Correnti indotte
1
Questo metodo si avvale di bobine percorse da
correnti alternate, le quali producono campi
magnetici che generano correnti indotte nel
pezzo da esaminare.
Ovviamente il materiale da esaminare deve
essere in grado di condurre l'elettricità.
La corrente indotta modifica l'impedenza totale
della bobina.
2
Se sono presenti difetti nella struttura in esame,
varierà il trasporto di corrente indotta e di
conseguenza l'impedenza misurata. Il tutto
funziona quindi come un classico trasformatore
che sfrutti un avvolgimento primario ed uno
secondario.
3
Si misurano quindi due grandezze: ampiezza ed
angolo di fase della bobina, che sono correlabili
in grafico.
4
Tralasciando per brevità la laboriosa teoria a
supporto della tecnica, si può accennare alle due
modalità di utilizzo nei controlli.
La prima è a bobina esterna (sonda): in questo
caso avvicinando ed allontanando la bobina dal
pezzo in esame, vi si producono correnti e si
genera un campo magnetico che si oppone a
quello della bobina.
5
La misura dell'interazione materiale-bobina a
diverse distanze del palpatore produce curve
caratteristiche, dalle quali si deduce se
l'andamento è anomalo.
Con questo metodo, misurando la conducibilità,
si possono
rivelare discontinuità
misurare spessori ricoprenti non conduttivi
(vernici)
6
misurare spessori di rivestimenti galvanici.
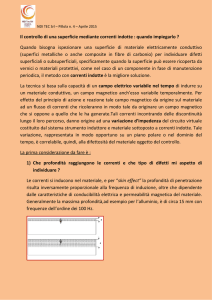
La seconda modalità è detta a bobina avvolgente
e si applica a prodotti lunghi (tubi), che
percorrono l'interno dell'avvolgimento e
costituiscono veri e propri circuiti secondari.
Nel caso di cilindri perfetti è addirittura possibile
il calcolo teorico dell'impedenza prima della
misura, senza riferirsi a curve sperimentali
precedenti.
7
Questa tecnica offre notevoli vantaggi, sia per la
buona sensibilità che per la rapidità di
esecuzione ed i bassi costi di esercizio. Non si
può però applicare a materiali non conduttori e
richiede operatori estremamente esperti per
interpretare il tipo di difetto.
8
L'esame non distruttivo con correnti indotte (ET)
consiste fondamentalmente nell'indurre dei
campi magnetici alternati, creati attraverso
apposite bobine (o sonde), nel materiale in
esame. Tali campi generano nella zona di
intervento delle correnti indotte (correnti di
Focault) le quali saranno deviate da eventuali
discontinuità presenti all'interno del componente
interessato al controllo.
9
Il campo magnetico variabile prodotto dalle
sonde viene denominato campo primario mentre
il campo magnetico generato dalle correnti
indotte, anch'esso variabile, viene denominato
campo secondario.
10
La fase delle correnti indotte, il cui flusso
dipende da variabili legate al materiale in
esame, varia in dipendenza della frequenza di
eccitazione e delle caratteristiche del
componente da ispezionare quali conducibilità
elettrica, permeabilità magnetica e dimensioni
geometriche.
11
Di conseguenza anche il campo magnetico
secondario, associato a tali correnti, varia in
maniera analoga e viene analizzato valutando i
suoi effetti sulla corrente o sulla tensione
dell'avvolgimento primario, oppure sulla
corrente o sulla tensione indotta in un
avvolgimento secondario.
12
I fattori di accoppiamento magnetico,
l'ampiezza e la fase delle correnti indotte,
variano continuamente dando luogo ad un
ampio spettro di segnali; tuttavia anche gli
angoli di fase della corrente di eccitazione, del
flusso magnetico e della tensione, assumono
particolare importanza per la corretta esecuzione
di questo metodo di esame non distruttivo.
13
14
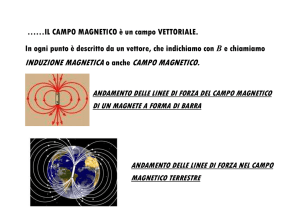
In particolare, ad ogni campo magnetico
compete un flusso di spostamento magnetico,
espresso in Weber (Wb) e quantitativamente
misurabile in base al valore dei volt-secondi
indotti in una spira concatenata a tale flusso,
quando questo la taglia completamente nel
tempo.
15
La quantità di flusso magnetico, riferita all'unità
di area trasversale normale alla direzione del
flusso stesso, viene denominata induzione
magnetica, indicata con il simbolo B ed espressa
in Wb/m (Tesla - S.I. o Gauss ne sistema
elettromagnetico).
L' intensità del campo magnetico è indicata, nel
S.I., con il simbolo H e misurata in
Ampere/metro; nel sistema elettromagnetico
l'unità di misura H è l'Oersted.
16
Una trattazione particolareggiata dei principi
teorici che sono alla base dell'esame non
distruttivo con le correnti indotte richiederebbe
l'utilizzazione di numerose nozioni di fisica ed
un'esposizione del discorso su altre tematiche
collaterali a tale metodo di controllo.
17
Tuttavia è doveroso prendere atto che, a causa
del rapporto di reciprocità tra i due circuiti che
generano il campo primario ed il campo
secondario precedentemente descritti, un unico
strumento risulta in grado di evidenziare un
mutamento delle condizioni iniziali in uno
qualsiasi dei due circuiti, per il fatto che essi si
influenzano a vicenda.
18
Di conseguenza, dati due circuiti elettricamente
separati, uno solo dei quali risulta alimentato
direttamente con tensione alternata, risulta
possibile
individuare
con
opportuna
strumentazione le eventuali variazioni di
resistenza verificatesi nell'altro circuito.
19
Ovviamente la condizione fondamentale per cui
tale fenomeno avviene risulta essere la
generazione di correnti indotte o, in altre parole,
deve esistere tra i due circuiti, in funzione di
anello di congiunzione, un flusso magnetico
indotto nel nucleo della bobina.
20
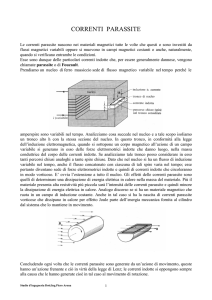
Nel controllo mediante correnti indotte si
distinguono fondamentalmente due tipi di
tecniche che dipendono dalla metodologia
utilizzata per generare le correnti parassite nel
materiale in esame:
TECNICA A BOBINA PASSANTE: dove la
bobina di eccitazione ha la sola funzione di
produrre il campo magnetico, mentre
l'avvolgimento secondario ha la sola funzione di
21
ricevere la tensione indotta dal flusso prodotto
dalle correnti parassite.
TECNICA A TESTINA (PICK-UP): dove una
sonda viene fatta scorrere sulla superficie del
componente in esame alla ricerca di eventuali
difetti.
22
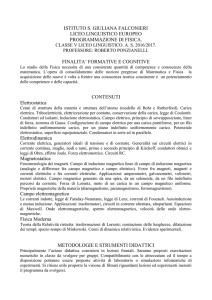
A riguardo è bene considerare che l'esame ET
risulta essere essenzialmente un metodo di
controllo superficiale in quanto, come ben noto
dall'elettrotecnica, a causa dell’effetto pelle in
un conduttore piano la corrente cade
esponenzialmente con la penetrazione e, in
generale, maggiore sarà la frequenza, la
permeabilità e la conducibilità, minore sarà la
profondità di penetrazione.
23
Tuttavia, nonostante tale limitazione, il metodo
delle correnti indotte risulta estremamente
versatile in quanto consente ogni tipo di
applicazione che possa essere proficuamente
correlata alle variabili delle caratteristiche
fisico-chimiche di un qualsiasi materiale
conduttore.
24
Tale metodo risulta a tutt'oggi una valida
alternativa alla difficoltà di applicazione del
controllo magnetoscopico per l'esame dei
componenti realizzati in acciaio inossidabile
austenitico.
25
Particolare importanza assume il fatto che, non
essendo necessario il contatto fisico tra sonda e
superficie in esame, risulta possibile il controllo
di manufatti in movimento e di componenti
caratterizzati da particolari geometrie o
temperature superficiali molto elevate.
26
In
conclusione,
tale
metodo
risulta
particolarmente
idoneo
per
rilevare
discontinuità associate alla geometria del
componente, quali
cricche,
deformazioni,
inclusioni,
variazioni di spessore,
ossidazioni, etc.,
27
nonchè
lo spessore di riporti
non conduttivi su base conduttiva
conduttivi su base di diversa
conduttività,
e qualsiasi variazione associata alla conduttività
del materiale (disomogeneità delle leghe,
surriscaldamenti
localizzati,
errori
di
trattamento termico, etc.).
28
Il metodo delle Correnti Indotte viene
frequentemente utilizzato nel settore aeronautico
per il controllo non distruttivo di numerosi
componenti
del
turboreattore;
la
sua
applicazione risulta largamente diffusa sia per la
buona conduttività elettrica dei materiali in
esame sia per la particolare difettologia
superficiale che si presta ad essere rilevata con
questo metodo di analisi.
29
Un tipico esempio di applicazione delle correnti
indotte risulta essere il controllo della radice di
palette del primo stadio "fan" (compressore
anteriore), esaminate anche con il metodo dei
Liquidi Penetranti, che presentano tuttavia
alcune problematiche legate sia alle loro
caratteristiche geometriche e dimensionali sia al
tipo di difetti da evidenziare.
30
Infatti occorre assicurare una perfetta
corrispondenza tra il profilo della superficie in
esame e quello della sonda, in modo tale da
garantire una buona resa strumentale ed evitare
la presenza dei segnali di difficile
interpretazione o non conformi alla realtà.
31
Inoltre, pur ricorrendo all'aumento del guadagno
strumentale, a cui però non corrisponde un
aumento della risoluzione, il rapporto segnalerumore dovrebbe risultare almeno di 3/1;
tuttavia, considerando anche l'influenza di
numerose variabili esterne al processo di
controllo
quali
condizioni
ambientali,
fluttuazioni di tensione di rete, vibrazioni e/o
vicinanze di campi magnetici, i parametri
32
operativi del controllo possono essere
ottimizzati agendo sia sui circuiti strumentali
che scegliendo opportune frequenze di
ispezione.
Al fine di evidenziare incrinature anche allo
stato nascente ed intervenire preventivamente su
possibili fenomeni di rottura, risulta di estrema
importanza la realizzazione di standards di
riferimento;infatti questi ultimi presentano una
33
serie di discontinuità (difetti) aventi dimensioni
e geometrie note, e consentono di definire e
registrare i parametri significativi del segnale
strumentale che risulterà di riferimento durante
l'ispezione.
Nel caso particolare del primo stadio "fan"
viene utilizzata una paletta del compressore
anteriore con una incrinatura sulla radice
ottenuta per elettroerosione; tutte le palette che
34
sulla radice presentano segnali inferiori al 33%
della traccia di riferimento sono accettabili, a
meno della presenza di particolari indicazioni
che
richiedano
una
più
approfondita
interpretazione.
Nei casi in cui sia la strumentazione che la
metodologia siano state ottimizzate per un
determinato tipo di ispezione può risultare
particolarmente
utile
l'automatizzazione
35
dell'intero processo di controllo riducendo il
fattore umano e svincolando i risultati dalla
soggettività dell'operatore.
36