Tecnologia di taglio laser:
stato dell’arte, trend e sviluppi
futuri
Pierandrea Bello
(Salvagnini Italia S.p.A.)
Agenda
• Salvagnini e il laser
• Il mercato dei sistemi laser
• Il principio di funzionamento del laser
• Vantaggi e applicazioni
• Trend e futuro
2
Salvagnini © 2014
Salvagnini
©COPYRIGHT 2015 SALVAGNINI
COMPANY MISSION
to be the reference for applying
intelligence
to sheet metalworking.
MACCHINE e SISTEMI FLESSIBILI
per la LAVORAZIONE della LAMIERA
WORLDWIDE
1500
300
5500
dipendenti
mil € fatturato
sistemi in
75 paesi
WORLDWIDE
4 stabilimenti produttivi
WORLDWIDE
21 FILIALI
CORE COMPETENCIES
BENDING
6%
LASER CUTTING
26%
PANEL BENDING
46%
PUNCHING
22%
2014
FIBER LASER
Taglio laser in fibra
Taglio laser in fibra ad alte dinamiche
1994
Lancio del laser L1 dotato di sorgente CO2
tipo SLAB.
2002
Lancio del laser L2 ad alte dinamiche con
motori lineari.
2008
2010
©COPYRIGHT 2015 SALVAGNINI
Lancio del laser L1Xe dotato di sorgente a
fibra.
Lancio dei laser L3-L5, la seconda
generazione di laser a fibra, sviluppati solo
per fibra.
Il mercato dei sistemi
laser
©COPYRIGHT 2015 SALVAGNINI
Laser Material Processing Systems
Material processing con sorgenti di alta (≥1kW) e bassa potenza (<1kW)
Material Processing comprende: Taglio - Saldatura - Marcatura Tecnologie addittive - Trattamenti superficiali
Per il 2015 si stima un trend di crescita del 6%
13
Salvagnini © 2014
Laser Material Processing systems
Marketshare
La parte principale del mercato (>50% marketshare) è costituita
dalle applicazioni di taglio e di saldatura di lamiera.
Tale suddivisione resta stabile negli anni.
14
Salvagnini © 2014
Laser Material Processing systems
Marketshare fino al 2008
Le applicazioni di taglio ed in parte quelle di saldatura fino al
2008 sono appannaggio delle sorgenti a CO2.
Dal 2008 il mercato inizia a cambiare…
15
Salvagnini © 2014
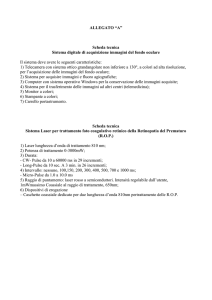
Laser Material Processing systems
Marketshare dopo il 2008
I sistemi laser a fibra crescono, raggiungendo il 28% del marketshare
nel 2014; si stima raggiungano il 35% del marketshare nel 2019.
Per il 2015 si stima un trend di crescita dei volumi del 15% (contro il
6% del mercato del laser complessivo).
16
Salvagnini © 2014
Principio di funzionamento
del laser a fibra
©COPYRIGHT 2015 SALVAGNINI
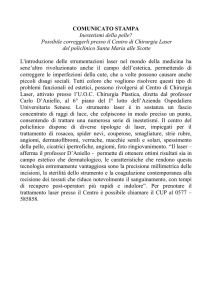
Principio di funzionamento del laser a fibra
©COPYRIGHT 2015 SALVAGNINI
Generazione del fascio in fibra attiva
1
2
3
4
Singolo diodo di
pompaggio
Struttura di ogni
modulo presente nella
sorgente e
generazione del
fascio in fibra attiva
Set di moduli
componenti la
sorgente
Fibra di processo
esterna
©COPYRIGHT 2015 SALVAGNINI
Fibra VS CO2
©COPYRIGHT 2015 SALVAGNINI
21
Lunghezza d’onda
Fiber laser (1,07μm)
CO2 fascio laser λ ≈ 10μm:
Fiber fascio laser λ ≈ 1μm:
CO2 laser (10,7μm)
NO trasporto in fibra ottica.
trasporto in fibra ottica.
Architettura
Fiber LASER
CO2 LASER
Gas laserante
Turbina
Scambiatori di calore
Cavità risonante
Specchi di amplificazione
Tempo di Warm-up
Parti & Consumabili
Manutenzione periodica
©COPYRIGHT 2015 SALVAGNINI
Vantaggi della sorgente in fibra
Nessuna manutenzione periodica
Generazione del fascio in fibra
(no risonatore, no parti meccaniche)
No percorso ottico
(costi per consumabili e manutenzione ridotti)
No tempi & costi di warm-up
Efficienza η > 25%
(with CO2 6 < η <10%).
©COPYRIGHT 2015 SALVAGNINI
Vantaggi e applicazioni
©COPYRIGHT 2015 SALVAGNINI
Consumo energetico
L1X 4kW CO2 SLAB
fume ext.
chiller
≈ 80 kW
*
≈ 22 kW
*
source
machine
L3-L5 3kW fiber laser
fume ext.
chiller
source
machine
Massimo consumo a piena potenza
©COPYRIGHT 2015 SALVAGNINI
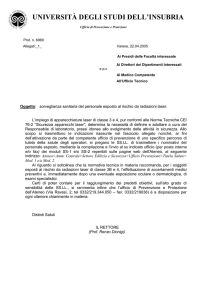
Electrical consumption (kWh)
Consumo energetico
A parità di prestazioni un sistema in fibra permette un
energy savings di oltre il 70% durante il taglio.
Non ci sono inoltre tempi e consumi di warm-up ed il consumo in stand-by
può essere anche 5 volte inferiore.
©COPYRIGHT 2015 SALVAGNINI
Cutting speed (m/min)
Velocità di taglio
Grazie alla maggior densità di potenza si raggiungono
elevate velocità di taglio principalmente sugli spessori
sottili (fino a 60 m/min), ma anche sui grossi spessori.
©COPYRIGHT 2015 SALVAGNINI
Cost-per-hour
Costi di esercizio
Alta efficienza di chiller e sorgente.
Bassi costi per consumabili (assenza del percorso ottico).
Niente gas laserante.
Minori costi di manutenzione.
©COPYRIGHT 2015 SALVAGNINI
I punti forti
FACILITA’ D’USO
©COPYRIGHT 2015 SALVAGNINI
PRODUTTIVITA’
VERSATILITA
Facilità d’uso
Sistemi a focale unica per tutto il range
di materiali e spessori
Funzioni automatiche di ottimizzazione
del taglio a bordo macchina
Software integrati CAD/CAM
per programmazione off-line
©COPYRIGHT 2015 SALVAGNINI
Produttività
Costo per pezzo competitivo
fino a 60 m/min
Velocità di taglio
©COPYRIGHT 2015 SALVAGNINI
Meno di 10 €
Costi d’esercizio
Versatilità
Un vasto range di materiali
• Un vasto range di spessori su acciaio, inox e alluminio, dal sottile allo
spesso.
• Ottima risposta su materiali galvanizzati e ad elevata riflettività (alluminio
ad elevata purità, ottone e rame).
©COPYRIGHT 2015 SALVAGNINI
Versatilità
©COPYRIGHT 2015 SALVAGNINI
Trend e futuro
©COPYRIGHT 2015 SALVAGNINI
Trend e futuro
Aumento della potenza dei sistemi venduti
Aumento Automazione dei sistemi venduti
Aumento semplicità d’uso
Integrazione software e dei processi
©COPYRIGHT 2015 SALVAGNINI
Grazie per l’attenzione
Pierandrea Bello
(Salvagnini Italia S.p.A.)