Andrea Bardi
STRATEGIE AZIENDALI
E MODELLI ORGANIZZATIVI,
LINEE DI SVILUPPO
E TENDENZE EVOLUTIVE
NEL SETTORE DELL’AUTO
08
Bologna, 2001
Indice
Indice............................................................................................................................................... 2
Premessa.......................................................................................................................................... 4
Immatricolazioni e congiuntura internazionale: una prospettiva previsionale................................ 5
Outsourcing e gestione della catena di fornitura (supply chain management) ............................... 9
Dalla fornitura tradizionale alla fornitura a livelli e alla modularizzazione ................................. 15
Introduzione delle tecnologie dell’informazione e della comunicazione (ICT) a supporto delle
relazioni tra le imprese; ................................................................................................................. 29
Ridefinizione del core business..................................................................................................... 35
Concentrazione (fusioni, acquisizioni, alleanze) e internazionalizzazione................................... 36
Standardizzazione e customizzazione dello standard (orientamento al cliente) ........................... 39
Rilancio della Domanda ................................................................................................................ 40
Conclusioni.................................................................................................................................... 43
Bibliografia.................................................................................................................................... 45
2
Abstract: il settore dell’auto rappresenta un comparto d’avanguardia, sia dal punto di
vista tecnologico, sia relativamente agli strumenti di management impiegati. La quasi
totalità delle tecniche manageriali esistenti, legate alla gestione sia operativa che
strategica e utilizzate nella stragrande maggioranza dei comparti industriali
manifatturieri, sono infatti mutuate dall’esperienza sviluppata nel settore
dell’automobile. In particolare, le strategie di outsourcing e terziarizzazione, nonché le
tecniche di gestione della catena di fornitura, in nessun altro settore industriale hanno
trovato una così compiuta introduzione. Ciò è anche vero rispetto alle tecnologie
dell’informazione e della comunicazione, utilizzate largamente sia come strumento a
supporto delle modalità di gestione delle attività aziendali e inter-aziendali (ad esempio
per la gestione delle catena di fornitura e della logistica integrata), sia come servizio
aggiuntivo al prodotto finale (si pensi ad esempio ai servizi di mobilità, sistemi telematici
per il trasporto intelligente – ITS, ecc.). Questo paper da un lato mette in luce questo
primato, dall’altro descrive l’evoluzione strategica del comparto auto a livello
internazionale negli ultimi anni, sia dal punto di vista degli impatti conseguenti la
riorganizzazione del sistema di fornitura, sia rispetto alle traiettorie evolutive e le
principali criticità (così come le conseguenti reazioni messe in atto dai costruttori) che
pesano sul futuro del settore.
Parole chiave: settore auto, fornitura a livelli, modularizzazione, integrazione,
concentrazione, standardizzazione.
3
Premessa
l comparto dell’auto ha vissuto nell’ultimo decennio un processo di profondo
mutamento che ha impattato pesantemente sia sulle strategie delle imprese, sia
sul loro assetto organizzativo. Tale processo, lungi dall’aver raggiunto una
condizione di equilibrio, è tutt’ora in atto e si innesta all’interno di uno
scenario internazionale che sembra evolvere rapidamente verso un periodo recessivo. I
fatti dell’11 settembre hanno tragicamente accelerato questo processo e difficilmente una
eventuale rapida soluzione del conflitto potrà invertire il trend in atto. La portata di una
possibile crisi recessiva nel comparto auto, anche in ragione di una serie di
problematiche che già da tempo i costruttori si stavano trovando ad affrontare e che
saranno di seguito descritte, rischia di avere effetti devastanti. Le prime avvisaglie sono
rappresentate dalle perdite derivanti dai tagli alle produzioni annunciate recentemente
da alcuni tra i principali assemblatori a livello internazionale, tra cui Fiat Auto, e dal
conseguente peggioramento delle aspettative delle imprese di componentistica, in
particolare di piccola dimensione. Nell’ultimo trimestre del 2001 le piccole aziende
terziste accusano infatti un calo degli ordinativi e problemi occupazionali (Il Sole 24
Ore)1.
I
1
Il Sole 24 Ore, Piccoli terzisti in difficoltà, Rapporti Piemonte, 19 Novembre 2001.
4
Immatricolazioni e congiuntura
internazionale: una prospettiva
previsionale
Le tabelle seguenti riportano le previsioni sulle immatricolazioni negli anni dal 2000
al 2003 per i principali paesi di sbocco a livello internazionale, rispettivamente per i
veicoli passeggeri e per quelli commerciali. Relativamente ai veicoli passeggeri, i dati
descrivono una previsione di crollo delle vendite in quasi tutti i principali paesi che, per
alcuni di questi, risulta essere addirittura a “due cifre”. Il tasso di crescita delle
immatricolazioni è, tra il 2000 e il 2003, positivo solo per la Corea del Sud. Stati Uniti,
Canada, Svezia, Regno Unito e Germania presentano una previsione di crollo delle
vendite superiore al 5%, che addirittura supera in Svezia l’8,5%.
Veicoli passeggeri, previsioni sulle nuove immatricolazioni. Principali paesi, triennio 2001-2003
Paesi
Giappone
Corea del sud
USA
Canada
Svezia
Spagna
Regno Unito
Francia
Italia
Germania
TOTALE PAESI
2000
2001*
2002*
4.259.788
1.057.620
9.005.120
854.074
290.529
1.381.256
2.221.647
2.133.884
2.412.259
3.378.343
26.994.520
4.200.000
1.040.000
8.100.000
820.000
250.000
1.330.000
2.260.000
2.200.000
2.350.000
3.200.000
25.750.000
4.100.000
960.000
7.700.000
780.000
255.000
1.200.000
2.000.000
2.050.000
2.250.000
2.950.000
24.245.000
Tasso
Tasso
Tasso
2003* di crescita di crescita di crescita
2001-2000 2002-2001 2003-2000
4.220.000
-1,40
-2,38
-0,93
1.080.000
-1,67
-7,69
2,12
8.400.000
-10,05
-4,94
-6,72
810.000
-3,99
-4,88
-5,16
265.000
-13,95
2,00
-8,79
1.380.000
-3,71
-9,77
-0,09
2.100.000
1,73
-11,50
-5,48
2.200.000
3,10
-6,82
3,10
2.380.000
-2,58
-4,26
-1,34
3.200.000
-5,28
-7,81
-5,28
26.035.000
-4,61
-5,84
-3,55
* Previsione
Fonte: ns. Elaborazione su dati Jama e previsione World Market Research Centre.
La situazione sembra essere addirittura peggiore, con l’eccezione del Giappone, per
quanto riguarda le vendite di veicoli commerciali. Come descritto nella tabella seguente
tabella, tra il 2000 e il 2003 si prevede in USA e Svezia un calo delle vendite maggiore
del 9%. Spagna e Germania, due dei principali paesi di esportazione per i componentisti
italiani, presentano dati di ridimensionamento delle vendite di veicoli commerciali pari
rispettivamente al 7,6% e 7,8%. Infine, sia in Canada sia in Italia, si stima un calo delle
vendite superiore al 5%.
5
Veicoli commerciali, previsioni sulle nuove immatricolazioni. Principali paesi, triennio 2001-2003
Paesi
Giappone
Corea del sud
USA
Canada
Svezia
Spagna
Regno Unito
Francia
Italia
Germania
TOTALE PAESI
2000
2001*
2002*
1.703.125
372.840
8.866.896
695.441
38.474
335.684
298000
477.204
226.545
314.814
13.031.023
1.620.000
360.000
7.950.000
650.000
36.000
305.000
290.000
470.000
210.000
295.000
12.186.000
1.650.000
350.000
7.450.000
610.000
32.000
280.000
275.000
430.000
200.000
270.000
11.547.000
Tasso
Tasso
Tasso
2003* di crescita di crescita di crescita
2001-2000 2002-2001 2003-2000
1.800.000
380.000
8.000.000
660.000
35.000
310.000
290.000
460.000
215.000
290.000
12.440.000
-4,88
-3,44
-10,34
-6,53
-6,43
-9,14
-2,68
-1,51
-7,30
-6,29
-6,48
1,85
-2,78
-6,29
-6,15
-11,11
-8,20
-5,17
-8,51
-4,76
-8,47
-5,24
5,69
1,92
-9,78
-5,10
-9,03
-7,65
-2,68
-3,61
-5,10
-7,88
-4,54
* Previsione
Fonte: ns. Elaborazione su dati Jama e previsione World Market Research Centre.
Per quanto concerne Fiat Auto, nei primi 9 mesi del 2001, i profitti netti della casa
torinese, rispetto al medesimo periodo dell’anno passato, si sono dimezzati, raggiungendo
i 160 milioni di Euro. Nello stesso periodo, le perdite operative sono passate da 91
milioni a 120 milioni di Euro. Ciò risulta essere particolarmente grave soprattutto in
considerazione del fatto che la soglia di indebitamento ha raggiunto un livello che, a
seconda delle fonti, oscilla tra i 6 e i 7,5 miliardi di Euro2. Questa situazione ha reso
necessario un taglio della produzione che per il 2001 si sostanzia in 198.550 auto a livello
globale, di cui 99.150 in Italia, 41.100 in Polonia, 22.700 in Turchia, 24.900 in Brasile e
10.700 in Argentina3. Le previsioni sopra descritte non lasciano prevedere inversioni di
tendenza nel medio periodo.
Tutto ciò non è senza conseguenze rispetto al sistema della componentistica e, più in
generale, sulla filiera dell’auto. Questo paper tenterà di descrivere, in modo schematico,
le principali scelte strategiche e organizzative messe in atto dai costruttori e dai fornitori
di equipaggiamento originale (original equipment manufactures)4, nonché le loro ricadute
sulla catena di fornitura. I processi in atto all’interno del settore e le implicazioni delle
scelte strategiche messe in campo dai costruttori di auto saranno perciò lette in
riferimento alle loro ripercussioni sul sistema di fornitura. Il punto di partenza è che le
strategie messe in atto dalle imprese finali si riverberano a cascata lungo la catena di
fornitura, elemento centrale del modello di business del settore dell’auto. Il sistema della
sub-fornitura ha peraltro strategie spesso divergenti, da qui le frequenti resistenze ad
adeguarsi alle politiche strategiche e alle scelte ri-organizzative messe in campo dai
2
3
4
Con la riorganizzazione varata il 10 dicembre 2001, Fiat Auto stima di riuscire a ridurre l’indebitamento netto a
2,8 miliardi di Euro nel 2003, raggiungendo poi 1 miliardo nell’anno successivo. Ciò a condizione che il
fatturato di Fiat Auto passi dai 25 miliardi di Euro del 2001 a 28 nel 2003.
World Market Research Centre.
OEM sono considerati i produttori di equipaggiamento originale. In questo senso, sia i produttori finali, ossia i
costruttori di auto come Fiat, GM, VW, Ford, Nissan, Renault, BMW, ecc., sia i fornitori di moduli e sistemi per
questi costruttori (come Valeo e Delphi), fabbricano equipaggiamenti originali. Questa distinzione è nella
letteratura nazionale e internazionale fonte di ambiguità. A volte infatti di intende con OEM il costruttore, altre
volte il fornitore di primo livello che fabbrica moduli e sistemi. In questo paper, dove non specificamente
richiamato, intenderemo come OEM il costruttore d’auto.
6
produttori finali. Il primo elemento di conflittualità riguarda il progressivo
assottigliamento dei margini del settore che i costruttori, anche in ragione del loro potere
contrattuale nei confronti della catena, tentano di spostare progressivamente a valle, verso
il sistema di fornitura. I produttori di auto soffrono infatti a livello mondiale una cronica
sovracapacità produttiva. Una ricerca della Schroeder&Co. di Londra dimostra che, per
quanto riguarda i soli produttori europei, a livelli di sfruttamento degli impianti sopra
l’85%, i profitti sono intorno all’8%, se il livello di sfruttamento scende tra il 75% e
l’80% i profitti si riducono al 5%, fino a raggiungere l’1% nel caso si scivoli sotto una
soglia di sfruttamento degli impianti del 75%. Gli impianti Fiat Auto risultano essere ad
oggi saturati per circa il 70%5. A ciò si aggiunge una sostanziale stagnazione della
domanda di sostituzione nei mercati maturi, che diventa spesso declino in assenza di
incentivi pubblici di sostegno alla domanda finale, ed un crescita rallentata dei paesi
emergenti. Tale situazione impone ai produttori finali di mettere in campo una serie di
azioni sia operative sia strategiche che nella totalità dei casi impattano e/o coinvolgono il
sistema di fornitura nel suo complesso.
Queste azioni rientrano all’interno dei seguenti 7 macro gruppi:
1. outsourcing e gestione della catena di fornitura (supply chain management);
2. fornitura a livelli e modularizzazione;
3. introduzione delle tecnologie dell’informazione e della comunicazione (ICT) a
supporto delle relazioni tra le imprese;
4. concentrazione (fusioni, acquisizioni, alleanze) e internazionalizzazione;
5. ridefinizione del core business;
6. standardizzazione e customizzazione dello standard;
7. rilancio della domanda;
Va innanzitutto detto che esiste un collegamento tra i diversi punti. In alcuni casi il
collegamento è diretto e conseguente (come è nel caso della scelta della concentrazione al
fine di accrescere la possibilità di standardizzazione di prodotto). In altri casi il
collegamento tra i diversi punti è meno intenso o addirittura marginale. In altri casi
ancora con esiste nessun collegamento di sorta tra diversi orientamenti, ossia è possibile
perseguire una opzione senza che per forza di cose questa vada a modificare le altre.
Infine, vi sono situazioni per cui il perseguimento di un orientamento può compromettere
la possibilità di svilupparne altri considerati comunque desiderabili. I punti sopra elencati
rappresentano scelte strategiche largamente utilizzate dai produttori di auto, i cui effetti
sono, in alcuni casi, piuttosto evidenti. In altri, come è per le nuove propulsioni, le
evidenze sono relative al fatto che alcune case sembrano avere puntato più di altre sulla
futura commercializzazione di auto a propulsione alternativa, come ad esempio il fuel
cell. La natura delle implicazioni che derivano dalle azioni sopra elencate non è univoca.
Infatti, le opzioni che ogni azione offre sono differenti ed hanno una ricaduta diversa sia
sulla struttura organizzativa interna dei costruttori, sia su quella dei fornitori di
equipaggiamento originale (original equipment manufactures), sia infine sul contesto, con
particolare riferimento alla catena di fornitura. Le opzioni in questione hanno in un caso
una connotazione prevalentemente difensiva, nell’altra orientata all’evoluzione. Di
5
La riorganizzazione varata il 10 dicembre 2001 dal Gruppo Fiat ha per l’appunto lo scopo di riportare la
saturazione della capacità produttiva di Fiat Auto dal 70% al 90%. Il processo di riorganizzazione varato si
fonda essenzialmente su 4 pilastri: un aumento di capitale, un ridimensionamento della capacità produttiva (con
la chiusura di 18 stabilimenti, in prevalenza in Argentina, di cui 2 in Italia), un piano di dismissioni su due anni
(che prevede, tra l’altro, la cessione di Magneti Marelli, Teksid, Fiat Engineering e il collocamento del 51% di
Comau nel 2003) e una riarticolazione della struttura organizzativa secondo il modello della business unit.
Saranno infatti create 4 unità operative, dotate di ampia autonomia gestionale. La prima si occuperà del brand
Alfa Romeo, la seconda accorperà Fiat e Lancia, la terza raggrupperà le attività internazionali mentre la quarta le
attività di servizio (Il Mondo, n 50, 2001).
7
seguito sono descritte, anche utilizzando esempi e casi concreti, per ognuna delle 7
azioni, gli scenari possibili di sviluppo e di applicazione.
8
Outsourcing e gestione della catena di
fornitura (supply chain management)
La pratica dell’esternalizzazione di attività produttive e di servizio ad imprese terze
ha avuto, dopo la conclusione del primato dell’impresa fordista verticalmente integrata e
il cambiamento della domanda da primo acquisto a domanda di sostituzione, un peso
crescente. La crescita ha riguardato tutti i comparti, sia manifatturieri che di servizio, di
produzione di beni o servizi “eterogenei”6. Il processo di esternalizzazione è stato
particolarmente intenso nel settore dell’automobile. Il peso delle attività di produzione
esternalizzate, infatti, durante gli anni novanta è addirittura raddoppiato.
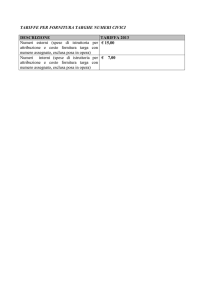
Cambiamento della divisione del lavoro nel settore auto.
Esterno si riferisce alle attività esternalizzate a imprese terze (buy),
Interno si riferisce a quelle attività svolte all’interno (make).
Fonte: Fraunhofer Institute for Industrial Engineering di Stoccarda su dati Volkswagen, 1999.
Tra gli anni 1989 e 1999, la quota delle produzioni esternalizzate dalle imprese finali
è passata infatti nel settore auto dal 40% all’80% della produzione totale.
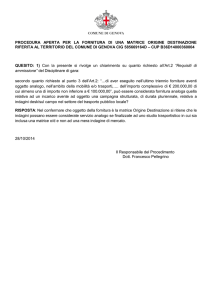
Altre fonti stimano più cautamente la quota di attività produttiva esternalizzata dai
costruttori al 65% nell’anno 2000. Come riportato nella figura seguente, questa quota
6
Un manufatto è eterogeneo quanto la sua produzione avviene attraverso la combinazione meccanica di prodotti
parziali indipendenti (manifattura eterogenea). Per approfondimenti si veda K. Marx, Das Kapital. Kritik der
Politischen Oekonomie, Londra 1867, prima ed. it. in Biblioteca dell’economista, Torino, UTET 1886.
9
sembra destinata a crescere lungo tutto l’arco del decennio, raggiungendo il 75% al 2010.
Per quanto invece concerne l’outsourcing delle attività relative allo sviluppo prodotto,
rispetto all’anno 2000, le proporzioni sono invertite, nel senso che i costruttori ad oggi
continuano a mantenere all’interno ben il 67% delle attività di sviluppo prodotto. Questa
quota è destinata comunque a decrescere al 57% nel 2005, raggiungendo poi il 50% al
2010.
Sviluppo della catena di fornitura nel comparto auto: previsione al 2010
Fonte: Roland Berger & Partner, tratta da G. Calabrese, materiali di ricerca.
In Italia, la produzione destinata all’OEM nazionale è passata, tra il 1999 al 2000, da
19.352 a 21.036 miliardi. Questa crescita, pari a un tasso del +8,7%, è in prevalenza
determinata da uno spostamento di attività produttive dalle imprese finali al sistema di
fornitura (oursourcing)7. L’attività di outsourcing assume due forme, può essere outhouse-outsourcing oppure in-house-outsourcing. Nel primo caso si tratta di attività
esternalizzate a imprese autonome esterne all’azienda committente, nel secondo caso
l’impresa fornitrice svolge l’attività all’interno dello stabilimento del proprio cliente.
Questa seconda modalità implica un elevato livello di integrazione ed ha, nel comparto
auto, un peso progressivamente crescente. La natura della modalità di outsourcing è
venuta a mutare radicalmente rispetto al passato tanto che oggi risultano frequenti
processi di outsourcing che prevedono l’esternalizzazione non solo dell’attività, ma anche
degli impianti e degli addetti a questa legati. Ciò offre la possibilità di ridurre i costi fissi
collegati alla capacità produttiva installata, acquisendo da un lato una maggiore
flessibilità operativa, dall’altro permettendo una maggiore focalizzazione su alcune
funzioni strategiche e/o a più alto valore aggiunto. In questo caso non si tratta quindi più
di esternalizzazione di funzioni, bensì di vera e propria cessione di attività. Il controllo
sul fornitore viene perciò ad attuarsi attraverso forme alternative rispetto a quelle
classiche, ossia modalità diverse dal controllo di maggioranza o dall’avvio di processi
collaborativi che offrono un vantaggio per tutti gli attori. La scelta della “cessione”
7
Robiglio D. (a cura di), Osservatorio sulla componentistica autoveicolare italiana, CCIAA di Torino, 2001, p.
31.
10
risulta essere perseguita soprattutto in mercati maturi, caratterizzati da una domanda
stagnante e connotati da una sovracapacità produttiva installata.
Per quanto concerne la pratica dell’outsourcing, una delle conseguenze della sua
crescita è, sia per i costruttori che per i fornitori di moduli e sistemi, la crescente
focalizzazione su funzioni quali: marchio, logistica e tempi di approvvigionameto,
assemblaggio, procurement, controllo della qualità. In uno schema nel quale la catena di
fornitura deve essere gestita in modo armonico e sincronizzato tra imprese autonome e
indipendenti, una siffatta evoluzione implica necessariamente l’individuazione di regole
condivise da tutti e una chiara attribuzione delle responsabilità.
La complessità che deriva dalla gestione di una catena di fornitura che agisce in
modo coordinato e sincronizzato secondo un processo produttivo di tipo pull (guidata dal
mercato - market-driven) e orientato sia alla flessibilità produttiva che alla riduzione dei
materiali e componenti stoccati, ha portato al fiorire di numerose tecniche di gestione
integrata della catena stessa. Queste tecniche si basano sull’assunto che la domanda finale
è divenuta da un lato maggiormente differenziata, dall’altro difficilmente prevedibile.
L’incertezza conseguente ha per l’appunto imposto il passaggio da una logica push a una
pull. La logica pull si basa sull’approccio “build to order” (BTO), ossia su una
produzione di tipo “guidata dal mercato”. Questo approccio capovolge, per tutte le
funzioni produttive, il principio “push” della produzione basata su una rigida
programmazione delle quantità da produrre e del prezzo relativo.
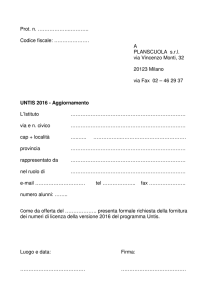
Catena di fornitura del settore auto: da push a pull8
8
M. Agrawal, T. V. Kumaresh, G. Mercer, The false promise of mass customisation, Mckinsey Quarterly, n. 3,
2001.
11
Nel caso del modello push l’impresa si concentra sull’analisi delle performance
aziendali con lo scopo di ottenere l’eccellenza funzionale (negli acquisti, nella
produzione, nella logistica, nella gestione delle risorse umane, nella vendita e nei servizi
al cliente). Il modello pull impone l’introduzione di tecniche di gestione della catena
basate sull’idea dell’eccellenza inter-organizzativa, al fine di accrescere il livello di
integrazione tra i processi produttivi a livello inter-aziendale.
Queste tecniche di gestione integrate della catena di fornitura possono essere divise
in due macro gruppi che ne descrivono gli orientamenti fondanti, in riferimento al
contenuto della relazione committenti-fornitori:
Le soluzioni alternative nella gestione della catena di fornitura9
SCM (gestione della catena di fornitura - supply
chain management)
Focalizzazione sui processi
Miglioramento dell’efficienza
Riduzione dei costi e adeguamento agli standard di
qualità
Gioco a somma zero
SRM (gestione della relazione con il fornitore supplier relationship management)
Focalizzazione sulle relazioni
Miglioramento della collaborazione
Focalizzazione sulle conoscenze e sul miglioramento
della qualità
Approccio win / win
Sia SCM che SRM utilizzano indicatori di misurazione delle performance
tipicamente di tipo inter-funzionale e inter-organizzativo come, ad esempio:
soddisfacimento dell’ordine;
time-to–market;
lead time dal concept alla produzione;
lead time dall’ordine (order) alla distribuzione (delivery).
Le due soluzioni presentano tuttavia contenuti evolutivi sensibilmente diversi, in
particolare per la catena di fornitura. Nel caso dell’SCM, il miglioramento perseguito
coinvolge tutta la catena ma è incentrato su elementi di natura prevalentemente legati
all’efficienza delle prestazioni operative e l’assicurazione qualità (adeguamento allo
standard fissato dal committente). Le tecniche legate alla SCM10 prevedono infatti:
l’abbattimento dei costi di produzione dei fornitori;
il miglioramento della capacità di conformarsi agli standard di qualità;
il miglioramento della localizzazione dei materiali lungo la catena;
l’abbattimento dei costi di transazione, inclusi i costi di accesso e ispezione materiali,
ricerca e valutazione dei distributori, comunicazione e risoluzione dei problemi nei
rapporti con i fornitori;
l’ottimizzazione della gestione degli stock (inventory management) lungo la catena e
del sistema della logistica.
Perciò, l’introduzione delle tecniche SCM non comporta semplicemente una maggior
efficienza ma anche un accresciuto contenuto qualitativo dell’attività svolta.
Nel caso invece dell’SRM, il miglioramento della catena riguarda non solo le
prestazioni operativo-gestionali, ma anche la capacità autonoma di sviluppo prodotto. In
questo caso la strategia del committente è quella di accrescere il livello di
9
S. McLeod, Relationship Management isn’t just for customers any more, Atg Innovator, n. 3, 2001.
10
Cfr., F. I. Stuart, D. M. McCutcheon, The Manager’s Guide to Supply Chain Management, Business Horizons,
Indiana University Kelley School of Business, 2000.
12
specializzazione del fornitore, pur scontando una conseguente riduzione nella capacità di
controllo dello stesso. In entrambi i casi tuttavia il committente sostiene una
qualificazione del sistema di fornitura, attraverso il passaggio da un outsourcing di
componenti su specifiche del committente a una fornitura di sistemi e moduli11 (e alla
gestione delle attività di servizio collegate). Questo spostamento implica l’evoluzione da
un sistema di fornitura tradizionale verso un sistema di fornitura a livelli. L’approccio
interfunzionale impone una conseguente ridefinizione dell’assetto organizzativo interno
delle aziende focali (tipicamente il costruttore e, all’interno della catena di fornitura, il
fornitore di primo livello). Lo spostamento prevede, come di seguito descritto, un
approccio organizzativo multilivello, ossia il passaggio da una struttura verticalmente
integrata sia all’interno che all’esterno e basata sulla gerarchia funzionale a una
deverticalizzazione della struttura interna e una deverticalizzazione della catena di
fornitura in diversi livelli.
Lo schema seguente descrive l’ambito di intervento su cui insistono entrambi gli
strumenti di management descritti12:
La compiuta introduzione di queste tecniche implica una condivisione degli obiettivi
11
L’assemblaggio dell’auto avviene utilizzando dei blocchi di semilavorati pre-assemblati e testati dal fornitore. Si
tratta di sistemi di prodotti o di moduli di prodotti. La differenza tra i due concetti deriva sostanzialmente dal
livello di aggregazione che li contraddistingue: funzionale per i sistemi , spaziale per i moduli. Un sistema
comprende tutte le parti che contribuiscono ad una certa funzionalità (ad esempio, l’impianto di illuminazione),
indipendentemente da dove queste vengono poi montate sull’auto (fari anteriori e posteriori, luci interne,
collegamenti con la batteria…). Un modulo è costituito invece da una parte dell’auto pre-assemblata, che
generalmente contiene parti appartenenti a diversi sistemi (ad esempio, il frontale contenente fari, radiatore,
paraurti…). Da una parte abbiamo dunque sistemi quali pianale, scocca, motore, alimentazione, scarico ,
trasmissione, impianto frenante, carrozzeria, sistema guida (sterzo e sospensioni), sedili e abitacolo,
climatizzazione, impianto elettrico , luci, (tabella 1); dall’altra moduli quali plancia, frontale, sedili. Si veda: S.
Rolfo, G. Vitali (a cura di), Dinamiche competitive e innovazione nel settore della componentistica auto, Collana
Ceris, Franco Angeli, Milano 2001, p. 28.
12
R. D. Austin, Ford Motor Company: Supply Chain Strategy, Harvard Business School, Boston 1999.
13
che si intendono raggiungere tra il committente e il fornitore. Entrambi devono quindi
investire risorse finanziarie, umane e tecnologiche in un progetto congiunto. Il fatto che il
committente possa scegliere di “scaricare” i costi del miglioramento sul sistema di
fornitura definisce come ovvio un approccio di natura impositiva piuttosto che
collaborativa. I diversi costruttori possono quindi avere un orientamento diverso nei
confronti di questi processi. Un fornitore ha confessato che Ford e Chrysler hanno,
contrariamente a Gm, un approccio maggiormente orientato alla condivisione dei costi e
distribuzione dei benefici derivanti dal passaggio a una SCM sincronizzata 13. Alcuni
costruttori promuovono infatti accordi fondati sull’equa ripartizione dei vantaggi ottenuti
dall’introduzione dell’SCM con i fornitori e i clienti finali (ad esempio 1/3 al
committente, 1/3 al fornitore di moduli e sistemi, 1/3 al consumatore). Una recente
ricerca svolta da Arthur Andersen14, che ha previsto una serie di interviste ai fornitori dei
più grandi costruttori d’auto, ha dimostrato che la Ford è l’impresa automobilistica che
più di tutte impone tagli dei costi di produzione ai propri fornitori e che l’azienda è
unicamente interessata all’abbattimento dei prezzi. Al contrario, la stessa ricerca propone
la Toyota come impresa che più delle altre è stata in grado di sviluppare proficui rapporti
collaborativi con la propria rete di fornitura. Toyota è anche un costruttore che ha
mostrato di recente eccellenti performance nelle vendite. DaimlerChrysler è in seconda
posizione, seppur in peggioramento. I fornitori intervistati, infine, descrivono le relazioni
con Gm come in netto miglioramento. Va tuttavia sottolineato che Gm partiva da una
situazione di forte criticità, presentava infatti, sempre a parere degli intervistati, rapporti
particolarmente deteriorati negli anni passati.
13
Cfr., F. I. Stuart, D. M. McCutcheon, The Manager’s Guide to Supply Chain Management, Business Horizons,
Indiana University Kelley School of Business, 2000.
14
Si veda Financial Times, Ford finds few supplir friends, 23 Novembre 2001.
14
Dalla fornitura tradizionale alla
fornitura a livelli e alla
modularizzazione
Come sopra descritto, il passaggio da una logica push ad una pull implica una
ridefinizione delle modalità di organizzazione, gestione e misurazione della catena di
fornitura e delle sue performance.
Una pratica di organizzazione del sistema di fornitura ormai consolidata è quella
della segmentazione per livelli (fornitura a livelli), affermatasi nel settore auto durante gli
anni novanta. Il primo livello assembla il modulo (o produce il sistema) mentre il
secondo e il terzo si relazionano direttamente con il primo per la fornitura di subcomponenti. Il produttore di moduli e sistemi è tipicamente fornitore di primo livello.
Altra cosa è il fornitore diretto che, pur relazionandosi direttamente con il costruttore
OEM, può non essere produttore di moduli o sistemi bensì di
componenti/particolari/lavorazioni. In quest’ultimo caso si tratta quindi di fornitore
diretto, ma non di primo livello. Il produttore finale ha la visibilità su tutta la catena, pur
interfacciandosi solo con il livello di fornitura a lui prossimo. La conseguenza è la
riduzione nel numero di fornitori diretti. Il primo livello ha la responsabilità della
fornitura del modulo completo e della gestione della catena collegata. Nel caso un
qualche problema ascrivibile al modulo blocchi la produzione, il fornitore responsabile è
tenuto a rimborsare le perdite che da ciò conseguono.
Con la fornitura a livelli si viene infatti a gestire la produzione esternalizzata a terzi
attraverso la selezione di diversi livelli di fornitori con funzioni, responsabilità e
intensità nel livello di condivisione del rischio, differenti. La gestione della qualità, così
come le configurazioni informatiche per la gestione dei processi informativi, devono
tuttavia essere compatibili.
In sostanza l’impresa finale esternalizza parte dei propri compiti di raccordo,
coordinamento e controllo ad alcune imprese “selezionate”, a cui viene delegata (ma non
ceduta) la fornitura di gruppi preassemblati.
Questi fornitori, cosiddetti di primo livello, divengono “gestori” della fornitura di un
prodotto non più singolo ma complesso e allo stesso tempo si assumono il compito di
coordinare l’attività di quei produttori di componenti e lavorazioni specializzate che
partecipano alla composizione dei gruppi sopra detti. Il fornitore di primo livello assume
quindi compiti di organizzazione e gestione di tutti coloro che appartengono ai livelli
successivi. Perciò, il produttore finale, anziché dialogare con ogni singolo subfornitore,
ristruttura il proprio sistema di relazioni coinvolgendo parte dei propri fornitori storici
nello svolgimento di quelle attività di gestione e monitoraggio originariamente svolte
direttamente e che ora vengono in parte decentrate verso imprese di fiducia. L’impresa
committente riduce in questo modo la complessità gestionale in ragione
dell’esternalizzazione di quegli oneri connessi ai controlli diretti, all’organizzazione del
sistema della logistica, ai costi di magazzino (solo per dirne alcuni). Con l’avvio di
pratiche di fornitura “a livelli” il committente viene quindi ad esternalizzare parti
rilevanti dei processi primari dell’azienda e non a svolgere più un mero outsourcing di
capacità.
15
Nel complesso il committente di gruppi riduce il numero delle interfacce, dal
momento che si ritrova, nel caso dell’organizzazione della fornitura “a livelli”, a
dialogare esclusivamente con il primo livello piuttosto che con la totalità delle imprese
che compongono la rete di subfornitura. Ciò, tuttavia, non significa che a questo
corrisponda per definizione una riduzione nella numerosità delle imprese che
partecipano, sui vari livelli, al sistema di subfornitura. In sostanza, invece di tanti
fornitori “semplici” (essenzialmente “produttori”) da coordinare in maniera complessa
(anche in relazione ai segmenti del processo produttivo mantenuti “in casa”), si preferisce
interloquire con pochi fornitori “complessi” (essenzialmente degli “intermediari” verso
altri “produttori”) cui viene delegato il coordinamento verso la sub-rete di fornitori.
Le Figure seguenti descrivono il passaggio dalla fase di outsourcing tradizionale
all’organizzazione “a livelli”15.
Sistema di fornitura tradizionale
IM P R E SA
FO CALE
S IS T E M A D I
FO R N IT U R A
Sistema di fornitura a livelli
15
Bardi A., Modelli di cooperazione e competizione tra imprese e azioni di sistema, in Sviluppo, lavoro e
competitività in Emilia-Romagna, Primo rapporto annuale dell’Istituto per il Lavoro, Collana IpL, Angeli,
Milano 2000; Bardi A., F. Garibaldo, The economic and social impact of mergers and acquisitions in local
productive systems: the automotive cluster in the Emilia Romagna region, Paper presentato in occasione della
nona edizione del GERPISA (Groupe d’Etudes et de Recherche Permanent sur l’Industrie et les Salariés de
l’Automobile) INTERNATIONAL COLLOQUIUM: “Reconfiguring the auto industry: Mergers & Acquisitions,
Alliances and Exits”, 7-8-9 June 2001. ”, Palais du Luxembourg, Parigi.
16
IM PRESA
FOCALE
FORNITORI DI PRIM O
LIVELLO
FORNITORI
SPECIALIZZATI
FORNITORI DI
SECOND O E TERZO
LIVELLO
Il passaggio comporta da un lato una selezione tra i fornitori, dall’altro una riduzione
nel numero di fornitori diretti. Per quanto riguarda il settore auto, la riduzione del numero
di fornitori diretti è di tale portata che negli Stati Uniti appena 16 fornitori coprono il
50% delle forniture di componenti dei produttori USA. Solo 4 anni fa il loro numero era
quasi il doppio. Nel 2010 si stima che un numero di fornitori globali compreso tra 50 a 75
unità coprirà la totalità del fabbisogno di componenti e moduli degli 8 produttori globali
di auto rimasti sul mercato16.
Per quanto concerne Fiat Auto, il costruttore italiano ha avviato un processo di
razionalizzazione della catena su diversi livelli già agli anni ottanta. Negli anni novanta si
è però assistito ad una forte accelerazione nell’introduzione di questa modalità
organizzativa. Fiat, tra gli anni ’80 agli anni ’90, ha ridotto il numero di fornitori diretti
da oltre 1.200 a circa 350 (Camuffo e Volpato, 1997, Enrietti, 1997).
Fornitori diretti Fiat Auto
1987
1988
1989
1990
1.200
1.050
990
723
Fonte: Enrietti (1997), Zirpoli* (2001).
1991
1992
1993
1994
1995
1996
1997
2001*
670
560
520
410
380
370
350
330
Per quanto riguarda il numero di fornitori diretti Fiat in Europa, fonti diverse da
quelle citate in precedenza, ne stimano la riduzione dalle 2.000 unità produttive del 1992
alle 350 attuali17. Altri ancora individuano in 330 unità i fornitori Fiat al 200118.
Questo processo è coinciso con una forte riduzione del livello di integrazione
verticale di Fiat auto, per le attività legate alla manifattura come per quelle di
progettazione. Infatti, se si considera la ripartizione delle sole parti progettate si vede
come il tasso di integrazione della Fiat, ancora molto elevato all’inizio degli anni
novanta, era, già al 1997, disceso intorno al 30%19. Per quanto concerne il livello di
integrazione per i diversi modelli, così come mostrato nella tabella seguente, mentre la
16
J. A. Mateyka, Competitive Scenario in the New Millenium, Automotive Luncheon Series of the Office for the
Study of Automotive Transportation, University of Michigan, 6 December 1999.
17
World Market Research Centre.
18
F. Zirpoli, The nature of buyer-supplier relationship in co-design activities: the italian auto industry case,
Università di Salerno, Paper di discussione.
19
A. Enrietti, Il processo di selezione della componentistica auto piemontese, Quaderni di ricerca, n° 26, Dicembre
1997.
17
Uno era prodotta e progettata in Fiat rispettivamente per il 50% e il 70%, per quanto
concerne la Nuova Punto, la quota di produzione presidiata direttamente da Fiat è scesa al
30%, mentre la progettazione al 40%.
Livello di integrazione verticale in Fiat Auto (%)
Modelli
Uno
Tipo
Produzione
50
Design
70
Fonte: Balcet, Enrietti (2001)
Punto
48
70
Bravo/Brava
35
55
Nuova Punto
30
41
30
40
Per la costruzione del nuovo modello Punto la Fiat utilizza complessivamente 150
fornitori di parti componenti, di cui 40 sono fornitori chiave di primo livello, tutti
coinvolti nelle fasi progettuali e di sviluppo prodotto. Il nuovo modello ha comportato in
questo senso uno sforzo consistente, dal momento che ben l’80% delle parti componenti
la nuova Punto (3.600 su 4.500 complessivi), sono state completamente rinnovate rispetto
alla versione precedente. Il gruppo Fiat punta a ridurre il numero di fornitori complessivi
a 130 per modello20.
L’accentuazione della pratica dell’outsourcing e l’approccio alla fornitura a livelli
investe la catena di fornitura di nuove responsabilità e funzioni sia di servizio che
produttive, relative in particolare al design, la logistica, il controllo qualità, la produzione
di parti componenti e l’assemblaggio.
La catena di fornitura del settore auto, spostamento del focus del fornitore21
Il fornitore viene a presidiare sempre più attività tradizionalmente svolte dalle
imprese finali, ossia la progettazione, la produzione di componenti e l’assemblaggio
(evidenziate con il tratteggio).
Il focus del produttore finale viene invece sempre più a concentrarsi sulle attività di
design, distribuzione, vendita, servizi post-vendita e marketing. Le funzioni di
integrazione sono quindi anch’esse esternalizzate. Già da tempo si parla infatti di imprese
specializzate esclusivamente nell’integrazione (integratori di sistema) e
nell’assemblaggio finale (assemblatori globali), le quali a loro volta esternalizzano ai
fornitori di primo livello la fabbricazione dei moduli e sono spesso in grado di fornire i
costruttori dei veicoli completi. Queste imprese fungono quindi da cerniera tra OEM e 1°
livello, si parla infatti di fornitori di livello 0,5. Tra i più importanti, in termini di capacità
produttiva e di progettazione, ricordiamo: Magna Steyr, Karmann, Lotus, Bertone,
Porche, Pininfarina e TRW. Il fornitore di primo livello deve quindi essere in grado di
coinvolgere (e eventualmente individuare e sostituire) i fornitori dei livelli successivi,
20
Ibidem.
21
R. Collins, K. Bechler, S. Pires, Outsourcing in the Automotive Industry: from JIT to modular consortia,
European Management Journel, vol 15 n. 5 October 1997.
18
anche senza l’intervento dell’assemblatore (livello 0,5) o del costruttore finale (OEM)22.
La natura della relazione tra impresa finale e fornitori è fondamentale per
determinare il modello di sviluppo della catena sostenuto dalla politica del committente.
Tuttavia, all’introduzione della fornitura a livelli deve corrispondere una conseguente
ridefinizione dell’organizzazione interna. Mentre storicamente le imprese si sono
concentrate sull’eccellenza funzionale, i processi ri-organizzativi introdotti hanno
spostato il focus su una logica di tipo inter-organizzativo, al fine di accrescere il livello di
integrazione tra i processi produttivi inter-aziendali. Ciò ha delle implicazioni operative
sull’organizzazione del lavoro, attraverso un maggior orientamento al cliente della
struttura, attraverso la costituzione di team di lavoro composti da lavoratori di imprese
diverse e una crescita delle attribuzioni e delle responsabilità della figura del project
manager rispetto ai vertici funzionali23. Come mostrato nella figura seguente è
fondamentale che a una logica di fornitura a livelli corrisponda un approccio
dell’organizzazione interna di tipo inter-funzionale. Lo spostamento è da una struttura
verticalmente integrata sia all’interno che all’esterno e basata sulla gerarchia funzionale a
una deverticalizzazione della struttura interna così come una deverticalizzazione della
catena di fornitura in diversi livelli.
Dall’integrazione verticale all’impresa multilivello24
Ciò ha lo scopo di permettere di:
22
J. W. Henke Jr., Strategic Selling in the Age of Modules and Systems.
23
U. Jürgens, Comunication and Cooperation in the new product and process development networks – an
international comparison of country – and industry – specific patterns, in U. Jürgens (ed), New product
development and production networks, Springer, Berlin 2000.
24
J. G. Olin, N. P. Greis, J. D. Kasarda, Knowledge Management Across Multi-tier Enterprises: the Promise of
intelligent software in the auto industry, European Management Journal, vol 17, 1999.
19
controllare l’andamento delle performace della catena di fornitura oltre i confini del
proprio business;
migliorare la visibilità dell’inventario all’interno come all’esterno all’impresa e con
ciò ridurre l’obsolescenza degli stock nonché i tempi del ciclo;
ottenere una miglior comprensione dell’andamento del business lungo tutta la catena
del valore;
gestire le relazioni in modo più fluido;
migliorare le performance distributive e rimuovere i colli di bottiglia, nonché i
processi ridondanti;
sviluppare una maggior responsabilizzazione del fornitore rispetto al prodotto finale,
anche attraverso l’introduzione di sistemi sanzionatori;
accrescere la sincronizzazione dei processi e elevarne le capacità di adattamento
flessibile in caso di cambiamenti in termini di obiettivi o condizioni del business;
ridurre i lead time e il time-to-market;
sviluppare un maggior orientamento al cliente.
Al concetto di fornitura a livelli è direttamente collegato quello di
modularizzazione. La modularizzazione rappresenta infatti quel processo di sviluppo e
assemblaggio fondato sull’outsourcing di gruppi di componenti che hanno una
“prossimità” fisica o tecnologica, piuttosto che sull’esternalizzazione di componenti
singoli. L’idea alla base del concetto di modulo è che vi sia una interdipendenza entro
una indipendenza tra i diversi moduli25. In altre parole, il modulo deve essere disegnato,
prodotto e utilizzato senza che sussista nessun legame diretto con altri moduli dello stesso
prodotto finale. Questo significa che la modularizzazione non è solo una ricollocazione
delle posizioni all’interno di una catena di fornitura, bensì un complessivo ripensamento
del concept di prodotto e delle sue modalità di sviluppo.
Nel settore dell’auto l’organizzazione della catena attraverso la fornitura di moduli e
sistemi è stata largamente introdotta, tanto che, tra il 1993 e il 2000, fatto 100 il valore
totale delle forniture, il peso delle forniture di moduli e sistemi è passato dal 22,2 al 42,8.
Cambiamento strutturale dell’offerta automobilistica
25
M. Sako, Modules in Design, Production and Use: Implications for the Global Automotive Industry, Paper
presented at the 8th International Meeting of the GERPISA Automotive Research Network, Paris France June 810, 2000.
20
Fonte: Wolters; IG Metall, Roth 11/2001. Materiale presentato da U. Jürgens al convegno internazionale: ”Il
futuro della catena di subfornitura automobilistica torinese nello scenario internazionale”, Villa Gualino, Torino,
7 Dicembre 2001.
L’integrazione tra committente e fornitore, pur non essendo una diretta conseguenza
della modularizzazione, è il presupposto necessario alla sua introduzione. La
modularizzazione può perciò assumere intensità, ossia gradi di integrazione, differenti.
La versione più spinta prevede l’integrazione fisica del fornitore di moduli nella linea del
produttore di auto.
21
Modularizzazione “pesante”
Stabilimento di
assemblaggio dell’auto
Distribuzione
JIT
Fornitori di moduli
integrati nella linea
Fornitori di
componenti
Le implicazioni sulla catena di fornitura sono di particolare rilievo, ma non univoci.
Ad esempio, nel caso dei produttori giapponesi, il modello tradizionale di organizzazione
della catena, il Keiretsu, sta dando origine a una struttura di organizzazione della
produzione per moduli sensibilmente diversa alla modularizzazione avviata dai produttori
di auto europei e americani. Allo stesso tempo, il modello giapponese di
modularizzazione non è univoco, Quello di Nissan e Mazda è più vicino allo stile
europeo, quello di Toyota e Honda invece è più aderente alla logica della “comunità
d’impresa” (corporate comunity). La differenza base tra i modelli è che, mentre nella
logica europea e statunitense la modularizzazione è più incentrata sulla razionalizzazione
attraverso l’assemblaggio, nell’approccio giapponese la modularizzazione è più basata su
elementi legati allo sviluppo prodotto 26.
M. Ikeda, Y. Nakagawa scrivono27: “La modularizzazione in Europa assume la forma di
un mero trasferimento dei processi di sub-assemblaggio dal produttore finale ai fornitori,
trasferimento che non implica un coinvolgimento rispetto allo sviluppo. Ciò non
presuppone un cambiamento rispetto al sistema tradizionale. I produttori europei non
fanno quindi altro che assemblare i componenti tradizionali. Questo metodo presuppone
un cambiamento marginale in particolare rispetto alla creazione di nuovo valore
aggiunto”.
In questa logica il tema dell’integrazione tra imprese diviene un elemento cruciale e
con esso, così come descritto nello schema seguente, l’importanza della prossimità
geografica del fornitore all’impresa committente.
In ogni caso, il passaggio da un sistema di fornitura tradizionale a un sistema di
fornitura a livelli implica da un lato un maggior grado di integrazione tra le imprese che
si esprime anche attraverso una prossimità spaziale (geografica) tra
committente/costruttore e fornitore/produttore di moduli e sistemi, dall’altro un modello
organizzativo profondamente diverso da quello tipico dello schema tradizionale. Questa
diversità riguarda tutte le funzioni aziendali ovvero la dimensione interna (inter26
M. Ikeda, Y. Nakagawa, Two Ways of modularization strategy in Japan, Toyota-Honda vs. Nissan-Mazda, parer
presentato in occasione della nona edizione del Gerpisa Colloquium, Parigi, 2001.
27
Ibidem.
22
funzionalità) come quella esterna (inter-organizzativa).
I modelli organizzativi di impresa sono quindi nei due casi profondamente diversi e
possono essere, estremizzando, descrivibili come due idealtipi antitetici. La realtà,
ovviamente, presenta, in prevalenza, forme miste tra i due.
L’impresa idealtipica del sistema di fornitura a livelli è, in genere, parte di un gruppo
nazionale o internazionale, è collocata all’interno del sistema di fornitura a livelli,
producendo moduli, sistemi e gruppi pre-assemblati “complessi”. In questo senso
“governa” a sua volta una catena di sub-fornitori, del cui prodotto ha la responsabilità
formale. I costi delle attività esternalizzate (buy) sono in genere percentualmente
superiori ai costi della produzione interna (make). E’ impresa certificata dal committente,
anche attraverso l’ottenimento di free pass all’ingresso per le forniture e/o certificazioni
equivalenti. In questo senso ha raggiunto un elevato livello di integrazione con il
committente, che si sostanzia anche in investimenti congiunti. Possiede una capacità
tecnologica, di progettazione e sviluppo prodotto autonoma, anche grazie al fatto di avere
all’interno una funzione dedicata e/o un continuativo e strutturato rapporto con imprese,
centri e/o strutture specializzate. In impresa vi è una funzione aziendale dedicata alla
gestione e assicurazione qualità. E’ impresa pluricommittente che ha sviluppato negli
anni partnership paritarie con costruttori e/o fornitori a livello internazionale. I contenuti
dei rapporti avviati con le relazioni di partnership non sono esclusivamente relativi ad
elementi di co-makership ma coinvolgono anche attività a monte del processo produttivo,
in particolare di co-design. L’impresa utilizza largamente team di lavoro polifunzionali
(team inter-funzionali), anche attraverso l’introduzione di modelli organizzativi a flusso
con un ruolo rilevante della figura del project manager. Questo modello ha permesso
all’impresa di sviluppare una particolare capacità di individuazione e adattamento
rispetto alle esigenze espresse dal cliente. L’impresa partecipa, in stretta collaborazione
con il committente, alla fase di progettazione del prodotto e del processo, anche
attraverso l’introduzione di tecniche organizzative quali il concurrent engineering.
L’azienda è coinvolta in progetti di miglioramento dell’organizzazione della catena di
fornitura (Supply Chain Management), mettendo a disposizione uomini e risorse.
Promuove e coordina inoltre progetti analoghi nei confronti della propria rete di fornitura.
L’integrazione con il/i committente/i si esprime sovente con lo la presenza di tecnici e/o
operai presso lo/gli stabilimento/i del/dei committente/i. Per quanto concerne
l’introduzione in azienda delle tecnologie della comunicazione e dell’informazione
(ICT), il loro accesso non è riservato a poche funzioni aziendali ma è diffuso in modo
ampio tra gli addetti, a prescindere da elementi connessi alla qualifica contrattuale.
Rispetto ai rapporti con il committente e/o la rete di fornitura, le ICT non sono state
introdotte unicamente per la gestione degli ordini e la fatturazione, ma rappresentano uno
strumento a supporto delle attività di co-design, ingegnerizzazione e sviluppo prodotto.
Oltre ai rapporti di natura verticale le ICT supportano relazione di natura orizzontale e/o
diagonale28.
L’impresa idealtipica del sistema di fornitura tradizionale è azienda, in genere,
autonoma, ossia non è parte di gruppi nazionali o internazionali. Fornisce solitamente
lavorazioni, componenti e/o servizi standardizzati. A seconda delle diversità
dimensionali, la capacità produttiva installata può anche essere rilevante e, in questo
caso, il livello di differenziazione dei beni prodotti contenuta (serie lunga). Non produce
direttamente per il costruttore finale, è in genere fornitore di secondo o terzo livello. I
costi delle attività esternalizzate (buy) non sono in genere percentualmente superiori ai
28
E’ orizzontale, quando si tratta di imprese poste su una stessa fase di un certo processo produttivo; verticale, nel
caso di imprese poste su fasi collegate allo stesso processo; diagonale, quando si considera l’agglomerazione di
imprese dei tipi precedenti con imprese ausiliarie, di carattere industriale (es. messa a punto e manutenzione di
macchinari) o di altra natura (imprese di trasporto, di approvvigionamento, commerciali, finanziarie, ecc.).
23
costi della produzione interna. Non ha ricevuto nessuna certificazione formale da parte
del/dei committente/i. Produce prevalentemente in conto terzi su specifiche del
committente. Il livello di internazionalizzazione è in genere basso e lo stabilimento
produttivo è localizzato in prossimità del committente principale. I rapporti di
collaborazione con il committente possono o meno essere formalizzati, ma in ogni caso
riguardano le sole attività centrali del ciclo di prodotto, ossia quelle a valle del processo
ideativo/progettativi e a monte di quello di distribuzione e commercializzazione del
prodotto. I feedback con il committente sono ristretti agli aspetti connessi al miglior
espletamento della commessa ricevuta e non sconfinano sugli elementi di contenuto.
Nonostante il livello di collaborazione sia circoscritto alle funzioni più tipicamente
produttive, non è raro che l’impresa presenti forti elementi di integrazione con il
committente (in genere con uno solo), che possono addirittura prevedere collegamenti
fisici, come è nel caso della presenza di nastri trasportatori (D.A.D. Direct-auto-delivery)
che connettono lo stabilimento del fornitore con quello dell’impresa cliente. In questo
caso l’impresa può anche essere in grado di lavorare secondo il modello just-in-time. Nel
caso esista un’area funzionale dedicata alla progettazione, questa ha una connotazione
più di ufficio tecnico che di funzione dedicata alla ricerca e sviluppo (R&D). Il grado di
dipendenza dal committente principale è rilevante, in genere superiore al 70% del
fatturato complessivo di impresa. L’organizzazione di impresa è tipicamente gerarchicofunzionale. La funzione produttiva presenta un’articolazione in reparti, con la presenza di
capi-reparto, capi-squadra, capi-turno o figure equivalenti. Esistono circoli di qualità o
gruppi di lavoro misti fornitore/committente ma non team di lavoro con attribuzione
formale di obiettivi, autonomia di budget e una definita tempistica per svolgimento del
progetto assegnato. La leadership del gruppo è sempre attribuita al committente.
L’impresa partecipa a progetti congiunti con il committente, la cui finalità è tuttavia
prevalentemente di natura efficientistico-produttiva (rimozione dei colli di bottiglia,
ridefinizione del lay-out, riduzione delle scorte). I guadagni in termini di maggior
efficienza conseguenti a questa attività non sono sempre distribuiti in modo paritario tra
impresa e il committente che le ha promosse. Nel caso dell’utilizzo di ICT, gli ambiti di
applicazione sono prevalentemente connessi alla spedizione/ricezione dell’ordine e le
attività legate alla gestione amministrativa delle commesse (fatturazione).
Tra modello tradizionale e modello a livelli vi sono perciò diversità che riguardano
sia la dimensione operativa sia quella strategica. Le differenze tra modelli non sono
comunque sempre evidenti, ad esempio, recenti analisi dimostrano che entrambi gli
approcci sono orientati verso una competizione basata sulla riduzione dei costi di
produzione e sulla crescita della qualità e innovatività del prodotto29.
Tuttavia, dal punto di vista dell’organizzazione d’azienda, le imprese che puntano
sull’espansione e lo sviluppo dei mercati piuttosto che sulla difesa delle posizioni
acquisite e che enfatizzano qualità e innovazione piuttosto che la riduzione dei costi, sono
tendenzialmente caratterizzate da una maggiore complessità del sistema di produzione30.
Queste imprese utilizzano più probabilmente una molteplicità di servizi integrati,
producono una articolata varietà di componenti, servono diversi committenti, sono
produttori di moduli e risultano essere certificati dai costruttori come fornitori di primo
livello31.
Inoltre, anche all’interno dello schema a livelli vi sono diversi gradi di evoluzione
29
M.A. Youndt, S.A. Snell, J.W. Dean, D.P. Lepak, Human Resourse Management Manufacturing Strategy and
Firm Performance, Academy of Management Journal, 1996.
30
W. Cooke, D. Meyer, C. Huxley, The Motor Vehicle Component Supplier Industry: the effects of Workplace
Strategies on Lower-Skilled Production Workers, A research proposal to the Russell Sage and Rockefeller
Foundations “Future of Work, Case Studies” Program, 2001.
31
Ibidem.
24
verso la modularizzazione, così come diverse collocazioni all’interno dello schema a
livelli. Collins, Bechler e Pires, nella tabella seguente, propongono una differenziazione
tra fornitura integrata e consorzio modulare, prendendo come elementi di classificazione
gli aspetti connessi al contenuto delle relazioni tra imprese, la localizzazione, la logistica
e la flessibilità di sistema.
Il processo di evoluzione della cooperazione tra produttori e fornitori nel settore auto32
JIT
Fornitura integrata
Consorzio modulare
Numerosi
Primo livello
Co-investitore
Localizzazione
Prossimità e localizzazione
autonoma
Direttamente nel sito
produttivo: buco nel muro
(hole in the wall), senza
vincolo geografico di
localizzazione
Direttamente sulla linea di
produzione, senza vincolo
geografico di localizzazione
Relazione
Indipendente
Indipendente
Dipendente
Logistica
Effetto coordinamento
Crescita dell’efficienza
Crescita dell’efficienza
Flessibilità di sistema
Possibilità di
riconfigurazione
Limitata possibilità di
riconfigurazione
Limitata possibilità di
riconfigurazione
Fornitori
Nel caso dell’integrazione con i fornitori e della modularizzazione, il forte
collegamento tra committente e fornitore che le caratterizza assume connotazioni fisiche.
Il fornitore viene quindi a seguire le scelte di localizzazione del produttore finale. Nel
caso del “modular consortium” il fornitore di moduli assembla direttamente nello
stabilimento del produttore finale grazie a linee di alimentazione che convergono sulla
linea di assemblaggio principale. La relazione è contrattualizzata in modo rigido e
definito e si basa su una logica di cooperazione di lungo periodo. Il fornitore ha la
responsabilità dell’assemblaggio in linea del modulo e il produttore finale mette a
disposizione la linea di montaggio (assembly line) principale e mantiene la responsabilità
del coordinamento e del test finale. Rispetto alla localizzazione, nello schema della
fornitura a livelli e un modello di domanda finale di tipo pull, che prevede frequenti
consegne ed alto livello di differenziazione, la prossimità geografica diventa
fondamentale. Questo è vero soprattutto per i moduli, il cui costo logistico è in genere
molto elevato. Il modello organizzativo modulare è utilizzato prevalentemente nel caso di
prodotti ad alto livello di complessità e bassa incertezza di mercato, anche in ragione
degli elevati costi sunk necessari per l’organizzazione di un sistema modulare.
Ovviamente il livello di incertezza è comprimibile solo fino a un certo punto. Nel caso di
bassa incertezza di mercato e bassa complessità di prodotto la struttura organizzativa è
tipicamente quella gerarchico-funzionale. Ad alti livelli di incertezza e alta complessità
corrisponde invece un modello dell’organizzazione virtuale.
32
R. Collins, K. Bechler, S. Pires, Outsourcing in the Automotive Industry: from JIT to modular consortia,
European Management Journel, vol 15 n. 5 Ocotber 1997.
25
Dall’organizzazione gerarchico-funzionale all’organizzazione virtuale
Fonte: Fraunhofer Institute for Industrial Engineering di Stoccarda, tratto da Reichwald e Goecke, 1996.
Nel comparto dell’auto sono numerosi gli esempi di modularizzazione del sistema di
fornitura. Lo schema sotto riportato descrive il processo di assemblaggio della fabbrica
modulare VW di Resende, città a 150 km da Rio de Janeiro. E’ un esempio di fabbrica
modulare pura, creata in virtù di un investimento congiunto tra VW e 7 fornitori
selezionati. Presso lo stabilimento di Resende sono impiegati circa 1.350 addetti, di cui
appena 200 risultano essere dipendenti diretti VW, tra cui 160 nella progettazione di
prodotto e 40 in produzione. Le attività nelle quali si concentra VW sono
prevalentemente la progettazione, il controllo finale di qualità, il marketing e le vendite.
L’organizzazione dello stabilimento di Resende è basata su un approccio “made-toorder” con programmazione giornaliera della produzione (modello pull).
26
Il processo di assemblaggio nello stabilimento di Resende33
L’organizzazione modulare spinge verso la riduzione del numero dei fornitori e un
loro coinvolgimento forte che spesso implica addirittura, come nel caso di Resende, una
partecipazione diretta nell’investimento iniziale per la costruzione dello stabilimento.
Allo stesso tempo, il focus geografico dei fornitori diviene più ampio. La matrice sotto
riportata descrive la tendenza dei produttori di auto ad avviare dei rapporti sempre più
esclusivi con fornitori di moduli che operano su scala globale. Il caso Resende tende
verso il box A3.
La matrice del profilo del fornitore34
Un tipico esempio in Europa di produzione modulare è l’MCC-factory in Humbach
(Francia), dove è prodotta la Smart. L’auto è disegnata e assemblata grazie alla
partecipazione diretta di fornitori di moduli localizzati nel “sito” del costruttore.
La logica che guida le politiche di acquisto globali è principalmente funzione di due
variabili: il costo logistico (essenzialmente determinato dai costi di trasporto e la
frequenza delle consegne) e la complessità tecnologica. Quando il costo logistico e la
complessità tecnologica sono alti, come è nel caso di numerosi moduli, si richiede al
33
Ibidem.
34
Ibidem.
27
fornitore di seguire il cliente, localizzando un impianto produttivo in prossimità dello
stabilimento di assemblaggio finale. Per converso, a basso costo logistico e bassa
complessità tecnologica corrisponde un criterio di scelta basato sul prezzo rispetto a
un’offerta globale (global sourcing)35. Ovviamente, oltre a queste variabili, vi sono
frequentemente altri elementi che intervengono nella scelta, elementi sia di natura
operativa sia di opportunità strategica, così come elementi connessi all’innovazione
nonché gli equilibri nelle relazioni di potere tra costruttori e fornitori di moduli e sistemi,
o tra questi ultimi e le imprese di componentistica. Proprio in riferimento alle scelte
localizzative e gli equilibri di potere, molti costruttori hanno ridotto il rischio di
conflittualità integrandosi verticalmente con i fornitori di primo livello, pur
mantenendone l’autonomia gestionale. Sono questi i casi di Visteon-Ford, Denso-Toyota,
Delphi-GM, Magneti Marelli/Gilardini-Fiat, Faurecia-PSA36.
La ricerca di efficaci soluzioni logistiche spiega la nascita di numerosi parchi
fornitori, organizzati attraverso un modello JIT e localizzati in prossimità della domanda
finale. Allo stesso tempo, a livello di company network, si ricerca la leva delle economie
di scala monetarie legate agli acquisti.
La prossimità territoriale con i fornitori e il cliente finale assume un’importanza
strategica cruciale.
35
S. Rolfo, G. Vitali (a cura di), Dinamiche competitive e innovazione nel settore della componentistica auto,
Collana Ceris, Franco Angeli, Milano 2001, p. 41.
36
Ibidem, p. 15.
28
Introduzione delle tecnologie
dell’informazione e della
comunicazione (ICT) a supporto delle
relazioni tra le imprese;
Le tecnologie dell’informazione e della comunicazione offrono una vasta serie di
opportunità dal punto di vista sia della gestione operativa, sia della qualificazione delle
risorse. Per quanto concerne le applicazioni B2B (Business-to-business), queste
rappresentano, così come mostrato nella seguente figura, un supporto sia alla gestione
della catena di fornitura (SCM), sia allo sviluppo collaborativo del prodotto, sia per gli
acquisti (procurement).
Principali Obiettivi dei portali B2B
Gestione della catena di fornitura Visibilità in tempo reale attraverso la catena di
fornitura
Pianificazione collaborativa della catena di fornitura
Gestion ottimizzata dell’inventario
Sviluppo collaborativo del
prodotto
Acquisti
Ambiente di sviluppo on-line del prodotto
Design collaborativo
Tempi di programmazione interattivi
Aste on-line, RFQ
Gruppo di supporto agli acquisti
Mercato per surplus di materiali
Acquisto su catalogo
Source: Oracle Presentation
Come precedentemente accennato la finalità che presiede la scelta dell’utilizzo di
queste tecnologie può originare da scelte antitetiche. La figura sotto riportata descrive
dove si posizionano alcune tecniche manageriali supportate da strumenti IT rispetto al
tipo di approccio strategico fatto proprio dall’azienda finale (difensivo o evolutivo) e
rispetto al livello organizzativo sul quale questi strumenti vanno ad intervenire. Nel caso
del livello funzionale lo strumento riguarda una sola funzione all’interno dell’azienda, nel
caso interfunzionale lo strumento offre la possibilità di integrare funzioni differenti (e
con diversi standard e criteri di selezione e trattamento delle medesime informazioni)
all’interno della medesima azienda, nel caso infine della dimensione interfunzionale
invece lo strumento si colloca ad un livello inter-organizzativo, ossia di supporto alla
gestione delle relazioni tra imprese committenti e fornitrici.
29
Strumenti informatici di supporto alla complessità organizzativa
Fonte: nostra elaborazione. MRP (Manufacturing Resources Planning), ERP (Enterprise Resourse Planning)
Lo strumento dell’asta, come mostra la figura precedente, incentrato sull’idea di
aumentare la massa critica per accrescere le economie di scala monetarie riducendo così
il costo unitario del prodotto, si basa largamente sulla strategia del massimo ribasso.
Risulta perciò essere, se non sviluppato insieme ad altre strategie di e-business quali il
co-design, uno strumento di natura prevalentemente difensiva, che non qualifica né
l’impresa che lo promuove né quella che vi partecipa. E’ questo l’esempio del co-buying
tra costruttori di auto37, finalizzato a ridurre il costo degli acquisti. Alcune analisi stimano
che l’e-procurement nel settore auto porterà ai costruttori statunitensi un risparmio di
circa 3.000-4.000 dollari americani per veicolo. Altri studi stimano il risparmio, sempre
in USA, intorno a 1.188$38, attraverso la compressione dei margini delle fasi a monte.
Peraltro, recenti studi39 dimostrano che, a fronte di un abbattimento dei costi diretti
derivanti dal minor costo unitario delle forniture, sul promotore dell’offerta on-line
ricadono una serie di costi indiretti che vanno anch’essi contabilizzati. Lo studio, che ha
monitorato tutte le aste condotte da un produttore di componenti appartenenti al settore
automotive condotte tra la fine del 1999 e la primavera del 2000, dimostra che,
nonostante nel breve periodo la sostituzione del proprio fornitore con un produttore in
grado si offrire i medesimi prodotti a prezzi minori risulti essere una opzione
conveniente, gli oneri aggiuntivi derivanti dal dover imparare a lavorare con un nuovo
fornitore possono elevare in modo consistente il costo complessivo dell’acquisto, tanto da
renderlo addirittura meno conveniente. Peraltro, il fornitore che considera le pratiche del
committente come opportunistiche ha minori incentivi a condividere le informazioni sui
37
GENERAL MOTORS, FORD, RENAULT, DAIMLER CHRYSLER e NISSAN hanno creato un portale
condiviso per gli acquisti, su scala mondiale, di prodotti di subfornitura, denominato COVISINT. Per maggiori
approfondimenti si veda Financial Times, Understandind e-procurement, 2000. Analogamente, nel settore delle
forniture, Bosch, Conti, INA e ZF hanno lanciato un marketplace analogo verso i fornitori di secondo e terzo
livello. Si veda VDA, Auto Annual report 2001.
38
N. Tait, Racing down the electronic highway, in Understanding e-procurement, Financial Times, Winter 2000.
39
S. Jap, The Impact of Online Reverse Auctions on Buyer-Supplier Relationships, Working Paper, Goizueta
Business School, Emory University, Atlanta, july 2001.
30
propri costi nonché le pratiche di lavorazione, elementi cruciali al fine di avviare un
efficiente rapporto di cooperazione lungo la catena di fornitura. In altri casi le aste
possono invece rappresentare per il fornitore un incentivo ad adeguare sia le dotazioni
tecnologiche sia le competenze interne. Il rischio è in questo caso che diversi committenti
impongano al fornitore l’adeguamento a standard tra loro non compatibili, con
conseguente moltiplicazione dei costi di gestione per i piccoli produttori.
Gli strumenti e i tool informatici a supporto della cooperazione e dello sviluppo
congiunto, come nel caso del co-design, si basano invece su un'altra filosofia, incentrata
sul riconoscimento dell’importanza del ruolo del fornitore e della volontà di costruire un
sistema di relazioni tale da sviluppare le risorse di ognuno affinchè il sistema nel suo
complesso (committenti e fornitori) possa trarne beneficio. Questa logica differisce in
modo radicale da quella del massimo ribasso. La tecnica di management SRM prevede
l’utilizzo di strumenti informatici a supporto dello sviluppo congiunto.
In chiave prospettica, mentre negli anni ottanta prevaleva il modello di fornitura
tradizionale e gli anni novanta hanno sancito l’affermarsi della fornitura a livelli, oggi le
relazioni tra OEM e fornitori di primo livello, così come quelle tra primi livelli e livelli
successivi, risultano essere largamente mediate da portali verticali (si veda figura
seguente), ampiamente utilizzati con lo scopo di abbattere il costo unitario delle forniture.
In futuro si assisterà ad una semplificazione delle transazioni elettroniche mediate da
MarketPlace (MP), che a loro volta, a conclusione dell’attuale periodo di proliferazione,
subiranno una consistente selezione.
Cambiamenti nel sistema di relazioni tra produttori d’auto e Fornitori
Fonte: materiale presentato da U. Jürgens al convegno internazionale: ”Il futuro della catena di subfornitura
automobilistica torinese nello scenario internazionale”, Villa Gualino, Torino, 7 Dicembre 2001.
Le architetture e gli strumenti informatici, come mostrato nella figura seguente,
mutano in ragione dei cambiamenti strategici e organizzativi che intervengono. Nel caso
31
dell’organizzazione verticalmente integrata, l’outsourcing dei singoli componenti
prodotti dal sistema di fornitura era gestito da una infrastruttura dedicata. Nella fase della
modularizzazione si assiste a un utilizzo di reti internet e extranet in grado di gestire in
modo integrato e flessibile una catena di fornitura. Un ulteriore aumento del livello di
complessità nella direzione di un sistema di fornitura virtuale multilivello richiede un
ridisegno delle interfacce di comunicazione e la predisposizione di software intelligenti
integrati.
Passi verso l’impresa intelligente40
L’SCM rappresenta uno dei primi strumenti manageriali da acquisire nel caso in cui
imprese indipendenti e autonome si trovino a gestire congiuntamente la programmazione
della produzione, la gestione, l’esecuzione e la misurazione delle performance delle
attività svolte. Tuttavia, occorre tenere in considerazione che, nel tempo, le imprese
sviluppano un largo spettro di iniziative collaborative, standard di comunicazione e
processi di business differenti. Ciò evidentemente complica l’implementazione di una
fluida e coerente SCM.
Infatti, la riduzione dei costi di trasferimento delle informazioni attraverso l’utilizzo
di tecnologie XML ha in qualche misura aggiunto complessità nel processo di
cooperazione in ragione del fatto che con ciò è accresciuta la proliferazione degli
standards di comunicazione. Il risultato è che i fornitori con più committenti non solo si
trovano a dover gestire diversi modelli di cooperazione, ma debbono anche gestire
differenti metodi di comunicazione all’interno del medesimo modello. Per questi motivi è
necessario strutturare e implementare piattaforme informatiche flessibili e adattabili.
Per quanto concerne l’introduzione delle tecnologie dell’informazione e della
comunicazione nelle imprese del gruppo Fiat, si sono avviati o si stanno avviando diversi
progetti, i quali coinvolgono sia l’organizzazione interna, sia la catena di fornitura
nonché la rete distributiva. La seguente tabella ne descrive sinteticamente la natura e le
40
J. G. Olin, N. P. Greis, J. D. Kasarda, Knowlwdge Management Across Multi-tier Enterprises: the Promise of
intelligent software in the auto industry, European Management Journal, vol 17, 1999.
32
finalità.
Progetti di e-business del gruppo Fiat41
OBIETTIVO
IMPRESA
COINVOLTA
INIZIATIVA
Ottimizzazione della
catena di fornitura
(supply chain)
Distribuzione
Parti di ricambio (ordini on-line per imprese di
riparazione)
Fiat Auto
Valutazione dello stato di salute del sistema di
management del distributore (network per la
connessione dei distributori)
Fiat Auto
Internet SAP
Ferrari
42
Fornitori
e-CRM (offerta integrata per i distributori)
Iveco
e-Procurement (portale diretto)
Gruppo Fiat (aperto a
imprese non del gruppo)
Fase I (in avvio): commodities, materiali indiretti, IT
Fase II (in corso): componenti diretti
Miglioramento
dei processi interni
Allungamento
della Catena di Fornitura
Fast Buyer
Magneti Marelli
CWW-MYFIAT (portale di Knowledge management)
Fiat Auto
43
HR portal (management per i processi di HR)
Iveco
Finanziamenti globali (finanza alla vendita on-line)
FIAT AUTO
44
Fidis fornitori on-line (home factoring )
46
Creazione di valore
Fidis45
Savarent on-line (amministrazione delle flotte)
Sava
Targa.com (assistenza e infotainment)
Fiat Auto
Fast buyer (portale per e-procurement di materie prime) Business Solutions
Ciao Web (portale generico)
Fiat e IFIL
Ontruck.com (marketplace verticale)
Iveco
Fonte: Fiat
41
La tabella è tratta da A. Goldstein, FDI and Local Enterpreneurship in the era of e-business: some early
evidence from the Indian Automobile Industry, paper presentato in occasione del convegno e-commerce for
development, Bologna, 4-5 Maggio 2001.
42
CRM: Customer Relationship Management.
43
HR (Human Resources: risorse umane).
44
Il factoring è “un contratto in base al quale una impresa specializzata - factor - acquista da un'altra impresa cedente- tutti i crediti, presenti e futuri, derivanti dalla sua attività, assumendosi o meno il rischio del loro buon
fine e anticipandone in parte l'incasso; nell'esercizio di siffatta attività il factor non si limita al semplice acquisto
di detti crediti, ma, o in via diretta o indirettamente svolge anche degli utili servizi, quali la selezione della
clientela, il recupero dei crediti, un'assistenza gestionale, una consulenza sull'evoluzione dei mercati e sulla
possibilità di apertura di nuovi”.
45
La finanziaria Captive di Fiat Auto, Fidis S.p.A., con presenza globale, progetta, sviluppa ed eroga il
finanziamento relativo all'acquisto dell'automobile quale leva finanziaria di servizio per il cliente. La società di
Fidis dedicata in Italia a tale attività è Fiat Sava S.p.A., con sede a Torino, presenza in tutti i mercati italiani ed
esteri e più di 2.500 addetti, di cui oltre 550 per il presidio del mercato Italia.
46
Savarent è la società del Gruppo Fiat per la gestione dei veicoli aziendali. Con il sistema di noleggio integrato a
lungo termine, è possibile delegare a Savarent l'acquisizione e la gestione del parco vetture aziendali, dalle auto
di rappresentanza, alle vetture della forza di vendita, a quelle di servizio, scegliendo la configurazione della flotta
su misura.
33
Un ulteriore ambito di applicazione delle tecnologie dell’informazione e della
comunicazione è quello legato ai sistemi telematici per il trasporto intelligente – ITS. Tali
strumenti rappresentano un servizio aggiuntivo a cui, visti i crescenti problemi legati alla
congestione del traffico, il consumatore riconosce un valore crescente.
34
Ridefinizione del core business
Una delle scelte strategiche che, vista la cronica sovracapacità produttiva che
caratterizza il comparto, è attuata dalla quasi totalità dei costruttori di massa, è quella di
mettere in campo politiche di differenziazione del core business, basate prevalentemente
sulla cessione di funzioni produttive legate all’auto e sull’ingresso in mercati collegati al
settore auto, oppure sull’investimento in attività in grado di permettere di capitalizzare il
know-how detenuto. I costruttori di auto divengono quindi sempre più imprese fornitrici
di prodotti e servizi “automotive” piuttosto che “venditori di auto”47. In effetti, del totale
valore generato da un auto di medie dimensioni in 10 anni e 100.000 miglia (pari a quasi
70.000$), il costruttore di auto, tra prezzo finale e altre entrate minori (margine
distribuzione, incentivi, costo della garanzia, trattenute OEM, spedizione, estensioni della
garanzia, primo finanziamento, ecc.), incamera appena il 43% (poco meno di 30.000$)
del totale valore generato48. Per quanto concerne Fiat Auto, all’esternalizzazione di
funzioni produttive e di servizio legate alla produzione di auto, come è stato per i servizi
di manutenzione (Comau Service, a cui Fiat ha trasferito 2000 dipendenti, serve non solo
l’impresa torinese, ma numerose altre aziende in prevalenza localizzate nell’area di
Torino)49, segue l’ingresso sempre più massiccio in mercati collegati quali quelli dei
servizi assicurativi, in cui Fiat è peraltro sempre stata presente, in particolare nel mercato
italiano, e finanziari in genere. Ai casi di ingresso in mercati collegati si associa l’entrata
in nuove aree di business. L’esempio più recente di questa strategia è quello della cordata
intrapresa con EDF Francia, che ha permesso di rilevare, attraverso il consorzio
Italenergia, la proprietà del gruppo Montedison e così entrare nel comparto energia. Un
altro caso recente è quello della partnership FIAT-Ibm, che ha portato alla creazione di
ValueGlobal, che opererà, con 2.600 dipendenti (un terzo proveniente dal gruppo Fiat e il
rimanente da Ibm), nel settore dell’Information tecnology, offrendo soluzioni ERP e
gestendo in outsourcing servizi IT e reti tecnologiche inizialmente per il mercato italiano
e in un secondo momento anche per quelli polacco e brasiliano.
Sempre rispetto al caso Fiat, l’impresa automobilistica italiana ha da tempo avviato
un percorso volto a ridurre il grado di dipendenza del gruppo dal mercato italiano. Infatti,
mentre 10 anni fa il 56% dei proventi derivava dal mercato nazionale, con appena il 9%
del fatturato proveniente dal mercato extra europeo, nel 1999, anche grazie a consistenti
processi di acquisizione quali quelli delle imprese Case e New Holland, il fatturato extra
europeo è salito al 26% e quello derivante dalle vendite in Italia si è drasticamente ridotto
fino a raggiungere il 38% del fatturato complessivo del gruppo.
In tutti i casi sopra visti la Fiat entra in nuovi business cedendo parte dei propri
dipendenti. Fiat Auto riduce quindi i propri addetti in Italia attraverso diversi percorsi: in
ragione dei processi di delocalizzazione della produzione, in ragione dell’accentuazione
della pratica dell’outsourcing e anche nel momento in cui entra in business collegati al
settore auto.
47
Lance A., Ealey, Luis Troyano-Bermudez, The automotive industry, a 30.000 checkup, The McKinsey Quarterly,
n. 4, 1996, pp. 62-75.
48
Ibidem, p.74.
49
G. Bonazzi, The market in the factory: effects and problems of outsourcing at Fiat Auto, parer presentato in
occasione della nona edizione del Gerpisa Colloquium, Parigi, 2001.
35
Concentrazione (fusioni, acquisizioni,
alleanze) e internazionalizzazione
Negli ultimi anni si è assistito ad una forte accelerazione nei processi di
concentrazione tra costruttori. Questi processi sono avvenuti attraverso varie forme:
fusioni (Daimler/Chrysler), acquisizioni di maggioranza (Volvo e Land Rover da Ford e
Dacia e Samsung da parte di Renault), acquisizione di quote minoritarie (Mitsubishi da
parte di DC, Nissan e Renault) e incroci di partecipazioni (Gm-Fiat, Volvo-RVI), solo
per citare le principali. Queste diverse modalità presentano differenze rilevanti, in
particolare dal punto di vista del grado di libertà che nei diversi casi detengono i vari
contraenti. Relativamente alle similarità, tutti i processi di acquisizione, fusione, alleanza
e scambio di partecipazioni tra imprese automobilistiche rappresentano il mezzo per:
elevare le economie di scala e conseguentemente ridurre i costi unitari di lungo
periodo;
entrare o migliorare il posizionamento strategico in quanti più segmenti possibili di
domanda;
elevare la possibilità di standardizzazione di moduli e componenti senza
compromettere l’identità e la riconoscibilità di marca;
controllare le possibili resistenze di alcuni fornitori nel mettere in opera le strategie dei
costruttori (come è ad esempio nei casi di investimento che il fornitore deve affrontare
per “seguire” il costruttore nelle sue scelte localizzative)
entrare o migliorare il posizionamento in nuove aree geografiche, in particolare i
mercati emergenti
evitare, ridurre o razionalizzare gli investimenti.
I processi di concentrazione sono a tutt’oggi in atto ed hanno pesantemente
contribuito a ridurre il numero di costruttori d’auto indipendenti, dai 52 nel 1964 ai 10
nel 2001. In futuro è presumibile che il loro numero di ridurrà ulteriormente,
raggiungendo le 5-6 unità.
Numero di produttori d’auto indipendenti
1964
1980
37
19
Europa
10
7
Asia
5
4
Nord America
52
30
Totale
2001
6
2
2
10
Futuro
?
?
?
5-6?
Fonte: materiale presentato da U. Jürgens al convegno internazionale: ”Il futuro della catena di subfornitura
automobilistica torinese nello scenario internazionale”, Villa Gualino, Torino, 7 Dicembre 2001.
Così come per i costruttori, anche tra i fornitori del settore auto si sono registrate per
tutti gli anni novanta numerose fusioni e acquisizioni, il cui risultato è stato un rilevante
aumento del livello di concentrazione di mercato. I 5 più grandi fornitori del settore
coprono ben il 25% del volume di vendite complessivo sviluppato dai primi 100 fornitori
36
del comparto50.
Si stima che tra il 1995 e il 2000 si siano conclusi ben 1.500 accordi di fusione o
acquisizione tra imprese fornitrici appartenenti al comparto dell’auto51.
Mentre negli anni passati i processi di concentrazione si sono in prevalenza espressi
attraverso la modalità della fusione e acquisizione, dal 2000 lo scambio azionario, ossia
la forma della partnership, sembra risultare prevalente52. Questa formula, nell’anno 2000,
è stata utilizzata sia in occasione dell’accordo Fiat-GM, sia nel caso dell’accordo VolvoRenault. La partnership è risultata essere preferibile perché considerata maggiormente
efficace e efficiente della fusione53.
Ad avvalorare questa tesi vi sono alcune dichiarazioni critiche dei vertici di VW in
riferimento all’acquisizione SEAT. Il CEO (Chief Executive Officer) Piech di VW
dichiarava nel 199954:
“L’esperienza mostra che è molto più costoso integrare un’impresa già strutturata
che crearne una ex novo. L’integrazione di un’impresa come la SEAT ha portato la VW
sull’orlo della crisi di sopravvivenza…Sarebbe stato più economico per VW creare una
nuova impresa che ricostruire l’AUDI”.
Il fallimento dell’operazione di concentrazione promossa da BMW e Rover
rappresenta un esempio ancor più lampante di criticità nel concludere con successo
percorsi di concentrazione.
Non vanno poi dimenticati i numerosi altri casi di fusioni e acquisizioni fallite, quali
quelli Seat-Fiat, Dacia-Citroën, Renault-AMC, Gm-Daewoo, Volvo-Renault, Autolatina
e AutoEuropa (JV fra Ford e VW).
Alcuni costruttori quali Honda, Toyota e PSA sembrano infatti continuare a preferire
un processo di sviluppo in autonomia55.
Rispetto al caso dell’alleanza Gm-Fiat, questa accelererà il processo di
internazionalizzazione della Fiat, peraltro già ampiamente avviato in passato. Questo
processo ha comportato una forte selezione tra i fornitori regionali, spesso sostituiti da
produttori di componenti stranieri. Altri fornitori regionali hanno beneficiato del percorso
di internalizzazione, divenendo fornitori di primo livello e qualificando le proprie
potenzialità sia operative che di sviluppo prodotto. Alcuni, attraverso il programma
World Car hanno seguito il costruttore nel processo di strategia di espansione globale,
spesso attraverso l’avvio di joint venture (JV) in paesi quali il Brasile, l’Argentina, la
Polonia ed altri. Attraverso il processo di internazionalizzazione Fiat si è indirizzata
sempre più verso l’utilizzo di fornitori esteri, ed ha esteso questa politica alle produzioni
nazionali, rifornendosi di parti e componenti economicamente più convenienti attraverso
importazioni. Questo processo ha ridotto le opportunità per il sistema di fornitura
50
Anders Larsson, Learning or Logistic?, University of Göteborg, working paper presented to Bordeaux, 30-31 March
2001.
51
S. J. Doig, R. C. Ritter, K. Speckhals, D. Woolson, Has outsourcing gone too far?, The McKinsey Quarterly, n°
4, 2001.
52
D. Robiglio (a cura di), Osservatorio sulla componentistica autoveicolare italiana, CCIAA di Torino, 1999.
53
Camuffo, Volpato, presentazione del caso dell’alleanza Fiat-GM durante la nona edizione del Gerpisa
Colloquium, Parigi, 2001.
54
G. Mercer, Case Studies of Automotive M&A, paper presentato in occasione della nona edizione del Gerpisa
Colloquium, Parigi, 2001.
55
La Lettre du Gerpisa, Réseau International, n° 143, juin 2000.
37
nazionale. Numerosi fornitori di piccole e medie dimensioni, in prevalenza di terzo
livello, hanno progressivamente spostato il loro focus dalla attività di fornitura verso il
mercato OE (Original Equipment), alla fornitura aftermarket56. Inoltre, l’elevata
frammentazione del sistema della componentistica italiano (mentre in Europa la
dimensione media delle imprese di fornitura nel settore auto è pari a 275 addetti, in Italia
la dimensione media si attesta sui 130 addetti) insieme a un forte deprezzamento della
lira hanno rappresentato due condizioni favorevoli per l’ingresso sul mercato italiano da
parte di fornitori globali. Fornitori di carattere multinazionale come Exide, Delphi,
AlliedSignal, TRW, Plastic Omnium, Lear e Valeo hanno infatti, negli anni passati,
acquisito importanti contratti da Fiat per mezzo di questa strategia57, anche attraverso
massicce acquisizioni di imprese locali.
56
World Market Research Centre.
57
Ibidem.
38
Standardizzazione e customizzazione
dello standard (orientamento al
cliente)
Il processo di riduzione dei costi attraverso la standardizzazione dei componenti
prima e dei moduli poi è direttamente connesso all’intensificarsi delle acquisizioni, delle
fusioni e delle alleanze che hanno caratterizzato l’ultimo decennio e che a tutt’oggi
rappresentano una delle strategie dominanti dei produttori di auto. Da una fase di
riduzione del numero dei componenti e un aumento del livello di standardizzazione degli
stessi, si è passati oggi ad una incentrata sulla riduzione del numero di piattaforme. Ciò
rende possibile un’ulteriore standardizzazione degli elementi strutturali quali chassis o
struttura portante, trasmissioni, sospensioni e sistema guida.
La tabella sotto riportata descrive il piano di convergenza di prodotto avviato grazie
all’accordo Fiat-GM.
Famiglie prodotto e piano di convergenza Fiat- GM
Famiglie Fiat
Benzina
Diesel
Transmissione
8
3
5
Famiglie
GM
6
3
7
Totale al 2001
14
4
12
Piano di convergenza (in 3-4
anni)
8
3
8
Fonte: Dantini C., Fiat-GM Powertrain JV, presentazione svolta in occasione della nona edizione del Gerpisa
Colloquium, Parigi, 2001.
L’accordo Fiat-Gm ha come primo obiettivo l’abbattimento dei costi unitari
attraverso la crescita delle economie di scala tecniche e monetarie. Ciò è perseguibile sia
grazie alla crescita del potere contrattuale che deriva dall’aumento dei volumi di acquisti
(purchaising), sia in ragione delle nuove opportunità di standardizzazione che l’accordo
offre (powertrain). Per l’implementazione di tale strategia Gm e Fiat hanno creato due
joint venture dedicate. Per quanto riguarda powertrain, come mostrato nella tabella, per le
sole motorizzazioni benzina, Fiat e GM ad oggi producono insieme 14 diversi tipi di
motorizzazione. Il piano di convergenza le porterà in 3-4 anni a 8. Il processo di
standardizzazione, oltre a riguardare, in una prima fase, i componenti e i motori, così
come mostrato nella precedente tabella, coinvolgerà in un secondo momento, sempre che
ciò non determini una riduzione delle economie di differenziazione, le piattaforme.
L’obiettivo è quindi quello di customizzare lo standard, ossia fruire dei vantaggi
derivanti dalla riduzione di costo che la standardizzazione determina senza però che ciò
comprometta la riconoscibilità del cliente nei confronti del prodotto.
39
Rilancio della Domanda
Le politiche di differenziazione massicciamente intraprese dai produttori di auto non
sono più in grado di sostenere la domanda. La commercializzazione di massa di auto a
nuova propulsione (primo ordine) determinerebbe l’inizio di una nuova stagione per il
mondo dell’automobile. Svariati elementi suggeriscono che siamo ormai giunti agli albori
di questa nuova stagione. Durante gli anni '90 l'aumentata sensibilità verso i temi
ambientali e verso l'utilizzo corretto delle risorse energetiche ha portato all’avvio di
politiche rivolte alla limitazione dei danni provocati alle persone e all'ambiente
dall'enorme e sempre crescente numero di mezzi dedicati al trasporto delle persone
(individuali e collettivi) e delle merci, in particolare nelle grandi aree metropolitane.
Smog, inquinamento, effetto serra, buco dell'ozono sono diventati termini di uso
drammaticamente comune. Tali politiche si sono tradotte in provvedimenti di limitazione
dell'accesso ai centri delle città (zone a traffico limitato, road-pricing), alla chiusura dei
centri storici a fronte del superamento dei limiti di soglia per l'inquinamento. Questi
provvedimenti sono stati affiancati, in genere, da interventi ed incentivi pubblici per la
riduzione delle emissioni inquinanti, particolarmente rivolti a58:
migliorare l'efficienza e ridurre i consumi dei propulsori tradizionali
incrementare l'utilizzo di carburanti meno inquinanti (metano e GPL, invece che
benzina e gasolio)
sviluppare propulsori innovativi in grado di ridurre drasticamente o annullare le
emissioni nocive dei veicoli.
Gran parte delle motorizzazioni alternative non trovano ad oggi applicazione
commerciale. Ciò è vero, in particolare nel nostro paese, come dimostra la seguente
tabella.
Vendite per tipo di propulsione in Italia, comparazione anni 1997-2000.
ALIMENTAZIONE
BENZINA
DIESEL
GPL
METANO
ELETTRICA
TOTALE MERCATO
2000
unità
1.593.099
804.333
1.565
10.762
101
2.409.860
%
66,11
33,38
0,06
0,45
0,00
100,00
1999
unità
1.640.195
676.298
2.548
3.255
119
2.322.415
%
70,62
29,12
0,11
0,14
0,01
100,00
1998
Unità
%
1.834.360 77,60
528.609 22,36
250
0,01
751
0,03
25
2.363.995 100,00
1997
unità
%
1.977.483 82,62
415.919 17,38
0,00
116
89
2.393.607 100,00
Fonte: http://www.anfia.it/data.htm
A parte il caso del veicolo ZEV della California59, che ha in ogni caso avviato una
58
Tratto da S. Raffa, Le nuove motorizzazioni e la tecnologia fuel cell, Materiali di lavoro IpL, Bologna, Agosto
2001.
59
La California nel '90 lancia un progetto innovativo volto ad introdurre l’utilizzo di veicoli ad emissione zero
(ZEV), puntando inizialmente esclusivamente su auto elettriche a batteria. CARB (California Air Resources
40
fase nuova di sviluppo delle tecnologie della trazione, le ricerche e le sperimentazioni
sviluppate in tutti i paesi industrializzati fin quasi alla fine degli anni '90 non hanno visto
una partecipazione effettivamente convinta dei costruttori tradizionali di veicoli, che
hanno preferito battere le prime due strade, collocandosi in una posizione "conservativa",
tesa a preservare gli investimenti effettuati sugli impianti di produzione per veicoli con
propulsori tradizionali. Allo stesso modo, assenti sono i grandi produttori di carburanti
tradizionali, per i grossi investimenti che si rendono necessari nella rete di distribuzione
tradizionale. Tutte la grandi case, però, hanno lanciato programmi importanti di ricerca,
spesso in accordo con le Autorità Pubbliche, allo scopo di acquisire know how e
prepararsi a distanziare i competitor nella gara delle nuove tecnologie di propulsione. Per
le implicazioni sulle tecnologie e sulle reti di distribuzione vengono individuate soluzioni
intermedie (veicoli ibridi: motore a combustione + motore elettrico, veicoli fuel cell con
reformer per l'idrogeno), che facciano da ponte per le soluzioni più avanzate, ma di lungo
periodo (fuel cell a idrogeno). In questo contesto si sono sviluppati molti piccoli
integratori, su base locale o al più nazionale, più con lo scopo di entrare nel business del
trasporto nelle aree ristrette del centro urbano che non in quello della mobilità nel suo
complesso. Sono nate così le prime auto e i primi furgoni elettrici a batteria, che hanno
avuto il merito di mettere in luce gli aspetti della autonomia, dei sistemi di ricarica e dei
costi per l'utente. Nello stesso periodo si sono sviluppate società fortemente innovative
che hanno investito nella ricerca di nuovi sistemi di propulsione, con l'obiettivo di essere
interlocutori e partner delle grandi case automobilistiche. Si pensi ad esempio alle
esperienze di Ballard e ZeTek, che hanno acquisito una posizione preminente nelle fuelcell, o alla nuova MDI (Francia), che ha sviluppato un originale propulsore ad "aria
compressa", ma anche un originale modello di business basato sulla vendita di fabbriche
locali che coprono un'area di circa 2.5 milioni di abitanti. In sintesi questi sono i fronti su
cui si sviluppano i progetti e le ricerche:
riduzione dei consumi e delle emissioni su motori convenzionali con combustibili
tradizionali (benzina, gasolio)
combustibili puliti, da usare su motorizzazioni convenzionali (metano, GPL,
idrogeno, metanolo)
motorizzazioni elettriche a batteria (ZEV)
motorizzazioni ibride basate sulla presenza contemporanea di motore endotermico e
motore elettrico
motori a fuel cell (cella a combustione), che utilizzano idrogeno puro o idrogeno
ricavato da altro combustibile
Questa ultima tecnologia (Fuel Cell)60 sembra essere, a parere si molti operatori, in
Board), per far fronte alla drammatica situazione di inquinamento dell'area di Los Angeles, stabilì (ZEV
mandate) che i costruttori di auto avrebbero dovuto vendere in California il 2% di veicoli ZEV nel 1998, il 5%
nel 2001 e il 10% nel 2003. I costruttori americani, loro malgrado, si adeguarono, danno inizio alla ricerca per i
nuovi veicoli a batteria, iniziando, nello stesso tempo, una diatriba volta a sostenere le loro posizioni e gli
investimenti realizzati sui veicoli tradizionali. I costruttori, in particolare, sostennero che, dato lo stato della
tecnologia delle batterie il veicolo ZEV non era a portata di mano (Ford-John Wallace) e che l'EV andava visto
in termini di business, non in termini di regolamentazione. (GM- Robert Purcell jr.59 Questa discussione e le
iniziative degli interessati portano, nel 1998, alla revoca dello ZEV Mandate e alla ridefinizione di un
compromesso sulle tecnologie applicabili, che puntano ora su veicoli ibridi (motore a combustione + motore
elettrico). Si veda: S. Raffa, Le nuove motorizzazioni e la tecnologia fuel cell, Materiali di lavoro IpL, Bologna,
Agosto 2001.
60
La tecnologia Fuel Cell (Cella a Combustibile), scoperta dal fisico britannico William R. Grove nel 1839, per il
settore dei trasporti è sinonimo di fonte di energia pulita per i veicoli elettrici (EVs). In principio una cella a
combustibile lavora come una batteria. La cella a combustibile converte energia chimica direttamente in
elettricità, combinando l'ossigeno dell'aria con idrogeno. Ogni singola cella consiste in due elettrodi, uno
41
grado di produrre in un futuro non così venturo, uno sconvolgimento epocale nella
produzione di energia, e non solo per il settore dei trasporti.
Le informazioni che giungono dalla stampa tecnica e da quella non specializzata
dichiarano che tutte le grandi case, tra queste la General Motors (come dichiarato dal
direttore della divisione Global Alternative Propulsion Systems – General Motors Europe
– Erhard Schubert) e la Ford (come sostenuto da Jürgen Schrempp, Chairman of the
Board of DaimlerChrysler AG), stanno predisponendo modelli di vetture con
motorizzazioni del tutto innovative: dalla cella combustibile alimentata ad idrogeno, a
motori a scoppio alimentati ad idrogeno, a motori ad aria compressa, a sistemi a doppia
motorizzazione, a seconda che il traffico sia urbano o extraurbano. Ciò che normalmente
sfugge è, per usare le parole di Erhard Schubert, che non vi è alcuna automaticità o
continuità tra le competenze precedenti e quelle richieste nel passaggio ai nuovi
propulsori. Cambierà non solo la struttura delle competenze ma anche la dimensione di
soglia di ingresso per tutto il settore automobilistico. I processi, quindi, virtuosi del
settore componentistico richiedono un ripensamento specifico che, in qualche misura è
già in corso (Pininfarina), anche rivolto al mercato del lavoro.
Le nuove motorizzazioni sono oggetto di consistente investimento da parte della
quasi totalità delle più importanti case automobilistiche, le quali confidano in una loro
prossima applicabilità commerciale. Le propulsioni alternative sono quindi elemento
strategico chiave per uno sviluppo futuro del settore. Già a gennaio del 2000, il
presidente della Ford, William C. Ford Jr. dichiarava:
“Credo che i veicoli fuel cell finiranno per essere la futura forma di propulsione per
il trasporto persone. Ciò rappresenterà una strada vincente per tutti – i consumatori
avranno una efficiente fonte di potenza, la comunità godrà di una situazione di emissioni
zero e i produttori di auto beneficeranno di una nuova formidabile opportunità di business
– e una futura opportunità di crescita”61.
positivo (catodo) ed uno negativo (anodo), con una sostanza che conduce elettricità impaccata tra i due.
L'ossigeno dall'aria passa sul catodo e l'idrogeno sull'anodo, generando elettricità ed acqua. L'idrogeno per la
cella a combustibile può essere fornito in modi diversi. Alcuni veicoli portano un serbatoio di idrogeno puro,
altri sono equipaggiati con un "fuel reformer" che converte un carburante idrocarbonico (metanolo, gas naturale,
benzina) in un gas ricco di idrogeno. Le singole celle vanno combinate in gruppi (stacks) per raggiungere la
potenza richiesta per le applicazioni sui veicoli. Un veicolo elettrico (EV) alimentato da fuel cell, spinto da un
motore elettrico, garantisce la qualità dell'aria di un veicolo alimentato con batteria e insieme le prestazioni e la
convenienza di un motore convenzionale a benzina. Comparato con i veicoli convenzionali un veicolo elettrico a
fuel cell può garantire: zero o circa zero emissioni che formano smog, minore emissione di CO2, più alta
economia di combustibile e maggior efficienza del motore. Un fuel cell che usa idrogeno puro non crea
inquinamento ed anche la produzione di idrogeno da usare nelle fuel cells produrrà emissioni estremamente
ridotte. Si veda S. Raffa, Le nuove motorizzazioni e la tecnologia fuel cell, Materiali di lavoro IpL, Bologna,
Agosto 2001.
61
Financial Times, Looking to save the planet with fuell cells, dichiarazione di William C. Ford Jr. in occasione
dell’International Auto show – January 2000, Thursday, 5 july, 2001.
42
Conclusioni
Come in precedenza descritto, la filiera dell’auto è sottoposta, nel suo complesso, ad
uno schiacciamento dei margini senza precedenti nell’ultimo decennio. Questo processo,
che parte da una progressiva riduzione del prezzo finale, si ripercuote sulla totalità della
filiera. La distribuzione non è tuttavia omogenea, ma dipende direttamente dal potere
contrattuale degli attori in gioco. Il rischio è che queste tensioni finiscano per far
collassare la catena nel suo complesso, con conseguenze dal punto di vista occupazionale
non più gestibili attraverso interventi ciclici basati su prepensionamenti, cassa
integrazione e ammortizzatori sociali in genere. Dal 1995 il prezzo reale delle auto negli
Stati Uniti è calato di circa lo 0,5% all’anno. Questo ha comportato una pressione sui
fornitori che, ad esempio, nel caso di Ford, si è sostanziato in una riduzione dei compensi
dei fornitori che oscilla dal 3 al 5%. I fornitori di primo livello hanno di conseguenza
“tagliato” a cascata i compensi ai fornitori dei livelli successivi. Questa strategia, seppur
con una intensità più o meno spinta, è perseguita da tutti i costruttori d’auto. Il paradosso
che si sta profilando è che, come abbiamo argomento lungo la trattazione di questo paper,
i costruttori esternalizzano intere funzioni a fornitori di primo livello, chiedendo loro di
acquisire un grado di specializzazione tale da partecipare attivamente non solo alle
attività produttive, ma anche a quelle di progettazione e ricerca&sviluppo, assumendo
peraltro la responsabilità formale rispetto al componente, sistema o modulo fornito, a
fronte però di una progressiva e costante riduzione dei margini di impresa. Questo
schema presenta evidentemente diversi elementi paradossali, soprattutto in ragione del
fatto che la catena di fornitura è, in special modo nei settori della manifattura dove è
rilevante la quota di attività in outsourcing, un “pezzo” cruciale del sistema dell’offerta.
Peraltro, alla catena di fornitura è richiesto da parte dei costruttori uno sforzo rilevante
nel seguire le strategie di standardizzazione dei moduli e delle piattaforme promosse
dalle grandi case automobilistiche. Questo presuppone evidentemente investimenti in
risorse e tecnologie che risultano essere frenate dal costante processo di riduzione dei
margini. Tutto ciò accresce il grado di esposizione del sistema di fornitura. Infatti, gli
sforzi delle imprese della filiera per incontrare le esigenze dei costruttori non sempre
vanno a buon fine. La multinazionale Lear, che possiede peraltro diverse unità produttive
in Italia (di cui una a Torino), ha acquistato di recente, per 2,3 bilioni di dollari
americani, la United Tecnologies, importante impresa produttrice di parti componenti,
con la speranza di rafforzare la propria posizione nell’offerta di partecipazione al
programma Delta Car lanciato da GM. La decisione del costruttore di rimandare l’avvio
del programma ha evidentemente determinato un ritardo nel ritorno dell’investimento
affrontato da Lear. Peraltro, in generale, i rischi incorsi dai fornitori non si limitano ai
soli aspetti di esposizione economico-finanziaria ma riguardano anche elementi connessi
alla qualità di prodotto. I vincoli finanziari e l’assottigliamento dei margini impongono
riduzioni dei costi che non sempre sono comprimibili attraverso l’accrescimento
dell’efficienza e la risoluzione dei colli di bottiglia organizzativi. Ad esempio, nel caso i
tagli finiscano per colpire le spese di ricerca e sviluppo, i problemi connessi alla qualità
del prodotto che hanno caratterizzato la vicenda Ford-Firestone finiranno per divenire
43
sempre più frequenti. Questa sembra peraltro essere un’ipotesi non così futuribile. A
riprova di ciò, DaimlerChrysler è stata di recente costretta a ritardare per diversi mesi il
lancio della sua Smart Car, in ragione del fatto che alcuni fornitori chiave hanno
incontrato non pochi problemi nell’adeguarsi ai nuovi processi e standard di qualità
stabiliti dal committente. A ciò si aggiunge il fatto che alcuni segmenti della subfornitura auto risultano essere caratterizzati da una forte sovra-capacità produttiva.
All’interno di questo scenario, alcuni osservatori non reputano addirittura improbabile
una migrazione delle imprese della catena di fornitura dell’auto verso altri
settori/comparti tecnologicamente prossimi o, peggio ancora, la necessità da parte dei
costruttori di avviare iniziative di sostegno economico nei confronti dei produttori
appartenenti alla rete di fornitura, al fine di evitare rischi di bancarotta. Una possibile
alternativa a disposizione dei produttori di auto potrebbe essere quella di tornare
all’attività manifatturiera, internalizzando nuovamente le fasi produttive massicciamente
esternalizzate nell’ultimo decennio62.
62
Cfr. S. J. Doig, R. C. Ritter, K. Speckhals, D. Woolson, Has outsourcing gone too far?, The McKinsey
Quarterly, n° 4, 2001.
44
Bibliografia
Agrawal M., Kumaresh T. V., Mercer G. (2001), The false promise of mass
customisation, Mckinsey Quarterly, n. 3.
Anfia (2001), Automobile in cifre, Rapporto.
Anfia, Sito, www.anfia.it
Austin R. D. (1999), Ford Motor Company: Supply Chain Strategy, Harvard Business
School, Boston.
Bardi A. (2000), Modelli di cooperazione e competizione tra imprese e azioni di sistema,
in Sviluppo, lavoro e competitività in Emilia-Romagna, Primo rapporto annuale
dell’Istituto per il Lavoro, Collana IpL, Franco Angeli, Milano.
Bardi A., Garibaldo F. (2001), The economic and social impact of mergers and
acquisitions in local productive systems: the automotive cluster in the Emilia Romagna
region, Paper presentato in occasione della nona edizione del GERPISA (Groupe
d’Etudes et de Recherche Permanent sur l’Industrie et les Salariés de l’Automobile)
INTERNATIONAL COLLOQUIUM: “Reconfiguring the auto industry: Mergers &
Acquisitions, Alliances and Exits”, 7-9 June 2001”, Palais du Luxembourg, Parigi.
Bardi A., Raffa S. (2000), Mappatura del settore motoristico “allargato” in Emilia
Romagna, Ricerca curata dalla Fondazione Istituto per il Lavoro per conto della Ducati
Motor S.p.A., Bologna.
Bianchi P. (1991), Produzione e potere di mercato, Ediesse, Roma.
Bonazzi G. (2001), The market in the factory: effects and problems of outsourcing at Fiat
Auto, paper presentato in occasione della nona edizione del Gerpisa Colloquium, Parigi,
7-9 June 2001.
Calabrese G. (1997) Fare auto, la comunicazione e la cooperazione nel processo di
sviluppo prodotto, Collana Ceris, Consiglio Nazionale delle Ricerche, Franco Angeli,
Milano.
Calabrese G. (2001), R&D globalization in the car industry, int. J. Automotive
Tecnology and Management, Vol. 1, No. 1, pp. 145-159.
Camuffo A., Volpato G. (1997), Nuove forme di integrazione operativa: il caso della
componentistica automobilistica, Milano, Franco Angeli.
Camuffo A., Volpato G. (2001), presentazione del caso dell’alleanza Fiat-GM in
occasione della nona edizione del Gerpisa Colloquium, Parigi.
Chanaron J.J. (2001), Implementing technological and organizational innovations nad
management of core competencies: lessons from the automotive industry, int. J.
Automotive Tecnology and Management, Vol. 1, No. 1, pp. 128-144.
45
Collins R., Bechler K., Pires S. (1997), Outsourcing in the Automotive Industry: from JIT
to modular consortia, European Management Journel, vol 15, n. 5 October 1997.
Cooke W., Huxley C., Meyer D. (2001), Reconfiguration of the U.S. Auto component
supplier industry: emerging workplace strategies and effects on production workers,
paper presentato in occasione della nona edizione del Gerpisa Colloquium, Parigi.
Cooke W., Meyer D., Huxley C. (2001), The Motor Vehicle Component Supplier
Industry: the effects of Workplace Strategies on Lower-Skilled Production Workers, A
research proposal to the Russell Sage and Rockefeller Foundations “Future of Work,
Case Studies” Program.
Doig S. J., Ritter R. C., Speckhals K., Woolson D. (2001), Has outsourcing gone too
far?, The McKinsey Quarterly, n° 4.
Ealey Lance A., Troyano-Bermudez Luis (1996), The automotive industry, a 30.000
checkup, The McKinsey Quarterly, n. 4, pp. 62-75.
Enrietti A. (1997), Il processo di selezione della componentistica auto piemontese,
Quaderni di ricerca, n° 26, Dicembre 1997.
Financial Times (2000), Understanding e-procurement.
Financial Times (2001), Ford finds few supplier friends, Friday, 23 November 2001.
Financial Times (2001), Looking to save the planet with fuell cells, dichiarazione di
William C. Ford Jr. in occasione dell’International Auto show – January 2000, Thursday,
5 July 2001
Financial Times (2001), Understanding SCM, Autumn 2001.
Fujimoto T. (2001), The Japanese automobile parts supplier system: the triplet of
effective inter-firm routines, int. J. Automotive Technology and Management, Vol. 1, No.
1, pp. 1-34.
Garibaldo F. (1999), Networks between companies and SMEs, Istituto per il Lavoro,
working paper n. 3, Bologna.
Goldstein A. (2001), FDI and Local Enterpreneurship in the era of e-business: some
early evidence from the Indian Automobile Industry, paper presentato in occasione del
convegno e-commerce for development, Bologna, 4-5 Maggio 2001.
Henke Jr. J. W., Strategic Selling in the Age of Modules and Systems,
http://www.autoanalyst.org/
Il Mondo, n° 50, 2001.
Ikeda M., Nakagawa Y. (2001), Two Ways of modularization strategy in Japan, ToyotaHonda vs. Nissan-Mazda, paper presentato in occasione della nona edizione del Gerpisa
Colloquium, Parigi.
Ires (1991), Da indotto a sistema, la produzione di componenti nell’industria
automobilistica, Rosenberg & Sellier, Torino.
46
Jap S. (2001), The Impact of Online Reverse Auctions on Buyer-Supplier Relationships,
Working Paper, Goizueta Business School, Emory University, Atlanta, july 2001.
Jürgens U. (2000), Communication and Cooperation in the new product and process
development networks – an international comparison of country – and industry – specific
patterns, in U. Jürgens (ed), New product development and production networks,
Springer, Berlin.
Jürgens U. (2001), Approaches towards integrating suppliers in simultaneous engineering
activities: the case of two German automakers, int. J. Automotive Technology and
Management, Vol. 1, No. 1, pp. 61-77.
Jürgens U. (2001), Materiale presentato al convegno internazionale: ”Il futuro della
catena di subfornitura automobilistica torinese nello scenario internazionale”,
Villa Gualino, Torino, 7 Dicembre 2001.
La Lettre du Gerpisa, Réseau International, n° 143, juin 2000.
Larsson Anders, The Development and Regional Significance of European Automotive
Supplier- Parks, International Journal of Urban and Regional Research, forthcoming.
Marx K. (1886), Das Kapital. Kritik der Politischen Oekonomie, Londra 1867, prima ed.
it. in Biblioteca dell’economista, Torino, UTET.
Mateyka J. A.(1999), Competitive Scenario in the New Millennium, Automotive
Luncheon Series of the Office for the Study of Automotive Transportation, University of
Michigan, 6 dicembre 1999.
McLeod S. (2001), Relationship Management isn’t just for customers any more, Atg
Innovator, n. 3.
Mercer G. (2001), Case Studies of Automotive M&A, paper presentato in occasione della
nona edizione del Gerpisa Colloquium, Parigi.
Olin J. G., Greis N. P., Kasarda J. D. (1999), Knowledge Management Across Multi-tier
Enterprises: the Promise of intelligent software in the auto industry, European
Management Journal, vol 17.
Raffa S. (2001), Le nuove motorizzazioni e la tecnologia fuel cell, Materiali di ricerca
interno IpL, Bologna.
Robiglio D. (1999), (a cura di), Osservatorio sulla componentistica autoveicolare
italiana, CCIAA di Torino.
Robiglio D. (2001) (a cura di), Osservatorio sulla componentistica autoveicolare
italiana, CCIAA di Torino.
Rolfo S., Vitali G. (a cura di) (2001), Dinamiche competitive e innovazione nel settore
della componentistica auto, Collana Ceris, Franco Angeli, Milano.
Sako M. (2000), Modules in Design, Production and Use: Implications for the Global
Automotive Industry, Paper presentato in occasione dell’ottava edizione del GERPISA
Automotive Research Network, Parigi, 8-10 giugno 2000.
47
Salerno M. S. (2001), The characteristics and the role of modularity in the automotive
business, int. J. Automotive Tecnology and Management, Vol. 1, No. 1, pp. 92-107.
Stuart F. I., McCutcheon D. M. (2000), The Manager’s Guide to Supply Chain
Management, Business Horizons, Indiana University Kelley School of Business.
Tait N. (2000), Racing down the electronic highway, in Understanding e-procurement,
Financial Times, Winter.
Tapscott D., Lowy A., Ticoll D. (1998), Blueprint to the digital economy – creating
wealth in the era of e-business, McGraw-Hill, New York.
Thaise G. (2001), Some evidences of tecnological changes associated to modular
production and supply, paper presentato in occasione della nona edizione del Gerpisa
Colloquium, Parigi.
VDA (2001), Auto Annual report, Frankfurt.
World Markets, Automotive, www.worldmarketsonline.com.
Youndt M.A., Snell S.A., Dean J.W., Lepak D.P. (1996), Human Resourse Management
Manufacturing Strategy and Firm Performance, Academy of Management Journal.
Zan S. (1994) (a cura di), Logiche di azione organizzativa, Il Mulino, Bologna.
Zirpoli F., The nature of buyer-supplier relationship in co-design activities: the italian
auto industry case, Università di Salerno, Paper di discussione.
48