Manutenzione Apparecchiature
Elettropneumatiche
Manuale
INDICE
Festo Academy - Industrial Management School
1
INDICE
CAPITOLO 1 – Generalità sui sistemi automatici
Schema generale di un sistema automatico
1-1
Organi di lavoro
1-2
Attuatori
1-2
Interfacce
1-2
Sensori
1-2
Controllo
1-3
Logica pneumatica
1-3
Logica oleodinamica
1-3
Logica elettrica a relè
1-3
Logica elettronica programmabile
1-3
Tipi di segnali
1-4
Segnali digitali
1-4
Segnali analogici
1-5
CAPITOLO 2 – Sensori, trasduttori e sonde
Sensori digitali on/off
Sensori pneumatici
2-1
Finecorsa leva a rullo
2-1
Finecorsa magnetico con segnale in uscita pneumatico
2-2
Sensori elettromeccanici
2-3
Micro
2-3
Sensori elettromeccanici Reed
2-4
Pressostati e vaquostati
2-5
Sensori elettronici
INDICE
2-1
2-6
Caratteristiche e vantaggi
2-6
Differenza tra sensori PNP e NPN
2-7
Tester per sensori
2-9
Sensori di prossimità induttivi
2-10
Sensori di prossimità ottici (fotocellule)
2-12
Festo Academy - Industrial Management School
I
INDICE
CAPITOLO 2 – Sensori, trasduttori e sonde (continua)
Sensori analogici
2-21
Trasduttore di pressione
2-21
Trasduttore di posizione potenziometrico
2-22
Trasduttore di posizione effetto doppler
2-23
Sonda di livello ad ultrasuoni
2-24
Sonde di temperatura resistive Pt 100
2-25
Trasduttore di forza
2-26
Sensori elettromeccanici
2-3
Micro
2-3
Sensori elettromeccanici Reed
2-4
Pressostati e vaquostati
2-5
Sensori elettronici
2-6
Caratteristiche e vantaggi
2-6
Differenza tra sensori PNP e NPN
2-7
Tester per sensori
2-9
Sensori di prossimità induttivi
2-10
Sensori di prossimità ottici (fotocellule)
2-12
CAPITOLO 3 – Attuatori
Motori
3-1
Motori elettrici
Motore elettrico in corrente continua
3-1
Motore passo-passo
3-2
Motore Brushless
3-3
Motore Asincrono trifase
3-4
Motore in corrente alternata monofase ad induzione
3-5
Motore pneumatico
INDICE
3-1
Festo Academy - Industrial Management School
3-6
II
INDICE
CAPITOLO 3 – Attuatori (continua)
Attuatori lineari
3-7
Attuatori lineari elettrici
Attuatore lineare passo passo
Attuatori lineari pneumatici
3-7
3-7
3-8
Cilindri a semplice effetto
3-8
Cilindro a semplice effetto a corsa breve
3-9
Cilindri a doppio effetto
3-10
Cilindri a doppio effetto con stelo
3-10
Cilindri senza stelo
3-14
Unità lineari
3-17
Moduli lineari per tecnica di manipolazione
3-18
Attuatori rotativi
3-20
Attuatori rotativi a doppio pistone
3-20
Attuatore oscillante a doppio effetto
3-21
Attuatori combinati rotativi e lineari
3-22
Organi di presa
3-23
Pinze di presa
3-23
Generatori di vuoto
3-24
Generatori di vuoto con espulsione
3-25
Ventose
3-26
CAPITOLO 4 – Interfacce
Segnali di controllo On/Off
INDICE
4-1
Bobine elettromagnetiche
4-1
Relè (relais)
4-2
Varianti al relè classico
4-7
Contattori
4-9
Protezioni per motori
4-11
Festo Academy - Industrial Management School
III
INDICE
CAPITOLO 4 – Interfacce (continua)
Valvole ed elettrovalvole
4-12
Valvole pneumatiche
4-12
Elettrovalvole
4-19
Batterie di valvole
4-24
Gestione completa di un attuatore
4-34
Controllo della pressione (riduttore di pressione pneumatico)
4-34
Controllo della pressione (Valvola proporzionale analogica)
4-35
Controllo della portata (regolatori di flusso)
4-37
Controllo della portata (Valvola 5/3 proporzionale analogica)
4-38
Soft Stop – controllo posizioni terminali
4-40
Stop del cilindro in posizione intermedia (soluzioni di emergenza)
4-41
Stop del cilindro in posizione intermedia (asse controllato PN)
4-43
CAPITOLO 5 – Controllo
Logiche di controllo
5-1
Funzioni logiche di base
Logica AND
5-1
Logica OR
5-4
Logica NOT
5-7
Funzioni di temporizzazione
5-10
Temporizzazione con ritardo all’azionamento
5-10
Temporizzazione con ritardo al disazionamento
5-13
Contatore o contaimpulsi
Concetto di logica programmabile
INDICE
5-1
5-16
5-20
Logica cablata
5-20
Il microprocessore
5-21
Concetto di programmabilità
5-22
Struttura di un PLC (Controllore a Logica Programmabile)
5-23
Festo Academy - Industrial Management School
IV
INDICE
CAPITOLO 6 – Innovazione tecnologica
INDICE
Isole di valvole intelligenti
6-1
Comunicazione tra PLC e campo
6-2
Connessioni multipolari
6-2
Reti di comunicazione
6-3
Fieldbus (bus di campo)
6-4
Profibus
6-4
AS-i
6-6
Festo Academy - Industrial Management School
V
Capitolo 1 - Generalità sui sistemi automatici
Schema generale di un sistema automatico
Una macchina viene definita automatica quando movimenti di organi di
lavoro vengono comandati da una logica che decide in conseguenza alle
diverse situazioni che si verificano nell’area di controllo di sensori.
Sensori
Finecorsa
Fotocellule
Proximity
Micro
…
Pulsanti
Selettori
…
Occhi
Interfacce
Attuatori
Organi di
lavoro
Contollore a
Logica
Programmabile
Relè
Contattori
Teleruttori
Elettrovalvole
Inverter
Driver
Cilindri pneu
Cilindri oleod
Motori
…
Ventose
Soffiatori
…
Lampade
Pinze
Spintori
Deviatori
Nastri
Seghe, coltelli
Rulli
Utensili
Morse …
Cervello
Nervi
Muscoli
Mani
Controllo
Logica
Cablata
I sensori mandano al controllo i segnali che rappresentano le condizioni di ciò che
stanno “guardando” all’interno dell’area di lavoro.
Il controllo elabora questi segnali secondo una logica che è stata decisa dal
progettista.
Il controllo manda i segnali alle interfacce.
Le interfacce li modificano in modo che possano essere utilizzati dagli attuatori.
Gli attuatori muovono gli organi di lavoro che compiono i movimenti per cui sono
stati preposti.
I sensori controllano che gli organi di lavoro abbiano portato a termine la loro
mansione.
Generalità sui sistemi automatici Festo Academy - Industrial Management School
1-1
Organi di lavoro
Le mani.
Sono tutte le parti in movimento della macchina. Vengono progettate per
risolvere il problema di automazione per cui la macchina viene costruita.
Per esempio, se la macchina deve forare un pezzo, gli organi di lavoro
potrebbero essere: il nastro che porta il pezzo in morsa, la morsa che lo
chiude e lo tiene in posizione, il mandrino che tiene la punta da foro, il
ribaltatore che espelle il pezzo lavorato, e così via.
Attuatori
I muscoli.
Trasformano l’energia di una tecnologia di potenza (energia elettrica, aria
compressa, olio in pressione) in forza e movimento meccanici. Permettono
agli organi di lavoro di muoversi e di effettuare il lavoro per cui sono stati
progettati.
Interfacce
I nervi.
Interpretano i segnali di comando che arrivano dal controllo ed erogano la
potenza agli attuatori.
Sensori
Gli occhi.
Il compito dei sensori è di mandare segnali al controllo. Questi identificano
per esempio le posizioni della macchina o del prodotto o il valore di una
variabile fisica (temperatura, pressione, forza, ecc.).
Generalità sui sistemi automatici Festo Academy - Industrial Management School
1-2
Controllo
Il cervello.
La logica con cui i sensori influenzano il comportamento degli attuatori,
viene studiata e progettata dopo aver deciso la tecnologia da utilizzare.
Logica pneumatica
Ci sono delle situazioni in cui l’utilizzo di componenti pneumatici risulta la
scelta migliore.
Un esempio può essere quando l’ambiente in cui la macchina andrà a
lavorare è a pericolo di deflagranza.
In altri casi, viene scelta questa tecnologia per avere una sola energia di
alimentazione e la macchina è relativamente semplice.
Logica oleodinamica
L’esempio più calzante è la logica di comando dei carrelli elevatori, che
utilizzano delle valvole a leva e dei finecorsa oleodinamici.
Logica elettrica a relè
La logica elettrica a relè, che viene anche chiamata logica cablata, viene
sviluppata con degli elementi elettromeccanici che vengono collegati tra di
loro con dei fili all’interno di un quadro elettrico. Questo tipo di controllo
viene ancora utilizzato ma ha come limite la possibilità di modificare la
logica in modo agevole, di diventare costosa e voluminosa nel caso di
logiche molto complesse e di avere una durata limitata dei componenti
con contatti (relè).
Logica elettronica programmabile
Per un periodo relativamente corto di tempo, si è pensato di trasformare la
logica a relè in una logica elettronica a schede, in cui la scheda elettronica
di gestione della logica veniva progettata e realizzata ad-hoc per ogni
macchina.
Con l’avvento del microprocessore, si è reso possibile progettare schede
elettroniche “standard” in cui la logica può essere progettata per il compito
specifico della macchina.
Il microprocessore esegue operazioni elettroniche che possono essere
descritte in una lista di istruzioni ed inserite in una memoria elettronica.
Bisogna allora imparare una sorta di linguaggio, di parole chiave, per
ottenere dei comportamenti dalla scheda elettronica di controllo che, a
fronte delle condizioni dei sensori, comanda il comportamento degli
attuatori.
Generalità sui sistemi automatici Festo Academy - Industrial Management School
1-3
Tipi di segnali
I segnali che vengono utilizzati da un controllo per comunicare con i
sensori e con le interfacce sono fondamentalmente di due tipi: Digitali
ON/OFF ed Analogici.
Segnali digitali
L’informazione che un controllo può mandare o ricevere quando si parla di
segnale “digitale On/Off” è ridotta a due stati:
Acceso o spento
Attivato o disattivato
On o off
0o1
Vero o falso
C’è il pezzo in morsa o non c’è il pezzo in morsa
Sta passando un oggetto sul nastro o non c’è alcun oggetto
Carrello avanti o carrello indietro
Lampada accesa o lampada spenta
Motore acceso o motore spento
Asta del cilindro avanti o asta del cilindro indietro
Bobina della valvola attiva o bobina della valvola spenta
…
Se vogliamo tradurre questa logica di segnale in tecnologia:
Sul filo c’è tensione o sul filo non c’è tensione
Sul filo sono presenti circa 24 V o sul filo ci sono circa 0 V
Nel tubo c’è aria compressa o nel tubo non c’è aria compressa
Nel tubo ci sono circa 6 bar o nel tubo ci sono circa 0 bar
…
Questo tipo di segnale viene anche chiamato con i sinonimi “Segnale
binario” o “Segnale Booleano”.
Se un sensore digitale on/off “legge” la presenza di un oggetto su un
nastro, non può dire di che colore è o a che temperatura è ma solo se c’è
o non c’è.
Generalità sui sistemi automatici Festo Academy - Industrial Management School
1-4
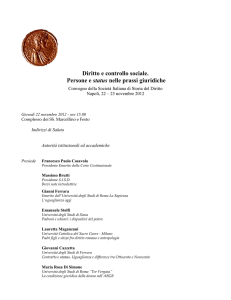
Segnali analogici
Il termine “analogico” definisce il fatto che a questi tipi di segnale non
viene applicata la logica descritta precedentemente.
Il segnale viene utilizzato “al naturale” cioè con tutte le sue caratteristiche
fisiche di variazione nel tempo.
Questi tipi di segnale possono allora rappresentare variabili di processo
quali temperature, distanze, pressioni, portate, velocità, livello, forza,
posizione, ecc. all’interno di un campo minimo e massimo deciso a priori.
Nella maggior parte dei casi questi segnali vengono tradotti in valori
elettrici che possono essere utilizzati nei seguenti limiti:
Da –10V a +10V
Da 0V a +10V
Da 4mA a 20mA
Per esempio una sonda di temperatura potrebbe leggere valori tra 0 °C e
+100 °C e tradurli in un segnale elettrico in tensione da 0V a 10V.
In questo modo se il segnale elettrico è 5,2V si deduce che la temperatura
letta dalla sonda è 52 °C.
Tensione di uscita del sensore di temperatura analogico
0V
5V
10 V
0 °C
5 °C
10 °C
Temperatura letta dal sensore nell’ambiente in cui è immerso
Generalità sui sistemi automatici Festo Academy - Industrial Management School
1-5
Capitolo 2 – Sensori, trasduttori e sonde
Sensori digitali on/off
Sensori pneumatici
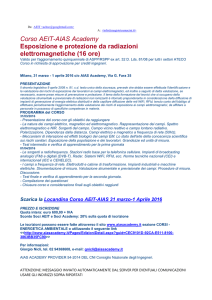
Finecorsa leva a rullo
I sensori pneumatici emettono un segnale di pressione a
seconda del loro stato.
Se la valvola utilizzata nel sensore è N.C., l’azionamento
meccanico della leva a rullo provoca un passaggio dell’aria
compressa in alimentazione sull’attacco denominato 1, verso
l’uscita 2.
Questi finecorsa vengono
utilizzati per rilevare la
presenza dell’asta di un
cilindro
o
l’arrivo
a
destinazione di un organo di
lavoro
nelle
macchine
completamente pneumatiche.
Sensori e trasduttori
Festo Academy - Industrial Management School
2-1
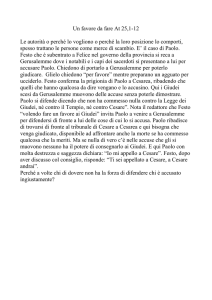
Finecorsa magnetico con segnale in uscita pneumatico
Questo finecorsa contiene un sensore ad
interruzione di getto, dove la linguetta di
commutazione interrompe continuamente il
flusso di un segnale di alimentazione collegato
all’attacco 1 o P. All’avvicinarsi di un campo
magnetico
(per
esempio
un
magnete
permanente applicato sul pistone di un cilindro)
la linguetta viene attirata, lasciando libero il
passaggio del flusso d’aria verso l’attacco di
uscita denominato 2 o A.
Il finecorsa magnetico non è
azionato.
Una
linguetta
interrompe il flusso d’aria da P.
La linguetta viene attirata da un
campo magnetico e l’aria passa
da P verso A.
1. Linguetta di commutazione
2. Magnete permanente sul
pistone
3. Tubo in plastica PL-9
Sensori e trasduttori
Festo Academy - Industrial Management School
2-2
Sensori elettromeccanici
Micro
Utilizzano un contatto elettrico
“pulito” cioè due pastiglie metalliche
che entrando in contatto, permettono
alla corrente elettrica di scorrere.
Nella maggior parte dei casi questi
sensori vengono chiamati “Micro”
per il tipo di scambio del contatto
elettrico.
2
4
1
1. Pulsante in plastica
2. Molla a scatto rapido, in rame e berillio
3. Contatto mobile in argento
4. Foro di montaggio
5. Terminale normalmente chiuso
6. Terminale normalmente aperto
7. Contatti fissi
8. Contenitore isolante
9. Ancora fissa in argento platinato
10. Leva ed ancora in argento platinato
11. Foro di montaggio
Esistono Micro in esecuzioni particolari per esempio per il controllo
dell’apertura delle portelle di sicurezza antintrusione. Questi sono costruiti
in due componenti: una femmina che rimane sulla struttura della macchina
ed un maschio che viene montato sulla portella. La femmina manda il
segnale solo quando il suo maschio, che è di forma particolare simile ad
una chiave, è accoppiato.
Sensori e trasduttori
Festo Academy - Industrial Management School
2-3
Sensori elettromeccanici magnetici REED
Leggono la presenza di un campo magnetico.
L’elemento di lettura è composto da due
lamelle sensibili ai campi magnetici, che
entrano in contatto. Per evitare problemi di
ossidazione e per prolungare la vita dei
contatti, le lamelle vengono chiuse in una
ampolla sottovuoto. La forza di distacco delle
lamelle non è elevata perché è affidata alla
loro flessibilità.
Il finecorsa magnetico non è azionato, il
contatto è aperto
All’avvicinarsi di un campo magnetico il
contatto si chiude
1. Magnete permanente sul pistone
del cilindro
Sensori e trasduttori
Festo Academy - Industrial Management School
2-4
Pressostati e vaquostati
Questi sensori si occupano di rilevare la presenza di pressione o di vuoto
nell’impianto pneumatico e di riferire lo stato al controllo attraverso un
segnale on/off elettrico.
Interruttore pneumo - elettronico
Questo interruttore può essere impiegato per
trasformare in segnali elettrici di uscita, segnali
di pressione, pressione differenziale, vuoto.
Mediante la vite di regolazione si modifica il
precarico di una molla che preme il soffietto
metallico contro una superficie di battuta. A
questo punto, il soffietto si trova nel campo di
dispersione ad alta frequenza di un iniziatore.
Quando il soffietto viene sollevato per effetto
della pressione pneumatica, l’iniziatore registra
ed
amplifica
elettronicamente tale
variazione. Si dispone
quindi di un segnale
di
uscita
senza
contatto
per
il
comando di qualsiasi
circuito digitale o relè.
Lo
stato
di
commutazione
è
indicato da un diodo
luminoso.
1) Pressostato
All’attacco P1 viene immessa una pressione tra 0,25 e 8 bar. La
pressione di commutazione viene regolata mediante l'apposita vite. Si
ha un segnale elettrico quando la pressione supera il valore tarato.
2) Vaquostato
Il vuoto viene collegato all’attacco P2. Il valore di commutazione è
regolabile da – 0,2 a – 0,8 bar.
3) Pressostato differenziale
Vengono utilizzati i due attacchi P1 e P2.
Per ottenere una commutazione è necessario che la pressione
all’attacco P1 sia superiore a quella dell’attacco P2.
La pressione differenziale di commutazione viene regolata mediante la
modifica del precarico della molla (vite di regolazione).
Sensori e trasduttori
Festo Academy - Industrial Management School
2-5
Sensori elettronici
Caratteristiche e vantaggi
I sensori elettronici utilizzano varie tecnologie per rilevare la presenza di
oggetti in “prossimità” della testina di lettura.
Le principali caratteristiche sono:
Riconoscono e rilevano tutti gli oggetti che attraversano o sostano nel
loro campo d’azione senza venirne in contatto.
Lavorano senza contatto, cioè senza che sugli stessi o sugli oggetti da
rilevare venga esercitata alcuna forza.
Non hanno bisogno di organi di rilevamento quali rulli, astine e leve,
tipici dei sensori meccanici.
Funzionano senza commutazione a contatto ma in modo che la
commutazione avvenga per mezzo di variabili elettriche.
I vantaggi che offrono sono molteplici:
Non devono entrare in contatto fisico per leggere l’oggetto.
Non hanno commutazioni a contatti (durata maggiore).
Non temono l’umidità perché chiusi in involucri a tenuta.
Nessuna usura meccanica, quindi durata illimitata.
Nessun rischio di saltellamento dei contatti e di conseguenza nessun
rischio di impulsi errati.
Elevata velocità di commutazione (fino a 3000 commutazioni al
secondo).
Il numero di commutazioni non compromette assolutamente la durata.
Insensibili alle vibrazioni.
Possibilità di montaggio in qualsiasi posizione.
Completamente integrati, rispondono quindi ad un elevato grado di
protezione.
Sensori e trasduttori
Festo Academy - Industrial Management School
2-6
Differenza tra sensori PNP e NPN
Il segnale in uscita dal sensore viene comandato da un transistor e perciò
può essere di due tipi:
PNP – Uscita positiva:
Quando il sensore legge la presenza di un oggetto, emette un segnale
positivo (+24V) sul filo destinato al segnale.
Ne esistono con due logiche:
N.A. (uscita On quando l’oggetto è presente e Off quando è assente).
PNP
N.A.
N.C. (uscita Off quando l’oggetto è presente e On quando è assente).
PNP
N.C.
Sensori e trasduttori
Festo Academy - Industrial Management School
2-7
NPN – Uscita negativa:
Quando il sensore legge la presenza di un oggetto, emette un segnale
negativo (0V) sul filo destinato al segnale.
Ne esistono con due logiche:
N.A. (uscita On quando l’oggetto è presente e Off quando è assente).
NPN
N.A.
N.C. (uscita Off quando l’oggetto è presente e On quando è assente).
NPN
N.C.
Sensori e trasduttori
Festo Academy - Industrial Management School
2-8
Tester per sensori
Per poter verificare il corretto funzionamento dei sensori elettronici sotto
carico, le aziende produttrici degli stessi, forniscono anche dei tester
appositamente progettati.
In quasi tutti i casi, questi tester funzionano a batterie e sono perciò molto
trasportabili.
Oltre ad agevolare la manutenzione, vengono utilizzati per la verifica e la
messa a punto dei sensori e dei finecorsa dei cilindri in fase di messa in
funzione.
Sensori e trasduttori
Festo Academy - Industrial Management School
2-9
Sensori di prossimità induttivi
I sensori induttivi sono
generatori di segnale in
grado di rilevare senza
contatto
i
movimenti
operativi di macchine di
lavorazione
e
di
produzione, robot, linee
di produzione, impianti di
trasporto, ecc. e di
convertirli in un segnale
elettrico.
Mediante un oscillatore
(grazie ad una bobina)
viene generato un campo
magnetico
ad
alta
frequenza. Quando il
conduttore elettrico entra
in questo campo, viene
detratta dell’energia al
campo stesso (a causa
della cosiddetta corrente
di Foucault).
Questa sottrazione di energia dal campo magnetico ad alta frequenza
viene misurata dal demodulatore e trasformata in un segnale di
commutazione da un amplificatore del punto di azionamento (trigger). Il
segnale di commutazione è in funzione dell’azionamento del sensore e
dipende quindi dalla distanza dell’oggetto avvicinato, dal materiale
metallico di cui è costituito e dalla massa dello stesso.
In quasi tutte le versioni lo stato di commutazione del sensore viene
visualizzato tramite un LED (diodo emettitore di luce).
Lo stadio di uscita commuta il segnale all’utenza collegata.
Grazie ad una fonte di tensione costante, il funzionamento del circuito
elettronico non è influenzato dalle oscillazioni di tensione.
Leggono solo materiali conduttivi (generalmente metalli).
Sensori e trasduttori
Festo Academy - Industrial Management School
2 - 10
Sensore non azionato
La distanza dell’elemento da leggere è superiore alla distanza di
lettura. Il campo del sensore non viene influenzato
Elemento di
azionamento
Campo magnetico ad
alta frequenza
Superficie
attiva
Bobina
del
circuito
oscillatorio
Sensore azionato
La distanza dell’elemento da leggere è all’interno del campo di
lettura del sensore
L’oggetto metallico viene visto ed il sensore emette il suo
segnale di commutazione.
Al campo magnetico ad alta
frequenza viene sottratta
energia
Sensori e trasduttori
Festo Academy - Industrial Management School
2 - 11
Sensori di prossimità ottici (fotocellule)
Questi sensori utilizzano come mezzo per identificare gli oggetti la luce.
Un diodo emettitore manda un fascio di luce con una frequenza ben
determinata (colore) nell’ambiente da controllare. La commutazione
avviene, con varie logiche descritte di seguito, quando il diodo
fotosensibile viene colpito dalla luce emessa dall’emettitore.
L’importanza di selezionare una frequenza di luce molto ristretta limita i
disturbi ma se il sole, colpisce direttamente il ricevitore non c’è garanzia di
correttezza di lettura. Questo perché la luce solare è composta da tutte le
frequenze (colori) visibili ed invisibili.
Sensori e trasduttori
Festo Academy - Industrial Management School
2 - 12
Sensore ottico a riflessione diretta.
Questo tipo di sensore ha il trasmettitore ed
il ricevitore integrati.
Il trasmettitore emette luce tipicamente
infrarossa invisibile.
Quando l’oggetto da rilevare attraversa il
raggio, la luce viene riflessa dalla sua
superficie,
raggiunge
il
ricevitore integrato nel corpo
del sensore e determina la
modifica dello stato di
commutazione.
In funzione del grado di
riflessione della superficie
dell’oggetto si modifica la
distanza di commutazione.
Sensori e trasduttori
Festo Academy - Industrial Management School
2 - 13
Sensore ottico REFLEX
Il sensore ottico a barriera Reflex emette
luce che può essere infrarossa (invisibile)
o visibile. La luce viene riflessa da un
catarifrangente da montare esternamente
e raggiunge il ricevitore integrato nel
corpo del sensore. Quando il raggio di
luce viene interrotto da un oggetto, varia
lo stato di commutazione dell’uscita
elettrica.
I sensori Reflex incorporano dei filtri
polarizzati che assicurano la reazione del
ricevitore solo con la luce rimandata dai
catarifrangenti speciali. Il principio con cui i
catarifrangenti lavorano è quello del prisma.
La scelta del catarifrangente è dettata dalla
distanza di lavoro richiesta e dal sistema di
montaggio. Esistono varie misure e varie
forme di rifrangenti da montare con attacchi
meccanici o da applicare con adesivi.
La massima distanza di lettura è la distanza
di
commutazione
con
il
regolatore
potenziometrico (in dotazione a quasi tutti i
sensori ottici) al massimo della sensibilità.
Sensori e trasduttori
Festo Academy - Industrial Management School
2 - 14
Le regole principali da
seguire per il corretto
funzionamento di questi
sensori sono:
La
regolazione
della
sensibilità. A seconda del
tipo di superficie, della
grandezza e del colore degli
oggetti da rilevare, si deve regolare la vite della sensibilità in modo che
l’oggetto non rifletta la luce verso il ricevitore.
Il corretto allineamento. Anche se il catarifrangente permette una elevata
tolleranza nell’allineamento, i migliori risultati si ottengono con il migliore
allineamento.
La posizione di montaggio. Per evitare delle riflessioni indesiderate, il
sensore ed il catarifrangente devono essere montati rispettando alcune
regole. L’oggetto da rilevare deve essere più vicino al catarifrangente
rispetto che al sensore. Se l’oggetto ha una superficie piana, montare
l’allineamento sensore - catarifrangente in obliquo rispetto a questa
superficie. In questo modo il raggio riflesso dalla superficie dell’oggetto
viene indirizzato al di fuori del campo visivo del ricevitore.
Catarifrangente
Nastro
trasportatore
Oggetto
da rilevare
Sensori e trasduttori
Fotocellula
Reflex
Festo Academy - Industrial Management School
2 - 15
Sensore ottico a BARRIERA
Il ricevitore e l’emettitore sono inseriti in due contenitori separati. Il
ricevitore riceve la luce emessa dall’emettitore che viene montato
perfettamente allineato. Quando il raggio di luce viene interrotto da un
oggetto, varia lo stato di commutazione dell’uscita elettrica. Nel caso di
materiali trasparenti, è possibile – entro certi limiti – regolare la riduzione
dell’attenuazione del raggio mediante un potenziometro sul trasmettitore.
Sensori e trasduttori
Festo Academy - Industrial Management School
2 - 16
Fibre ottiche
Il trasmettitore ed il ricevitore sono nello
stesso contenitore. La luce emessa dal
trasmettitore viene convogliata nel punto di
rilevamento per mezzo delle fibre ottiche di
trasmissione con testina di rilevamento,
fissate nell’unità delle fibre ottiche. L’unità
può essere utilizzata sia come sensore
ottico a barriera sia come sensore a
riflessione diretta, a seconda del tipo di
cavo a fibre ottiche.
Impiego del sensore ottico a
barriera: nel caso di materiali
trasparenti,
è
possibile
regolare entro certi limiti la
riduzione di attenuazione del
raggio,
per
mezzo
del
potenziometro.
Impiego del sensore a riflessione diretta: a
seconda del grado di riflessione della
superficie si riduce la distanza nominale di
commutazione.
Sensori e trasduttori
Festo Academy - Industrial Management School
2 - 17
La funzione di una fibra ottica è di trasportare la luce da un posto ad un
altro. E’ prodotta con agglomerati di fibre di vetro o di plastica. Questi
permettono una riflessione quasi totale all’interno del nucleo con una
perdita di intensità molto bassa e dipendente dalla lunghezza. Le fibre di
vetro sono molto più efficienti ma soffrono maggiormente l’angolo di
curvatura e sono più costose delle fibre di plastica.
Materiale di
fibra meno
denso
Riflessione
totale
Nucleo di
materiale
di fibra più
denso
Nel montaggio o nella sostituzione delle fibre si devono rispettare alcune
regole:
Le fibre non devono essere
schiacciate.
L’angolo di curvatura deve essere
ampio.
Se la macchina ha organi in
movimento vicino alle fibre, queste
vanno protette da una corazza di
metallo.
E’ meglio non tagliare le fibre ma
arrotolarle e fissarle con fascette o
altri organi di fissaggio.
Se proprio si deve effettuare un
taglio della fibra, utilizzare solo gli
utensili specificatamente prodotti
per questo utilizzo.
Con questi utensili si ottiene una
superficie di taglio netta, che evita
la dispersione di luce.
Sensori e trasduttori
Festo Academy - Industrial Management School
2 - 18
Esempi di utilizzo di sensori ottici:
Sensori e trasduttori
Festo Academy - Industrial Management School
2 - 19
Esempi di utilizzo di sensori ottici:
Sensori e trasduttori
Festo Academy - Industrial Management School
2 - 20
Sensori analogici
Trasduttore di pressione
Trasforma
una
pressione
nel
corrispondente segnale elettrico che
il controllo può elaborare.
I segnali elettrici in uscita possono
essere in tensione o in corrente.
Per esempio, un segnale analogico in
tensione, può rappresentare una
pressione nell’intervallo:
0 bar = 0 Volt
10 bar = 10 Volt
un segnale analogico in corrente:
0 bar = 4 mA
10 bar = 20 mA
In molti casi, questi trasduttori hanno
dei contatti on/off programmabili per
segnalare delle soglie di pressione.
Sensori e trasduttori
Festo Academy - Industrial Management School
2 - 21
Trasduttore di posizione potenziometrico
A seconda della posizione del cursore, la resistenza elettrica interna varia
in modo da influenzare il segnale d’uscita.
0V
+10V
+3V
Con un’alimentazione ai capi della resistenza variabile (potenziometro) di
0 V - +10 V, definiamo il campo massimo e minimo del segnale d’uscita.
Il segnale d’uscita “cattura” il valore di tensione corrispondente alla
posizione del cursore.
Sensori e trasduttori
Festo Academy - Industrial Management School
2 - 22
Trasduttore di posizione effetto doppler
Il sistema di rilevamento è basato sulla misurazione della durata di un
impulso. L’impulso può essere di tipo magnetico, laser o sonoro.
L’emissione degli impulsi viene effettuata da un trasmettitore ad una
frequenza prestabilita. Per ogni impulso emesso si misura il tempo in cui
l’impulso torna al ricevitore dopo aver incontrato l’oggetto della misura di
distanza. Per poter funzionare, questo trasduttore è sempre coadiuvato da
una logica elettronica.
Sensore
ultrasuoni
Emettitore
di impulsi
ultrasonici
ad
Oggetto di
cui rilevare
la distanza
dal sensore
Uscita
elettrica
analogica
di distanza
Es. 0 – 10 V
Sensori e trasduttori
Festo Academy - Industrial Management School
2 - 23
Sonda di livello ad ultrasuoni
I sensori di questo tipo sono progettati per rilevare il livello in serbatoi
chiusi o aperti. Nella maggior parte dei casi la sonda contiene due sensori:
un trasduttore di distanza ad ultrasuoni ed un sensore di temperatura.
La sonda emette una serie di impulsi ultrasonici dal trasduttore. Ciascun
impulso viene riflesso sotto forma di eco dal materiale e viene rilevato dal
trasduttore. L’eco viene elaborato filtrando il segnale per aiutare a
distinguere tra l’eco effettivo del materiale e falsi eco derivanti da disturbi
acustici ed elettrici o dalle pale di agitatori in movimento. Il tempo
impiegato lungo il percorso dal trasduttore al materiale e ritorno viene
compensato in temperatura e poi convertito in segnale elettrico d’uscita
analogico.
Sensori e trasduttori
Festo Academy - Industrial Management School
2 - 24
Sonde di temperatura resistive Pt100
Queste sonde variano la loro resistenza elettrica con il variare
temperatura.
della
Applicando una tensione alla sonda, si rileva la variazione di corrente che
attraversa la resistenza.
Sensori e trasduttori
Festo Academy - Industrial Management School
2 - 25
Trasduttore di forza
Questi sensori vengono anche chiamati celle di carico o sensori
dinamometrici.
Una delle tecnologie utilizzate, si basa sul principio della resistenza
ohmica dei piezoresistori al silicio che aumenta quando questi si flettono
sotto una forza applicata.
Il valore della resistenza varia proporzionalmente all’entità della forza
applicata. Questa variazione di resistenza del circuito si traduce in una
corrispondente uscita in mV.
Sensori e trasduttori
Festo Academy - Industrial Management School
2 - 26
Capitolo 3 – Attuatori
Motori
Motori elettrici
Motore elettrico in corrente continua
Il motore in corrente continua può essere di due tipi fondamentali: a
magnete permanente o a statore avvolto.
Entrambi i tipi di motore possono essere controllati facilmente in velocità e
in direzione di moto.
La velocità viene regolata dalla tensione che viene applicata al rotore o nel
caso dello statore avvolto allo statore.
La direzione è dipendente dalla polarità dell’alimentazione in corrente
continua.
Il difetto di questa tecnica di realizzazione di un motore è che la corrente
di alimentazione deve essere passata all’elemento in rotazione (rotore)
attraverso degli elementi striscianti chiamati spazzole.
Le spazzole sono in materiale carbonico che conduce e si deve
consumare prioritariamente rispetto al materiale di cui è composto il
contatto strisciante sul rotore. Per questo motivo nascono problemi di
sostituzione delle spazzole e di polveri di carbonio che si depositano
all’interno del motore.
Attuatori
Festo Academy - Industrial Management School
3-1
Motore passo - passo
Il motore passo passo non può
essere alimentato direttamente da
una fonte di energia elettrica ma
ha bisogno di una scheda
elettronica chiamata Driver.
Il driver forma degli impulsi, sotto
forma di onde quadre, che
vengono mandati agli avvolgimenti
sullo statore.
Ad ogni impulso il motore compie
un passo che dipendentemente
dalle caratteristiche del motore può
essere di circa 1,5 °.
Per ottenere la rotazione del motore si devono allora mandare dei treni di
impulsi che controllano perciò la posizione del rotore.
La frequenza degli impulsi determina la velocità di rotazione.
Questi motori vengono utilizzati tipicamente per il controllo di posizione ad
anello aperto cioè senza trasduttori di posizione.
Attuatori
Festo Academy - Industrial Management School
3-2
Motore Brushless
Il nome identifica il fatto che questo
motore non abbia delle spazzole
(brush=spazzola; less=senza).
Non può essere collegato direttamente
a una fonte di energia elettrica ma deve
essere comandato da una scheda
elettronica (Driver).
Il rotore è costituito da magneti
permanenti ad alto potere magnetico.
Gli avvolgimenti che creano i campi
magnetici necessari alla produzione del
moto sono sullo statore. Per questo motivo non c’è bisogno di spazzole.
Le correnti che vengono fatte circolare negli avvolgimenti sono controllate
dalla scheda driver che deve sapere in quale posizione angolare si trova il
rotore.
Per questo motivo su tutti i motori Brushless viene integrato un sensore di
posizione angolare che viene chiamato Resolver.
Se per qualsiasi motivo il resolver
dovesse perdere la corretta
posizione angolare meccanica, il
motore ed il suo driver dovrebbero
essere
mandati
alla
ditta
costruttrice per essere riparati.
I motori brushless permettono
accelerazioni e frenate consistenti,
alte velocità di rotazione, coppie
elevate ed un elevato controllo di
potenza. Inoltre possono essere
tenuti fermi “in coppia” perché il
campo magnetico creato dallo statore “cattura” i magneti permanenti del
rotore in modo sincrono.
Anche se il costo è elevato, questi motori stanno diventando i più utilizzati
per la movimentazione di azionamenti di assi controllati e robot.
Attuatori
Festo Academy - Industrial Management School
3-3
Motore asincrono trifase
La costruzione di questo
motore
è
alquanto
semplice.
Gli avvolgimenti sono solo
sullo statore e perciò non
necessita di spazzole.
Il principio con cui viene
mosso è legato ai campi
magnetici in movimento
sugli avvolgimenti dello
statore.
Il
rotore
tende
ad
inseguire questa rotazione
magnetica sullo statore senza mai entrare in sincronismo.
Può essere alimentato direttamente da una tensione in corrente alternata
trifase. In questo caso la velocità di rotazione sarà quella caratteristica del
tipo di motore.
L’inversione del senso di rotazione può
essere effettuata mantenendo una
fase collegata allo stesso morsetto ed
invertendo le altre due fasi.
Questo
motore
è
utilizzato
universalmente negli impianti aziendali
soprattutto
quando
serve
una
rotazione continua alla stessa velocità
ad esempio per pompe, centraline,
ventilatori, nastri trasportatori, ecc.
E’ possibile gestire la variazione della
velocità
tramite
delle
schede
elettroniche chiamate “Inverter” che
variano la frequenza delle fasi e perciò
la velocità di rotazione del campo.
Attuatori
Festo Academy - Industrial Management School
3-4
Motore in corrente alternata monofase a induzione
Di solito vengono alimentati direttamente a 240 v~
La velocità di rotazione è fissa e caratteristica del motore.
La potenza erogata rispetto alle dimensioni del motore è minore rispetto
ad altri motori.
Sono molto utilizzati per la movimentazioni di piccoli nastri trasportatori,
piccole pompe, ecc.
Attuatori
Festo Academy - Industrial Management School
3-5
Motore pneumatico
Il motore pneumatico è un attuatore che offre caratteristiche che vengono
apprezzate in alcune soluzioni di automazione.
Non teme l’umidità, ha caratteristiche antideflagranti, se si supera la
controcoppia e si arriva a fermarlo, il motore non subisce danni, al
contrario dei motori elettrici.
Il principio di funzionamento si basa sul rotore disassato rispetto allo
statore.
Sul rotore vengono montate delle palette che possono muoversi all’interno
di cave.
Le palette vengono sempre tenute in contatto con la parete dello statore in
modo che facciano tenuta.
Fornendo aria ad uno degli attacchi di alimentazione, il motore ruota in un
senso, che può essere invertito alimentando l’altro attacco e lasciando
libero il precedente.
Attuatori
Festo Academy - Industrial Management School
3-6
Attuatori lineari
Attuatori lineari elettrici
Attuatore lineare passo passo
Questi attuatori funzionano con lo stesso principio dei motori passo passo.
Il contenitore racchiude gli avvolgimenti dentro i quali si sposta il mandrino
di precisione.
Non è possibile alimentare l’attuatore direttamente con una fonte di
energia elettrica.
Con la scheda elettronica di pilotaggio (Driver) si possono controllare la
direzione, la velocità, l’accelerazione e la posizione.
Attuatori
Festo Academy - Industrial Management School
3-7
Attuatori lineari pneumatici
L’aria compressa ed in particolare i cilindri sono largamente utilizzati nelle
soluzioni di automazione.
I vantaggi sono notevoli rispetto ad altre tecnologie quando si cerca
velocità, semplicità e prezzi contenuti.
A seconda del problema di automazione da risolvere, si trovano in
commercio una innumerevole varietà di soluzioni.
Di seguito verranno indicati i tipi di cilindri più utilizzati.
Cilindri a semplice effetto
L’aria compressa ha il
compito di comandare
una sola delle due corse.
L’altra corsa può essere
a ritorno a molla o a
ritorno dovuto da una
forza esterna.
Attuatori
Festo Academy - Industrial Management School
3-8
Cilindro a semplice effetto corsa breve
Oltre ai cilindri con stelo, esistono attuatori che
possono essere chiamati a semplice effetto
anche se non hanno lo stelo, che vengono
utilizzati per il bloccaggio di parti delicate, con
strette tolleranze dimensionali.
La forza di riposizionamento può essere a
molla o nella membrana precaricata.
Attuatori
Festo Academy - Industrial Management School
3-9
Cilindri a doppio effetto
Il cilindro a doppio effetto viene comandato dall’aria compressa in
entrambe le corse.
Cilindri a doppio effetto con stelo
Due considerazioni devono essere fatte sui cilindri a doppio effetto con
stelo.
La massima forza teorica a fine corsa è diversa per la corsa di uscita e per
la corsa di rientro dello stelo.
Questo è dovuto dal fatto che la superficie su cui la pressione può
sviluppare la forza è maggiore sul lato del pistone su cui non c’è lo stelo.
La velocità dell’attuatore è maggiore nella corsa di rientro dello stelo, a
parità di portata.
Questo è dovuto dal volume occupato dallo stelo nella camera lato stelo.
L’aria compressa ha meno volume da riempire e perciò arriva in pressione
più velocemente.
Attuatori
10
Festo Academy - Industrial Management School
3-
Differenti modelli dei cilindri a doppio effetto con stelo:
Attuatori
11
Festo Academy - Industrial Management School
3-
Differenti modelli dei cilindri a doppio effetto con stelo
passante:
Attuatori
12
Festo Academy - Industrial Management School
3-
Differenti modelli dei cilindri a doppio effetto antirotativi
Se serve che lo stelo non abbia la possibilità di ruotare, ci sono cilindri che
adottano differenti soluzioni:
Attuatori
13
Festo Academy - Industrial Management School
3-
Cilindri senza stelo
Sono la soluzione ideale quando si hanno problemi di spazio. Un cilindro
con stelo occupa, con stelo fuoriuscito, una lunghezza che è più del
doppio della corsa.
Con i cilindri senza stelo, la lunghezza è di poco più della corsa.
Inoltre, le forze e le velocità delle due corse sono uguali perché il pistone
offre la stessa superficie nelle due corse e non c’è lo stelo.
Ne esistono fondamentalmente due soluzioni: cilindri ad accoppiamento
magnetico e cilindri ad accoppiamento meccanico.
Cilindro senza stelo ad accoppiamento magnetico
La sua caratteristica peculiare è che l’equipaggio mobile può essere fatto
ruotare senza nessun problema. Particolare attenzione deve essere
apportata durante il dimensionamento, specialmente per la forza di
disaccoppiamento dei magneti.
Attuatori
14
Festo Academy - Industrial Management School
3-
Cilindro senza stelo ad accoppiamento meccanico
La trasmissione della forza avviene mediante l’accoppiamento geometrico
tra pistone e cursore. La guarnizione viene mantenuta in posizione
dall’aria compressa e viene staccata dal passaggio del pistone. L’aria
compressa di alimentazione non può fuoriuscire perché il pistone ha due
guarnizioni di scorrimento. Un nastro metallico di copertura ed un sistema
raschiapolvere assicurano la protezione interna del cilindro.
Durante la produzione di questo cilindro, la guarnizione della canna ed il
nastro metallico di protezione vengono tensionati in modo corretto perciò
si sconsiglia lo smontaggio.
Attuatori
15
Festo Academy - Industrial Management School
3-
Questi attuatori non devono subire forze che tendono a far ruotare il
cursore per evidenti problemi meccanici.
La soluzione a questa caratteristica è il montaggio di un profilo a “L” che
scorre su una guida a ricircolo di sfere.
Nel caso in cui questo attuatore dovesse essere utilizzato con masse
considerevoli, va scelta la struttura a doppia guida.
Attuatori
16
Festo Academy - Industrial Management School
3-
Unità lineari
Le unità di avanzamento lineare vengono impiegate prevalentemente nel
settore della manipolazione, per il trasporto, trasferimento e
posizionamento di pezzi o utensili.
Sono un supporto meccanico ai cilindri ed in alcuni casi sono già integrate
con il cilindro stesso.
I tipi di slitte sono molti, a partire dalle micro slitte di forma compatta e con
guide a ricircolo di sfere arrivando fino alle grandi slitte di guida di cilindri a
doppio effetto.
Attuatori
17
Festo Academy - Industrial Management School
3-
Moduli lineari per tecnica di manipolazione
Questi moduli lineari sono adatti per
assemblare
stazioni
di
presa
e
posizionamento (Pick and Place) e di
manipolazione (Handling).
Nella canna della guida è integrato un
cilindro a doppio effetto. Una guida di
precisione con quattro elementi di ricircolo
di sfere senza gioco assicurano un elevato
grado di resistenza alla flessione, alle
vibrazioni ed una elevata precisione di
posizionamento.
Al fine di ridurre le forze di decelerazione al raggiungimento della
posizione terminale, il modulo è dotato di ammortizzatori idraulici integrati,
che non richiedono alcuna messa a punto successiva in caso di
spostamento della posizione. Le posizioni terminali del modulo lineare
possono essere rilevate senza contatto mediante finecorsa.
Un sistema di arresto consente la regolazione dei deceleratori integrati su
tutta la lunghezza della corsa.
Attuatori
18
Festo Academy - Industrial Management School
3-
Il modulo lineare può essere l’elemento di lavoro centrale di un sistema
modulare per la tecnica di manipolazione e di montaggio.
Attuatori
19
Festo Academy - Industrial Management School
3-
Attuatori rotativi
Attuatori rotativi a doppio pistone
Il movimento lineare dei
cilindri viene trasformato in
un movimento rotatorio
mediante
pignone
e
cremagliera
con
compensazione del gioco.
Le
due
cremagliere
parallele vengono azionate
pneumaticamente
con
movimento contrapposto.
Gli angoli di rotazione
possono essere regolati ma
vanno acquistati diversi
modelli per 90°, 180° o
360°.
Attuatori
20
Festo Academy - Industrial Management School
3-
Attuatore oscillante a doppio effetto
Nell’attuatore oscillante
la forza viene trasmessa
direttamente
all’albero
mediante una palmola
oscillante.
L’angolo di oscillazione
può essere regolato
senza
soluzione
di
continuità fra 0° e 184°.
Il riscontro regolabile è
separato dalla palmola
oscillante, in modo che
eventuali forze possano
essere assorbite dal
blocco di arresto. Nelle
posizioni terminali sono
posizionati dei paracolpi
realizzati
mediante
piastrine in plastica.
Attuatori
21
Festo Academy - Industrial Management School
3-
Attuatori combinati rotativi e lineari
L’unità oscillante - lineare è costituita da un cilindro rotativo a doppio
effetto con palmola oscillante, combinato con un cilindro lineare a doppio
effetto.
I movimenti oscillanti e lineari possono essere attivati distintamente o in
contemporanea.
L’angolo di oscillazione è regolabile da 0° a 272°.
Lo stelo del cilindro è forato per permettere il montaggio di una ventosa o
il passaggio di uno spruzzo di materiale quale colla, olio, ecc.
Attuatori
22
Festo Academy - Industrial Management School
3-
Organi di presa
Pinze di presa
Per la manipolazione, vengono proposti diversi tipi di
attuatori.
Le pinze di presa, a seconda dell’esigenza, sono la
soluzione immediata a molti problemi di presa.
Le dita, vengono progettate ad-hoc per ogni problema
ma devono essere il più corto e leggero possibile per
non creare malfunzionamenti alle pinze.
Ci sono dei software che permettono di scegliere la
pinza da acquistare a seconda delle prestazioni
desiderate e dei momenti che il pezzo da prendere deve
sopportare. Senza dimenticare il tipo di materiale di cui
sono composte le dita…
Attuatori
23
Festo Academy - Industrial Management School
3-
Generatori di vuoto
Per vuoto, in pneumatica dedicata all’automazione, si
intende una pressione inferiore della pressione
atmosferica. Si può anche definire depressione o
sottopressione e si misura in più modi: Pascal con
segno negativo (massimo di vuoto -0,1 MPa, -100
KPa, -100.000 KPa), in bar (max -1 bar), o in
percentuale di vuoto (max 100%).
Vuoto ideale
Nell’ambito della tecnica del vuoto, per vuoto ideale si
intende uno spazio completamente libero da materia
(“vuoto assoluto”). Nei generatori di vuoto viene creato un vuoto chiamato
“vuoto tecnico” pari all’85% circa del vuoto ideale.
Le apparecchiature che generano una sottopressione sono di due tipi: le
pompe per il vuoto e i generatori di vuoto ad effetto Venturi.
Se la macchina consuma una gran quantità di aria in sottopressione,
conviene utilizzare la pompa per il vuoto che rimane sempre in moto; nel
momento in cui servirà il vuoto, il sistema che lo richiede aprirà una
valvola.
Le valvole ad effetto Venturi utilizzano l’aria compressa per generare il
vuoto. Sono la soluzione ideale se sulla macchina ci sono pochi punti che
necessitano il vuoto.
Funzionano con il principio di eiezione: riducendo la sezione dell’ugello,
l’aria compressa subisce un’accelerazione. In questo modo si crea il vuoto
all’attacco U. Per questo processo è necessario un solo attacco di
alimentazione.
Attuatori
24
Festo Academy - Industrial Management School
3-
Generatori di vuoto con espulsione
Aspirazione
Negli ugelli di aspirazione con
due elettrovalvole è predisposto
anche l’impulso di scarico.
Se la valvola 1 è aperta, l’aria
defluisce
nel
silenziatore
passando attraverso un ugello
(uscita 3). Durante il passaggio
dall’ugello
si
forma
una
pressione negativa all’attacco 2
Scarico
Se la valvola 1 è chiusa e la
valvola 2 è aperta, l’aria fluisce
verso l’ingresso 2.
Questo è l’impulso di rilascio.
Questo
impulso
garantisce
l’efficacia del rilascio delle parti
aspirate.
Attuatori
25
Festo Academy - Industrial Management School
3-
Ventose
Le ventose vengono molto utilizzate quali organi di
presa
nel
settore
dell’imballaggio,
dell’impacchettamento e nel trasporto.
Applicando il vuoto all’interno della ventosa, si
diminuisce la pressione nella zona di aspirazione; in
questo modo la pressione esterna fa aderire il pezzo
alla ventosa.
Si ottiene così una forte aderenza sulla superficie del
bordo della ventosa, che assicura la tenuta ermetica
tra ventosa e pezzo.
Il pezzo rimane trattenuto per la durata del vuoto.
Si raccomanda l’utilizzo di filtri tra ventosa e
generatore di vuoto.
Attuatori
26
Festo Academy - Industrial Management School
3-
Forza delle ventose
Per la scelta di una ventosa non basta scegliere la ventosa più adatta; è
molto più importante attenersi a tre criteri fondamentali:
-
Massa del pezzo → forza gravimetrica
Azione e direzione della forza
Materiale e natura della superficie del pezzo.
Da questi criteri è possibile ricavare i parametri fondamentali per l’utilizzo
degli organi di presa a ventosa.
A seconda dell’utilizzo si deve scegliere il tipo di ventosa:
-
Ventose standard: Per superfici piatte, leggermente ondulare e
bombate, come ad es. lamiere metalliche o cartoni.
Ventose Extra: Per pezzi rotondi o molto bombati
Ventose ovali: Per pezzi di forma allungata come ad es. profili e tubi
Ventose a soffietto: Per superfici inclinate tra 5° e30°, a seconda del
diametro della ventosa. Superfici bombate o rotonde. Pezzi di
superficie estesa, non rigidi. Pezzi delicati come bottiglie in vetro.
Nel momento in cui viene evacuato il serbatoio di una ventosa a soffietto,
avviene un leggero sollevamento del pezzo. Questa cosiddetta corsa
verticale elastica s può essere normalmente utilizzata come corsa
verticale breve, per limitare la sollecitazione prodotta dal distacco del
pezzo dal relativo supporto.
L’evacuazione di una ventosa a soffietto si svolge in due fasi:
Fase 1: La ventosa è applicata sul pezzo, senza
l’azione di forze esterne.
Fase 2: Alla ventosa viene applicata la pressione
negativa. In questo modo il pezzo viene aspirato e, a
seconda del valore di vuoto e del peso del pezzo, si
raggiunge uno stato di equilibrio.
Attuatori
27
Festo Academy - Industrial Management School
3-
Capitolo 4 – Interfacce
Segnali di controllo ON/OFF
Bobine elettromagnetiche
Quando un filo elettrico è attraversato da una corrente, produce un piccolo
campo magnetico.
Se si avvolge il filo molte volte su un rocchetto e lo si fa attraversare dalla
corrente, i campi magnetici di ogni avvolgimento (spire), si sommano in un
solo campo.
Il rocchetto è diventato un elettromagnete.
Campo magnetico
prodotto
Nucleo
Rocchetto
Avvolgimento
Alimentazione
Il nome di questo oggetto può essere “solenoide”, “bobina”,
“elettromagnete”, “avvolgimento” a seconda della funzione che avrà
all’interno di una macchina.
Di seguito vedremo le bobine utilizzate in relè, contattori ed elettrovalvole.
Interfacce
Festo Academy - Industrial Management School
4-1
Relè (Relais)
Un relè è un interruttore ad azionamento elettrico. Offre uno o più contatti
puliti in scambio in cui può passare una corrente elettrica. La presenza di
alimentazione alla bobina determina lo scambio dei contatti.
I vantaggi che offre un relè sono i seguenti:
La bobina assorbe poca corrente e può essere azionata da una tensione
bassa (12V, 24V, 110V, 250V) in corrente continua o alternata, e
perciò adeguata alla tensione di un comando.
Attraverso i contatti si possono far passare potenze superiori ed
indipendenti dalla tensione di alimentazione della bobina.
Il circuito di alimentazione della bobina ed il circuito di potenza che
attraversa i contatti sono elettricamente indipendenti.
Con un solo segnale alla bobina si possono scambiare più contatti
(dipende dal tipo di relè acquistato).
2
3
4
1.
2.
3.
4.
5.
1
5
Nucleo
Molla
Avvolgimento
Isolante
Contatto
in
scambio
6. Connessioni
NA/NC
7. Connessioni
bobina
A1
7
A1
A2
4
2
1
2
4
6
A2
1
Funzionamento: Applicando alimentazione ai capi della bobina (A1 e A2),
questa si trasforma in un magnete che attira l’equipaggio mobile, aprendo
i contatti NC e chiudendo i contatti NA.
Togliendo alimentazione alla bobina, il campo magnetico cessa la sua
attrazione e la molla può riscambiare i contatti.
Interfacce
Festo Academy - Industrial Management School
4-2
Esiste un’ampia gamma di relè
industriali. Per tutti il punto delicato
è costituito dalla vita dei contatti.
Con potenze elevate, in fase di
apertura, si forma una scintilla (arco
voltaico). Questo arco raggiunge
temperature
elevatissime
che
stressano le capsule dei contatti:
Un primo effetto può essere la
corrosione dell’arco sulle capsule
stesse.
Le capsule possono formare uno
strato di ossido che peggiora
ulteriormente l’arco fornendo una
resistenza
al
passaggio
di
corrente, fino a portare il contatto
a non condurre più.
Un secondo effetto può essere
l’incollaggio dei contatti dovuto
alle alte temperature. La forza
della molla non è più sufficiente a
distaccare i contatti NA.
Per ovviare alla maggior parte di
questi inconvenienti ed allungare
la vita dei contatti, questi vengono
placcati con metalli nobili quali
argento, oro, platino.
Le correnti sopportate dai contatti NA sono maggiori perché la forza di
chiusura della bobina è maggiore della forza della molla.
A1
A2
Interfacce
12
14
11
22
24
21
32
34
42
31
Festo Academy - Industrial Management School
44
41
4-3
Un’altra causa di malfunzionamento di contatti, ma questa volta
dell’alimentazione della bobina, è data dall’autoinduzione. Durante
l’attivazione del circuito elettrico, viene accumulata energia
elettromagnetica nella bobina, che scompare con la disinserzione. A
seconda del tipo di interruttore impiegato, questa energia viene
trasformata in un picco di tensione (sovratensione di disinserzione), che
può provocare anche in questo caso scariche dielettriche oppure arco
voltaico. Con l’impiego di componenti di diverso tipo si possono evitare
queste
manifestazioni,
riducendo
continuamente
l’energia
elettromagnetica.
Accorgimenti
Se l’alimentazione della bobina è in corrente alternata, il fenomeno si può
attenuare mediante l’inserzione di una resistenza in serie con un
condensatore, in parallelo con la bobina (gruppo RC in parallelo
all’utilizzatore).
~
~
In corrente continua, ci sono più soluzioni.
In una prima si può collegare un diodo in parallelo alla bobina
dell’utilizzatore. Questa soluzione provoca un aumento di tempo di
sgancio, valutabile nell’ordine dei 30, 40 ms.
+
_
Interfacce
Festo Academy - Industrial Management School
4-4
Ci sono poi soluzioni che possono essere adottate sia in corrente continua
che in alternata.
Si possono utilizzare due diodi Zener di polarità opposta collegati in
parallelo alla bobina. Il ritardo in disinserzione può essere evitato, tuttavia
se la tensione supera 150 V devono venire collegati in serie più diodi
Zener.
+
~
_
~
Elementi ideali per lo smorzamento della sovratensione di disinserzione
sono i varistori, la cui corrente di dissipazione aumenta solo quando viene
superata la corrente nominale. Sono adatti per corrente continua e
corrente alternata.
+
~
_
~
In alcuni casi i relè hanno già una soluzione integrata.
Interfacce
Festo Academy - Industrial Management School
4-5
Accessori
Costruttivamente
i
relè
si
differenziano per il numero di
contatti in commutazione, per la
tensione di alimentazione della
bobina, per la corrente sopportata
dai contatti, per il collegamento
esterno (con terminali ad innesto
su zoccolo o a saldare) e per
l’esecuzione (a giorno o in calotta
trasparente).
L’innesto a zoccolo può essere di
tipo rettangolare oppure circolare
(octal o undecal).
Onde evitare che il relè si possa
disinserire dallo zoccolo per le
vibrazioni della macchina, viene
applicata una molletta di ritegno,
imperniata sui bordi dello zoccolo.
Il collegamento dei conduttori può
essere a vite, a terminali faston o a
saldare.
Interfacce
Festo Academy - Industrial Management School
4-6
Varianti al relè classico
Relè Reed
Il relè Reed utilizza la forza magnetica
della bobina per attrarre direttamente i
contatti
rinchiusi
in
un’ampolla
sottovuoto.
Il funzionamento è molto simile ai
finecorsa
per
cilindri
visti
precedentemente nel manuale.
Relè a stato solido
Funzionano con lo stesso principio del relè elettromeccanico ma sono
completamente elettronici.
Attraverso dei componenti elettronici, il circuito viene aperto o messo in
conduzione a fronte di un segnale di comando.
Il vantaggio sicuramente apprezzabile è dovuto dal fatto che non ci sono
tutti i problemi legati ai contatti elettromeccanici.
Interfacce
Festo Academy - Industrial Management School
4-7
Relè di sicurezza
Le norme attualmente in
vigore nei paesi europei
indicano che per le situazioni
di emergenza ci debba essere
un
circuito
che
apre
l’alimentazione elettrica per
evitare pericolo alle persone
ed alla macchina.
Prima dell’avvento di questi
relè di sicurezza, veniva
utilizzato un tradizionale relè a
cui veniva assegnato il
compito
di
interrompere
l’alimentazione. Questo relè veniva chiamato “relè di arresto di
emergenza”. Lo svantaggio di questa soluzione è rappresentato dal fatto
che può subentrare una situazione pericolosa se i contatti del relè si
saldano tra di loro e, premendo il pulsante di arresto in questa situazione,
non è garantito che l’apparecchio si fermi.
I relè di sicurezza a norme, vengono utilizzati dai progettisti a seconda del
grado di pericolosità della macchina ed esistono in diverse configurazioni.
Le funzioni dei relè di sicurezza
sono di raccogliere tutti i segnali di
pulsanti di emergenza, sensori di
apertura dispositivi antintrusione,
ecc.. e di reagire aprendo il circuito
di alimentazione.
La sicurezza, a seconda del modello
e della pericolosità, è nel controllo
dei segnali con più contatti, nel
permettere il riavviamento dopo un
tempo ed in altri controlli su
inefficienza o cortocircuiti dovuti al
distacco di fili dei segnali di
emergenza e di sicurezza.
Interfacce
Festo Academy - Industrial Management School
4-8
Contattori
Sono relè che vengono
progettati
per
sezionare
circuiti con potenze rilevanti,
in sistemi trifase, per il
controllo di motori asincroni
trifase e per altri utilizzatori di
potenza.
Il funzionamento è simile al
relè ma le soluzioni costruttive
devono tenere conto delle
potenze elettriche in gioco.
Come prima caratteristica, i
contatti vengono aperti e
chiusi sia a monte che a valle
del circuito controllato.
La seconda caratteristica è la dimensione dei contatti che sono progettati
per sostenere un passaggio di corrente elevato a tensioni relativamente
alte (400, 600 V).
Per poter sopportare queste
caratteristiche,
anche
la
bobina deve avere una buona
forza di trazione, per tenere
chiusi i contatti ed evitare loro
surriscaldamenti indesiderati.
Come nei relè, il punto debole
dei contattori sono i contatti
che hanno una durata limitata
in numero di scambi.
Interfacce
Festo Academy - Industrial Management School
4-9
I modelli recenti offrono vari accessori che possono essere montati e
vengono controllati dalla bobina principale.
Contatti ausiliari.
I contatti principali del contattore portano la
potenza all’utilizzatore. Possono essere utili
dei segnali che rivelino lo stato del
contattore al circuito di controllo o al circuito
ausiliario.
Sensori termici.
Inoltre, possono essere inseriti dei controlli termici al passaggio di corrente
che rivelano al circuito di controllo il superamento di un limite di corrente
richiesta dall’utilizzatore per un certo tempo.
Spegniarco.
A seconda del tipo di alimentazione della bobina, si possono collegare dei
sistemi che migliorano le caratteristiche elettriche del circuito di comando
o la velocità ed il comportamento.
Interfacce
Festo Academy - Industrial Management School
4 - 10
Protezioni per motori
In questo schema si vedono due esempi di
protezioni per motori. Oggi si tende ad
integrare in un solo elemento quelli che
prima erano componenti montati in serie
tra di loro.
Attualmente la funzione di controllo dei
valori di alimentazione corretti verso il
motore viene condotta dal salvamotore o
interruttore magnetotermico.
Questo componente si accorge di
cortocircuiti o di aumenti anomali di
corrente ed apre in autonomia il circuito di
potenza.
Interfacce
Festo Academy - Industrial Management School
4 - 11
Valvole ed elettrovalvole
Valvole pneumatiche
Se la macchina viene progettata con tutti gli elementi pneumatici (sensori,
logica di controllo, interfacce, attuatori), le valvole vengono impiegate nei
sensori, nelle interfacce e nel controllo.
I segnali che verranno utilizzati per passare le informazioni di controllo e
per la potenza saranno tutti pneumatici.
Le valvole per il controllo e per la potenza dovranno allora essere pilotate
da segnali pneumatici On/Off.
A seconda della funzione di distribuzione che si vuole avere da una
valvola, questa avrà un numero di posizioni in cui si può spostare ed un
numero di attacchi per l’aria compressa. Gli attacchi si dividono in
azionamenti e vie.
Il nome indicativo della valvola è costituito da due numeri separati da una
barra (2/2, 3/2, 4/2, 5/2, 3/3, 5/3,…), in cui il primo numero rappresenta il
numero di vie ed il secondo delle posizioni.
Numero di posizioni
Il minimo numero di posizioni per una valvola direzionale è due. Si
possono trovare valvole di tre posizioni comandate pneumaticamente e se
si sale con il numero di posizioni, il comando è di solito manuale.
Possiamo perciò dire che le valvole in questione possono avere due o tre
posizioni.
Negli schemi funzionali a norme, la rappresentazione di una posizione è il
quadrato perciò il numero di posizioni della valvola è presto riconoscibile.
2 posizioni
Interfacce
3 posizioni
Festo Academy - Industrial Management School
4 - 12
Logica di azionamento
Valvole monostabili
Le valvole monostabili hanno una posizione “normale” che la valvola
assume in assenza di segnali di azionamento. Il raggiungimento di questa
posizione è di solito comandato da molle.
Nel caso della valvola a due posizioni, la posizione in cui è presente la
molla è quella normale, ed il segnale di azionamento fa raggiungere alla
valvola l’altra posizione.
Azionamento
Off
Azionamento
On
Posizione di lavoro
Se la valvola è a tre posizioni, la posizione normale è solitamente quella
centrale. In assenza di segnali di azionamento, le molle fanno raggiungere
alla valvola la posizione normale.
In questo caso i segnali di azionamento devono però essere due; uno per
raggiungere la posizione sinistra ed uno per la destra.
Azionamenti
Off
Azionamento
sinistro On
Azionamento
destro On
Posizione di lavoro
Interfacce
Festo Academy - Industrial Management School
4 - 13
Valvole bistabili
Le valvole bistabili mantengono la posizione dell’ultimo segnale di
azionamento anche in assenza dei due segnali. Non ci sono molle.
La bistabilità si può ottenere solo con valvole a due posizioni.
Azionamento
Destro On,
Sinistro Off
Azionamento
Sinistro On,
Destro Off
Posizione di lavoro
Numero di vie e loro contrassegni
Le vie sono gli attacchi in cui l’aria viene intercettata o deviata dalla
valvola.
Le vie si possono chiamare vie di alimentazione, utilizzi o vie di scarico e
vengono contrassegnate con numeri:
1.
2.
3.
4.
5.
Alimentazione principale
Uscita o utilizzo della valvola
Scarico
Uscita o utilizzo della valvola
Scarico
Gli azionamenti prendono il nome delle vie che mettono in conduzione:
12. Comunicazione tra 1 e 2
14. Comunicazione tra 1 e 4
10. Intercettamento e chiusura di 1 verso l’uscita.
Interfacce
Festo Academy - Industrial Management School
4 - 14
Valvola 2/2
2/2 indica che la valvola ha 2 vie e 2 posizioni.
Questa valvola può essere monostabile o bistabile.
Se bistabili, queste valvole possono essere dei semplici rubinetti.
Le due posizioni hanno una simbologia indicativa del fatto che l’aria venga
intercettata o passi libera.
Posizione chiusa
Posizione aperta
Se la valvola è monostabile si dice che è normalmente aperta se la molla
è sul lato della posizione di uscita attivata.
2
10
1
Se la valvola è monostabile si dice che è normalmente chiusa se la molla
è sul lato della posizione di intercettazione.
2
12
1
Le valvole 2/2 normalmente chiuse possono essere utilizzate per fermare
la corsa del cilindro in condizioni di emergenza. Applicando infatti due
valvole agli attacchi di un cilindro a doppio effetto, questo potrà funzionare
solo se le 2/2 sono alimentate.
Interfacce
Festo Academy - Industrial Management School
4 - 15
Valvola 3/2
3/2 indica che la valvola ha 3 vie e 2 posizioni.
Questa valvola può essere monostabile o bistabile.
A differenza della 2/2, questa valvola ha una via di scarico (3) che viene
messa in comunicazione con l’uscita (2) nella posizione in cui
l’alimentazione (1) è chiusa.
Posizione chiusa
Posizione aperta
Se la valvola è monostabile si dice che è normalmente aperta se la molla
è sul lato della posizione di passaggio tra l’alimentazione 1 e l’uscita 2.
2
10
1
3
Se la valvola è monostabile si dice che è normalmente chiusa se la molla
è sul lato della posizione di intercettazione dell’alimentazione 1.
2
12
1
Interfacce
3
Festo Academy - Industrial Management School
4 - 16
Valvola 5/2
5/2 indica che la valvola ha 5 vie e 2 posizioni.
Questa valvola può essere monostabile o bistabile.
Le funzioni delle cinque vie sono:
Alimentazione
Uscite
Scarichi
(1)
(2 e 4)
(3 e 5)
Nelle due posizioni, la valvola ha:
4
2
4
2
2 alimentato, 4 in scarico
4 alimentato, 2 in scarico
Essendo le uscite in scambio non si può parlare di posizione normalmente
aperta o chiusa.
Monostabile
4
2
14
4
2
14
513
Interfacce
Bistabile
12
513
Festo Academy - Industrial Management School
4 - 17
Valvola 5/3
5/3 indica che la valvola ha 5 vie e 3 posizioni.
Questa valvola può essere solo monostabile.
La posizione normale è quella centrale che può essere configurata in due
modi:
A centri aperti
A centri chiusi
Nella configurazione a centri chiusi le due uscite sono chiuse e perciò non
possono scaricare la pressione proveniente dall’utilizzatore, mentre nella
valvola a centri aperti, entrambe le uscite sono in comunicazione con il
proprio scarico.
5/3 a centri aperti
4
2
14
12
513
5/3 a centri chiusi
4
2
14
12
513
Interfacce
Festo Academy - Industrial Management School
4 - 18
Elettrovalvole
Vengono comunemente chiamate elettrovalvole tutte le valvole viste in
precedenza ma con azionamento elettrico. Per la parte pneumatica vale
tutto ciò che è stato descritto.
Per scambiare una valvola pneumatica con un azionamento elettrico, ci si
avvale di bobine.
Ci sono due tipi di azionamento: azionamento diretto e servopilotato.
Azionamento elettrico diretto
L’azionamento diretto è di solito utilizzato
su piccole valvole 3/2.
La bobina è costituita in un rocchetto
avvolto forato inserito in una gabbia
metallica, che cattura il campo magnetico
e lo scarica sul connettore di terra per
schermarla verso l’esterno.
All’interno del foro al centro della bobina,
viene fatta scorrere una àncora di ferro
dolce che all’attivazione del campo
magnetico viene attratta.
L’àncora è l’otturatore della valvola 3/2 che
scambia per effetto della trazione della bobina.
Con la disattivazione della bobina, una molla
riporta in posizione di riposo l’àncora.
Azionamento elettrico servopilotato
Quasi tutte le elettrovalvole sono composte dalla
valvola pneumatica principale e dai servopiloti. Il
servopilota è una valvola 3/2 ad azionamento
elettrico diretto che aziona a sua volta la valvola
pneumatica principale.
Nella figura a lato si vede la sezione di una
valvola 5/2 monostabile ad azionamento
elettrico
servopilotato.
In
questo
caso
l’alimentazione al servopilota è derivata
dall’alimentazione principale.
Interfacce
Festo Academy - Industrial Management School
4 - 19
Azionamento manuale del servopilota elettrico
Servopilota:
valvola 3/2 ad
azionamento
elettrico diretto
Corpo valvola
principale
5/2
monostabile
Canotto su cui
viene montata
la bobina
Azionamento
manuale a vite
In alcuni casi non si dispone del comando elettrico ma si vuole che una
valvola commuti.
A questo scopo, quasi tutte le valvole servopilotate offrono un comando
manuale che può essere costruito con diverse soluzioni. In alcuni casi, lo
si trova sotto forma di vite da ruotare, in altri come pulsante ed in altri
ancora come leva.
Un’attenzione particolare deve essere portata sugli azionamenti manuali
che possono essere bloccati in posizione di scambio manuale.
In parecchie occasioni si può essere ingannati dal fatto che la valvola non
commuti con il segnale elettrico, perciò prima di giungere a conclusioni di
carattere manutentivo, è necessario controllare che gli azionamenti
manuali siano liberi.
Gli ultimi modelli di elettrovalvole
hanno gli azionamenti manuali che
non possono essere bloccati a
meno che non si utilizzi una
speciale chiavetta o azionatore
manuale.
Interfacce
Festo Academy - Industrial Management School
4 - 20
Alimentazione
separata per
servopilota (opzionale)
Uscita
(2)
Uscita
(4)
Servopilota
Azionamento
(12)
Azionamento
manuale
Servopilota
Azionamento
(14)
Scarico
(3)
Alimentazione
(1)
Bobina
(14)
Scarico
(5)
In una valvola bistabile, servono due servopiloti, uno per ogni segnale di
scambio. Quando si aziona la valvola su un pilotaggio, l’altro deve essere
assente.
Questo vale anche per la prova manuale di scambio.
Le valvole di nuova concezione hanno un bassissimo assorbimento delle
bobine in modo da poter essere alimentate direttamente dall’elettronica.
Interfacce
Festo Academy - Industrial Management School
4 - 21
Caratteristiche delle valvole
Oltre al tipo di funzione (monostabile, bistabile, 3/2 NC, 5/2, 5/3,…) le
valvole si distinguono per la dimensione degli attacchi e perciò per la loro
portata massima.
La portata di una valvola incide sulla velocità dell’attuatore che controlla.
I vari modelli di valvole ed elettrovalvole hanno una gamma di dimensioni
d’ingombro e di attacchi M3, M5, 1/8, 1/4, 3/8 di pollice.
Micro valvole
Midi valvole
Versioni compatte.
Interfacce
Festo Academy - Industrial Management School
4 - 22
Valvole classiche
Valvole per impieghi speciali
Le valvole non sono solo utilizzate per il controllo degli attuatori ma
possono intercettare i flussi d’aria negli impianti.
Interfacce
Festo Academy - Industrial Management School
4-1
Batterie di valvole
La prima evoluzione nel concetto di valvole sono state le batterie di
valvole.
Invece di portare alimentazione ed acquistare gli elementi silenziatori per
ogni valvola volante, si montano le valvole su basi che mettono in comune
alimentazione e scarichi. Questi ultimi vengono convogliati in due grossi
silenziatori.
Il vantaggio è chiaro: eliminare elementi come i silenziatori e limitare il
cablaggio pneumatico ed il numero di connettori pneumatici.
Ci sono sottobasi a 2, 4, 8, … posti e un innumerevole numero di varianti.
Per i posti in eccedenza, vengono montate delle piastre di chiusura.
Comunemente le basi vengono anche chiamate P R S dalla vecchia
denominazione degli attacchi 1 (P), 3 (R) e 5(S).
Interfacce
Festo Academy - Industrial Management School
4-2
Integrazione e flessibilità
Questi tipi di sottobase
hanno le caratteristiche più
innovative;
sono
in
poliammide rinforzata in fibra
di vetro, hanno zone di
pressione
differenziata
mediante canali PRS chiusi
nei blocchi base e di
espansione,
hanno
la
possibilità di alimentazione e
scarico su entrambi i lati
mediante gli attacchi del
blocco base e terminale,
piastre di aggancio e raccordi
di giunzione che permettono
il montaggio senza viti e la
possibilità
di
montaggio
come modulo singolo, su
guida “omega” o a parete.
Interfacce
Festo Academy - Industrial Management School
4-3
Unità di valvole
L’integrazione di valvole in unità è la soluzione più avanzata di
interfacciamento tra controllo ed attuatori.
Esistono molte soluzioni che si avvalgono di caratteristiche innovative:
Spazi contenuti
Valvole con portate elevate
Basso assorbimento elettrico
delle bobine
Elevata flessibilità per vasti
campi applicativi
Struttura modulare per una
configurazione personalizzata
e rapida modifica degli
impianti
Tecniche
di
collegamento
elettrico di comando per
bassi costi di installazione e
sicurezza.
Una
particolare
innovazione
tecnologica è stata apportata ai
sistemi di cablaggio elettrico delle
bobine.
Con l’ausilio di metodi informatici
si è ridotto il cablaggio a
pochissimi cavi che trasferiscono
delle informazioni elettroniche ad
un’unità intelligente che comanda
le valvole sull’isola.
Per informazioni più dettagliate fare riferimento al capitolo 6 “Innovazione
tecnologica” più avanti nel manuale.
Interfacce
Festo Academy - Industrial Management School
4-4
Le unità di valvole compatte
Il sistema compatto CPV offre un sistema modulare aperto e flessibile con
moduli potenti e compatti. Le singole valvole assicurano portate
particolarmente elevate considerato il loro minimo ingombro di montaggio.
La riduzione dell’ingombro e il peso
consente
una
configurazione
ottimale e soluzioni personalizzate
di automazione.
Queste unità di valvole vengono
collocate direttamente nell’area di
lavoro della macchina e persino su
parti in movimento di impianti.
Le valvole sono progettate per
essere inserite in un’unità di valvole
e non possono essere utilizzate da
sole.
Ci sono tutte le varietà di valvole più alcune particolari soluzioni tipo:
2 valvole 3/2 in un solo modulo, doppia densità di montaggio
tutte le valvole hanno l’azionatore manuale e il servopilotaggio
modulo di relè per il comando di utenze elettriche oppure a maggiore
assorbimento
moduli con generazione di vuoto ed espulsione con pressione integrati.
Tra le connessioni si può scegliere la soluzione con cavi preassemblati,
che permettono di mettere in posa un cavo multipolare per ogni unità.
Interfacce
Festo Academy - Industrial Management School
4-5
Le piastre terminali permettono di alimentare le sezioni delle valvole in
modo flessibile
Alimentazione
Scarico
Scarico
Alimentazione
Pilotaggio esterno
Pilotaggio interno
Interfacce
Festo Academy - Industrial Management School
4-6
Il funzionamento delle valvole Compact Performance
Valvola 5/2
Valvole 2/2 (due per modulo)
Interfacce
Festo Academy - Industrial Management School
4-7
Valvole 3/2 (due per modulo) o valvola 5/3 a centri aperti.
Modulo aggiuntivo per 5/3 a centri chiusi
Valvola con effetto venturi (generatore di vuoto) ed espulsione (getto
d’aria)
Interfacce
Festo Academy - Industrial Management School
4-8
Funzionamento:
Interfacce
Festo Academy - Industrial Management School
4-9
Azionamento 12 (2 alimentato, 4 in scarico)
Azionamento 14 (4 alimentato, 2 in scarico
Interfacce
Festo Academy - Industrial Management School
4 - 10
Azionamento manuale
Funzionamento 3/2
Interfacce
Festo Academy - Industrial Management School
4 - 11
Gestione completa di un attuatore
La FORZA di un cilindro è dipendente dalla superficie del pistone su cui
l’aria compressa agisce e dalla pressione dell’aria stessa.
F TEORICA = P (pressione) X A (superficie)
La VELOCITA’ è dipendente dalla portata di alimentazione e dalla portata
di scarico dell’aria compressa.
Controllo della pressione (Riduttore di pressione pneumatico)
La pressione può essere controllata da valvole pneumatiche chiamate
riduttori di pressione.
Nella condotta di alimentazione di una macchina è sempre presente un
gruppo di condizionamento Filtro, Riduttore, (in alcuni casi Lubrificatore)
che controlla la pressione in tutto il circuito pneumatico della macchina.
Se si vuole controllare la pressione
solo in una parte del circuito, si deve
inserire nel punto desiderato un
riduttore di pressione ed un
eventuale manometro di lettura della
pressione impostata.
Agendo sulla manopola di controllo,
si carica la molla che contrasta la
forza della pressione.
Ruotando in senso orario, si carica
la molla e la pressione in uscita è
più elevata.
Ruotando in senso antiorario, la
molla viene scaricata e la pressione
diminuisce.
Interfacce
Festo Academy - Industrial Management School
4 - 12
Controllo della pressione (Valvola proporzionale analogica)
La tecnologia di controllo delle valvole, ci offre la possibilità di regolare
una pressione con un riferimento ad un segnale elettrico analogico (0-10V
o 4-20 mA).
La valvola proporzionale di controllo di pressione ha un sistema elettronico
che legge la pressione in uscita della valvola tramite un sensore
piezoelettrico, la confronta con il valore di riferimento elettrico di ingresso
e modifica la posizione delle valvole interne per mantenere la pressione
desiderata.
Modificando perciò il valore elettrico di riferimento, la valvola reagisce
ristabilendo in uscita il valore di pressione corrispondente.
La relazione tra segnale elettrico e pressione è 1 a 1 perciò:
Volt
10
5
1
bar
1
Interfacce
5
10
Festo Academy - Industrial Management School
4 - 13
Esempi applicativi di valvole proporzionali di controllo di pressione:
Frizione per controllo forza di trazione carta
Controllo forza di spinta su rullo inchiostratore
Interfacce
Festo Academy - Industrial Management School
4 - 14
Controllo della portata (regolatori di flusso)
La regolazione della velocità degli attuatori si
ottiene controllando la portata.
Restringendo la sezione di passaggio del
flusso d’aria, si ottiene una portata minore.
Il regolatore di flusso unidirezionale permette,
tramite una vite a passo fine, di regolare la
sezione di passaggio quando l’aria attraversa
il componente in una direzione.
Nella direzione opposta, una valvola unidirezionale
permette il passaggio in una sezione costante in cui
la portata non è regolata.
Se la regolazione viene effettuata su un tubo, si può
utilizzare un regolatore “volante”.
Se la regolazione serve per la velocità di un
cilindro, la soluzione migliore è di applicare due
regolatori di flusso unidirezionali direttamente sul
cilindro.
Il modo più corretto per regolare la velocità di un
attuatore con i regolatori di flusso è di limitare la
portata durante lo scarico dell’aria dall’attuatore.
In questo modo si crea una contropressione che
rallenta la velocità della corsa ma la forza di
spinta è sempre comandata da una portata più
elevata.
L’unico caso in cui i
regolatori (che vengono
comunemente chiamati
anche
“strozzatori”)
vengono
montati
in
modo che regolino la mandata al cilindro, è nei
cilindri a semplice effetto, nei cilindri a doppio
effetto con diametri molto piccoli o se si vuole
aumentare lentamente la forza a finecorsa.
Interfacce
Festo Academy - Industrial Management School
4 - 15
Controllo della portata (valvola 5/3 proporzionale analogica)
Per il controllo completo della velocità di un attuatore, è stata progettata
una valvola 5/3 a centri chiusi a controllo elettrico proporzionale.
La tensione di riferimento definisce la posizione della spola della valvola
per la sua intera corsa.
Se il segnale di riferimento è in tensione (c’è anche in corrente 4-20 mA) il
range di questo è 0 – 10 volt.
La posizione centrale viene raggiunta con segnale di riferimento a 5V.
La posizione di 2 tutto alimentato e 4 tutto in scarico è a 0 V.
La posizione di 4 tutto alimentato e 2 tutto in scarico è a 10V.
La portata è in funzione del riferimento analogico:
Per l’attacco 2 → da 5 a 0V
Per l’attacco 4 → da 5V a 10V
Portata max
attacchi 2 o 4
1→2
0
2,5
1→4
5
7,5
10
Tensione di
riferimento
0-10 V
La valvola ha una risposta che arriva a 125 Hz, ciò significa che può
compiere uno spostamento completo della spola ogni 8 ms.
Per il funzionamento ottimale della valvola proporzionale 5/3 l’aria deve
essere secca, non lubrificata e filtrata a 5 µm.
Interfacce
Festo Academy - Industrial Management School
4 - 16
Le possibilità di questa valvola vengono esaltate dall’elettronica.
Per il controllo di un motore pneumatico la soluzione permette di regolare
la velocità in entrambe le direzioni e di invertire il senso di marcia.
Di seguito lo schema di controllo di un motore ad anello aperto con
potenziometro.
4
2
Uw
3
5
1
0V
10V
Per cilindri che devono raggiungere velocità sostenute e trasportano
masse, esiste il problema di smorzare le forze inerziali a finecorsa.
Un metodo è quello di utilizzare degli ammortizzatori idraulici di finecorsa.
La scelta di questi componenti deve sottostare a calcoli di momenti di
inerzia, masse, posizioni di montaggio e per questo esistono software in
grado di aiutare il progettista.
Interfacce
Festo Academy - Industrial Management School
4 - 17
Soft Stop – Controllo posizioni terminali
Per ottenere le migliori prestazioni di accelerazione, velocità massima e
decelerazione senza impatto, ci si può orientare verso sistemi elettronici di
controllo.
Il sistema <<Soft Stop>> permette di generare il percorso ideale
dell’attuatore che sta controllando.
Il sistema prevede:
Cilindro a doppio effetto o attuatore lineare
Sensore di posizione analogico o digitale
Valvola proporzionale 5/3
SPC-10 - Soft stop controllo posizioni terminali
Tramite dei semplici micro DIP-Swich (interruttorini da selezionare on o
off) si dichiarano al Soft Stop le caratteristiche del sistema cilindro e
massa che dovrà controllare.
Dopo qualche corsa a bassa velocità in cui il soft stop “autoapprende”
come si comporta il sistema da lui controllato, vengono ottenute le
prestazioni ottimali che sono fino a 3 volte migliori di un sistema di
controllo con una normale valvola 5/2 ed ammortizzatori idraulici.
Se si desidera che il cilindro compia una corsa minore di quella massima,
si può far autoapprendere il sistema con dei fermi meccanici che
definiranno le posizioni terminali della corsa.
Interfacce
Festo Academy - Industrial Management School
4 - 18
Stop del cilindro in posizione intermedia (Soluzioni di emergenza)
Se un cilindro ha il compito di sollevare dei carichi o delle masse, le
condizioni di sicurezza di emergenza impongono che questo si debba
fermare nel punto in cui si trova e che l’alimentazione pneumatica venga
scaricata nel minor tempo possibile.
Ci sono varie soluzioni che soddisfano queste condizioni:
Valvole unidirezionali pilotate
L’alimentazione dei segnali 21 permette
all’aria compressa di attraversare le
valvole unidirezionali pilotate in entrambi i
sensi.
Se il segnale 21 viene scaricato, le valvole
non permettono alla pressione presente
nelle camere di scaricarsi e perciò dopo
una piccola corsa il cilindro entra in una
situazione di equilibrio con l’asta ferma in
posizione intermedia.
Se in questo sistema le guarnizioni non
sono perfettamente efficienti, l’asta
tenderà a muoversi ma con una velocità
non apprezzabile.
La maggiore sicurezza è data dal supporto
di un freno meccanico posto sull’asta del
cilindro.
Interfacce
Festo Academy - Industrial Management School
4 - 19
Valvola 5/3 a centri chiusi
Il sistema permette di fermare il cilindro ma è molto
probabile che la corsa possa continuare a velocità molto
basse.
Questo è dovuto dalla lunghezza dei tubi, alla tenuta delle
guarnizioni e dalla comprimibilità dell’aria.
Inoltre ci possono essere fenomeni di irregolarità di velocità
nel ripristino del funzionamento.
La maggiore sicurezza è data dal supporto di un freno
meccanico posto sull’asta del cilindro.
In ogni caso l’immissione della pressione nel circuito della
macchina andrebbe effettuata con una valvola di aumento
graduale della pressione.
Queste valvole vengono di solito integrate nel gruppo di condizionamento.
Interfacce
Festo Academy - Industrial Management School
4 - 20
Stop del cilindro in posizioni intermedie (Asse controllato pneumatico)
La valvola proporzionale 5/3 e l’elettronica hanno permesso di progettare
un sistema che permette di gestire la velocità e la posizione di un cilindro
lineare.
Attraverso un controllore (SPC200) si possono memorizzare delle
posizioni intermedie di un cilindro e raggiungerle con una precisione che
arriva fino al decimo di millimetro.
Il sistema prevede:
Cilindro a doppio effetto o attuatore lineare con
sensore di posizione magnetostrittivo incorporato
Sensore di posizione analogico o digitale
Valvola proporzionale 5/3
Interfaccia assi SPC AIF
SPC 200 – Controllore assi
Interfacce
Festo Academy - Industrial Management School
4 - 21
Funzionamento
1. Il sensore legge la posizione e manda il valore al controllore assi.
2. Il controllore assi confronta il valore di posizione reale con quello che
gli è stato richiesto dal controllo o che ha nella lista delle posizioni
come posizione da raggiungere.
3. Il controllore aziona la valvola proporzionale 5/3 per raggiungere la
posizione richiesta tenendo conto di accelerazione, velocità massima e
frenata.
4. Il controllore torna a leggere il valore dal sensore.
Sensore di
posizione
Attuatore
lineare
pneumatico
4
Controllore
SPC 200
2
Valore reale
Uw
5
Reazione
3
Valore richiesto
1
Valvola
proporzionale
5/3
Richiesta di posizionamento
da controllo PLC o altro
Per il funzionamento ottimale della valvola proporzionale 5/3 l’aria deve
essere secca e filtrata a 5 µm.
Per impieghi particolarmente onerosi è consigliabile inserire un serbatoio
in serie all’alimentazione.
Interfacce
Festo Academy - Industrial Management School
4 - 22
Capitolo 5 - Controllo
Logiche di controllo
Nel controllo o “cervello” della macchina viene progettata la logica con cui
verranno comandati gli attuatori a fronte dei segnali ricevuti dai sensori.
Di seguito analizzeremo le logiche di base che possono poi essere
tradotte nelle tecnologie di controllo pneumatico, elettrico ed elettronico
programmabile (programma di PLC).
Funzioni logiche di base
Logica AND
La funzione logica AND più semplice è tra due segnali ma può essere
utilizzata con il numero di segnali desiderati. AND è una parola inglese
che tradotta diventa “E” intesa come congiunzione.
Possiamo chiamare X1 e X2 i due segnali e li possiamo pensare per
esempio come due pulsanti.
Il risultato è un segnale U che va ad un utilizzatore.
I segnali sono digitali On/Off perciò li possiamo denominare:
0 = Assenza di segnale (nessuna pressione, nessuna tensione)
1 = Presenza di segnale (pressione 6 bar, tensione 24 Vdc)
La AND dice che l’uscita U è = 1 solo se X1 e X2 sono entrambi = 1.
Tabella della verità funzione AND
X1
X2
U
0
0
0
0
1
0
1
0
0
1
1
1
X1
AND
X2
Controllo
U
Festo Academy - Industrial Management School
5-1
Soluzione pneumatica
Problema: Due pulsanti devono essere entrambi azionati per far avanzare
l’asta di un cilindro a semplice effetto.
Soluzione 1: Due valvole 3/2 N.C. in Serie.
U
2
X1
1
3
2
X2
1
3
Soluzione 2: Due valvole 3/2 N.C. emettono i segnali che vengono
elaborati da una valvola a due pressioni o valvola AND.
U
X1
A
X
Y
X2
2
1
Controllo
2
3
1
3
Festo Academy - Industrial Management School
5-2
Soluzione elettrica
Problema: Due pulsanti devono essere entrambi azionati per accendere
una lampada.
Soluzione elettromeccanica: il contatto N.A. dei pulsanti in Serie.
+24V
X1
X2
U
0V
Soluzione con logica programmabile (linguaggio KOP): Due ingressi come
contatti N.A. in serie che attivano un’uscita.
Controllo
Festo Academy - Industrial Management School
5-3
Logica OR
La funzione logica OR più semplice è tra due segnali ma può essere
utilizzata con il numero di segnali desiderati. OR è una parola inglese che
tradotta diventa “O” intesa come congiunzione.
Possiamo chiamare X1 e X2 i due segnali e li possiamo pensare per
esempio come due pulsanti.
Il risultato è un segnale U che va ad un utilizzatore.
I segnali sono digitali On/Off perciò li possiamo denominare:
0 = Assenza di segnale (nessuna pressione, nessuna tensione)
1 = Presenza di segnale (pressione 6 bar, tensione 24 Vdc)
La OR dice che l’uscita U è = 1 se o X1 o X2 sono = 1, ovvero basta che
un ingresso sia vero per attivare l’uscita.
Tabella della verità funzione OR
X1
X2
U
0
0
0
0
1
1
1
0
1
1
1
1
X1
OR
X2
Controllo
U
Festo Academy - Industrial Management School
5-4
Soluzione pneumatica
Problema: Almeno uno dei due pulsanti deve essere azionato per far
avanzare l’asta di un cilindro a semplice effetto.
Soluzione: Due valvole 3/2 N.C. emettono i segnali che vengono elaborati
da una valvola selettrice, valvola a navetta o valvola OR.
U
X1
A
X
Y
X2
2
1
Controllo
2
3
1
3
Festo Academy - Industrial Management School
5-5
Soluzione elettrica
Problema: Almeno uno dei due pulsanti deve essere azionato per
accendere una lampada.
Soluzione elettromeccanica: Il contatto N.A. dei pulsanti in Parallelo.
+24V
X1
X2
U
0V
Soluzione con logica programmabile (linguaggio KOP): Due ingressi come
contatti N.A. in parallelo che attivano un’uscita.
Controllo
Festo Academy - Industrial Management School
5-6
Logica NOT
La funzione logica NOT si può applicare ad un solo segnale. NOT è una
parola inglese che tradotta diventa “NON” intesa come negazione.
Possiamo chiamare X1 il segnale e lo possiamo pensare per esempio
come un pulsante.
Il risultato è un segnale U che va ad un utilizzatore.
I segnali sono digitali On/Off perciò li possiamo denominare:
0 = Assenza di segnale (nessuna pressione, nessuna tensione)
1 = Presenza di segnale (pressione 6 bar, tensione 24 Vdc)
La NOT dice che l’uscita U è = 1 se X1 = 0, ovvero l’ingresso NON deve
essere vero per attivare l’uscita.
Tabella della verità funzione NOT
X1
Controllo
NOT
X1
U
0
1
1
0
U
Festo Academy - Industrial Management School
5-7
Soluzione pneumatica
Problema: Se si aziona un pulsante l’asta di un cilindro a semplice effetto
si riporta in condizioni di riposo (rientrata). Se il pulsante NON viene
azionato, il cilindro è in posizione di lavoro (asta fuori).
Soluzione: Il pulsante da scegliere è una valvola 3/2 Normalmente Aperta.
U
X1
Controllo
Festo Academy - Industrial Management School
5-8
Soluzione elettrica
Problema: Se il pulsante NON è premuto, la lampada è accesa. La
lampada si spegne se il pulsante viene premuto.
Soluzione elettromeccanica: Il contatto Normalmente Chiuso del pulsante
alimenta la lampada.
+24V
X1
U
0V
Soluzione con logica programmabile (linguaggio KOP): L’ingresso
“Pulsante_1” viene letto N.C. (“al contrario”, ”negato”) e portato all’uscita.
Controllo
Festo Academy - Industrial Management School
5-9
Funzioni di temporizzazione
Temporizzatore con ritardo all’azionamento.
Un’altra importante logica di comando è l’attuazione di un comando in
ritardo rispetto all’arrivo di un segnale.
Possiamo chiamare X1 il segnale e lo possiamo pensare per esempio
come un pulsante.
Il risultato è un segnale U che va ad un utilizzatore.
I segnali sono digitali On/Off perciò li possiamo denominare:
0 = Assenza di segnale (nessuna pressione, nessuna tensione)
1 = Presenza di segnale (pressione 6 bar, tensione 24 Vdc)
Il temporizzatore con ritardo all’azionamento attiva la sua uscita
applicando un ritardo temporale impostabile che inizia all’arrivo del
segnale in ingresso.
X1
Tempo
ritardo
di
U
1
X1
0
1
U
0
tempo
Tempo impostato
Controllo
10
Festo Academy - Industrial Management School
5-
Soluzione pneumatica
Problema: L’asta di un cilindro a semplice effetto deve uscire dopo un
ritardo di 2 secondi da quando si è premuto (e mantenuto premuto) un
pulsante.
Soluzione: Il pulsante da scegliere è una valvola 3/2 Normalmente Chiusa
che pilota un temporizzatore pneumatico con ritardo all’azionamento.
Valvola temporizzatrice N.C. ritardo all’azionamento
Lo strozzatore
regola il flusso
in ingresso da
12
U
X1
2
1
Controllo
11
3
Festo Academy - Industrial Management School
5-
Soluzione elettrica
Problema: Una lampada si deve accendere dopo un ritardo di 2 secondi
da quando si è premuto (e mantenuto premuto) un pulsante.
Soluzione elettromeccanica: Il contatto Normalmente Aperto del pulsante
alimenta l’ingresso di un temporizzatore con ritardo all’azionamento.
Il contatto N.A. del temporizzatore alimenta la lampada.
+24V
X1
KT1
KT1
U
-0V
Soluzione con logica programmabile (linguaggio KOP): Il contatto
Normalmente Aperto del pulsante alimenta l’ingresso di un temporizzatore
con ritardo all’azionamento (TON). Il contatto N.A. del temporizzatore
alimenta la lampada.
Controllo
12
Festo Academy - Industrial Management School
5-
Temporizzatore con ritardo al disazionamento.
Il temporizzatore con ritardo al disazionamento, attiva subito la sua uscita
all’arrivo del segnale di ingresso e ritarda la spegnimento del segnale
d’uscita alla sparizione del segnale di ingresso.
Possiamo chiamare X1 il segnale e lo possiamo pensare per esempio
come un pulsante.
Il risultato è un segnale U che va ad un utilizzatore.
I segnali sono digitali On/Off perciò li possiamo denominare:
0 = Assenza di segnale (nessuna pressione, nessuna tensione)
1 = Presenza di segnale (pressione 6 bar, tensione 24 Vdc)
Il temporizzatore con ritardo all’azionamento attiva la sua uscita all’arrivo
del segnale in ingresso. Quando il segnale di ingresso va a “0”, parte il
tempo impostato. Allo scadere di questo tempo, l’uscita viene spenta.
X1
Tempo di ritardo
al
U
1
X1
0
1
U
0
tempo
Tempo impostato
Controllo
13
Festo Academy - Industrial Management School
5-
Soluzione pneumatica
Problema: L’asta di un cilindro a semplice effetto deve uscire quando si
preme un pulsante. Al rilascio dello stesso, prima che l’asti ritorni, devono
passare 3 secondi.
Soluzione: Il pulsante da scegliere è una valvola 3/2 Normalmente Chiusa
che pilota un temporizzatore pneumatico con ritardo al disazionamento.
Valvola temporizzatrice N.C. ritardo al disazionamento
Lo strozzatore
regola il flusso
in uscita da 12
U
X1
2
1
Controllo
14
3
Festo Academy - Industrial Management School
5-
Soluzione elettrica
Problema: Una lampada si deve accendere quando si preme un pulsante.
Al rilascio dello stesso devono passare 3 secondi prima che la lampada si
spenga.
Soluzione elettromeccanica: Il contatto Normalmente Aperto del pulsante
alimenta la bobina di un temporizzatore con ritardo al disazionamento.
Il contatto N.A. del temporizzatore alimenta la lampada.
+24V
X1
KT1
KT1
U
-0V
Soluzione con logica programmabile (linguaggio KOP): Il contatto
Normalmente Aperto del pulsante alimenta un temporizzatore con ritardo
al disazionamento (TOF). Il contatto N.A. del temporizzatore alimenta la
lampada.
Controllo
15
Festo Academy - Industrial Management School
5-
Contatore o contaimpulsi
Ci sono casi in cui un attuatore o una parte di macchina devono essere
comandati solo a fronte di un numero prestabilito di eventi di un segnale.
Nelle varie soluzioni tecnologiche esistono delle logiche che soddisfano
questa esigenza. I più comuni vengono chiamati contatori o contaimpulsi.
Possiamo chiamare X1 il segnale e lo possiamo pensare per esempio
come un pulsante.
Il risultato è un segnale U che va ad un utilizzatore.
I segnali sono digitali On/Off perciò li possiamo denominare:
0 = Assenza di segnale (nessuna pressione, nessuna tensione)
1 = Presenza di segnale (pressione 6 bar, tensione 24 Vdc)
Il contatore ha un ingresso di conteggio che somma alla variabile di
conteggio un’unità ogni volta che il segnale da “0” passa a “1”. Quando il
valore della variabile raggiunge il valore impostato, il contatore emette un
segnale. Per poter ripartire con il conteggio da 0, c’è un ingresso che
viene denominato Reset o azzeramento.
X1
Contatore
Reset
X1
U
Impostazione n°
impulsi
1
0
U
1
0
Reset
1
0
0
1
2
3
0
Conteggio
N° conteggi impostati = 3
Controllo
16
Festo Academy - Industrial Management School
5-
Soluzione pneumatica
Problema: L’asta di un cilindro a semplice effetto deve uscire dopo che un
pulsante è stato premuto per 3 volte. L’asta deve rientrare quando viene
premuto il pulsante di “Reset”.
Soluzione: Il pulsante da scegliere è una valvola 3/2 Normalmente Chiusa
che manda i segnali ad un contaimpulsi pneumatico. L’uscita del
contaimpulsi viene utilizzata per attivare il cilindro a semplice effetto.
L’ingresso di azzeramento del contaimpulsi viene comandato da un’altra
valvola 3/2 N.C.
Contaimpulsi pneumatico
U
Reset
X1
2
1
Controllo
17
2
3
1
3
Festo Academy - Industrial Management School
5-
Soluzione elettrica
Problema: Una lampada si deve accendere dopo che un pulsante è stato
premuto per 3 volte. La lampada si spegne quando viene premuto il
pulsante di “Reset”.
Soluzione elettromeccanica: Il contatto Normalmente Aperto del pulsante
alimenta la bobina di conteggio del contatore.
Il contatto N.A. del contatore alimenta la lampada. Il pulsante di Reset
N.A. alimenta la bobina di azzeramento.
+24V
X1
RESE
KC1
KC1
U
0V
Contaimpulsi elettromeccanico
Controllo
18
Festo Academy - Industrial Management School
5-
Soluzione con logica programmabile (linguaggio KOP): Il contatto
Normalmente Aperto del Pulsante_1 alimenta un contatore impostato a 3
conteggi. Il contatto N.A. del pulsante Reset azzera il conteggio. Il contatto
N.A. del contatore alimenta la lampada.
Controllo
19
Festo Academy - Industrial Management School
5-
Concetto di logica programmabile
Logica cablata
La logica “cablata” è il tipo di logica che collega i vari elementi come datori
di segnale, interfacce, funzioni (And, Or, Not…) con collegamenti fisici
quali tubi, cavi o piste su schede elettroniche.
E’ proprio sulle schede elettroniche che è avvenuto il passaggio tra la
logica cablata e la logica programmabile.
Per progettare un controllo a logica cablata su scheda elettronica, ci sono
elementi chiamati circuiti integrati che svolgono le varie funzioni logiche.
Questi elementi vengono collegati tra di loro da piste di rame disegnate
ad-hoc per il controllo da progettare.
Controllo
20
Festo Academy - Industrial Management School
5-
Il microprocessore
La ricerca e lo sviluppo nel campo dell’elettronica ha
permesso di mettere a punto una tecnologia di
miniaturizzazione sempre in miglioramento.
La miniaturizzazione ha permesso di inserire milioni di
componenti miniaturizzati all’interno di un solo involucro
chiamato circuito integrato.
Questo ha permesso di produrre dei circuiti integrati
contenenti tutte le funzioni logiche.
Questi componenti vengono chiamati Microprocessori.
Attualmente si fa larghissimo uso dei microprocessori a partire dai
Personal Computer fino ad arrivare alle lavartici domestiche o ai forni a
microonde.
In automazione industriale, il microprocessore viene utilizzato nella Logica
di Controllo Programmabile (PLC – Programmable Logic Controller).
Controllo
21
Festo Academy - Industrial Management School
5-
Concetto di programmabilità
Le funzioni logiche che prima andavano acquistate separatamente e
collegate tra di loro, ora sono contenute in un solo componente, il
microprocessore.
Questo componente si trasforma internamente per diventare la funzione
che gli si chiede.
Ci sono una serie di piedini che sono dedicati al codice di istruzione. A
seconda del codice che si configura, il microprocessore si comporta come
la funzione richiesta.
…
Codici di istruzione
Si deve allora stilare un programma cioè una lista di istruzioni che il
microprocessore deve eseguire in sequenza, molto veloce, in modo da
soddisfare tutte le funzioni logiche necessarie per controllare il
funzionamento automatico di una macchina.
Controllo
22
Festo Academy - Industrial Management School
5-
Struttura di un PLC (Controllore a Logica Programmabile)
Un PLC è un’apparecchiatura elettronica programmabile che si interfaccia
ad una macchina automatica in modo che comandi il funzionamento degli
attuatori in funzione dei segnali che gli arrivano dai sensori, con la logica
programmata.
Gli elementi essenziali che compongono un PLC si possono dividere in:
CPU (Central Processing Unit)
E’ l’Unità Centrale di Elaborazione. Contiene il Microprocessore e tutti i
componenti elettronici in grado di farlo funzionare.
Nella CPU c’è la memoria in cui viene scritto e memorizzato il programma
cioè la logica di funzionamento della macchina da controllare.
Schede di ingresso e di uscita
Permettono di collegare i sensori in ingresso e le interfacce verso gli
attuatori in uscita.
Preparano i segnali che possono essere interpretati dal microprocessore.
CPU
Programma
Controllo
23
INGRESSI
USCITE
Festo Academy - Industrial Management School
5-
Dispositivi e sistemi di programmazione
Per inserire il programma esistono vari tipi di soluzioni dal Personal
Computer ai tastierini dedicati.
Si può comunicare con la CPU attraverso un cavo che viene collegato ad
una presa sulla CPU stessa.
La programmazione viene effettuata con un linguaggio che varia da PLC a
PLC a seconda della marca e della serie acquistata.
La logica di programmazione rimane la stessa ma bisogna imparare a
“parlare” con il PLC imparando il suo linguaggio.
Controllo
24
Festo Academy - Industrial Management School
5-
Interfaccia uomo macchina
Siccome i PLC sono dei computer,
oltre ai pulsanti elettromeccanici,
esistono dei pannelli operatore che
vengono utilizzati per il colloquio tra
PLC ed l’operatore della macchina.
L’operatore può scrivere su tastiera
la modalità di funzionamento della
macchina, il tipo di prodotto, la
velocità di funzionamento, ecc..
La macchina può scrivere su un
visore (Display o schermo) i dati di
funzionamento, i pezzi prodotti, ecc..
e, molto importante, la diagnosi del
funzionamento della macchina.
Con le tecniche di programmazione avanzate e la nuova tecnologia delle
interfacce, si possono identificare, in molte occasioni, i motivi di
malfunzionamento della macchina.
Questo è un grosso vantaggio che la tecnica di controllo programmabile
offre agli operatori ed alla manutenzione.
Controllo
25
Festo Academy - Industrial Management School
5-
Capitolo 6 – Innovazione tecnologica
Isole di valvole intelligenti
Tra le varie soluzioni ai
problemi di automazione,
ci sono delle unità di
valvole che incorporano
un PLC.
Questa è la soluzione
ottimale
quando
la
macchina ha un numero
relativamente limitato di
attuatori e di sensori.
In questo modo l’isola di valvole contiene in una sola unità il controllo
elettronico programmabile, le elettrovalvole e la possibilità di collegare
sensori, pulsanti e ulteriori interfacce o attuatori elettrici.
Le unità di valvole sono estremamente flessibili; la struttura modulare
permette loro di essere composte a seconda dell’esigenza ed
eventualmente di essere modificate ed ampliate in seguito.
L’unità centrale (CPU) può essere acquistata a seconda del linguaggio di
programmazione e della marca a cui si è legati.
Innovazione tecnologica
Festo Academy - Industrial Management School
6-1
Comunicazione tra PLC e campo
Se non si sceglie la soluzione di integrare la logica di controllo nel campo,
il PLC deve essere montato all’interno di un quadro elettrico.
Di norma il quadro elettrico è discostato dalla macchina e tutte le
connessioni devono perciò giungere sotto forma di cavi e di tubi.
Come già si è visto, con la soluzione delle unità di valvole, la pneumatica
viene decentrata e sistemata vicino agli attuatori, perciò i tubi che
dovranno essere posati sono solo quelli dell’alimentazione pneumatica.
Per quanto riguarda i cavi, i costi di cablaggio (numero di fili e tempo di
cablaggio) oltre ai costi di manutenzione, hanno spinto i progettisti a
trovare soluzioni sempre più economiche ed affidabili.
Connessioni Multipolari
Il primo passo verso una posa di cavi in numero minore è stato di produrre
cavi contenenti un alto numero di fili, ed accoppiamenti spina/presa
precablati.
Esistono perciò le unità di valvole con prese multipolari.
Questa soluzione risolve il problema del passaggio dei cavi ma non quello
del cablaggio sulle schede del PLC.
Innovazione tecnologica
Festo Academy - Industrial Management School
6-2
Reti di comunicazione
L’innovazione sui sistemi di trasporto delle informazioni tra la macchina e
l’armadio di comando sono le reti informatiche di campo.
La tecnica di comunicazione basata sulle reti è sempre in rapida
evoluzione.
Un sistema di questo tipo ha bisogno, di norma, di un cavo a due fili che
collega il PLC (Master) con le unità sul campo (Slave). In questo modo
anche i cablaggi elettrici sono ridottissimi.
Sul filo passano delle informazioni elettriche sotto forma di codici che
vengono mandati e letti da più unità collegate allo stesso filo.
Sul PLC e su ogni stazione decentrata (sul campo) ci dovrà perciò essere
una scheda elettronica che sa leggere, scrivere, tradurre i codici e capire
se sono destinati a lei.
Esistono una innumerevole varietà di linguaggi dei codici perciò varie
aziende costruttrici hanno scelto di consorziarsi e sviluppare in modo
congiunto le regole della comunicazione chiamate “Protocolli”.
Innovazione tecnologica
Festo Academy - Industrial Management School
6-3
Fieldbus (bus di campo)
La struttura tipica di una unità di controllo che è collegata a più unità di
campo, viene chiamata Bus di Campo o Fieldbus.
La figura nella pagina precedente raffigura i più importanti consorzi
Fieldbus che le aziende hanno costituito, con la loro predominanza nel
mondo.
Profibus
Il protocollo Profibus (Process Field Bus) è nato nel 1987 dall’iniziativa di
un’insieme di industrie: Asea Brown Boveri, Aeg, Ernst Tesh GmbH,
Honeywell, Klockner-Moeller, Landis & Gyr, Phoenix Contact, Schleicher,
Siemens…
Il sistema prevede che la comunicazione avvenga con la modalità Master
– Slave.
Il Master è l’unità che prende l’iniziativa e chiede agli slave di mandargli la
situazione degli ingressi e manda loro le uscite da attivare o disattivare.
Su un bus ci possono essere più Master che parlano tra di loro. In questo
modo le macchine partecipanti alla stessa linea di produzione possono
coordinare delle funzioni o delle velocità.
Master
Master
Slave
Innovazione tecnologica
Slave
Slave
Slave
Festo Academy - Industrial Management School
Slave
6-4
Le unità di valvole possono allora diventare slave di un PLC che parla
Profibus. Per ogni tipo di unità di valvole c’è l’interfaccia Profibus da
applicare:
Innovazione tecnologica
Festo Academy - Industrial Management School
6-5
AS-i
AS-i indica Actuator Sensor intefrace:
Interfaccia per Attuatori e Sensori.
E’ un tipo di rete di campo studiata per
collegare attuatori, sensori sul campo
e PLC con un solo cavo.
AS-i è nato per sostituire il cablaggio
al livello di rete più basso, dove altri
sistemi di campo (Fieldbus) tendono a
essere troppo complessi, costosi e
lenti.
Serve per collegare semplici elementi binari come pulsanti, finecorsa,
interruttori di prossimità, fotocellule, elettrovalvole e relè con sistemi di
controllo a più alto livello.
Trasmette i dati dalla periferia al controllore, fornisce l’alimentazione ai
sensori e attuatori e controlla il corretto funzionamento della rete.
Il suo impiego è limitato a sensori ed attuatori semplici, prevalentemente
On/Off.
L’interfaccia AS-i utilizza un cavo
piatto bifilare profilato schermato
avente una sezione di 2 x 1,5
mm2 con isolamento in gomma
gialla, oppure un cavo schermato
o non schermato con sezione
circolare massima di 2 x 2,5 mm2.
Oltre a garantire il trasferimento delle
informazioni, la rete fornisce un’alimentazione
di 30 Vcc ai dispositivi collegati; la corrente
non può superare i 2 A.
Il suo particolare profilo non permette
inversioni di polarità. La connessione degli
elementi al cavo avviene per penetrazione
senza tagliare il cavo e lasciandolo intatto
nell’eventuale rimozione.
Innovazione tecnologica
Festo Academy - Industrial Management School
6-6
Sensori e attuatori sono collegati alla rete attraverso componenti slave,
ciascuno dei quali può commutare fino a 100 mA.
Il master collega invece la rete al proprio controllore (PLC, CN, PC,…) o
può essere a sua volta uno slave di un bus di campo superiore.
Caratteristiche AS-i:
Montaggio semplice grazie alla tecnica di penetrazione
31 indirizzi (1..31)
Gestione di 124 Ingressi e 124 Uscite
100 mt su 2 fili (fino a 300 mt con 2 ripetitori)
Tempo di aggiornamento di 31 slave AS-i: 5 ms
Per motivi di sicurezza, c’è la possibilità di utilizzare un cavo
supplementare (nero) per trasportare la potenza (24 Vdc) che può essere
tagliata nelle situazioni di emergenza.
Programmatore indirizzi
Ogni Slave ha un suo numero di
indirizzo che lo fa riconoscere al
Master. Quando lo slave viene
inserito nella rete deve perciò
essere
identificato
con
un
programmatore di indirizzi.
Alimentatore
L’alimentazione al cavo di rete e
perciò ai partecipanti deve essere
fornita da un alimentatore speciale
AS-i perché sullo stesso cavo ci
sono alimentazione e dati, e le
caratteristiche elettriche devono
essere rispettate.
Innovazione tecnologica
Festo Academy - Industrial Management School
6-7
Valvole AS-i
Come detto prima, per le situazioni di
emergenza, le utenze con alimentazione
supplementare possono essere disinserite
in condizioni di emergenza.
Gli attuatori vengono arrestati ma restano
operativi i segnali dei sensori ed il sistema
bus.
Inoltre potrebbero esserci valvole o attuatori
che abbiano bisogno di alimentazione con
più potenza; anche questa viene fornita dal
cavo nero.
Ogni slave con un indirizzo può avere al
massimo 4 uscite e 4 ingressi. Esistono
slave con 8 ingressi o 8 uscite ma occupano
due indirizzi.
Perciò ogni utenza ha 8 indirizzi (bit)
Innovazione tecnologica
Festo Academy - Industrial Management School
6-8
Oltre che alle unità di valvole, AS-i può essere applicato direttamente alle
valvole singole fornendo anche gli ingressi per i finecorsa del cilindro.
Blocchetti di input / output
Per arrivare sul campo in modo flessibile, AS-i
mette a disposizione dei blocchetti che accettano 4
ingressi, 2 ingressi e 2 uscite o 4 uscite.
Esistono blocchetti a 8 ingressi o a 8 uscite ma
occupano 2 indirizzi AS-i.
Se nei blocchetti d’uscita la richiesta di corrente
supera la corrente consentita oppure si desidera
eliminare alimentazione in casi d’emergenza, può
essere utilizzato il cavo nero supplementare.
Ogni blocchetto deve
essere programmato
con
un
indirizzo
differente
all’interno
della rete.
Gli indirizzi sono al
massimo 31 (da 1 a
31).
Innovazione tecnologica
Festo Academy - Industrial Management School
6-9
Master AS-i
Una rete AS-i si comporta come un bus di
campo perciò ha bisogno di un alimentatore, di
un cavo dati/alimentazione, di un master e dei
suoi slave.
Il tipo di rete può essere ad albero perciò è
possibile inserire rami all’interno del cavo
principale, l’importante è che non si superino
100mt altrimenti sarà necessario inserire
amplificatori di segnale (max 300mt con 2
ripetitori).
Il master AS-i può essere direttamente
connesso al PLC o può essere lo slave di una
rete di livello superiore.
Il master si occupa di raccogliere i dati di ingresso e di mandare le uscite
agli slave.
Inoltre si occupa di passare i dati al PLC e di segnalare un eventuale
malfunzionamento della rete AS-i da lui controllata.
Slave
Profibus
Master
AS-i
Accessori
Per una ottima facilità di montaggio ed un ottimo funzionamento, la rete
AS-i deve avere i connettori approvati dal consorzio che penetrando nel
cavo giallo, mettono in comunicazione gli elementi tra loro.
Innovazione tecnologica
Festo Academy - Industrial Management School
6 - 10
Festo Academy - Industrial Management School