Introduzione
Le molle sono organi meccanici generalmente soggetti a cicli di sollecitazione ripetuti,
dunque il materiale ideale per la loro fabbricazione deve possedere elevata resistenza a
fatica e deve deformarsi elasticamente sotto carico senza subire nessuna deformazione
plastica.
Il modulo elastico (E) deve essere basso, così che il materiale si deformi apprezzabilmente
anche sotto sollecitazioni modeste mentre il limite elastico (R) deve essere elevato, in
modo che esso abbia ottima tenacità e capacità di sopportare forti sollecitazioni.
Alcune leghe di Titanio hanno tutte queste caratteristiche, oltre che un’eccellente
resistenza alla corrosione, ma il problema relativo alla realizzazione di molle è inerente al
costo particolarmente elevato che ne limita l’impiego ai casi strettamente necessari.
Ogni componente in acciaio armonico può essere deformato fino ad una certa tensione del
materiale (limite elastico), senza deformazione permanente per ritornare poi allo stato
iniziale. La proprietà del materiale che permette questo è l'elasticità. Eventuali
deformazioni ulteriori portano, come anticipato alla deformazione plastica e quindi
irreversibile.
Come tutte le leghe ferrose, gli acciai speciali per molle posseggono un elevato limite
elastico, (a trazione E = 206,000 N/mm⁵ mentre a torsione E = 80,400 N/mm⁵ circa) ma
possono aumentarlo a valori particolarmente elevati, con buona tenacità, se
opportunamente bonificati o deformati plasticamente per laminazione a freddo o
trafilatura.
Dunque essi appartengono generalmente ad una particolare categoria di acciai da bonifica
o, in alternativa, agli acciai speciali patentati od inossidabili (soprattutto austenitici)
incrudibili per deformazione plastica a freddo.
Dal punto di vista metallurgico, sono tre i principali fattori da considerare per la corretta
scelta dell’acciaio:
- la risposta al trattamento termico;
- la temprabilità;
- lo stato di finitura superficiale: che deve garantire l’assenza di difetti o di decarburazione.
Per far si che le molle lavorino con le caratteristiche desiderate devono essere messe in
opera allo stato bonificato o trafilato crudo, inoltre, possono e alle volte devono subire dei
trattamenti superficiali quali: pallinatura o rollatura in modo da aumentare la resistenza a
fatica.
1
Acciai speciali al Carbonio per molle
Sono acciai non legati con alto tenore di Carbonio (0,55% – 1,00 %) che vengono usati per
la fabbricazione di nastri per molle, temprati e rinvenuti al color blu, o fili per molle
patentati, fortemente incruditi per trafilatura a freddo e distesi, oppure trafilati, temprati e
distesi.
La migliore qualità di filo d’acciaio non legato, destinato alla fabbricazione di molle di
piccole dimensioni, poste in opera allo stato patentato e trafilato crudo è definito “Filo
Armonico”.
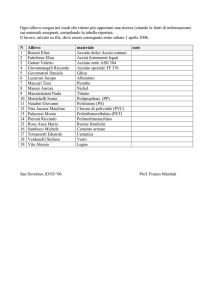
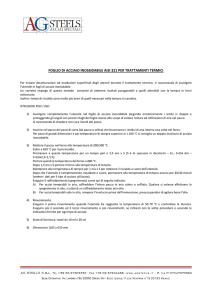
Fig. 1
L’Immagine mostra le curve d’incrudimento per trafilatura a freddo di acciai al Carbonio
patentati.
E’ importante notare come, in funzione della riduzione percentuale, all’aumentare del
tenore di Carbonio, aumenti il limite elastico.
2
Il Patentamento
Sostanzialmente è costituito da una ricottura isotermica eseguita ad una temperatura di
poco inferiore a quella del naso perlitico dell’acciaio eutettoiodico (C = 0,7% - 1,00%), che
mira alla trasformazione dell’Austenite in una struttura perlitica straordinariamente fine.
Lo scopo è quello di conferire un’insuperabile deformabilità a freddo all’acciaio.
Purtroppo il raffreddamento di vergelle in bagni di Sali o Piombo fusi è troppo lento per
raggiungere la velocità prevista dalla curve teorica e necessaria per la trasformazione
isotermica (Fig. 1), perciò avviene in modo continuo in prossimità del naso perlitico
conferendo all’acciaio una struttura perlitica, tipicamente lamellare, estremamente fine e
compatta.
I risultati sono però ugualmente buoni: la vergella di diametro 5,5 mm di acciaio C85,
patentata raggiunge una resistenza R = 1375 N/mm⁵ con un’ottima deformabilità (Z = 55%
circa), mentre quella di diametro 12mm raggiunge caratteristiche un poco inferiori; R =
1180 – 1275 N/mm⁵ e Z= 33 – 43%.
Importante aggiungere che la struttura perlitica fine e compatta consente ancora la
trafilatura del filo patentato, tanto che il diametro della vergella può essere ridotto fino a
0,2 – 0,3 mm con vari passaggi di trafila e senza la necessità di ricotture intermedie.
Il filo d’acciaio al Carbonio trafilato a freddo possiede dunque elevatissima resistenza a
trazione e limite elastico.
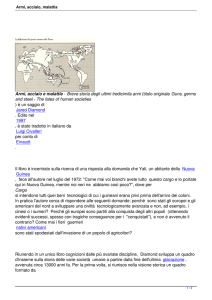
In Fig. 2 vengono rappresentate le curve di raffreddamento sperimentali (linea continua) e
quelle teoriche (linea tratteggiata) al centro di fili di diametro 5.5 mm e 11,2 mm, spenti da
900°C in Piombo fuso a 500°C, durante il patentamento.
Fig. 2
3
Composizione e caratteristiche meccaniche degli acciai al
Carbonio per molle
La normativa UNI 7064 stabilisce i limiti riguardo a composizione chimica e caratteristiche
meccaniche allo stato ricotto degli acciai al Carbonio per molle.
Suddetti limiti sono riportati in Fig. 3. Si precisa che quelli per acciai bonificati od incruditi
per trafilatura o laminazione a freddo dopo patentamento non sono indicati, poiché sono
funzione delle esigenze di progetto e concordati tra committente e fornitore.
Una precisazione importante riguarda lo stato delle superfici. Esse devono essere esenti da
difetti quali: ripiegature di laminazione, strappi, filature, inclusioni e decarburazione. La
decarburazione totale è in particolar modo inammissibile, mentre quella parziale è
consentita a patto che non più profonda del 3% dello spessore nominale del nastro o del
diametro nominale del filo.
Fig. 3
4
Fili di acciaio inossidabile
Le molle che lavorano in ambienti aggressivi sono fabbricate con acciai inossidabili
austenitici, solubilizzati e trafilati a freddo per ottenere le caratteristiche meccaniche
desiderate.
Sono noti gli acciai AISI 300 che incrementano fortemente resistenza meccanica e limite
elastico per incrudimento a freddo.
In fig. 4 vengono riportate le curve di incrudimento per trafilatura a freddo degli acciai
inossidabili austenitici X5CrNi1810 e X5CrNiMo1712. E’ però evidente che in entrambi gli
acciai la deformabilità z, tenda ad abbassarsi notevolmente al crescere della percentuale di
incrudimento, a differenza del limite elastico che aumenta vertiginosamente.
Fig. 4
5
Acciai legati speciali per molle bonificate
Le caratteristiche delle molle bonificate dipendono dalla quantità di martensite ottenuta
dopo la tempra a centro della sezione, dove non può essere inferiore all’80%, altrimenti si
avrebbe una caduta globale delle caratteristiche resistenziali e della resistenza alla fatica.
La caratteristica principale di questi acciai è pertanto la temprabilità, che dovrà essere
attentamente considerata per una loro corretta scelta, in funzione di spessore o diametro
della molla da costruire.
Le molle di piccolo diametro o spessore possono essere bonificate isotermicamente, con
netto miglioramento della tenacità e quindi della resistenza a fatica, a parità di ogni altra
caratteristica tensile (resistenza a trazione, limite elastico, durezza) rispetto alle molle
bonificate tradizionalmente.
Gli acciai speciali per molle bonificate sono 9, nella seguente tabella essi vengono riportati
con il corrispondente limite di composizione chimica, in base all’unificazione italiana (UNI
3545/80).
Acciaio
48Si7
C
0,400,54
55Si7
O,500,63
60Si7
0,540,67
60SiCr8
0,540,67
52SiCrNi5 0,470,59
45SiCrMo6 0,400,52
55Cr3
0,500,62
50CrV4
0,450,58
55CrMoV4 0,460,59
Mn
Si
0,460,84
0,560,94
0,560,94
0,661,04
0,660,94
0,460,84
0,661,04
0,661,06
0,661,04
1,452,05
1,452,05
1,452,05
1,652,25
1,151,55
1,251,75
0,120,43
0,120,43
0,120,43
Cr
Ni
Mo
V
/
/
/
/
0,110,49
/
/
/
/
/
/
/
0,210,44
0,651,05
0,450,75
0,550,95
0,751,25
0,851,25
/
/
/
/
/
0,470,73
/
/
/
/
0,120,28
/
/
0,120,28
/
/
0,080,22
0,050,14
6
L’importanza del Silicio
Il Silicio, negli acciai, si torva disciolto nella ferrite.
L’influenza di questo elemento è molto sentita anche in presenza di percentuali
particolarmente basse sui punti di trasformazione delle sue leghe binarie con il ferro, tanto
che il campo di esistenza della fase γ risulta praticamente scomparso per un contenuto di
Silicio pari al 2%.
Fig. 5
La Fig. 5 mostra il campo di esistenza della fase γ negli acciai al silicio, in funzione del
tenore di Carbonio.
La presenza del Silicio sposta verso tenori più bassi di Carbonio il punto eutettoide.
Caratteristico effetto del Silicio nelle leghe ferro-carbonio è la tendenza alla grafitizzazione
che, però, si manifesta solo per elevate percentuali di carbonio (ghise).
Seguono le principali variazioni di proprietà dal punto di vista meccanico-metallurgico
causate dall’introduzione di Silicio in lega:
1) Diminuzione della velocità critica di raffreddamento e conseguente aumento della
temprabilità;
2) Aumento della resistenza a trazione del limite elastico in tutte le condizioni di
trattamento, con una limitata perdita di tenacità;
3) Lieve miglioramento dell’insensibilità al surriscaldamento;
4) Aumento della stabilità al rinvenimento;
5) Aumento della resistenza all’usura;
6) Diminuzione della deformabilità a caldo, seppur di scarsa importanza per i tenori di
Silicio comunemente utilizzati;
7) Diminuzione della deformabilità a freddo: notevole anche per tenori particolarmente
bassi di Silicio in lega;
8) Resistenza all’ossidazione a caldo dovuta al fenomeno della passivazione;
9) Aumento della sensibilità alla decarburazione;
10) Favorisce la formazione di perlite fine.
7
Composizione chimica degli acciai Armonici
La composizione è mirata ad aumentare il limite elastico dell’acciaio bonificato che, dopo
tempra, deve essere rinvenuto a temperatura non superiore a 500°C.
Pertanto tutti gli acciai speciali per molle devono possedere grano fine (G = 5-8) ottenuto
mediante aggiunta di Vanadio (0,05-0,10%) e devono essere insensibili all’infragilimento
da rinvenimento.
Il Silicio aggiunto come elemento di lega è presente in percentuali sempre superiori all’1%
e innalza la resistenza della ferrite, nella quale si scioglie solamente. Esso favorisce inoltre
la resistenza al rinvenimento ma, purtroppo, come anticipato, peggiora la resistenza alla
decarburazione ed all’ingrossamento del grano austenitico.
Al fine di migliorare la temprabilità di questi acciai vengono aggiunti elementi quali
Manganese, Cromo, Silicio e Molibdeno, il Nichel aumenta invece la tenacità.
E’ importante sottolineare che all’acciaio non vanno aggiunti altri elementi, eccezion fatta
per quelli destinati all’elaborazione della colata.
Vanno prese tutte le precauzioni per evitare l’involontaria introduzione di elementi
indesiderati provenienti dal rottame o dalle materie prime.
Sono tollerati elementi residui, purchè non alterino le caratteristiche meccaniche, la
tenacità, la temprabilità e non compromettano il corretto uso del prodotto.
Temprabilità
La temprabilità è una caratteristica fondamentale per questi acciai che dopo bonifica
devono garantire una trasformazione martensitica a cuore di almeno l’80%. Pertanto la
scelta dell’acciaio deve considerare lo stesso spessore o diametro della molla da costruire,
tenendo conto dello spessore o diametro massimo che dopo tempra può garantire a cuore
la corretta trasformazione martensitica (Fig. 6)
Fig. 6
La tabella riporta lo spessore o diametro massimo raccomandabile della molla d’acciaio
speciale, che dopo tempra garantisce una durezza a cuore di 52 HRC, corrispondente ad
almeno l’80% di trasformazione martensitica.
8
Precisazioni riguardo la tempra
Essa consiste di norma in un riscaldamento a temperatura conveniente (inferiore a quella
di fusione del metallo considerato), in una permanenza alla prescritta temperatura per un
congruo periodo di tempo, seguita da un raffreddamento rapido. Ha lo scopo di ottenere
determinate caratteristiche fisiche e proprietà meccaniche del materiale, attraverso
particolari modificazioni della sua struttura cristallina.
Negli acciai, un trattamento termico di tempra consente principalmente di ottenere un
elevato incremento della durezza, cui sono associati un aumento della resistenza a trazione
e del limite di elasticità, nonché una diminuzione della resilienza.
Lo scopo della tempra è quello di rendere stabile a basse temperature (temperatura
ambiente) un certo tipo di struttura cristallina, attraverso un opportuno ciclo termico di
riscaldamento e successivo raffreddamento.
Per una buona riuscita del trattamento occorre che l’acciaio sia riscaldato e venga
mantenuto per un tempo sufficiente a una temperatura atta a provocare nella struttura
cristallina la completa trasformazione in austenite. Tale temperatura ottimale, che dipende
dal tenore di carbonio presente nell’acciaio, deve essere superiore al punto critico.
Si riscalda non oltre 40-50 °C al di sopra del suddetto punto critico, per evitare
ingrossamenti eccessivi del grano cristallino austenitico, ciò che potrebbe causare, nel
rapido raffreddamento, l’insorgere di tensioni interne tali da indurre fragilità nell’acciaio
temprato.
La velocità di riscaldamento deve essere moderata e risulta legata alle dimensioni
trasversali del pezzo.
Quando l’acciaio viene successivamente raffreddato, l’austenite si trasforma in strutture
finali diverse, a seconda della velocità di raffreddamento. Si distinguono due casi estremi:
1) Se il raffreddamento è lento, (30-40 °C/h), l’austenite si trasforma in una soluzione
solida di perlite e ferrite oppure di perlite e cementite, a seconda che la percentuale di
carbonio presente nell’acciaio sia minore di 0,8 % (acciai ipoeutettoidi), oppure maggiore
dello 0,8 % (acciai ipereutettoidi). Il ferro γ (o austenite), caratterizzato da un reticolo
cristallino cubico a facce centrate, alla temperatura corrispondente al punto critico si
trasforma in ferro α, caratterizzato da un reticolo cristallino cubico a corpo centrato.
Una lenta discesa della temperatura in fase di raffreddamento consente, tuttavia, agli
atomi di carbonio in eccesso di uscire dal reticolo senza difficoltà.
2) se invece il raffreddamento è molto rapido, (400-500 °C/s), la trasformazione di ferro γ
in ferro α avviene a temperature assai minori di quella minima (723 °C) alla quale
avverrebbe nel raffreddamento normale, cioè lento. Di conseguenza, il reticolo che viene a
formarsi conterrà un eccesso di atomi di carbonio, che restano inclusi nel reticolo non
avendo avuto il tempo necessario per uscirne. Questi atomi immobilizzati causano notevoli
distorsioni reticolari e tensioni interne che rendono assai difficile il mutuo scorrimento dei
cristalli: ciò spiega l’aumento di durezza e di resistenza a trazione del materiale.
Il nuovo costituente strutturale di lega è la Martensite.
9
Cenni riguardo la Martensite
Essa è una struttura metastabile gonfia (volume specifico elevato) composto da una
soluzione solida interstiziale soprassatura di carbonio nel ferro α.
Si forma a seguito della trasformazione dell’austenite: la diffusione del carbonio non
avviene per il troppo poco tempo a disposizione ed esso, e i suoi atomi rimangono
intrappolati nel reticolo.
Condizione essenziale per la formazione della martensite è che la velocità di
raffreddamento a cui è sottoposta l’austenite sia tale da consentire la trasformazione
allotropica del Fe γ in Fe α ma non la separazione della cementite la quale, non avendo il
tempo di separarsi dalla soluzione, viene a trovarsi a temperatura ordinaria in forma di
precipitazione incompleta, disperdendosi così nella massa sotto forma di aghi sottilissimi
(struttura aciculare), massimizzando la resistenza a trazione e conferendo un’elevata
durezza ma anche grande fragilità.
La struttura cristallina presenta un reticolo tetragonale a corpo centrato con due atomi di
carbonio per cella.
10
Bande Jominy di provini
Le bande Jominy degli acciai speciali legati per molle sono riportate nei seguenti grafici:
Banda di temprabilità Jominy dell’acciaio 60Si7
Banda di temprabilità Jomini dell’acciaio 48Si7
Banda di temprabilità Jominy dell’acciaio 60SiCr8
Banda di temprabilità Jominy dell’acciaio 55Si7
11
Banda di temprabilità Jominy dell’acciaio 52SiCrNi5
Banda di temprabilità Jominy dell’acciaio 55Cr3
Banda di temprabilità Jominy dell’acciaio 45SiCrMo6
Banda di temprabilità Jominy dell’acciaio 50CrV4
Banda di temprabilità Jominy dell’acciaio 51CrMoV4
12
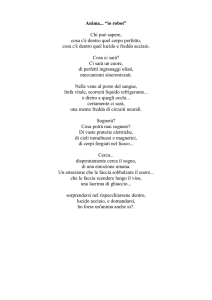
Analisi delle bande Jominy
I diagrammi sopra riportati mostrano l’andamento della durezza HRC (Rockwell) in
funzione della distanza dall’estremità temprata (in millimetri).
1) La banda di temprabilità Jominy del primo acciaio è compresa tra 58 e 66 HRC. Si può
notare come la perdita di durezza sia abbastanza omogenea, scendendo tra 25 e 33 HRC in
50 mm.
2) Lo stesso vale per il secondo, terzo e quarto acciaio, i cui massimi e minimi variano in
maniera blanda rispetto a quelli del provino sopracitato.
La banda scende in maniera regolare e non improvvisa e la perdita di durezza è accettabile,
in un intervallo abbastanza esteso, ciò a causa del Silicio che, come anticipato, aumenta la
temprabilità del materiale.
3) Il quinto grafico comincia a divenire più interessante: a 2 mm di distanza dall’estremità
temprata la durezza è molto elevata, circa 56-63 HRC. Aumentando la distanza di 50 mm,
(intervallo non ininfluente) la curva di minimo tende ad abbassarsi (come nei precedenti
provini) ma quella di massimo mantiene un andamento molto più regolare perdendo, “al
termine del tragitto” solo dieci punti di durezza HRC.
Ciò è certamente dovuto all’influenza in lega del Cromo, che aumenta la durezza e il limite
di elasticità dell'acciaio e del Nichel, che abbassa la temperatura di ricottura e tempra
(perché abbassa i punti critici), abbassa la velocità critica (rendendo possibile la tempra
con olio) e quindi conferisce maggiore penetrazione di tempra.
4) Un andamento simile della banda Jominy si ha per il sesto provino a cui è aggiunto il
Molibdeno, che aumenta la penetrazione degli effetti della tempra negli acciai e mantiene
le caratteristiche meccaniche della tempra anche a temperature elevate.
Nonostante il contenuto di Carbonio, la presenza di Nichel, Cromo,Molibdeno consente la
formazione di una buona quantità di Martensite poiché la triade, in lega, allungano la bolla
bainitica, rallentando il movimento degli atomi di carbonio che faticano a radunarsi in
isole di cementite.
In questo caso anche il minimo della banda tende a mantenere un andamento più regolare,
alzando, nel complesso, il grafico di svariati punti di durezza.
5) I grafici dei provini 8 e 9 invece sono sensibilmente diversi, soprattutto quello dei
51CrMoV4. La banda Jominy, non solo parte da un grado di durezza più elevato di quello
dei provini precedenti, circa 58-65 HRC ma, si mantiene quasi costante. La perdita di
durezza è notevolmente bassa nonostante l’ampio intervallo in mm dall’estremità temprata
(50 mm) e le curve tendono a traslare verso l’alto.
Ciò è ovviamente dovuto alla presenza in lega del Vanadio che conferisce agli acciai
estrema durezza anche a temperature elevate.
13
Precisazioni sui trattamenti termici
Le temperature consigliate per le lavorazioni di deformazione plastica a caldo (laminazione
e fucinatura), per la formatura a caldo delle molle, per i trattamenti termici su provette di
riferimento destinate al collaudo della fornitura d’acciaio o sulle molle finite, per la prova
di temprabilità Jominy, per il rinvenimento e per la ricottura di lavorabilità, nonché le
indicazioni di mezzi di spegnimento sono riassunti in Fig. 8, va comunque ricordato che:
-la permanenza alla temperatura di austenitizzazione deve essere come minimo di 20
minuti, più un minuto per ogni millimetro di spessore o diametro della molla da temprare;
-la durata del rinvenimento, il cui scopo è ridurre gli effetti negativi della tempra sul
materiale, nel caso questo presenti eccessiva durezza e quindi fragilità, non deve essere
inferiore ad un ora;
-se la tempra viene eseguita direttamente dopo formatura a caldo della molla è necessario
abbassare o portare la temperatura a quella corretta di tempra prima dello spegnimento.
Fig. 8
Fig. 9
14
Resistenza alla fatica
La resistenza a fatica negli acciai per molle è condizionata da molti fattori, fra i quali:
-la composizione chimica e le caratteristiche microstrutturali;
-le caratteristiche meccaniche dopo bonifica;
-la finitura superficiale;
-la decarburazione superficiale;
-l’indurimento superficiale;
-lo stato inclusionale dell’acciaio.
Il rapporto tra limite di fatica a flessione rotante su provetta liscia e la resistenza a trazione
diminuisce al crescere della prima, indipendentemente dal tipo di prova o di acciaio.
La buona finitura superficiale è indispensabile per conferire alla molla un’adeguata
resistenza a fatica, pertanto è necessario usare materiali privi di difetti superficiali (cricche
o ripiegature) e soprattutto non decarburati.
Tuttavia nei prodotti laminati o fucinati a caldo possono esistere difetti superficiali
difficilmente eliminabili con le normali lavorazioni di formatura delle molle e talvolta
possono essere tollerati, purchè di dimensioni e profondità contenute.
Per l applicazioni che prevedono condizioni severe di impiego, i difetti superficiali non
sono affatto tollerabili, perciò è indispensabile usare prodotti pelati o rettificati.
La norma UNI 3545 definisce le condizioni di accettabilità dei difetti.
L decarburazione superficiale può abbattere fino al 30-40% il limite di fatica a flessione
dell’acciaio per molle. La sua nefasta influenza è rilevante quando la decarburazione è
totale. Per questa ragione è strettamente necessario che il prodotto di partenza sia
assolutamente privo di decarburazione totale. Sui prodotti laminati a caldo può essere
tollerata una certa decarburazione parziale, purché non più profonda d’una certa
percentuale di diametro o spessore del prodotto (Fig. 9).
I trattamenti termici devono infatti essere effettuati in mezzi protettivi o, anche meglio, in
mezzi carburanti. L’indurimento superficiale ottenuto con la nitrurazione o con una lieve
carburazione incrementa alquanto il limite di fatica delle molle bonificate.
Le inclusioni non metalliche, infine, influenzano negativamente la resistenza a fatica
perché agiscono come intagli precostituiti, specialmente le inclusioni molto dure, quali
allumina e silicati. Lo stato inclusionale, pertanto dovrà sempre essere assai ridotto.
La normativa UNI 3244/80 stabilisce che l’indice K4 ossidi non debba superare il 25, per
molle soggette a condizioni di esercizio gravose o destinate a organi di sicurezza, K0 ossidi
corrisponde al massimo a 20, per fare ciò si utilizzano solo acciai con elevato grado di
purezza, ottenuti mediante colata sotto vuoto e rifusi sotto elettroscoria (ESR).
Bibliografia:
- Norme UNI 7064/82, 3545/80, 6900/71;
- A. Nasi: L’acciaio speciale e la sua tecnologia 1983;
- A. Chioatto: Acciai per molle;
- Catalogo SIAU: Gli acciai speciali da costruzione: 1979-1983.
15
Determinazione del Carbonio in Ghise e Acciai
Introduzione
Acciaio è il nome dato ad una lega composta principalmente da Ferro e Carbonio in cui,
quest’ultimo, è presente in percentuale non superiore al 2,06%.
Una lega con tenore di Carbonio compreso tra il 2,06% e il 6,67% assume il nome di ghisa.
Le proprietà meccaniche e la viscosità (allo stato fluido) dell’acciaio lo rendono un
materiale particolarmente idoneo per processi di lavorazione plastica a caldo, come per
esempio lo stampaggio.
La buona fluidità a caldo delle ghise le rende, invece, particolarmente adatta ai processi di
fonderia, nonostante le sue caratteristiche meccaniche siano nettamente inferiori a quelle
dell’acciaio.
Apparecchiatura
16
Svolgimento dell’analisi
Questo tipo di analisi quantitativa si basa sul principio che è possibile ottenere la quantità
di Carbonio (in grammi) contenuta in un campione di acciaio o ghisa, semplicemente
andando ad analizzare l’anidride carbonica prodotta dalla combustione del campione.
Viene inizialmente pesato esattamente un grammo di campione (la prova non è adatta ad
effettuare analisi per quantità superiori ad un grammo) in truciolo e posto in una navicella
di ceramica.
Come detto precedentemente la prova inizia con la combustione del campione, posto
all’interno del tubo di ceramica refrattaria del fornetto, a 1200°C.
I gas di combustione liberati nel procedimento, quali CO2 (biossido di Carbonio), SO2
(anidride solforosa) e P2O5 (anidride fosforica) attraversano ora un sistema di filtraggio di
MnO2 (biossido di Manganese).
Si precisa che Fosforo e Zolfo sono presenti come anidridi nocivi nell’acciaio ma, nelle
ghise, lo Zolfo è pressoché insignificante rispetto al Carbonio.
L’anidride solforosa, che andrebbe ad alterare i risultati della prova, viene trasformata in
anidride solforica (SO3) e assorbita dal filtro di biossido di Manganese, divenendo
Mn(SO3)2.
L’anidride fosforica, invece, precipitando insieme all’ossido ferrico (Fe2O3) non va ad
interferire con l’analisi.
La reazione chimica è la seguente:
P2O5 + Fe2O3 2FePO4
A questo punto l’Anidride carbonica contenete la stessa quantità di Carbonio presente nel
provino iniziale, viene a questo punto assorbita da una soluzione di Idrossido di Sodio
(NaOH).
E’ importante notare che una molecola di CO2 consuma due molecole di Idrossido, secondo
la reazione:
2NaOH + CO2 Na2CO3 + H2O
Infine, titolando gli OH-, si può conoscere la quantità in grammi di Carbonio contenuta nel
campione.
Le titolazioni da effettuarsi sono due.
Il primo viraggio (V1) avviene con la titolazione mediante aggiunta di Fenolftaleina
(C20H14O4), il colore della soluzione passa dall’essere viola a incolore, secondo la reazione:
Na2CO3 + HCl NaHCO3
17
Il primo viraggio (V2) avviene con la titolazione mediante aggiunta di Metilarancio
(C14H14N3NaO3S), il colore della soluzione passa dall’essere rosso ad arancione tenue,
secondo la reazione:
NaHCO3 + HCl CO2 + NaCl + H2O
La differenza volumetrica tra le due titolazioni fornisce la percentuale di Carbonio.
%C = (V2 - V1) * 100
Il corrispondente valore in grammi è ricavabile mediante la relazione:
gC = (N * V * pe) / 1000
Dove:
N = normalità della soluzione, ovvero la concentrazione del soluto nella soluzione;
V = V2 - V1;
pe = peso equivalente (ovvero la quantità di massa in grado di fornire o consumare una
mole) del Carbonio, circa 12.
Una considerazione non poco importante da tenere presente è che, per evitare che si formi
monossido di carbonio e che, quindi, all’assorbitore arrivi solo CO2, mediante una
bombola, si crea un ambiente in accesso di ossigeno:
2C + O2 2CO
2CO + O2 2CO2
Il procedimento è semplice e permette, se effettuato in modo molto accurato, un’analisi
piuttosto precisa della quantità in grammi del Carbonio nell’acciaio o ghisa da analizzare.
Bibliografia:
- Appunti personali.
18
Corrosione alle alte temperature
Vengono ora esaminati gli aspetti principali della corrosione a secco, ovvero il risultato
dell’attacco di un materiale metallico da parte di un gas a temperature elevate.
Molti ambienti gassosi possono dare origine a fenomeni corrosivi, tuttavia il principale è
l’ossigeno.
Ossidazione
La maggior parte dei metalli e delle leghe, quando si trovano esposti a temperatura più o
meno elevata in ambienti ossidanti, si ossidano in superficie. Si hanno diverse tipologie di
ossido generato e conseguenze:
1) L’ossido è inesistente (come nel caso dell’oro);
2) L’ossido è volatile (caso del molibdeno), liquido (caso del vanadio) o addirittura
disciolto nel metallo (caso del titanio), si hanno notevoli fenomeni di corrosione alle alte
temperature;
3) L’ossido (e questo è il caso più comune) forma uno o più strati sulla superficie del
metallo. In funzione dello spessore questi strati vengono definiti film (da poche decine di
angstrom a qualche micrometro) oppure scaglia (spessori superiori a qualche
micrometro).
I film, a causa dello spessore, fanno da schermo protettivo senza produrre effetti deleteri
(eccetto nei casi in cui, avendosi particolari condizioni di usura, la diminuzione dello
spessore del metallo può diventare anche considerevole).
Nel caso delle scaglie di un certo spessore, la protezione viene a mancare e il metallo è
soggetto ad un rapido deterioramento, associato alla significativa formazione di ossidi e
solfuri.
Meccanismo di formazione e accrescimento degli strati di ossido
Quando un metallo viene a contatto con l’ossigeno si verifica un certo assorbimento da
parte della superficie esposta con modificazione delle proprietà fisiche del metallo.
La formazione di ossidi è graduale, attraverso stadi successivi:
1) Inizialmente, nella zona in cui si ha avuto assorbimento di ossigeno, si assiste alla
nucleazione dei primi germi, la cui morfologia è in relazione all’orientamento
cristallografico del metallo;
2) Successivamente si ha uno sviluppo laterale dei germi fino al ricoprimento totale della
superficie.
19
Nell’ossidazione a caldo la resistenza del materiale dipende dalle CARATTERISTICHE
DELLO STRATO DEI COMPOSTI FORMATI IN SUPERFICIE, i quali sono influenzati
dalle specie chimiche presenti nell’atmosfera alla quale il metallo è esposto.
Quindi, se nelle condizioni di esercizio, l’ossido rimane aderente si avrà una protezione del
metallo, in caso contrario si avrà il danneggiamento dello stesso.
E’ ora importante definire i due modi in cui uno strato di ossido può accrescersi:
1) Il metallo può diffondere attraverso lo strato di ossido sotto forma di cationi ed elettroni
(diffusione cationica).
La diffusione cationica è la più comune e l’ossido si genera all’interfaccia ossido-gas
secondo la reazione:
Me++ + O-- MeO
2) L’ossigeno può diffondersi come ione O-- con un flusso di elettroni nella direzione
opposta (diffusione anionica).
Nel caso della diffusione anionica l’ossido si formerebbe all’interfaccia metallo-ossido
dando luogo ad azioni di compressione o trazione che possono produrre rotture dello
strato.
20
La velocità di ossidazione, a seconda del tipo di metallo può essere parabolica (ferro,
nichel, rame), logaritmica ( zinco), tendere ad un asintoto orizzontale ( silicio, alluminio,
cromo). In questi tre casi l’ossido che si forma è protettivo.
La velocità di ossidazione procede con legge lineare, invece, nei metalli alcalini o alcalino
terrosi, dove l’ossido che si genera è “non protettivo”.
Diversi fattori, oltre naturalmente alla temperatura, alla pressione e alla composizione
dell’atmosfera gassosa possono influenzare la morfologia degli strati d’ossido, per esempio,
inseguito ai differenti coefficienti di dilatazione dei vari ossidi e del metallo, si possono
originare scollamenti o screpolature. Un esempio tipico è fornito dal comportamento della
Wustite (FeOx), Quest’ossido si forma solo sopra i 570°C e ha un contenuto di ossigeno
variabile, che non corrisponde al valore stechiometrico, in quanto il suo reticolo presenta
una deficienza cationica a causa della presenza di ferro trivalente nel reticolo, che da luogo
a distorsioni che causano vacanze.
21
L’ossidazione delle leghe
Ben più complesso, rispetto all’ossidazione di metalli puri, è il fenomeno applicato alle
leghe. Si verificano diversi casi:
1) Un solo componente di lega si può ossidare, l’ossidazione è quindi selettiva. E’ questo il
caso delle leghe Fe-Cr, allorchè la pressione parziale d’ossigeno nell’atmosfera è inferiore
alla pressione di dissociazione del FeO, si ha la formazione di uno strato di Cr2O3;
2) Più componenti di lega si ossidano dando origine a ossidi insolubili e quindi a una
scaglia polifasica, ne sono un esempio le leghe Cu-Al, Cu-Ni, Cu-Zn;
3) Più composti di lega si ossidano dando luogo a una soluzione solida che dipende dalla
composizione chimica del metallo, ad esempio le leghe Nichel-Cobalto.
Il Cromo è dunque l’elemento che più si presta a favorire la resistenza all’ossidazione,
proprio per la formazione di un film che protegge la superficie sottostante e si riforma
facilmente se danneggiato.
Alle alte temperature, lo spessore dello strato di ossido non raggiunge un valore limite,
aumenta progressivamente nel tempo secondo leggi che dipendono dalla temperatura e
dalla composizione dell’acciaio. Si un acciaio inossidabile non è sottoposto a condizioni di
esercizio troppo severe per quanto riguarda la temperatura, si ha la formazione di una
pellicola di ossido che inibisce ogni ulteriore ossidazione. Se dopo la formazione della
prima pellicola, la temperatura si innalza, si può avere un brusco innalzamento della
velocità di ossidazione a causa di fessurazioni prodottesi nel film che va a perdere le sue
capacità passivanti.
La resistenza alla corrosione a caldo è quindi fortemente influenzata dalla temperatura,
dalla quale dipendono la continuità e la stabilità dello strato di ossido che si forma. In
generale si può asserire che tanto maggiore è lo spessore, tanto più facilmente si formano
fessurazioni o manifestano perdite di aderenza, se poi la temperatura varia tali effetti si
aggravano a causa della dilatabilità dell’ossido e del metallo.
La resistenza alla formazione di scaglia dei vari acciai viene spesso indicata in base alla
temperatura oltre la quale l’ossido metallico superficiale perde la sua aderenza o non è più
in grado di conservare la sua continuità.
22
Altri casi di corrosione alle alte temperature
Corrosione da gas di combustione
Si verifica nelle zone che lavorano a contatto con gas di combustione a temperature
elevate. Il questo caso lo strato di ossido può essere distrutto più facilmente rispetto alla
semplice corrosione per ossigeno, sia per le sostanze riducenti come carbonio e ossido di
carbonio, sia per la presenza di composti dello zolfo e ceneri combustibili. In questo caso
l’attacco dei gas di combustione è temibile: si possono formare miscele di ossidi e solfuri a
basso punto di fusione, come per esempio l’eutettico Ni-NiS che fonde a 645°C, la miscela
fusa distrugge facilmente lo strato di ossido e attacca i bordi dei grani dell’acciaio. Se
l’ambiente è riducente, inoltre, l’ossido si riforma con difficoltà. Per prevenire questo tipo
di attacco si impiegano acciai a basso tenore di Nichel o acciai al solo Cromo, pressoché
inattaccabili dallo Zolfo.
Quando si bruciano oli pesanti o nafte poco depurate, invece, le ceneri contengono spesso
il pentossido di Vanadio, che fonde a 658°C, si combina con l’ossido preesistente sulla
superficie degli acciai formando una scoria fusa che ricopre la lega con un velo liquido non
protettivo. Il problema viene risolto aggiungendo ai combustibili degli inibitori che alzano
il punto di fusione delle ceneri.
Danneggiamento da Idrogeno
Questo tipo di corrosione si presenta nell’industria chimica e petrolifera, nei processi di
sintesi dell’ammoniaca e di raffinazione degli idrocarburi che, generalmente, richiedono
temperature e pressioni elevate (anche 1000 atm). A queste condizioni, l’idrogeno,
diffondendo nell’acciaio, reagisce sia con il carbonio della soluzione solida che con i carburi
e forma metano, il quale sommandosi all’idrogeno già presente negli spazi intergranulari
produce tensioni che inducono l’acciaio a fessurarsi. Si producono inoltre decarburazione e
formazione di microcricche al bordo dei grani. Se, invece, l’atmosfera contiene azoto, si
può avere la formazione di nitruri stabili che rendono il materiale particolarmente fragile.
L’unico metodo per ovviare a questa problematica è una saggia scelta del materiale
strettamente connessa al suo utilizzo in determinate condizioni di temperatura e pressione.
Bibliografia:
- W. Nicodemi: Metallurgia.
23
Heat Treatments
Material properties can be manipulated by subjecting the material to particular cycles of
heating and cooling, some of which are described below.
Annealing
Is the process carried out on metals and glass in order to soften the materials, render them
less brittle, and remove the effect of previous working, thereby increasing their ductility
and plasticity.
The process consist of heating the material to a given temperature for a set period of time
followed by slow cooling, usually in the furnace.
Normalizing
Is a process carried out on metals to eliminate the stress effects caused by casting, hot and
cold working and welding.
The process consist of heating the material to a given temperature for a set period of time
followed by slow cooling in still air. This slightly more rapid cooling makes the metal less
ductile but will machine to a better finish.
Normalizing is often carried out after rough machining castings and forgings to remove
any residual stresses before finish machining. This prevents the finished components from
warping.
Solution Treatment
Some aluminium alloys, which contains copper, harden naturally under normal
atmospheric conditions and have to be softened immediately before use.
This process is called solution treatment, since it causes the copper and aluminium to form
a solid solution. It consist of heating the aluminium alloy to 500°C and allowing it to soak
at this temperature for a short while. This renders the alloy soft and ductile and it will be in
this conditions when it cools to room temperature.
Hardening
Is a process carried out on metals to improve strength, wear and indentation resistance.
The principal methods of hardening are:
- Cold Working:
Done by rolling, drawing or pressing during which the grain structure is distorted and this
imparts a degree of hardness. This is the only way to harden many non ferrous metals and
alloys.
24
- Precipitation Hardening:
This is a natural process that occurs in certain aluminium alloys which contain copper.
After the process of solution treatment the alloy is unstable and, at room temperature, the
aluminium and copper will combine together to form a hard intermetallic compound of
copper and aluminium particles that will precipitate out of solution.
This is called precipitation age hardening and the metal will lose much of its ductility and
become harder and more rigid.
This natural process of ageing can be speeded up by again heating the metal. This is called
artificial ageing or age hardening. Alternatively the process can be delayed by
refrigeration.
- Quench Hardening:
Medium carbon, high carbon and alloy steels are heated to a high temperature (red-heat)
followed by rapid cooling (quenching) in brine, water or oil, in order to give a high degree
of hardness that depends from the composition of the metal and the rapidity of cooling.
Tempering:
Is a process carried out after quench hardening to remove the brittleness of the metal and
increase its toughness. There will be some small loss of hardness.
The metal is reheated to the required temperature and again quenched. Besides plain
carbon steel, other materials such as glass and some polymers also benefit from suitable
tempering processes to reduce their brittleness.
Bibliografia:
- Basic Manufacturing;
- Elsevier;
- Timings R.
25
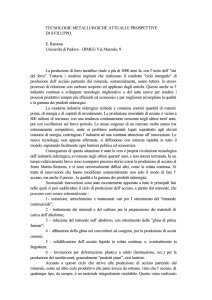
Produzione di acciaio nel 2011 nelle principali aree
geografiche del mondo
Una serie è la classificazione delle diverse osservazioni riguardo ad un fenomeno rispetto
ad un carattere qualitativo. Quando questo carattere assume il valore del tempo, la serie
viene detta storica o temporale. Più precisamente, quindi, una serie storica è un insieme di
variabili casuali ordinate rispetto al tempo, ed esprime la variazione di un certo fenomeno
in suddetto parametro. In questo caso la variabile è da intendere come la quantità di
acciaio prodotto (espressa in migliaia di tonnellate).
I dati sono forniti dall’ Ufficio Informazione Economica e Statistica CCIAA, reperite
mediante la World Steel Association. La tabella realizzata riporta le informazioni relative
all’acciaio prodotto nell’anno 2011, mese per mese, dalle principali aree geografiche del
mondo. In seguito, per ogni area, è stata realizzata un ulteriore tabella di analisi della serie
storica. Infine i grafici disegnati vanno ad evidenziare la retta di regressione lineare e la sua
equazione.
Si parte dal concetto che la variabile in analisi ha come modello grafico l’equazione:
y=a*x+b
Essendo il tempo espresso in mesi e non in anni è necessario assegnare un valore ad ogni
mese, si parte da gennaio, a cui corrisponde il valore -0,5 e si sale di un decimale fino ad
arrivare a dicembre, cui corrisponde il valore 6. Questi valori vanno a definire gli Xi, la cui
media corrisponde a Mx. I valori relativi alla quantità di acciaio, invece, vanno a definire
gli Yi, la cui media è My.
Il valore di “a” si evince dalla formula:
a=
S
S'
dove S =
(Xi – Mx) * (Yi – My) e S1 =
Xi2
Il valore di “b” è calcolabile mediante la relazione:
b = My – (a * Mx)
26
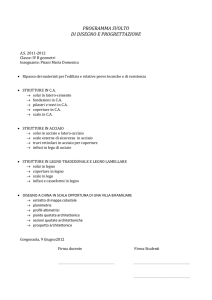
Serie storica: Italia
Valori
mesi
-0,5
-0,4
-0,3
-0,2
-0,1
0
1
2
3
4
5
6
Xi’
Tonnellate
x’-Mx
2.099
-2,125
2.316
-2,025
2.575
-1,925
2.488
-1,825
2.655
-1,725
2.632
-1,625
2.636
-0,625
1.448
0,375
2.558
1,375
2.700
2,375
2.566
3,375
1.959
4,375
Yi’
y’-My
-287
-70
189
102
269
246
250
-938
172
314
180
-427
Xi’ Yi’
(x’-Mx)(y’-My)
609,875
141,75
-363,825
-186,15
-464,025
-399,75
-156,25
-351,75
236,5
745,75
607,5
-1868,125
Xi’ ^2
x’-Mx
4,515625
4,100625
3,705625
3,330625
2,975625
2,640625
0,390625
0,140625
1,890625
5,640625
11,39063
19,14063
Medie
Mx
My
1,625
2.386
Sommatorie
S
S*
-1448,5
59,8625
Costanti
a
b
-24,1971
2425,32
Italia
3.000
2.500
y = -24,197x + 2425,3
2.000
1.500
1.000
500
0
-1
0
1
2
3
4
5
6
7
Equazione: y = -24,197 x + 2425,3
27
Serie storica: Unione Europea
Valori
mesi
-0,5
-0,4
-0,3
-0,2
-0,1
0
1
2
3
4
5
6
Tonnellate
14.744
14.627
16.301
15.705
16.199
15.605
14.964
12.730
14.666
15.174
14.244
12.541
Xi’
x’-Mx
-2,125
-2,025
-1,925
-1,825
-1,725
-1,625
-0,625
0,375
1,375
2,375
3,375
4,375
Yi’
y’-My
12.358
12.241
13.915
13.319
13.813
13.219
12.578
10.344
12.280
12.788
11.858
10.155
Xi’ Yi’
(x’-Mx)(y’-My)
-26260,75
-24788,025
-26786,375
-24307,175
-23827,425
-21480,875
-7861,25
3879
16885
30371,5
40020,75
44428,125
Xi’ ^2
x’-Mx
4,515625
4,100625
3,705625
3,330625
2,975625
2,640625
0,390625
0,140625
1,890625
5,640625
11,39063
19,14063
Medie
Mx
My
1,625
14.792
Sommatorie
S
S*
-19727,5
59,8625
Valori
a
b
-329,547
15327,18
Unione Europea
18.000
16.000
14.000
y = -329,55x + 15327
12.000
10.000
8.000
6.000
4.000
2.000
0
-1
0
1
2
3
4
5
6
7
Equazione: y = -329,55 x + 15,327
28
Serie storica: Stati Uniti
Valori
mesi
-0,5
-0,4
-0,3
-0,2
-0,1
0
1
2
3
4
5
6
Tonnellate
7.191
6.690
7.368
7.051
7.141
7.246
7.368
7.438
7.233
7.156
7.177
7.334
Xi’
x’-Mx
-2,125
-2,025
-1,925
-1,825
-1,725
-1,625
-0,625
0,375
1,375
2,375
3,375
4,375
Yi’
y’-My
4.805
4.304
4.982
4.665
4.755
4.860
4.982
5.052
4.847
4.770
4.791
4.948
Xi’ Yi’
(x’-Mx)(y’-My)
-10210,625
-8715,6
-9590,35
-8513,625
-8202,375
-7897,5
-3113,75
1894,5
6664,625
11328,75
16169,625
21647,5
Xi’ ^2
x’-Mx
4,515625
4,100625
3,705625
3,330625
2,975625
2,640625
0,390625
0,140625
1,890625
5,640625
11,39063
19,14063
Medie
Mx
My
1,625
7.199
Sommatorie
S
S*
1461,175
59,8625
Valori
a
b
24,40885
7159,752
Stati uniti
7.500
7.400
7.300
7.200
y = 24,409x + 7159,8
7.100
7.000
6.900
6.800
6.700
6.600
-1
0
1
2
3
4
5
6
7
Equazione: 24,409 x + 7159,8
29
Serie storica: Cina
Valori
mesi
-0,5
-0,4
-0,3
-0,2
-0,1
0
1
2
3
4
5
6
Tonnellate
59.871
54.307
59.416
59.032
60.245
59.932
59.300
58.752
56.700
54.673
49.883
52.164
Xi’
x’-Mx
-2,125
-2,025
-1,925
-1,825
-1,725
-1,625
-0,625
0,375
1,375
2,375
3,375
4,375
Yi’
y’-My
57.485
51.921
57.030
56.646
57.859
57.546
56.914
56.366
54.314
52.287
47.497
49.778
Xi’ Yi’
(x’-Mx)(y’-My)
-122155,625
-105140,025
-109782,75
-103378,95
-99806,775
-93512,25
-35571,25
21137,25
74681,75
124181,625
160302,375
217778,75
Xi’ ^2
x’-Mx
4,515625
4,100625
3,705625
3,330625
2,975625
2,640625
0,390625
0,140625
1,890625
5,640625
11,39063
19,14063
Medie
Mx
My
1,625
57.023
Sommatorie
S
S*
-71265,9
59,8625
Valori
a
b
-1190,49
58957,47
Cina
70.000
60.000
y = -1190,5x + 58957
50.000
40.000
30.000
20.000
10.000
0
-1
0
1
2
3
4
5
6
7
Equazione: -1190,5 x + 58957
30
Serie storica: Asia
Valori
mesi
-0,5
-0,4
-0,3
-0,2
-0,1
0
1
2
3
4
5
6
Tonnellate
83.361
75.830
82.492
80.916
83.040
82.246
82.177
81.251
78.778
78.188
72.103
74.581
Xi’
x’-Mx
-2,125
-2,025
-1,925
-1,825
-1,725
-1,625
-0,625
0,375
1,375
2,375
3,375
4,375
Yi’
y’-My
80.975
73.444
80.106
78.530
80.654
79.860
79.791
78.865
76.392
75.802
69.717
72.195
Xi’ Yi’
(x’-Mx)(y’-My)
-172071,875
-148724,1
-154204,05
-143317,25
-139128,15
-129772,5
-49869,375
29574,375
105039
180029,75
235294,875
315853,125
Xi’ ^2
x’-Mx
4,515625
4,100625
3,705625
3,330625
2,975625
2,640625
0,390625
0,140625
1,890625
5,640625
11,39063
19,14063
Medie
Mx
My
1,625
79.580
Sommatorie
S
S*
-71296,2
59,8625
Valori
a
b
-1191
81515,62
Asia
84.000
82.000
80.000
78.000
y = -1191x + 81516
76.000
74.000
72.000
70.000
-1
0
1
2
3
4
5
6
7
Equazione: y = -1191 x + 81516
31
Charles Baudelaire
La vita
Nasce nel 1821 a Parigi da una famiglia di condizione borghese ma, all'età di sei anni,
rimane orfano del padre.
Tra i diciotto e i vent’anni si appassiona alla carriera letteraria, che lo porta a conoscere
artisti e scrittori dediti ad uno stile di vita bohémien: comincia a frequentare prostitute da
cui contrae gonorrea e sifilide e utilizzare il denaro di famiglia in modo sregolato.
I grossi debiti da lui accumulati spingono la famiglia a farlo imbarcare su una nave diretta
India.
Egli si ferma prima sull'isola di Bourbon, poi su quella di Maurice ma non conclude il suo
viaggio e rientra in Francia, tuttavia questa esperienza fa nascere in Baudelaire la passione
per l'esotismo, che si esprimerà in modo evidente nella sua poetica.
Tornato a Parigi egli conduce la vita del dandy, sperperando l’eredità del padre e
proseguendo nella sua attività letteraria.
Frequentando gli ambienti letterari comincia a farsi conoscere non solo come poeta ma
anche come critico d’arte e giornalista.
Nel 1842 Baudelaire ha una relazione con Jeanne Duval, una danzatrice e attrice teatrale
mulatta, che incarna i miti dell’esotico e della femminilità oscura e fatale. La loro relazione
amorosa turbolenta e travagliata diviene per il poeta fonte di innumerevoli spunti letterari.
Nel 1844 la famiglia lo fa interdire a causa della sua vita sregolata, egli è dunque costretto a
vivere miseramente con una piccola somma mensile.
Nel 1857 viene pubblica la raccolta di poesie “I fiori del male” che gli conferirà grande
fama.
Il largo uso di alcol e droghe e il fisico provato dalle malattie conducono Baudelaire, nel
1867, alla morte.
32
Baudelaire come anticipatore del simbolismo
Baudelaire era stato seguace dei “parnassiani”, un gruppo di poeti francesi che nel 1860
vollero cambiare i canoni della poesia romantica: non più effusioni del cuore e del
sentimento ma, ma una poesia chiara e oggettiva, razionale ed elegante. Essi intendevano
tornare all’ideale poetico del Parnaso, il mitico monte delle muse, simbolo dell’arte
classica.
Baudelaire condivise queste aspirazioni soprattutto per la ricerca formale, che rimase una
costante della sua poesia. Nei contenuti però, egli manifestò la sua sensibilità nuova e
originale, incentrata sul continuo conflitto tra bene e male e sul senso del mistero, come
consapevolezza dell’ignoto in cui ogni vita si dibatte.
Tuttavia egli non si ispira a soggetti astratti ma, in una sorta di spiritualismo e
individualismo insieme, prende coscienza della concreta realtà dell’uomo per trasfigurarla
in simboli della sua continua angoscia e ansia di raggiungere ideali purificatori.
Egli, scegliendo di “estrarre la bellezza dal male” trasforma la poesia nella negazione più
violenta degli ideali correnti, opponendosi radicalmente a quelli che sono i falsi valori
morali della società borghese del suo tempo.
In tutto ciò gli aspetti della natura non sono che simboli di una realtà più profonda e
autentica che si colloca al di là delle cose. Una rete di legami occulti unisce tutte le realtà in
una misteriosa unità, il poeta è colui che è in grado di decifrare questi simboli, trasferendo
il loro messaggio oscuro nel linguaggio poetico. Il suo stile deve dunque essere allusivo,
evocativo, una sorta di magia che metta in comunicazione con ciò che è al di là delle
apparenze.
Proprio per questo suo atteggiamento è considerato iniziatore e maestro del Simbolismo
che si affermerà pochi anni dopo.
Baudelaire esprime al meglio queste sue peculiarità ne “I fiori del male” (1857), il suo
capolavoro, una raccolta di liriche suddivise in sei parti: Noia e Ideale, Quadri parigini, Il
vino, I fiori del male, La rivolta, La morte.
Essi costituiscono l’unità delle riflessioni del poeta che si dibatte fra la noia e le aspirazioni
ideali (Noia e Ideale), cerca inutilmente rimedio nel vizio e nell’ebbrezza (Quadri parigini,
Il vino, I fiori del male), spera conforto in un atteggiamento di ribellione (La rivolta), ma
tutto è inutile e non gli resta che soccombere (La morte).
Da molti critici, come dalla tradizione e dal pubblico Les fleurs du Mal viene considerata una
delle opere poetiche più influenti, celebri e innovative dell’ottocento. Il lirismo aulico ed
ampolloso che si unisce a sfondi surreali di un modernismo ancora reduce della poetica
romantica si tradusse, nei periodi successivi, nello stereotipo del poeta maledetto, chiuso
in sé stesso a venerare i piaceri della carne e tradurre la propria visione del mondo in una
comprensione d'infinita sofferenza e bassezza.
Estremamente ispiranti sono anche l’intenso misticismo del linguaggio ed il rigore formale,
camuffato dall’ambigua moralità e dalle oscillanti posizioni in temi frequentemente
metafisici e teologici.
33
La musica
La musica mi prende come un mare, spesso!
Verso la mia pallida stella
veleggio, o sotto una volta di nebbia
o in un grande spazio etereo;
con il petto proteso e polmoni gonfi
come una vela,
salgo addosso a un monte d’onde
che la notte mi nasconde;
dentro di me, sento vibrare tutte le passioni
d’un vascello che soffre;
sull’immenso abisso mi culla
il vento buono e la convulsa tempesta.
Altre volte, c’è la calma morta, il grande
specchio della mia disperazione!
Commento
Sul piano strutturale la poesia riprende con eleganza il verso più classico della tradizione
francese: l’alessandrino (un settenario doppio). Due strofe quaternarie sono seguite da
altre due di tre versi l’una.
L’alternarsi di versi lunghi e brevi crea l’idea visiva del movimento ondulato e irregolare
della musica e del simbolo a cui essa viene paragonata, il mare.
L’immagine, il paragone che un tema o un oggetto suggeriscono alla sensibilità di
Baudelaire e alla sua creatività poetica, in questo caso il mare, prevalgono poi sul tema,
sull'oggetto stesso, divenendo l'oggetto di poesia, la poesia stessa, pur continuando a
rappresentare in trasparenze simboliche il tema di fondo, sarebbe a dire la musica.
L'incontro con la musica di Wagner nel 1860 diede modo al poeta di scoprire e
approfondire quella che una dimensione nuova e vitale, una rinnovata sensibilità.
Essa diede a Baudelaire uno spunto di temporanea alienazione dallo spleen, la condizione
di infelicità, noia, degradazione e disperazione indissolubilmente legate al suo periodo
storico, la consapevolezza che la realtà moderna ha ridotto gli uomini a cose e ha svuotato
la vita di tutte le sue ragioni, per cui nulla vale più la pena d’essere perseguito.
La musica è la pace e la cattiveria insieme, la distruzione e il riposo, è la compagna nelle
notti che nascondono col loro buio avvilente i labirinti della mente.
Come le passioni che la musica rievoca, questo mare, ora in tempesta e convulso, in preda
a onde che cullano disperatamente chi intraprende l’avventura, ora tranquillo, specchio di
un animo disperato, sommerge il poeta. Egli sopraffatto, veleggia verso i confini più remoti
di ogni pensiero, arrivando dove le parole e i pensieri non possono.
Bibliografia:
- Baldi, Giusso, Razetti e Zaccaria: Il libro della letteratura Vol 3/2;
- C. Baudelaire: I fiori del Male, a cura di Nicola Muschitiello.
34
La Belle Epoque
Dopo la “lunga depressione” degli anni settanta e ottanta dell’ottocento, la ripresa dello
sviluppo industriale e il mutamento tecnologico suscitarono un senso di euforia e una
grande fiducia in un progresso materiale pressoché illimitato.
La crescita economica cominciò a diffondere un certo benessere, non solo tra la borghesia
ma, in alcuni contesti, anche tra le classi sociali meno abbienti e rese ben più complessa la
struttura professionale e sociale, soprattutto nelle grandi città: nacquero nuove
occupazioni nel campo dell’amministrazione pubblica e privata, del commercio e dei
servizi, le donne iniziarono ad accedere al mondo del lavoro.
Questo periodo, che va dal 1885 al 1915 fu definito “belle epoque”. Il termine venne coniato
in Francia dopo la prima guerra mondiale, quando gli uomini, vittime di massacri e orrori,
ripensavano con nostalgia al periodo di spensieratezza definitivamente perduto.
Crescita demografica, scoperte mediche, scientifiche e innovazioni
Agli inizi del novecento la popolazione mondiale raggiunge il miliardo e mezzo di individui,
un quarto dei quali è europeo. La speranza di vita cresce notevolmente, fino a giungere a
47 anni.
Determinanti sotto questo aspetto furono le scoperte in ambito chimico, medico e
biologico.
Louis Pasteur (1822-1895) scoprì il processo di pastorizzazione del latte mentre Robert
Koch riuscì ad individuare l’agente patogeno della tubercolosi e il bacillo del colera.
Vennero intuiti il ruolo dei microrganismi nell’origine e sviluppo delle malattie, da ciò
derivò un miglioramento dell’igiene e il debellamento di epidemie di vario genere.
Nel 1896 il fisico francese Antoine Henri Becquerel scoprì casualmente le singolari
proprietà dell’uranio e compì determinanti studi sulla radioattività insieme ai coniugi
Pierre e Marie Curie.
Le scienze fisiche classiche furono scosse e messe in dubbio, nel 1905, dalla teoria della
relatività del tedesco Albert Einstein (1879-1955).
Questo periodo di crescita fu determinato anche da grandi scoperte tecnologiche che
rivoluzionarono la vita quotidiana nelle grandi città: servizi igienici, docce, gabinetti, acqua
corrente e non solo, fondamentali furono l’invenzione della lampadina, del riscaldamento
centralizzato e dell’ascensore, ideato nel 1880 dall’ingegnere Werner von Siemens e basato
sull’uso di energia elettrica al posto di quella a vapore.
L’italiano Antonio Meucci (1808-1889), mise a punto il telefono che, però, venne prodotto
a livello industriale negli U.S.A. solo nel 1876, anno in cui, parallelamente, fu inventato il
motore a scoppio, applicato prima alle biciclette e poi alle autovetture. Comparirono perciò
le prime automobili e le prime motociclette.
I fratelli Wright applicarono il motore a scoppio a due eliche parallele, progettando cosi il
primo aeroplano.
35
Nel 1894 i fratelli Lumiere progettarono un congegno che permise loro di realizzare la
prima proiezione di immagini in movimento su tela. Seppur muto nasceva in quegli anni il
cinema, accompagnato da uno strumento per l’ascolto della musica: il grammofono.
Lo sport inizia a divenire un fenomeno di costume e si diffonde tra le classi popolari: il
calcio, diffuso prima Inghilterra e poi al resto d’Europa, il ciclismo, in cui la bicicletta,
mezzo di trasporto quotidiano, diviene protagonista di importanti gare come il giro di
Francia (1893) e il giro d’Italia (1909), infine l’automobilismo.
Nel 1986, ad Atene, si tennero le prime olimpiadi, promosse dal barone francese Pierre de
Coubertin (1863-1937) al fine di riunire gli atleti di tutte le nazioni in una leale
competizione sportiva e fronteggiare i crescenti nazionalismi.
Il turismo, sia come viaggio di conoscenza che vacanza di svago e risposo, comincia a
diffondersi in massa.
La società di massa
E’ in questo contesto storico che comincia a delinearsi la “società di massa”, frutto
dell’espansione demografica, dell’urbanizzazione, dell’industrializzazione, dello sviluppo di
nuovi settori di servizi, della crescita della burocrazia statale e quindi della partecipazione
alla vita politica, essa presentò diversi aspetti.
Senza dubbio positive furono la crescita del benessere e la generale democratizzazione ma
il crescente conformismo fece insorgere il dubbio del pericolo riguardo al fenomeno della
massificazione. I rapporti umani cominciarono a divenire più anonimi e impersonali,
l’organizzazione statale diventò più invadente soffocando la libertà degli individui, delle
minoranze e di ogni anticonformismo.
La società di massa trova le basi su cui svilupparsi nella fase di espansione economica
cominciata nel 1896: i redditi e la produzione crescono, i salari si alzano e di conseguenza
anche il potere di acquisto di tutti gli strati sociali. La domanda assume proporzioni di
massa e l’industria risponde ristrutturandosi e divenendo sempre più grande tramite
accordi e fusioni, impiegando nuovi metodi di lavorazione, al fine di ottenere prodotti in
quantità crescenti, con tempi e costi sempre più bassi. Un esempio è l’organizzazione del
lavoro proposta da Frederik W. Taylor (1856-1915), su cui si basa il sistema della catena di
montaggio, in cui ad ogni uomo spetta una sola ed unica mansione.
Si comincia a delineare il ceto medio: formato da impiegati e dipendenti del nuovo settore
terziario (amministrazione, servizi, commercio) oppure nella burocrazia statale, sempre in
crescita in settori quali sanità, istruzione, trasporti, esercito e altri servizi.
Il suffragio viene a poco a poco esteso a tutti gli individui maschi, cambiano perciò anche
gli scenari nella lotta politica, basata ora su partiti di massa e non più piccoli circoli,
nascono i sindacati moderni, grazie a cui, tra fine ottocento e inizio novecento, si
diffondono le prime forme di assistenza sociale regolata da leggi nazionali, conquistate con
scioperi e proteste operaie. I terreni di intervento sono principalmente l’orario e le
condizioni lavorative, l’impiego di manod’opera minorile e femminile, la creazione di un
sistema provvidenziale in caso di infortuni, invalidità, licenziamento e la vecchiaia.
36
Ruolo fondamentale è quello dell’istruzione: in tutti i paesi avanzati d’Europa vengono
prese misure per rendere l’educazione obbligatoria, gratuita e laica, allargando via via le
possibilità per proseguire gli studi, dalla scuola elementare alla formazione media e
superiore. Il tasso alfabetizzazione subisce dunque un grande incremento.
Le inquietudini della Belle Epoque
Seppur in un clima di fiducia e ottimismo, la belle epoque fu caratterizzata da varie
inquietudini. In primis ci fu il crollo dei valori della famiglia e dei ruoli sessuali
tradizionali, che andavano scemando in una società sempre più aperta e libera. Il rifiuto
dell’ipocrisia della classe borghese e delle convenzioni sociali fu accompagnato dal
diffondersi di atteggiamenti reputati “originali e trasgressivi”.
Tutti questi comportamenti, in realtà, esprimevano il bisogno di adeguare lo stile di vita
alle esigenze del tempo. L’individuò, con grande drammaticità, posto di fronte ad
improvvisi e molteplici cambiamenti, perse il senso della propria identità e le certezze
legate al passato senza però trovare punti di riferimento nella realtà in cui era presente.
Questa crisi esistenziale stimolò la ricerca di soluzioni nuove che, si manifestarono in tutti i
campi della cultura, letteratura, musica, filosofia, arte figurativa, scienza e tecnologia.
Sigmund Freud (1856-1939) effettuò studi approfonditi riguardo alla psiche umana e mise
a punto il metodo scientifico della psicoanalisi, con cui cercò di far emergere l’inconscio,
oscuro e istintivo, della mente umana al fine di dare una spiegazione alle contraddizioni e i
disagi dell’individuo, ponendo le basi per quella che è la psicologia moderna.
Friedrich Nietsche (1844-1900), contesta invece l’idea di progresso, distrugge i valori
borghesi tradizionali ed elabora il concetto di Ubermensch (“oltreuomo”) ovvero una figura
ideale, colui che riesce ad andare oltre i propri limiti, riconoscendoli e oltrepassandoli al di
là degli schemi conformistici, senza appigli metafisici, ma con forza, onore e sotto il
controllo della volontà.
In questi anni emerse inoltre, e tese ad affermarsi come dominante un nuovo tipo di
cultura, che tendeva a fare dell’azione violenta, istintiva e irrazionale il proprio
fondamento. Questa cultura, espressione del grande disagio interiore della società,
alimentò una visione della politica sempre più aggressiva e basata sulla volontà di
affermare il primato della propria nazione. Il patriottismo rinascimentale lascia dunque il
posto ad un fanatico senso di onore e grandezza, sia sotto l’aspetto politico (nazionalismo)
che sotto l’aspetto etnico (razzismo), un patriottismo viscerale e intollerante basato sulla
negazione dei diritti degli altri popoli e delle altre nazioni.
In tale clima le minoranze etniche erano vittime di odi e rancori e dilagava l’avversione
verso gli stranieri (xenofobia).
Particolarmente efferato era l’antisemitismo, fomentato da false accuse che traevano
origine nella convinzione dell’esistenza di un complotto ebraico volto alla dominazione del
mondo intero ad opera delle banche, delle industrie, della stampa, della massoneria e dei
partiti politici.
37
Quest’intolleranza spinse gli ebrei a dare origine ad un movimento chiamato sionismo, il
cui fondatore è Theodor Herzl (1860-1904) e il cui scopo era quello di creare uno stato
ebraico in cui non ci fossero discriminazioni e persecuzioni.
Lo slogan fu “un popolo senza terra per una terra senza popolo” e, la nuova patria, fu
individuata nella Palestina. Diverse migliaia di ebrei, soprattutto dell’Europa orientale,
emigrarono in tali zone tuttavia, il flusso migratorio, mai autorizzato dall’impero
ottomano, incontrò già dopo qualche decennio l’ostilità araba.
Notevole successo in Europa ebbe il “Saggio sull’ineguaglianza delle razze umane” di
Arthur de Gobineau, pubblicato nel 1855, in cui si teorizzava la diversità delle razze e la
superiorità della razza ariana, costituita dalle più pure e originarie componenti del ceppo
germanico.
Sulla base di simili teorie si affermò infine il pangermanesimo, l’aspirazione a riunire tutti
i popoli germanici sotto un’unica bandiera, che si trasformò man mano nell’esaltazione
dell’assoluta superiorità della razza germanica, nell’assurda convinzione che fosse l’unica
degna di guidare il mondo. E’ in tale situazione che vengono poste alcune delle premesse
per lo scoppio della prima guerra mondiale.
Bibliografia:
- A. Brancati e T. Pagliarani: Dialogo con la storia e l’attualità: Vol 3.
38