle incandescenti;
7.
gambali;
8.
mezzi protettivi delle vie respiratorie (maschera o semimaschera con
adeguato filtro), nel caso in cui non sia realizzabile un’adeguata eliminazione
dei fumi di saldatura.
Per quanto concerne inoltre i rischi relativi al luogo ed alle condizioni di
lavoro:
?
Elmetto protettivo in caso di caduta di oggetti o di possibile urto della
testa contro oggetti ad altezza d’uomo;
?
scarpe dotate di lamina antiperforazione, in caso di pericolo di
perforazione del piede;
?
cuffie o inserti auricolari in presenza di fonti di rumore (D. Lgs. 277);
?
cinture di sicurezza per lavorazioni in quota o sulle navi;
?
autorespiratori o mezzi idonei per operazioni in ambienti inquinati.
64
I nuovi DPI devono recare il marchio CE (D. Lgs. 475) a partire dal
30.06.1995; è consentito l’uso di eventuali giacenze a magazzino di prodotti
che ne siano sprovvisti. I DPI impiegati per la saldatura rientrano nelle
categorie II e (in alcuni casi ) nella III.
4.3 L’automazione come mezzo di miglioramento delle condizioni di
sicurezza. Gli importanti sviluppi nella direzione di una sempre più spinta
automazione, oltre a modificare profondamente i principali parametri legati alla
qualità ed alla quantità della produzione, hanno consentito consistenti progressi
anche nel campo dell’igiene e della sicurezza in saldatura; in funzione della
complessità degli impianti realizzati è stato possibile:
1.
limitare l’esposizione degli operatori ad aggressioni e/o pericoli
ambientali, consentendogli di conseguenza di lavorare in condizioni di maggior
sicurezza e comfort;
2.
minimizzare l’intervento umano per l’esecuzione di attività ripetitive e
monotone, che comportano inevitabilmente una diminuzione della soglia di
attenzione nei confronti delle prescrizioni di sicurezza da rispettare. Si ricorda,
a questo proposito, che il datore di lavoro è tenuto per legge a valutare con la
giusta considerazione le condizioni di lavoro dei propri dipendenti anche dal
punto di vista della ripetitività e della monotonia delle fasi operative;
3.
diminuire il numero di saldatori specializzati in funzione del minor
numero di turni giornalieri e della possibilità di affidare a semplici operatori la
conduzione di impianti di saldatura automatizzati.
4.4 Caratteristiche del posto di lavoro ed aspetti ergonomici. In tema di
progettazione del posto di lavoro ha ormai raggiunto una certa notorietà il
documento VIII-1565-91 presentato dallo svedese Roland Kadefors alla
Commissione VIII dell’IIW nel 1991 dal titolo "Reference Workplace for
Manual Welding". Il Documento presenta varie soluzioni di posti di lavoro
realizzati tutti con apparecchiature ed equipaggiamenti esistenti in commercio e
65
reperibili sul mercato. Per quanto concerne gli aspetti strettamente ergonomici,
così come avviene per altre tipologie di lavorazione, è possibile individuare
alcune caratteristiche fondamentali che sono di seguito sintetizzate:
?
definizione di un’area di lavoro ottimale, intesa come spazio teorico nel
quale il lavoratore può operare senza sforzi o movimenti inutili; la valutazione
di tale spazio è fondamentalmente basata sulle misure antropometriche umane
(per l’uomo e per la donna); nelle situazioni operative in cui non siano
possibile creare condizioni ottimali è comunque necessario avvicinarvisi con
provvedimenti mirati ai singoli elementi;
?
considerazione dei principali parametri fisiologici; il saldatore si trova
spesso ad operare sotto ad un elevato carico termico, con elevati livelli di
temperatura ed umidità relativa; risulta di fondamentale importanza quindi
predisporre opportune turnazioni del personale e fornire un supplemento
nell’apporto alimentare di acqua minerale e sali;
?
valutazione dei carichi e dei pesi gravanti sul saldatore in funzione delle
posizioni assunte dagli arti e dalla colonna vertebrale durante le operazioni di
lavoro; è possibile reperire nella letteratura tecnica interessanti indicazioni in
materia;
?
scelta di strumenti ed apparecchiature di lavoro che risultino di facile
impiego, senza costringere il loro utilizzatore a supplementi di fatica; si
segnala, da questo punto di vista, l’opportunità di impiegare strumenti
(analogici o digitali) di immediata e facile lettura ed organi di regolazione di
semplice utilizzo.
4.5 Azioni informative e formative. Il D. Lgs. 626, così come accadeva
peraltro anche in precedenza, prevede che il datore di lavoro provveda (art. 21)
a compiere un'adeguata attività informativa nei confronti di ogni lavoratore in
relazione ai rischi connessi con lo svolgimento delle sue attività in tema di
salute e sicurezza. Ad integrazione di quanto sopra, il datore di lavoro deve
66
assicurare che i lavoratori ricevano anche una formazione sufficiente (art. 22)
ed adeguata in materia di sicurezza e di salute, con particolare riferimento al
proprio posto di lavoro e alle proprie mansioni. Le prime pubblicazioni nel
campo dell’igiene e della sicurezza in saldatura che consentano una visione
sufficientemente esaustiva risalgono agli anni ‘50, nei quali il Welding Institute
definì una pubblicazione intitolata "Health and safety in welding and in allied
processes", della quale è stata ultimata nel 1991 la quarta edizione a cura della
Abington Publishing. L'Istituto Italiano della Saldatura, secondo quanto
previsto dal proprio Statuto e nell'intento di ampliare ulteriormente lo spettro
dei servizi offerti all'Industria, ha definito recentemente, in collaborazione con
L'Istituto di Medicina Legale dell'Università di Genova, una specifica attività di
formazione ed addestramento nel campo della sicurezza del lavoro e dell’Igiene
industriale.
Tale attività, cui entrambi gli Istituti contribuiranno secondo le proprie
specifiche
competenze,
maturate
nel
corso
di
un’esperienza
ormai
pluridecennale, si propone a quanti intendano avvalersi di strutture esterne di
formazione ed addestramento del personale e/o dei propri Rappresentanti per la
sicurezza.
67
10 - Sistema ISO 9001
L’azienda PRO.TE.CO è certificata secondo le norme UNI EN ISO 9000.
Questa norma prevede tre diversi modelli di sistemi di qualità, definiti in base
ai criteri stabiliti dalle norme di riferimento, come indicato nei punti seguenti:
?
UNI EN ISO 9001. Cui fare riferimento quando la conformità ai
requisiti specificati deve essere assicurata dall’Azienda nel corso di diverse
fasi che possono comprendere
la progettazione / sviluppo, produzione,
l’istallazione e l’assistenza dopo la vendita;
?
UNI EN ISO 9002. Cui fare riferimento quando la conformità
requisiti specificati
ai
deve essere assicurata dall’Azienda nel corso delle fasi di
produzione, l’istallazione e l’assistenza dopo la vendita;
?
UNI EN ISO 9003. Cui fare riferimento quando la conformità ai requisiti
specificati deve essere assicurata dall’Azienda soltanto mediante controlli,
collaudi e prove finali.
La scelta del modello di Sistema di Qualità, è fatta dall’Azienda in relazione
alle proprie esigenze.
La norma alla quale si riferisce la certificazione di Qualità della Pro.Te.Co. è la
ISO 9001.
Il “Sistema Qualità” è costituito dalla struttura organizzativa, dalle procedure,
dai processi e dalle risorse necessarie a definire e conseguire gli obiettivi di
qualità dell’azienda e che servono per dare luogo alla gestione per la qualità di
una organizzazione.
Per diversi aspetti, l’azienda è spinta a realizzare un efficace Sistema di
Qualità, infatti, se ben strutturato, oltre che migliorarne l’immagine e ad
aumentare il potere contrattuale, risulta un valido strumento manageriale per
l’ottimizzazione e il controllo della qualità che in base a considerazioni su
68
benefici, costi e rischi, permette all’organizzazione un tempestivo e ottimale
controllo di tutti i parametri delle normali attività svolte dall’organizzazione
stessa.
Le norme richiedono che il Sistema Qualità sia descritto in un sistema coerente
e ben determinato di documenti, costituito dal Manuale di Garanzia di Qualità,
l’elenco delle procedure operative più eventuali altri documenti, per il dettaglio
o il progetto.
Il Manuale di garanzia di Qualità, è il principale documento di riferimento del
Sistema Qualità. Esso rappresenta lo strumento adottato per descrivere il
Sistema di Qualità e per verificarne l’applicazione e l’efficacia. Nelle prime
pagine è riportato un documento firmato dalla Direzione dell’azienda che
attesta la chiara volontà aziendale di perseguire obiettivi finalizzati alla qualità.
Fa seguito la descrizione delle azioni intraprese e programmate nei vari settori
per raggiungere concretamente gli obbiettivi prefissati.
In sede di certificazione della Qualità, la prima verifica consiste
nell’accertamento che gli impegni presi dall’azienda siano adeguati e che ad
essi abbiano fatto seguito le azioni efficaci programmate.
Nell’elenco delle procedure operative, si specificano, i criteri e le modalità di
esecuzione delle attività che influenzano la qualità, cioè le attività aziendali per
cui la UNI EN ISO 9001 fornisce prescrizioni. Sono redatte in modo semplice
ed inequivocabile.
La direzione ha disposto che siano preparati e mantenuti attivi altri documenti
per il dettaglio (standard e istruzioni di lavoro) e il progetto di ogni prodotto o
processo, definiti piani di qualità. Tali piani sono coerenti con tutti gli altri
requisiti del Sistema di Qualità dell’organizzazione e assicurano il
soddisfacimento dei requisiti specificati per il prodotto. Un piano della qualità
può costituire parte di un nuovo prodotto o processo più amplio, ed è
particolarmente importante quando vi sono cambiamenti significativi.
69
Due rappresentanti dell’azienda l’Ing. Lo Presti Antonio e l’Ing. Leu Andrei
(responsabile dell’uff. tecnico), hanno il compito di verificare costantemente
che il lavori siano coerenti con gli impegni presi dall’azienda con il Manuale di
Qualità, infatti, l’attività dell’azienda deve essere sottoposta periodicamente a
verifiche ispettive interne.
Gli obiettivi prefissati dall’azienda seguono una precisa gerarchia. Questa è
stata stabilita considerando un elenco di azioni elementari da compiere e
associando ad ognuna di esse un responsabile, tempo di esecuzione, risorse
umane, mezzi necessari e l’investimento previsto.
La norma fornisce una serie di indicazioni riguardanti la fase di
approvvigionamento dell’azienda. Quest’ ultima ha infatti predisposto una lista
di fornitori selezionati e qualificati, che sono controllati continuamente. La
norma pone particolare attenzione ai documenti d’acquisto, che devono
descrivere dettagliatamente e inequivocabilmente le specifiche tecniche del
prodotto ordinato; devono inoltre, fornire le dovute precisazioni circa le
verifiche sperimentali o le prove di laboratorio eventualmente richieste. Fa
seguito la verifica del prodotto acquistato.
Garantita la conformità del materiale in ingresso, l’azienda predispone le
procedure affinché i processi di produzione, installazione ed assistenza siano
eseguiti in condizioni di preciso controllo, per assicurare la conformità del
prodotto ai requisiti richiesti dal committente. Tutti i prodotti finiti vengono
sottoposti a collaudo dagli Enti di Classifica prima della consegna.
70
Bibliografia
1.
La saldatura – Procedimenti tradizionali. Vol.1°, Istituto nazionale
della saldatura,1982
2.
La saldatura e i suoi problemi – A.Vallini. Vol. 2° - Metallurgia e
resistenza dei giunti saldati, Del Bianco editore
3.
http://www.iis.it
4.
http://www.eurolab.it
5.
http://www.cisp.it
6.
http://www.aspirmig.it
71