Università degli studi di Padova
Dipartimento di Tecnica e Gestione
dei Sistemi Industriali
Corso di Laurea Magistrale in Ingegneria Gestionale
Materiali soggetti ad usura nei settori estrattivo e delle
costruzioni: potenziale sostituzione delle leghe ad elevato
contenuto di materie prime critiche
Relatore
Prof. Franco Bonollo
Laureanda
Francesca Gianello
Anno Accademico 2014/2015
INDICE
Introduzione ....................................................................................................................... 1
CAPITOLO I
1.1.Criticità ed importanza a livello europeo delle materie prime ............................................. 3
1.1.Le soluzioni proposte per una miglior gestione della criticità delle risorse naturali ....... 11
1.1.1.Il riciclaggio ............................................................................................................ 11
1.1.2.Individuazione di potenziali sostituti ........................................................................ 14
1.1.2.1.Approccio UE ........................................................................................... 14
1.1.2.2.Approccio americano - Yale ..................................................................... 16
CAPITOLO II
2.1.Introduzione ............................................................................................................... 21
2.2.Gli indici di valutazione per la criticità delle risorse .......................................................... 22
2.2.1.Rappresentazione dei risultati ................................................................................... 24
2.3.La ghisa: definizione e tipologie ............................................................................................ 32
2.3.1.Ghisa sferoidale: il processo di austempering .......................................................... 35
CAPITOLO III
3.1.Introduzione e breve presentazione dell’azienda, la “Zanardi Fonderie S.p.A.” ............ 39
3.2.La ghisa ADI all’interno dell’azienda: importanza e sviluppo .............................. 40
3.3.Componenti resistenti ad usura ................................................................................ 41
3.3.1.Il concetto di usura ...................................................................................................... 44
3.3.1.1.L’usura abrasiva ................................................................................................ 44
3.3.2.Componenti analizzati : proprietà e definizione dei materiali concorrenti attualmente
in uso .................................................................................................................................... 48
CAPITOLO IV
4.1.Panoramica dei settori, dei macchinari e dei componenti costitutivi oggetto di analisi ... 93
4.1.1.Comportamento ad usura della ghisa ADI e confronto con i principali concorrenti .. 94
4.1.2.Applicazioni e componenti analizzati ......................................................................... 96
4.1.2.1.Sistemi per la macinazione, la frantumazione e la miscelazione di inerti ............. 96
4.1.2.2.Sistemi di movimentazione a terra : escavatori e attrezzatura per attività
sotterranee .........................................................................................................106
4.1.2.3.Sistemi di convogliamento e piani vaglianti ........................................................115
Conclusioni ..................................................................................................................... 119
Ringraziamenti ............................................................................................................................121
Riferimenti bibliografici ................................................................................................ 123
INTRODUZIONE
Le risorse naturali costituiscono l’elemento base su cui fondano le economie dei paesi a
livello mondiale. Tuttavia date le dimensioni del loro attuale utilizzo e data la criticità, di
cui si discute nel capitolo I, in termini di reperibilità, si è cercato negli anni di provvedere
a soluzioni che consentissero di superare tali ostacoli, cercando di garantire una certa
stabilità economica e produttiva anche e soprattutto per le generazioni future.
Sono stati realizzati a tal proposito degli studi, illustrati nel capitolo II, per l’analisi e la
valutazione dell’importanza e della criticità relativa ad alcuni dei componenti ritenuti più
importanti e fondamentali in termini di impiego a livello industriale ed in base ad una
serie di indici di riferimento sono stati catalogati e classificati in base ai punteggi ottenuti
relativamente a tali indicatori.
Tra le soluzioni proposte per ovviare alle difficoltà sopracitate legate a questi elementi
sono state ipotizzati il riciclaggio e l’individuazione di potenziali sostituti.
A questo proposito un materiale che si è riscoperto essere particolarmente valido è la
ghisa, che presenta una serie di vantaggi e di caratteristiche che la mettono in
competizione con i principali acciai contenenti gli elementi individuati come critici; per
citarne alcuni il minor contenuto di carbonio che le conferisce una maggiore leggerezza
(circa il 10% di peso in meno rispetto agli acciai) e di conseguenza un vantaggio
economico dovuto ad una riduzione in termini di costo e prezzo; il fatto di essere adatta
solo ai processi di fonderia, caratteristica questa che consente di ridurre la quantità di
materiale sprecato o in eccesso sottoforma di bava; il pezzo, di geometria anche
complessa, può essere ottenuto al termine di un singolo processo di colata senza
necessitare di ulteriori lavorazioni.
In particolare la ghisa che meglio risponde ai requisiti industriali e che può effettivamente
sostituire gli acciai alto legati o temprati in numerose applicazioni, è la ghisa sferoidale
austemperata - ADI - di cui la “Zanardi Fonderie S.p.A”, azienda presso la quale si è
svolto il periodo di tirocinio e per tanto si ringrazia, è produttrice leader. Durante il
periodo di stage sono state selezionate alcune applicazioni potenzialmente interessanti
cercando di capire quali potessero essere i materiali attualmente impiegati per realizzarli,
per ipotizzare una possibile sostituzione con i gradi ADI della fonderia, capitolo III e IV.
1
2
CAPITOLO I
1.1.Criticità ed importanza a livello europeo delle materie prime
Le risorse naturali sono la “spina dorsale” di ogni economia. [1] Il loro utilizzo e la loro
trasformazione consentono la generazione dei capitali sociali che contribuiscono alla
formazione della ricchezza delle generazioni presenti e future. Tuttavia , le dimensioni
dell’utilizzo delle risorse attuali sono tali da rendere critiche per le future generazioni - e
per i paesi in via di sviluppo - le probabilità di avere accesso alla loro giusta quota di
“risorse limitate”
[I]
, comportando inoltre conseguenze pesanti e gravi in termini di
impatti ambientali .
Il 21 dicembre 2005 la Commissione Europea ha proposto una strategia per l'uso
sostenibile delle risorse naturali utilizzate in Europa [1] . L'obiettivo della strategia è
quello di ridurre gli impatti ambientali connessi all'uso delle risorse all’interno di un
contesto economico in progressiva espansione, in continua crescita. Agire in questa
prospettiva diventa un fattore determinante per aiutare l'UE a raggiungere uno sviluppo
sostenibile, per soddisfare le esigenze delle generazioni attuali senza compromettere la
capacità delle future generazioni di soddisfare le proprie esigenze promuovendo di fatto
una migliore qualità della vita per tutti [2] . Lo sviluppo sostenibile offre una visione del
progresso che integra obiettivi immediati e a lungo termine , di azione locale e globale , e
considera le questioni sociali , economiche e ambientali come componenti inseparabili e
interdipendenti di progresso umano .
Lo sviluppo sostenibile non riguarda solo le questioni e le decisioni politico-economiche,
deve essere invece inteso dalla società in generale come principio guida, relativamente
anche e soprattutto alle molte e singole scelte che ogni cittadino fa ogni giorno. Ciò
richiede profondi cambiamenti nel modo di pensare , nelle strutture economiche e sociali
e nel sistema di consumo e di produzione.
Tra gli aspetti che possono concorrere alla promozione di uno sviluppo sostenibile si
possono indicare [3] :
Per “risorsa limitata”, o “fattore di produzione”, ” si intende una risorsa la cui disponibilità è ridotta
in relazione al suo utilizzo produttivo.
I
3
- Riciclaggio dei materiali;
- Limitazione delle emissioni di carbonio a livello industriale e domestico, mediante la
riduzione di usi e consumi di combustibili fossili;
- Sostituibilità delle risorse utilizzo di risorse rinnovabili.
Tuttavia, in particolar modo relativamente a quello che è l’ultimo dei punti sopraelencati,
è possibile affermare che lo sviluppo di risorse alternative può rivelarsi particolarmente
costoso e richiedere parecchio tempo. Una soluzione possibile risulta quindi essere quella
di massimizzare l’efficienza e l’efficacia nell’utilizzo delle risorse, delle materie prime
attualmente disponibili, riducendone in questo modo il loro prematuro esaurimento.
Per quanto riguarda l’Europa nello specifico [4], è possibile affermare che le materie
prime sono di un’importanza fondamentale per la sua economia, per la sua crescita e sono
essenziali per il mantenimento e il miglioramento
della qualità della vita. Dato
l’incremento stimato nell’impiego di tali materiali a livello produttivo, assicurare un
accesso affidabile, sostenibile e certo a determinate e specifiche materie prime sta
diventando un aspetto di crescente preoccupazione ed interesse sia all’interno del
continente che in tutto il resto del mondo. La Commissione Europea, attraverso il
progetto RMI (Raw Materials Initiative) del 2008, ha gestito la questione “materie
prime”, individuando quali avrebbero potuto essere le materie prime critiche di cruciale
importanza per l’economia europea, e quali i rischi associati a livello di fornitura e
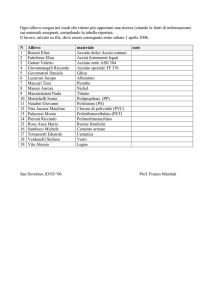
reperimento – figura n. 1.1.
“Figura n.1.1: Matrice di criticità; all’interno della stessa si individua una zona detta
“regione di criticità”, delimitata da un contorno rosso, per le materie a più alto rischio [16]
”
4
L’approvvigionamento [5] di materie prime, infatti, linfa per la moderna industria, è
caratterizzato da crescenti sfide per l’Europa stessa, di fatto povera di risorse; la volatilità
dei prezzi, le variazioni e fluttuazioni dei mercati, le “turbolenze” ed instabilità politiche e
l’attenzione sempre più accentuata per quel che riguarda il rispetto e la protezione
ambientale, sono alcuni degli aspetti critici che maggiormente influenzano tale attività.
Ad un livello di analisi più ampio è possibile affermare che i cambiamenti demografici,
la globalizzazione e l’urbanizzazione dimostrano chiaramente che è necessaria una
continua innovazione per ridurre il consumo di risorse naturali.
La strategia proposta dalla Commissione Europea prevede di focalizzarsi sull’accesso al
mercato, sulle produzioni “autoctone” e sul riciclaggio; contemporaneamente le aziende
leader europee vengono incentivate a proseguire nella loro azione di promozione di
utilizzo efficiente delle risorse, attraverso politiche d’azione che riguardano il prezzo, la
domanda e la disponibilità della merce per l’ottenimento di uno sviluppo sostenibile.
Il metodo dell’UE per il calcolo dell’indice di rischio di fornitura per ciascuna materia
prima è indicato nell’Eq. (1):
(1) 𝑆𝑢𝑝𝑝𝑙𝑦 𝑟𝑖𝑠𝑘𝑖 = (1 − 𝑖 ) ∑𝑠(𝐴𝑖𝑠 ∙ 𝜎𝑖𝑠) ∙ ∑𝑐(𝑃𝑖𝑐 2 ∙ [𝑊𝐺𝐼𝑐 𝑜𝑟 𝐸𝑃𝐼𝑐 ])
Riciclabilità
Sostituibilità
Indici pesati
Indicatori di Eq. (1) - definizioni:
ρi – quota di materiale riciclato relativamente alla quantità di materiale complessivamente utilizzato per la
produzione di un componente finito. – EoL Recycling Input Rate
Ais – percentuale di materia prima i utilizzata nel settore s
σis – sostituibilità della materia prima i nel settore s
Pic – contributi del paese c nella produzione globale della materia prima i
WGIc – valore del World Governance Indicators per il paese c
EPIc – valore del Envirormental Performance Index per il paese c
5
L’indice di importanza economica si calcola sulla base del valore aggiunto totale dei
settori produttivi, che dipende dalla specifica materia prima, come illustrato nell’Eq. (2):
(2) 𝐸𝑐𝑜𝑛𝑜𝑚𝑖𝑐 𝑖𝑚𝑝𝑜𝑟𝑡𝑎𝑛𝑐𝑒𝑖 =
∑𝑠(𝑆𝑖𝑠 ∙ 𝐴𝑖𝑠)
𝐺𝐷𝑃𝐸𝑈27
Indicatori di Eq. (2) - definizioni:
Sis – valore aggiunto totale del settore s relativamente alla materia prima i
Ais – percentuale di materia prima i utilizzata nel settore s
GDPEU27 – GDP totale per EU27
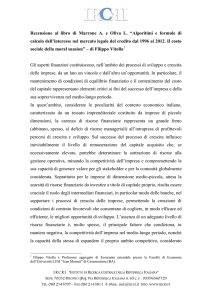
Sin dalla rivoluzione industriale [5], alla base dell’economia mondiale, quindi, vi è un
numero selezionato di metalli base
[II]
, utilizzati in quantità sempre crescenti, che
costituiscono la “spina dorsale” per prodotti ed infrastrutture economiche.
“Figura n.1.2 : Metalli Base [5] ”
II
I metalli base includono principalmente Fe,che combinato con C ed altri metalli origina l’acciaio, Cu, Sn,
Pb, Z, Al, Mn, Mg.
6
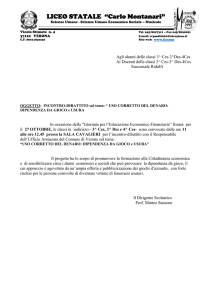
La moderna economia consente di approcciarsi a nuovi metalli tecnologici che
comprendono metalli preziosi, terre rare e semiconduttori, di cruciale importanza per le
caratteristiche e funzionalità dei moderni prodotti. La disponibilità di tali metalli è
caratterizzata da una sempre più pressante richiesta da parte delle economie emergenti e
dei mercati globali.
“Figura n.1.3: Metalli Tecnologici [5] ”
Tali materiali, detti materiali non energetici
[III]
, sono di estrema importanza per le
industrie lungo tutta la supply chain. Il rapido sviluppo di prodotti hi-tech e di
applicazioni ambientali ha portato a diversi cambiamenti nella struttura della domanda di
materie prime, in quanto la crescita della complessità di tali prodotti comporta un
incremento corrispondente nella richiesta e nell’utilizzo di materiali necessari alla loro
realizzazione.
Anche il miglioramento delle performance ambientali è strettamente connesso alle
materie prime; la riduzione delle emissioni dovute a processi di combustione interna, ad
esempio, è stata resa possibile mediante l’introduzione di convertitori catalitici contenti
metalli del gruppo del platino – PGMs
III
IV
[IV]
.
Si definiscono invece materiali energetici risorse quali petrolio e gas.
Rutenio – Ru, Rodio – Rh, Palladio – Pd, Osmio – Os, Iridio – Ir, Platino – Pt.
7
“Figura n.1.4: Distribuzione globale dei siti estrattivi per i metalli base [5]”
Per quanto riguarda la locazione e la reperibilità di metalli base e tecnologici [5], è
possibile affermare, relativamente alla prima categoria
[V]
, che i depositi di minerali non
sono distribuiti in modo uniforme, in quanto si tratta del risultato di formazioni
geologiche piuttosto che di confini politici; la ricchezza mineraria di un paese dipende
quindi in maniera predominante dalla natura, sebbene l’attuale uso di tale ricchezza sia
soggetto alla viabilità commerciale dell’estrazione all’interno di un contesto dove vigono
regole di carattere sociale, ambientale, politico ed economico. Nuovi depositi possono
ancora essere scoperti o diventare tecnologicamente disponibili.
“Figura n. 1.5: Distribuzione globale dei siti estrattivi per i metalli base
V
8
[5]
”
Rispettivamente i colori indicano giacimenti di : Fe, Al (Bauxite), Mg, Cu, Zn, Sn
Per quanto concerne invece gli elementi tecnologici
[VI]
, è possibile affermare che questi
vengono estratti dai giacimenti di metalli base nei quali sono presenti in concentrazioni
minime; tipicamente si trovano tracce di gallio – Ga – nei depositi di alluminio; tracce di
molibdeno e cobalto – rispettivamente Mb e Co – nei giacimenti di rame; tantalio – Ta –
associato allo stagno; germanio e indio – Ge e In – fusi con lo zinco.
“Figura n.1.6: Distribuzione globale dei siti estrattivi per i metalli tecnologici [5]”
Viceversa, alcuni metalli tecnologici vengono
estratti insieme senza che sia necessariamente
presente un metallo ospite, come accade ad
esempio per gli elementi del PGMs e delle Terre
Rare – RE.
“Figura n.1.7: Distribuzione globale dei siti estrattivi per i metalli tecnologici [5]”
VI
Rispettivamente i colori indicano gli elementi tecnologici seguenti :
Li, Terre Rare, Co, PGMs, W, Ta, Mb.
9
Le economie di tutti i paesi sono quindi strettamente dipendenti dalle materie prime, e
questo è particolarmente vero per il continente europeo, dove il rifornimento di materie
prime non energetiche rappresenta un elemento essenziale a sostegno della propria
economia e produttività. È stato stimato [4] che più di 30 milioni di impieghi fanno
diretto affidamento all’accesso di materie prime
[VII]
. Tuttavia, si legge nel report, solo
una piccola parte della produzione primaria avviene all’interno dei 28 Stati Membri –
EU28 – in quanto la maggior parte viene realizzata e resa disponibile dai paesi terzi. La
tabella sottostante – figura 1.8 – mostra che l’approvvigionamento dei 54 materiali
ritenuti critici (ridotti poi a 20, come mostra la figura n. 1.9), valutati nel report della
Commissione Europea [4] , è controllato principalmente da paesi non appartenenti
all’Unione Europea.
“Figura n.1.8: Paesi che provvedono al supporto di MP per il mercato globale[4]”
“Figura n.1.9: Materie prime critiche per l’Unione Europea [4]”
Non vi sono importanti e significative produzioni di materiali quali il borato, l’indio, le
Terre Rare e il titanio all’interno dell’Unione Europea (identificati quindi come risorse
critiche), aspetto principalmente dovuto al fatto che l’UE stessa è ricca di depositi non
ancora riconosciuti ed inesplorati, che sono di fatto destinati a rimanere tali a causa
dell’attuale contesto economico, politico e competitivo.
Un elemento peculiare
relativamente alla disponibilità di metalli [6] riguarda le riserve naturali di metalli, ovvero
quei depositi che grazie a condizioni geologiche favorevoli sono i principali candidati per
l’estrazione, oggi e nel futuro. I metalli vengono estratti dai giacimenti riconosciuti,
VII
Si fa qui riferimento ai 54 elementi che nel report della Commissione Europea sono stati definiti come
critici.
10
lavorati e trasformati in prodotti per il consumo. Al termine del proprio ciclo di vita e di
utilizzo, i prodotti vengono dismessi per essere o riciclati o dispersi nell’ambiente.
L’analisi del flusso di materiali consente di quantificare e valutare la quantità di materiale
che entra ed esce dal sistema di interesse, garantendo l’equità e la corrispondenza dei due
flussi. Per stimare le riserve di metallo è necessario definire un intervallo temporale di
riferimento e successivamente una procedura di valutazione appropriata. Nel report in
questione [6] vengono a tal proposito indicate due approcci alternativi:
-
“top – down”
𝑺𝒕 = ∑𝑻𝑻𝒐(𝑰𝒏𝒇𝒍𝒐𝒘𝒕 − 𝑶𝒖𝒕𝒇𝒍𝒐𝒘𝒕) + 𝑺𝒐
Eq. (3)
Indicatori Eq. (3) – definizioni:
St - riserve all’istante t; [To;T] = intervallo temporale di riferimento, tipicamente 50 ÷ 100 anni
SO - riserve esistenti all’istante To
-
“bottom - -up”
𝑺𝒕 = ∑𝑨𝒊 𝑵𝒊𝒕 ∙ 𝒎𝒊𝒕
Eq. (4)
Indicatori Eq. (4) – definizioni:
Nit - quantità finale di beni in uso al tempo t
mit - contenuto di metallo presente nei prodotti finiti in uso
A - numero dei diversi prodotti finiti
1.1.Le soluzioni proposte per una miglior gestione della criticità delle risorse naturali
1.1.1.Il riciclaggio
Con l’idea di gestire al meglio la complessità delle questioni e delle sfide sopradescritte,
la Commissione Europea, come già citato in precedenza, ha sviluppato nel 2008 una
politica integrata chiamata “ Raw Material Initiative - RMI”., sviluppata sulla base di tre
pilastri fondamentali:
11
-
Assicurare parità di condizioni di accesso alle risorse nei paesi terzi;
-
Favorire un approvvigionamento sostenibile di materie prime;
-
Aumentare l’efficienza delle risorse e promuovere il riciclaggio.
Le materie prime sono argomento centrale anche della strategia europea per il 2020
[VIII]
al fine di assicurare una crescita ed uno sviluppo intelligente e sostenibile. [4]
Nel 2007 viene fondata l’ “International Resource Panel - IRP”, per promuovere l’uso
sostenibile delle risorse naturali e valutare gli impatti ambientali delle stesse durante
l’intero ciclo di vita [7]; l’IRP successivamente lancia il Global Metal Flow Working
Group, al fine di contribuire alla promozione, a livello globale, del riutilizzo e riciclaggio
dei metalli, attività che consentono di trasformare i rifiuti in risorse.
Il riciclaggio dei metalli [7] ha una lunga tradizione dal momento che risulta molto più
efficiente dello spreco di risorse richiesto per svolgere attività di estrazione e di
produzione dei metalli primari “ex novo”, anche quando non necessario.
All’interno dell’articolo dell’International Resource Panel [7], vengono indicate le
opportunità e i limiti del riciclaggio dei metalli e si evidenziano le infrastrutture
necessarie al fine di massimizzare il recupero, dagli scarti, di risorse preziose. A tal
proposito viene promosso dall’IRP l’approccio Product – Center che tiene in
considerazione la composizione multi – materiale dei moderni prodotti; altro aspetto
cruciale, su cui viene posto l’accento, è la presenza dei cosiddetti “designed minerals” ,
ovvero dei prodotti human – made, per i quali il riciclaggio pone sfide non indifferenti
dato che tali prodotti contengono più di 40 elementi diversi, per ragioni prestazionali;
questo mix complesso necessita di una conoscenza profonda degli aspetti termodinamici
per consentire la separazione dei moderni prodotti in metalli preziosi, leghe , composti,
ecc.. Risulta quindi di immediata comprensione l’importanza del ruolo rivestito dai
product designers [IX] al fine di ridurre gli sforzi richiesti dall’attività di riciclaggio.
VIII
I 5 obiettivi che l'UE è chiamata a raggiungere entro il 2020 : Occupazione;R&S; Cambiamenti climatici e
sostenibilità energetica; Istruzione; Lotta alla povertà e all'emarginazione.
IX
Generalmente si avvalgono di strumenti CAD e sistemi di simulazione, che consentono di controllare e
conoscere il ciclo di vita dei prodotti, di definire i KPI (Key Performance Indicators) sulla base di aspetti
fisici, tecnologici ed economici.
12
“Figura n.1.10 [7]”
Applicazione di metodi e tecnologie all’interno della catena di recupero per
l’estrazione dei metalli dai complessi “designed minerals” – i.e. prodotti.
“Figura n.1.11”
Prendendo in considerazione la composizione multi – materiale dei moderni
prodotti, il PCA cerca la soluzione migliore di riciclaggio per ciascun prodotto al
fine di ottenere la massima efficienza delle risorse.
Il riciclaggio può fondamentalmente dirsi controllato da tre fattori chiave : l’economia, la
tecnologia e le leggi di regolamentazione, aspetti che devono essere coordinati e gestiti in
modo tale da garantire elevate frazioni di riciclaggio per più metalli contemporaneamente.
Molto spesso i prodotti end – of – life (EoL), vengono gestiti in maniera inappropriata,
comportando rischi per la salute e l’ambiente.
13
Al fine di migliorare l’attività di riciclo è necessario che i criteri di regolamentazione
siano supportati da conoscenze tecniche ed economie realistiche; la conoscenza tecnica
richiesta deve essere la migliore disponibile – Bets Available Technique, BAT [7] – per
ciascuno degli step del processo – raccolta, pretrattamento
[X]
, riciclaggio. Occorrono
inoltre degli incentivi al fine di garantire che tutti i componenti che costituiscono il
cosiddetto “waste stream” – flusso di scarti – vengano processati nel passaggio successivo
alla raccolta; possibili manovre in questo senso prevedono di estendere le responsabilità
del produttore, di realizzare dei sistemi di deposito, di distribuire equamente i profitti che
si ottengono dal riciclo delle frazioni preziose tra tutti gli attori della “catena del riciclo”.
Nonostante tutte le fasi del processo siano estremamente importanti, il cuore del sistema è
costituito dall’attività di “raccolta”, che copre un ruolo cruciale nel miglioramento
dell’efficienza delle risorse e richiede la promozione di incentivi, accrescendo la
consapevolezza dei consumatori, e la realizzazione di infrastrutture apposite per
consentire l’esecuzione delle corrette attività di pretrattamento e riciclaggio e facilitare
l’attività stessa di raccolta.
1.1.2.Individuazione di potenziali sostituti
1.1.2.1.Approccio UE
Data la criticità per l’economia europea di alcune materie prime, sono stati condotti degli
studi al fine di comprendere ed individuare l’esistenza di potenziali sostituti, valutando
opportunamente il contesto applicativo ed economico, le caratteristiche tecnico – fisiche,
la fattibilità quindi del progetto, con riferimento a specifiche e determinate linee guida.
Nel documento preso come riferimento [8], si riassumono i risultati dell’analisi svolta
relativamente a tre settori chiave quali quello energetico, dei trasporti e delle tecnologie
ICT, evidenziando per ciascuno:
X
-
l’esposizione al rischio relativamente alle materie prime critiche [XI] ;
-
l’attuale importanza economica;
-
la rispettiva quota di mercato.
Prevede la scomposizione e suddivisione dei prodotti EoL nei diversi componenti costitutivi da
introdurre nel ciclo di riciclaggio.
XI
Si definiscono critiche quelle risorse che soddisfano proprietà e funzioni uniche o di cui si registra una
certa scarsità, CRM – Critical Raw Materials.
14
Le applicazioni differiscono considerevolmente sia a livello di numerosità di CRM
contenute nei prodotti che di complessità della corrispondente value chain. L’obiettivo
dell’analisi è quello di individuare la disponibilità delle materie prime critiche per
ciascuna applicazione e la loro rilevanza in termini economici, per valutarne la potenziale
sostituibilità.
La modalità operativa adottata prevede in primis di analizzare la supply chain dei diversi
ambiti applicativi, ponendo l’accento su tre aspetti fondamentali:
-
valore economico per l’Europa;
-
trasparenza e trasferibilità;
-
importanza delle materie prime critiche.
Successivamente il processo si divide in due fasi: una prima fase di selezione ed
individuazione delle applicazioni effettivamente rilevanti e una seconda fase in cui si
analizza l’intera catena di fornitura per le materie critiche delle applicazioni selezionate
nel passaggio precedente.
“Figura n.1.12: Approccio perla selezione delle applicazioni per l’analisi della supply chain”
Una materia può definirsi critica in relazione a diversi indicatori tra cui la fluttuazione dei
prezzi, l’incremento dei costi di estrazione, l’incremento delle richieste, le forti influenze
politiche, i rapporti con i fornitori all’interno della catena, la mancanza di tecnologie
adatte per l’utilizzo di nuove risorse.
Dal report [8] risultano particolarmente importanti principalmente i componenti, usati per
i prodotti finiti, realizzati al di fuori dell’Europa quali magneti permanenti, dispositivi
semiconduttori, batterie, leghe di magnesio e catalizzatori, dei quali è previsto un
incremento nel consumo per il futuro; tali premesse giustificano di fatto la necessità di
ricercare possibili sostituti per sopperire autonomamente alle esigenze e richieste dei
mercati.
15
Si evince inoltre che al variare del contesto applicativo possono variare le criticità e gli
aspetti rilevanti da tenere in considerazione [8], tuttavia possono essere definite delle
generalità adattabili a qualsiasi situazione. La sostituzione di materie prime può essere
vista in molti casi come un’opportunità per l’Europa; le compagnie intervistate [8]
sostengono che il processo di sostituzione possa essere interpretato da un punto di vista
funzionale; invece di sostituire il singolo materiale l’approccio prevede di intervenire
sull’applicazione o sul componente che contiene le CRMs, riconfigurando in alcuni casi
l’intero sistema. L’approccio sostitutivo prevede quindi di prendere in considerazione gli
impatti sull’intero business e può durare parecchi anni, durante i quali le criticità dei
materiali possono modificarsi e questo può compromettere l’intero studio.
La metodologia qui proposta [8] si avvale di dati pubblici, uniformi basati su
classificazioni generiche, metodi semplici ed immediati per la collezione e la
classificazione delle informazioni e permette diversi vantaggi tra cui la possibilità di
valutare i mercati all’interno del contesto economico dell’Unione Europea ed evita che i
dati vengano manipolati per soddisfare determinati stakeholders.
1.1.2.2.Approccio americano - Yale
Lo studio sviluppato invece dall’Università di Yale [9], cerca di individuare dei potenziali
sostituti per 62 diversi materiali, per i loro principali impieghi, sottolineando le
performance di tali sostituti in quelle determinate applicazioni; tuttavia si dimostra che
per circa una dozzina di materiali tra quelli selezionati, i sostituti per i maggiori usi o non
esistono o sono inappropriati e che per nessuno dei 62 materiali può essere reso
disponibile un sostituto che copra in maniera soddisfacente tutti gli utilizzi basilari.
L’idea di sostituire un materiale nasce dalla questione legata alla sua potenziale scarsità a
fronte di una invece sempre più crescente domanda e richiesta, ma tale strategia necessita
di essere analizzata e discussa in relazione ai diversi aspetti che caratterizzano la moderna
società materials – dependent
[9]
. Nella fattispecie lo studio si sviluppa in relazione a tre
variabili, a tre dimensioni chiave:
-
rischio di fornitura ( supply risk – SR);
-
implicazioni ambientali (environmental implications - EI);
-
vulnerabilità alle limitazioni di fornitura (vulnerability to supplì restriction VSR).
16
Un determinato numero di indicatori deve essere individuato e valutato per ciascuno dei
tre assi in modo tale da collocare gli elementi selezionati all’interno di uno spazio di
criticità tridimensionale.
“Figura n.1.13”
Quadro analitico utilizzato dall’università di Yale per determinare la criticità
dei metalli a livello globale.
Indicatori
Definizione
Depletion Time (DT)
Il modello DT considera sia quantità primarie (estratte) che secondarie (riciclate).
Companion Metal
Fraction (CF)
Percentuale di metallo estratta da un prodotto secondario.
Material Assets
(MA)
𝑛𝑎𝑡𝑖𝑜𝑛𝑎𝑙 𝑝𝑒𝑟 𝑐𝑎𝑝𝑖𝑡𝑎 𝑖𝑛 𝑢𝑠𝑒 𝑠𝑡𝑜𝑐𝑘
𝑀𝐴 = log10 [(
∗ 1012 ) + 1] ∗ 40
𝑔𝑙𝑜𝑏𝑎𝑙 𝑛 𝑢𝑠𝑒 𝑠𝑡𝑜𝑐𝑘 + 𝑟𝑒𝑠𝑒𝑟𝑣𝑒𝑟𝑠 𝑜𝑟 𝑟𝑒𝑠𝑒𝑟𝑣𝑒 𝑏𝑎𝑠𝑒
Riserve utilizzate a livello nazionale e globale.
Substitute
Performance (SP)
Substitute
Availability (SA)
Environmental
Impact Ratio (ER)
𝑆𝑃 = ∑ Φi SPi
𝑖
Φi frazione di utilizzo finale per l'elemento i - esimo e SPi è il valore numerico
attribuito a SP per quell'utilizzo finale.
SA indice ottenuto valutando il SR per ciascun potenziale sostituto individuato
𝐸𝐼 = 50 ∗
𝐸𝐼 𝑆𝑢𝑏𝑠𝑡𝑖𝑡𝑢𝑡𝑒
𝐸𝐼 𝑀𝑒𝑡𝑎𝑙 𝑜𝑓 𝑓𝑜𝑐𝑢𝑠
EI è il punteggio relativo all'impatto ambientale
“Tabella n. 1.1: Definizione degli indicatori; fonte: “Panousi et al.” e “Harper et al.””
17
Il processo interessa sei elementi che si possono tipicamente trovare nei depositi di rame
( rame, oro, argento, arsenico, selenio e tellurio).
In figura 1.14 vengono rappresentati i risultati della ricerca indicando con un “punto
centrale” il valore migliore per ciascun metallo, mentre la nuvola sfumata di contorno
indica come varia l’incertezza relativamente alle misure espresse nella figura n.1.13.
Si nota come le tre dimensioni assumano valori diversi per i vari elementi; il rischio di
fornitura per metalli quali arsenico, selenio e tellurio è molto maggiore rispetto a quello di
rame e oro; l’impatto ambientale è molto basso per rame, selenio e tellurio mentre
raggiunge valori elevati per arsenico e oro; infine il livello di vulnerabilità relativamente
alle limitazioni di fornitura è elevato per rame e oro, dato il loro importante impiego in
produzione e, specificatamente per l’oro, la scarsa possibilità di essere sostituito.
“Figura n.1.14”
Disposizione degli elementi della famiglia del rame nello spazio tridimensionale di
criticità a livello globale, 2008.
18
Il passaggio successivo prevede di determinare per ciascun metallo e semimetallo della
tavola periodica – 62, i principali sostituti; per ognuno di questi impieghi viene
individuato il sostituto più performante (primario), evidenziandone il comportamento –
viene riportato un esempio in figura n.1.15.
“Figura n.1.15”
Tungsteno : usi e potenziali sostituti.
19
20
CAPITOLO II
2.1.Introduzione
Sulla base dello studio relativo all’individuazione e analisi della criticità di alcune materie
prime, proposto dall’università di Yale e dal National Research Council, ci si appresta a
valutare la composizione chimica di alcuni acciai impiegati in applicazioni industriali
campione, considerate durante il periodo di tirocinio, evidenziando la presenza in termini
percentuali di quei componenti, che nel precedente capitolo, sono stati definiti critici; il
grado di criticità di tali elementi, si ricorda, dipende da aspetti quali la presenza e
l’abbondanza sul territorio, la relativa potenziale sostituzione, la dispersione dei depositi
minerari a livello globale, lo stato della tecnologia per le attività di estrazione, l’insieme
delle normative che devono essere rispettate nelle attività di estrazione stesse, l’instabilità
politico – legislativa e le condizioni dell’economia mondiale [13].
L’obiettivo è quello di evidenziare i vantaggi e l’impatto in termini di riduzioni di materie
prime critiche, Critical Raw Materials
[XII]
, della sostituibilità di tali metalli, di tali leghe
con la ghisa, ADI – ghisa sferoidale austemperata – nella fattispecie, nei diversi gradi
proposti a livello commerciale dall’azienda presso la quale è stato svolto il periodo di
tirocinio e il lavoro di ricerca, la “Zanardi Fonderie S.p.A.”.
Raw material criticality = supply risk vulnerability = likelihood of supply disruptions economic
consequences [16].
XII
21
2.2.Gli indici di valutazione per la criticità delle risorse
Il metodo adottato e applicato dall’università di Yale [XIII], classifica e definisce la criticità
degli elementi costitutivi sulla base di tre principali parametri di valutazione:
-
rischio di fornitura ( Supply Risk[XIV] – SR);
-
implicazioni ambientali (Environmental Implications - EI);
-
vulnerabilità alle limitazioni di fornitura (Vulnerability to Supply Restriction VSR).
Ciascun fattore viene suddiviso poi in ulteriori indici, come riportato ed indicato nelle
figure [XV] 2.5, 2.6 e 2.7.
Lungo termine
“Figura n. 2.5: Rischio di Fornitura medio e lungo termine, fonte
Graedel, et al. “Methodology of Metal Criticality Determination” Environ. Sci. Technol., 2012. ”
XIII
L’approccio utilizzato è una delle alternative possibili per determinare la criticità delle risorse;si avvale
della cosiddetta “matrice di criticità” che valuta gli elementi sulla base degli indici di rischio di
approvvigionamento e della loro importanza economica.
Risk = probability of occurrence consequence = likelihood vulnerability = relative frequency
severity [16].
XIV
XV
Fonte: Graedel, et al. Methodology of Metal Criticality Determination Environ. Sci.Forestry & Environmental Studies
22
Yale School of
“Figura n. 2.6: Indicatore di Vulnerabilità alle restrizioni di fornitura; fonte
Graedel, et al. “Methodology of Metal Criticality Determination” Environ. Sci. Technol., 2012.”
Le tre cosiddette “Areas of Protection” – AoP
[XVI]
– indicate nella figura 2.7 indicano i
tre parametri rispetto cui valutare il ciclo di vita di un qualsiasi prodotto e il relativo
impatto ambientale. A tali aree corrispondono poi ulteriori indicatori relativamente a
quello che è l’intervallo temporale del processo evolutivo preso in considerazione –
Endpoints, Midpoints, Inventory.
“ Figura n. 2.7”
“ Figura n. 2.7: Fonte “ International Reference Life Cycle Data System”, 2010”
XVI
Human Health, Natural Envirorment e Natural Resources
23
2.2.1.Rappresentazione dei risultati
Il grado di criticità degli elementi individuati viene quindi evidenziato e rappresentato
graficamente in uno spazio tridimensionale, detto spazio di criticità – figura 2.10.
Il modello di riferimento utilizzato dai ricercatori e collaboratori coinvolti nello
“Yale
Criticality Project”, è quello proposto dal National Reseacrch Council (NRC); si tratta di
un approccio che prevede la realizzazione di una matrice di criticità, a partire dalla
matrice di rischio generale – figura 2.8, lato sinistro – che impiega come indicatori la
VULNERABILITÀ AL RISCHIO di FORNITURA
(Vulnerability to Supply Restriction) e il
RISCHIO di APPROVVIGIONAMENTO (Supply Risk)
– figura 2.8, lato destro.
“Figura n.2.8: nella matrice di criticità del NRC il grado di criticità delle materie
prime viene interpretato come in “rischio sistemico” per un’economia dovuto alle
difficoltà di reperibilità della materia prima stessa.
La figura 2.9 mostra come si posizionano le varie materie prime critiche rispetto alle
variabili cartesiane, assegnando a ciascuna di esse un valore graduato, un punteggio[XVII]
da 1 – basso/low – a 4 – alto/high, che dipende, per l’asse verticale, dalla domanda in cui
un particolare elemento è richiesto per la realizzazione di un componente finito, in base a
XVII
Il punteggio dipende dall’impatto che l’elemento può avere a livello produttivo in termini di
performance relativamente al singolo produttore ma anche a livello globale all’interno del settore
industriale di riferimento, nonché dal grado di sostituibilità dell’elemento stesso. Si deve tenere inoltre
conto del fatto che diversi settori produttivi possono affrontare rischi di fornitura diversi [14].
24
quelle che sono le proprietà fisiche e chimiche dello stesso; per essere critico un minerale
deve essere sia di fondamentale importanza nell’utilizzo (asse verticale della matrice) che
soggetto a restrizioni in termini di approvvigionamento (asse orizzontale della matrice);
essere essenziale in termini di impiego significa che difficilmente è possibile trovare un
sostituto che sia in grado di eguagliare le prestazioni del minerale a costi comparabili; le
restrizioni in termini di disponibilità sono direttamente proporzionali nel lungo termine,
alle condizioni di reperibilità e a fattori geologici - se la risorsa mineraria esiste; politici se il governo attraverso la propria politica e le proprie azioni influenza la disponibilità
della risorsa; tecnici – se la risorsa si può estrarre e processare; economici – se il costo di
produzione è accessibile per gli utilizzatori; ambientali e sociali – se le modalità di
produzione rispettano le condizioni socio - ambientali [14].
Degli undici minerali esaminati, PMGs – gruppo del platino, RE – terre rare, indio,
manganese e niobio sono definiti critici a causa della loro difficile sostituibilità e
dell’elevato rischio di fornitura; per quanto riguarda gli elementi rimanenti – rame,
tantalio, litio, gallio, titanio e vanadio – la presenza di potenziali alternative e il basso
rischio di reperibilità fanno si che non siano particolarmente soggetti a restrizioni per il
momento [14].
“Figura n.2.9: Matrice di criticità; fonte “Minerals, Critical Minerals, and the U.S.
Economy”, Washington D.C., 2008.”
25
Lo studio realizzato dai ricercatori di Yale si focalizza in realtà principalmente su alcuni
elementi specifici – ferro, manganese, cromo, niobio e vanadio – ovvero il gruppo del
“ferro e dei suoi principali elementi in lega
[XVIII]
”; si tratta infatti di metalli ad elevato
impiego nel settore industriale; la combinazione del Fe con i componenti sopraelencati,
consente di ottenere specifiche proprietà, conferendo al semilavorato, al prodotto finito
determinate caratteristiche al variare delle esigenze applicative [XIX].
“Figura n. 2.9: Tavola periodica con evidenziato gli elementi del Gruppo del Ferro, oggetto di
interesse per lo Yale Criticality Project .”
Lo spazio di criticità[XX] sottostante – figura 2.10 – riporta graficamente i risultati
numerici ottenuti dalla combinazione tra la valutazione di ciascun indicatore e
l’applicazione del Metodo Montecarlo di simulazione :
per ciascun elemento viene
quindi individuato un punto medio (central dot) che rappresenta i punteggi esatti per ogni
indicatore, ovvero la stima migliore derivante dalla combinazione di tutti i valori per
ciascuno degli indici di valutazione, ed una nuvola di incertezza (uncertainity cloud) , per
indicare che tali risultati sono comunque soggetti ad una componente di variabilità ed
incertezza.
XVIII
Metal Criticality Grouping (Yale Project)
Ferro: costruzioni, trasporti, macchinari; Cromo: inox e acciai legati, prodotti chimici, materiali
refrattari; Niobio: acciai HSLA, acciai inossidabili, superleghe; Manganese e Vanadio: acciai a base di ferro,
superleghe, prodotti chimici e batterie.
XX Fonte: Nuss et al. (2014) Criticality of Iron and Its Principal Alloying Elements. Environ Sci Technol 48:
4171–4177.
XIX
26
“Figura n.2.10: Spazio di criticità; fonte
Nuss et al. (2014) Criticality of Iron and Its Principal Alloying Elements. Environ Sci Technol ”
Relativamente a una serie di applicazioni, sono stati valutati e considerati i materiali
attualmente in uso, evidenziando per alcuni di essi la presenza importante, in termini
percentuali, di alcuni elementi ad elevata criticità – tabelle da 2.1 a 2.7.
Si tratta di acciai che, proprio grazie alla presenza di tali componenti, garantiscono delle
eccellenti prestazioni a livello di resistenza all’usura – abrasiva e adesiva – di durezza e di
resistenza meccanica.
27
COMPOSIZIONE CHIMICA
GHISE
BIANCHE
MARTENSITIC
HE
TIPO
Type A
Ni-Cr-HC
Type B
Ni-Cr-LC
Type C
Ni-Cr-GB
Type D
Ni-Hi-Cr
Type A
12% Cr
Class II
resistenza ad Type B
15% Crusura
abrasiva e a Mo-LC
condizioni di Type C
impatto
15% Crripetute;
Mo-HC
maggior
Type D
durezza
20% Crgrazie
Mo-LC
all'aggiunta Type E
di Mo.
20% CrMo-HC
Class III
per
componneti Type E
particolarme 25% Cr
nte soggetti
ad usura.
Class I
resistenza ad
usura
abrasiva e a
condizioni di
impatto
ripetute.
Elem
ento
C
Mn
Si
<= 1.3
<= 0.80
<= 1.3
<= 0.80
<= 1.3
<= 0.80
Cr
Ni
1.4 ÷
4.0
1.4 ÷
4.0
1.1 ÷
1.5
7.0 ÷
11
3.3 ÷
5.0
3.3 ÷
5.0
2.7 ÷
4.0
5.0 ÷
7.0
Mo
P
S
Fe
Cu
<= 0.15
86
-
<= 0.15
87
-
<= 0.15
88
-
<= 0.15
78
-
<=
0.060
80
<=
1.2
3.0 ÷
3.6
2.5 ÷
3.0
2.9 ÷
3.7
2.5 ÷
3.6
2.4 ÷
2.8
<= 1.3
1.0 ÷
2.2
0.50 ÷
1.5
<= 1.0
11 ÷ 14 <= 0.50
0.50 ÷
1.0
<=
0.30
<=
0.30
<=
0.30
<=
0.10
<=
0.10
%
2.4 ÷
2.8
0.50 ÷
1.5
<= 1.0
14 ÷ 18 <= 0.50
1.0 ÷
3.0
<=
0.10
<=
0.060
76
<=
1.2
%
2.8 ÷
3.6
0.50 ÷
1.5
<= 1.0
14 ÷ 18 <= 0.50
2.3 ÷
3.5
<=
0.10
<=
0.060
74
<=
1.2
%
2.0 ÷
2.6
0.50 ÷
1.5
<= 1.0
18 ÷ 23
<= 1.5
<= 1.5
<=
0.10
<=
0.060
70
<=
1.2
%
2.6 ÷
3.2
0.50 ÷
1.5
<= 1.0
18 ÷ 23
<= 1.5
1.0 ÷
2.0
<=
0.10
<=
0.060
70
<=
1.2
2.3 ÷
3.0
0.50 ÷
1.5
<= 1.0
23 ÷ 28
<= 1.5
<= 1.5
<=
0.10
<=
0.060
65
<=
1.2
%
%
%
%
%
%
<= 1.0
<= 1.0
<= 1.0
<= 1.0
“Tabella n. 2.1: Composizione chimica ghise bianche martensitiche ”
COMPOSIZIONE CHIMICA
ACCIAI
TIPO
Eleme
nto
Ingrang
geria,
alberi,
perni,
element
i di
trasmiss
ione,
boccole,
spinotti,
idler.
27MnCrB5
%
20MnCr5
%
16CrNi4
%
16MnCr5
%
18NiCrMo5
%
C
Mn
0.24 ÷
0.30
0.17 ÷
0.22
0.13 ÷
0.18
0.14 ÷
0.19
1.10 ÷
1.40
1.10 ÷
1.40
0.70 ÷
1.00
0.15 ÷
0.21
Si
< 0.40
0.15 ÷
0.40
0.15 ÷
0.40
1 ÷ 1.3
0.40
0.60 ÷
0.90
0.15 ÷
0.40
Cr
0.30 ÷
0.60
1.00 ÷
1.30
0.80 ÷
1.10
0.80 ÷
1.10
0.70 ÷
1.00
“Tabella n. 2.2: Composizione chimica acciai legati”
28
Ni
Mo
P
S
-
-
-
-
-
-
-
-
0.80 ÷
1.10
-
-
-
-
-
-
-
1.20 ÷
1.50
0.15
÷
0.25
0.025
0.035
POLVERE
METALLICA
per utensili da
taglio, alesatori,
frese, vomeri.
TIPO
COMPOSIZIONE CHIMICA
C
Cr
Mo
W
Elemento
Vanadis 23
%
1.28
4.2
5.0
V
6.4
3.1
“Tabella n. 2.3: Composizione chimica Vanadis 23”
COMPOSIZIONE CHIMICA
LAMIERA IN
ACCIAIO
RESISTENTE
ALL'USURA
per
sprockets,
mulini,
benne,
utensili da
taglio,
convogliatori
, frantoi,
taglienti.
TIPO
ASTM
A7
Mod.
ASTM
D7
HARDO
X 400
HARDO
X 450
HARDO
X 500
Ele
me
nto
C
Cr
Fe
Mn
Mo
Si
S
V
P
Ni
B
%
2.6
8.25
82.5
0.60
1.2
0.30
0.0050
4.5
-
-
-
%
2.3
12.5
79.3
0.40
1.1
0.40
-
4.0
-
-
-
%
0.32
1.40
-
1.60
0.60
0.70
0.010
-
0.025
1.50
0,004
%
0.26
1.40
-
1.60
0.60
0.70
0.010
-
0.025
1.00
0,004
%
0.30
1.50
-
1.60
0.60
0.70
0.010
-
0.025
1.50
0.004
“Tabella n. 2.4: Composizione chimica lamiere in acciaio resistente all’usura”
ACCIAIO EXTRA
- ALTO
TIPO
RESISTENZIALE
per sistemi d
trasporto, in
DOMEX
particolare
700
cingoli per
escavatori.
COMPOSIZIONE CHIMICA
Eleme
nto
C
Mn
P
S
Si
Al
Nb
V
Ti
%
0.12
2.10
0.025
0.010
0.10
0.015
0.09
0.20
0.15
“Tabella n. 2.5: Composizione chimica Domex 700”
29
COMPOSIZIONE CHIMICA
TIPO
AISI M4
ACCIAI – HSS
RAPIDI e AISI
SUPER A11
RAPIDI Crucibl
utilizzati e Steel
CPM®
per
utensili di 9V®
Tool
taglio,
Steel
con
CPM 9V
buona
resistenza
all'usura Crucibl
e Steel
e
resistenza CPM®
Rex M4
.
HC(HS)
Tool
Steel
COBALT
6BH
Ele
m
en
to
C
Mn
Si
Cr
W
Mo
V
Fe
Mg
S
C
o
Ni
%
1.3
0.30
0.30
4.5
5.5
4.5
4
79.6
-
-
-
-
%
2.45
-
-
5.25
-
1.3
9.75 81.25
-
-
-
-
%
1.9
-
-
5.25
-
1.3
9.1
82.45
-
-
-
-
%
1.42
-
-
4.0
5.5 5.25
4.0
79.47
-
-
%
0.90
÷ 1.4
2.0
-
28 ÷
32
3.5
÷
5.5
-
<=
3.0
1.5
0.30 ÷ 0.060
0.70 ÷ 0.22
“Tabella n. 2.6: Composizione chimica acciai rapidi e super rapidi”
30
-
-
50
÷ 3.0
67
COMPOSIZIONE CHIMICA
TIPO
CREUS
ABRO®
ACCIAI al 4800
CREUS
Mn LEGATI e ABRO®
8000
NON
LEGATI CREUS
ABRO®
per
martelli, M
corazze,
mascelle Mn 12
ed
impianti di
frantumaz Mn X
ione e
macinazio
MnCr
ne in
12.2
genarale,
dove è MnCr
richiesta 18.2
una buona MnCr
resistenza 20.3
all'usura e
all'impatt MnMo
6.1
o.
MnNi
12.2
Roc Mn
Roc
321
Ele
men
to
C
Cr
%
0.20
1.9
%
0.28
1.6
99.4
1.6
%
1.15
-
85
13
Fe
1.10 ÷
0.80
1.35
-
%
1.20 ÷
0.80
1.50
-
%
1.10 ÷
1.35
-
%
%
%
1.20 ÷
1.50
1.35 ÷
1.50
1÷
2
1÷
2
0.60
1.10÷
÷
1.30
1.2
Mo
Ni
P
S
Ti
95.5 ÷
<= 0.2
0.005
1.6
0.018
0.20
99.8
0.40 0
0
%
1÷
2
Mn
-
11.5
÷
14.5
11.5
÷
14.5
11.5
÷
14.6
16 ÷
18
18 ÷
21
-
6÷
8
%
0.95 ÷
1.25
14
-
11.5
÷ 14
%
1.30
1.50
-
13
%
0.23
1.60
-
1.70
>= 0.4
0.20 0
Si
-
-
0.002
0
-
-
-
-
-
0.002
0
-
0.40
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
0.04
0.04
-
0.50
0.035 0.035
-
0.70
0.80 1.4
÷
÷
1.2 2.4
-
-
“Tabella n. 2.7: Composizione chimica acciai al Mn”
31
2.3.La ghisa: definizione e tipologie
Tuttavia, negli ultimi anni, ha avuto una rapida ed ampia espansione in diversi settori
applicativi anche la ghisa [11].
Si definisce ghisa una lega con un tenore di carbonio superiore al 2.06% , ovvero con una
percentuale di carbonio maggiore rispetto a quella di solubilizzazione nell’Austenite; a
seguito del processo di solidificazione si forma un eutettico costituito da Austenite e
cementite oppure grafite.
La ghisa può essere generalmente suddivisa in quattro famiglie – figura 2.1:
“ Figura n. 2.1: Classificazione ghise”
1.
Ghisa bianca: formata da cementite ed ottenuta per velocità di raffreddamento
elevate, molto dura ma allo stesso tempo molto fragile;
2.
Ghisa grigia: formata da lamelle di grafite che danno un colore grigio alla ghisa;
presenta ottime proprietà di trasmissione del calore e della corrente elettrica ma
risulta essere particolarmente fragile a causa della sua struttura: le lamelle infatti
fungono da punto di innesco per le cricche;
3.
Ghisa malleabile: si ottiene attraverso un trattamento termico a partire dalla ghisa
bianca. Il trattamento consiste nel portare la ghisa bianca a 900-1000°C in modo da
sciogliere la cementite, trasformandola in grafite compatta, agglomerata e non
appuntita. Questo tipo di ghisa è ad oggi sostituita dalla ghisa sferoidale , che ha
proprietà meccaniche migliori e costi di realizzazione minori (è ottenuta infatti
direttamente dalla colata);
32
4.
Ghisa sferoidale: la grafite è presente sottoforma di noduli; la grafite si aggrega in
forma sferoidale grazie alla presenza di alcuni elementi, come per esempio il
magnesio – Mg questo le conferisce maggiore duttilità: la struttura sferoidale
infatti inibisce la propagazione delle cricche.
Particolare interesse ha riscosso negli ultimi tempi la ghisa duttile austemperata - ADI,
designata come potenziale materiale sostitutivo dei tradizionali acciai ad alte
caratteristiche e prestazioni meccaniche, ad oggi utilizzati.
La competizione con i principali concorrenti richiede che la ghisa presenti caratteristiche
realmente ottimizzate, che dipendono principalmente dalla microstruttura della ghisa
stessa, controllabile attraverso il processo di solidificazione, il cui monitoraggio consente
la generazione di cementite piuttosto che di grafite, strutture che si formano al termine del
processo in presenza di determinate e specifiche condizioni di velocità e composizione,
conferendo alla ghisa finale proprietà differenti.
In condizioni normali di raffreddamento, prendendo cioè come sistema di riferimento il
sistema binario Fe-C, si forma cementite, eutettico metastabile che tende a generarsi
molto più rapidamente rispetto la grafite, fenomeno avvantaggiato dal fatto che nel
sistema considerato la differenza di temperatura[XXI] tra gli eutettici stabile (grafite) e
metastabile (Fe3C) è praticamente trascurabile.
Per aumentare questa differenza di temperatura è necessario agire sui due parametri che
controllano ed influenzano il processo di solidificazione: composizione e velocità di
raffreddamento.
-
Composizione: un elemento decisivo per la grafite è il Si. Ci si riferisce quindi
generalmente alle ghise grigie definendole come sistemi multicomponente
approssimati dal sistema ternario Fe-C-Si. La presenza del silicio consente di
diminuire il tenore di C nell’eutettico, aumentare la T di formazione della grafite
di 4°C e di diminuire la T di formazione della cementite di 15°C per ogni punto
percentuale di Si aggiunto. Aumentando quindi il ΔT [1153;1147]°C [1161;
1117]°C, si favorisce il solo raffreddamento della grafite anche se lento; elementi
cementificanti sono invece Cr, Mn e P.
XXIXXI
Temperatura eutettico stabile 1153° C, temperatura eutettico metastabile 1147° C
33
“Figura n. 2.11: Solidificazione, ruolo della velocità di raffreddamento”
-
Velocità di raffreddamento: poiché la differenza tra Tgrafite e Tcementite è molto bassa
tendenzialmente un raffreddamento rapido favorisce la formazione di cementite,
raffreddando più lentamente si facilita la solidificazione e la formazione di grafite.
La possibilità di poter monitorare il processo di solidificazione attraverso opportuni
sistemi di calcolo offre notevoli vantaggi; ciò consente di valutare a priori la distribuzione
delle caratteristiche microstrutturali, le durezze e le tensioni di rottura, semplicemente
variando al calcolatore le numerose variabili e i numerosi parametri disponibili.
Le applicazioni della ghisa per la costruzione di componenti vanno affinandosi per tre
motivi principali:
-
nuovi metodi nella formatura degli stampi;
-
introduzione delle ghise ad elevate caratteristiche meccaniche – ghise sferoidali e
a struttura bainito – austenitica;
-
34
miglioramento delle tecniche di colata, sia in termini di produttività che di costi.
2.3.1.Ghisa sferoidale: il processo di austempering
Esiste una sottofamiglia particolare di ghise sferoidali, che per effetto del trattamento cui
sono sottoposte prendono il nome di ghise duttili (o sferoidali appunto)
austemperate.
Vengono prodotte mediante il processo di austempering delle ghise duttili
convenzionali[XXII]; la loro matrice è costituita da una combinazione di Ferrite aciculare
ed Austenite satura di carbonio - AUSFERRITE [XXIII].
Il processo di austempering si compone di quattro fasi consecutive, cosi definite:
1. Austenizzazione il getto in ghisa (sferoidale) viene riscaldato a 900 °C –
campo austenitico, dove il materiale rimane per un tempo sufficiente perché la
Ferrite si trasformi in Austenite.
2. Raffreddamento rapido il getto
viene immerso in un bagno di sali fusi
che consente il mantenimento della
temperatura a 250 - 400 °C –
temperatura superiore a quella di
martensite start (Ms)[XXIV] , struttura
ottenibile tramite processo di bonifica
– tempra e rinvenimento – degli acciai;
si tratta di un passaggio istantaneo che
conferisce
immediatamente
temperatura
desiderata
la
all’oggetto
immerso;
“ Figura n. 2.4: Il processo di Austempering”
XXII
Per ghise duttili “convenzionali” si intendono la ghisa duttile ferritica, la ghisa duttile ferrotico –
perlitica e la ghisa duttile perlitica.
Ausferrite aghetti alternati di Ferrite e Austenite, senza carburi, caratterizzata da una struttura con
resistenza meccanica elevata e poco fragile.
XXIII
XXIV
La Martensite è una forma allotropica metastabile dell'acciaio, sovrassatura di carbonio, nel reticolo
del ferro α, che presenta alta durezza e resistenza meccanica. È una fase che non sussiste in equilibrio, ma
può essere ottenuta mediante congelamento strutturale dell'Austenite per brusco raffreddamento fino a
temperatura ambiente.
35
3. Austempering si forma cosi una struttura detta AUSFERRITE , costituita da
Fe- e Fe- che diventa instabile nel momento in cui il processo interseca le
curve di trasformazione di Bain : a bordo grano iniziano a formarsi aghetti di Fe-
circondati da una matrice ricca di C ( Fe- stabilizzato ad alto contenuto di
carbonio) ; nel momento in cui la zona caratterizzata da Ferrite circondata da
Austenite satura di C ha raggiunto uno spessore adeguato, il processo viene
interrotto;
4. Decomposizione dell’Austenite ad alto C il processo viene arrestato prima che
il C in eccesso formi la cementite (raffreddandosi), evitando così la formazione di
bainite.
Di seguito vengono riportati alcuni dei vantaggi derivanti dall’utilizzo delle ghise ADI:
-
le caratteristiche meccaniche delle ghise austemperate permettono, in molti casi,
di sostituire pezzi meccanici in acciaio bonificato. Il peso specifico delle ghise
ADI è di circa il 10% inferiore rispetto all’acciaio e quindi, a parità di resistenza
meccanica, si ottengono componenti con minori pesi e con conseguenti minori
consumi;
-
un getto in ADI permette una maggiore libertà di disegno e quindi di
semplificazione di progettazione rispetto a pezzi ad esempio in acciaio stampato;
-
i componenti meccanici in ghisa ADI hanno un’emissione sonora inferiore rispetto
a pezzi in altro materiale adibiti allo stesso utilizzo. Esistono, ad esempio, degli
studi in corso per valutare l’opportunità di costruire i corpi compressori dei
frigoriferi in ghisa austemperata;
36
-
l’analisi dei tempi costituisce un ulteriore elemento di confronto; nonché l’usura
dello stampo che garantisce una costanza delle tolleranze dimensionali;
“Figura n. 2.11 : simulazione per la valutazione
e il monitoraggio dei tempi di raffreddamento e
solidificazione”
-
il consumo energetico per la produzione di un pezzo in ghisa ADI è inferiore
rispetto al consumo energetico per la produzione di un pezzo in acciaio a parità di
caratteristiche e impiego. L’acciaio fonde ad una temperatura più alta della ghisa e
quindi occorre più energia a parità di forma del pezzo.
Tutti questi aspetti rendono la ghisa un valido e potenziale concorrente; tuttavia non
sempre la sostituzione è immediata, automatica e possibile.
Come si vedrà nei prossimi capitoli, ciascuna applicazione è a sé stante e in ogni
situazione, al variare delle condizioni di esercizio, il materiale assume comportamenti
differenti, difficilmente monitorabili o prevedibili a priori. Si tratta di fatto di una sfida
aperta, in continua fase evolutiva e conoscitiva, per riuscire ad approfondire al meglio le
informazioni di cui già si dispone, in modo tale da garantire una certa competitività
all’interno di un mercato in progressiva crescita ed espansione.
37
38
CAPITOLO III
3.1.Introduzione e breve presentazione dell’azienda, la “Zanardi Fonderie
S.p.A.”
Scopo di questo lavoro di tesi è anche quello di valutare la possibilità di sostituire con la
ghisa, nei gradi ADI, gli acciai attualmente e generalmente utilizzati in alcune
applicazioni resistenti ad usura che sono state osservate durante il periodo di tirocinio
svolto presso la “Zanardi Fonderie S.p.A.”. Nella fattispecie vengono considerati i settori
minerario e delle costruzioni come macro aree applicative di interesse, all’interno delle
quali valutare una serie di componenti di cui la Zanardi è produttrice e fornitrice.
La Zanardi Fonderie S.p.A. produce pezzi meccanici in genere in ghisa sferoidale
mediante formatura a verde ovvero stampo con terra di fonderia [12].
La fonderia ha iniziato la sua attività nel 1931 e attualmente è presente in azienda la terza
e quarta generazione della famiglia Zanardi.
Dal 1964 la produzione è costituita principalmente da pezzi in ghisa a grafite sferoidale (e
ADI – sferoidale austemperata – dal 1984 ), elemento che le consente di distinguersi sul
mercato; l’azienda deve il suo successo anche all’impegno che ha dimostrato, e che
tuttora dimostra, nello sviluppo di lavorazioni successive alla produzione di pezzi
(trattamenti termici, verniciatura, lavorazioni meccaniche), alla collaborazione con i
clienti nella progettazione di nuovi componenti ad elevate prestazioni e alla volontà di
garantire un elevato standard qualitativo.
La capacità produttiva aziendale [12] è di circa 23.000 t/anno, di cui circa 8.000 in ghise
sferoidali austemperate (attualmente la Zanardi Fonderie è il maggior produttore europeo
di questo tipo di ghisa e il secondo al mondo).
I principali settori di mercato sono:
-
Movimento terra - escavatori su cingoli (35% circa di produzione);
-
Organi di trasmissione (20%);
-
Parti per veicoli industriali (15%).
Il rimanente 30% è distribuito su vari settori quali: macchine agricole, oleodinamica,
edilizia, macchine tessili, e meccanica in generale.
39
L'alta flessibilità della produzione consente di fornire mercati anche diversi tra loro.
L'obiettivo del marketing è oggi quello di incrementare il mercato delle ghise sferoidali
austemperate, sviluppando nuove applicazioni in collaborazione con i clienti; le ghise
austemperate costituiscono, infatti, un materiale innovativo, potendo sostituire la
produzione di ingranaggi e altri componenti meccanici oggi prodotti in acciaio ad alte
caratteristiche meccaniche.
3.2.La ghisa ADI all’interno dell’azienda: importanza e sviluppo
La ghisa è una lega di ferro (Fe) e carbonio (C), più altri elementi; si differenzia
dall'acciaio, che pure è una lega Fe-C, in quanto il C, nella ghisa, è presente in misura
superiore del 1,7 %; il fatto che nella ghisa ci sia più C e meno Fe è la giustificazione del
fatto che la ghisa pesa meno, del 10% circa, rispetto all’acciaio.
La ghisa sferoidale austemperata ADI (Austempered Ductile Iron) si realizza eseguendo
un trattamento termico della ghisa sferoidale in bagni di sale. Per realizzare la ghisa
sferoidale (la grafite - C quando allo stato solido amorfo – solidifica cioè a forma di
sferoidi) è necessario partire dalla ghisa base (detta grigia o meccanica), che è composta
solamente da Fe, C e da circa ulteriori 18 metalli, molti dei quali presenti in minima
percentuale; nella ghisa base il C appare a lamelle, struttura che è causa della sua minore
resistenza meccanica.
Per trasformare nella ghisa base la grafite da lamellare a sferoidale, e quindi aumentarne
la tenacità e la duttilità, si aggiunge una lega di ferro, silicio e magnesio. Inoltre, per
aumentare la durezza della matrice, cioè la base di Fe, si aggiungono alcuni leganti quali
Rame (Cu) e Manganese (Mn), che determinano il passaggio dallo stato ferritico della
matrice, stato con minor durezza, a quello perlitico, stato con maggior durezza.
Dopo aver prodotto la ghisa sferoidale allo stato liquido, si procede a colare la ghisa nelle
forme per realizzare i pezzi di produzione. Per ottenere la ghisa ADI, una volta
solidificati, i pezzi iniziano la fase del trattamento termico che consiste nel portare gli
stessi ad una temperatura tale da ottenere una struttura completamente AUSFERRITICA
in tutte le parti del getto, per poi raffreddarli, immergendoli in una vasca contenente sali
fusi, con una velocità di raffreddamento controllata fino alla temperatura desiderata,
40
variabile tra i 250 °C e i 400 °C in funzione del grado da ottenere, e mantenendoli alla
stessa per un tempo sufficiente a far completare la reazione ausferritica
Questo processo modifica la microstruttura di partenza in una nuova microstruttura –
AUSFERRITE - caratterizzata da grafite in soluzione solida, ferrite aciculare dispersa in
una fase di austenite stabilizzata, che conferisce al materiale proprietà meccaniche,
statiche, di tenacità e dinamiche superiori alle ghise sferoidali convenzionali e
confrontabili con gli acciai da costruzione.
La tecnologia sviluppata dalla “Zanardi Fonderie S.p.A.” per produrre ghisa ADI è tale
da permetterne la lavorabilità fino al grado 1050/6, i pezzi possono quindi essere
consegnati al cliente già trattati ed essere successivamente lavorati, con vantaggi
economici e gestionali (in termini di tempistiche e movimentazioni ridotte); oltre tale
grado i getti devono essere lavorati prima del trattamento termico.
3.3.Componenti resistenti ad usura
Dal punto di vista commerciale e produttivo la “Zanardi Fonderie S.p.A.” è un’azienda in
continua e costante crescita; numerose sono le collaborazioni con partner, assodati e
potenziali, con enti di ricerca e sviluppo, con realtà accademiche che le consentono di
essere una società all’avanguardia nello sviluppo e nella realizzazione di prodotti e
componenti per diversi campi applicativi, tra cui :
-
Movimento a terra;
-
Trasmissioni;
-
Macchine agricole;
-
Autoveicoli;
-
Camion e Autobus;
-
Componenti Compressori;
-
Idraulica/oleodinamica;
-
Ferroviario;
-
Cementifici e miniere.
Figura n.3.2, esempio applicazione: Corazza
di Rivestimento – settore Cementifici e
Miniere.
41
Figura n.3.2, esempio
applicazione : Rotatore
pompa
cemento
–
settore cementifici e
miniere
Figura n.3.3, esempio
applicazione:
Ruota
motrice
–
settore
Movimento a Terra
Figura n.3.4, esempio
applicazione : Piastra di
mescolazione – settore
Cementifici e Miniere
Figura n.3.5, esempio
applicazione : Maglia
catena
–
settore
Movimento a Terra
42
Un mercato che sta diventando particolarmente interessante negli ultimi anni per la
fonderia è il mercato dell’usura, che rappresenta una potenzialità dal punto di vista
commerciale, della produttività e del profitto; i materiali che vengono infatti sviluppati al
suo interno presentano caratteristiche tali da risultare competitivi con i principali
concorrenti ad oggi utilizzati.
Tuttavia si tratta di un mercato estremamente ampio e frammentato, poiché ogni
costruttore o cliente ha il suo componente specifico (martello per la frantumazione,
corazza degli organi di macinazione, ecc..)
adattabile e adatto alla particolare
applicazione, al particolare macchinario.
La figura 3.6 illustra i principali contesti applicativi, con riferimento al settore usura,
all’interno della “Zanardi Fonderie” :
APPLICAZIONI RESISTENTI ad USURA
MINERARIO
Punte di
perforazione
Martelli
frantoio
COSTRUZIONI
Rotori
calcestruzzo
Portapunte
fresatrici asfalto
RICICLO VETRI ED
INERTI
AGRICOLTURA
FERROVIARIO
Martelli
frantoio
Coltelli trincia
Coclee per
cartiera
Friction wedge
Corazze
frantoio
Lame
vegetazione
Giranti
sabbiatrici
Componente
sottocarro
Corazze
frantoio
Puntali per
benne
Wear liners
Martelli
cementificio
Erpici
Puntali per
benne
Puntali
demolizione
Componenti
sottocarro
Corazze
mescolatori
Lama per
seminatrici
Pale
mescolatori
Avvolgi filo
Componenti
sottocarro
INDUSTRIALE
Puntali fresa
Vomeri aratura
Cassa pompa
Girante pompa
Trituratore
legno
Rullo
spannocchiatore
Ruote dentate per
catena
Figura n.3.6 : Settore usura, “Zanardi Fonderie S.p.A.”
43
3.3.1.Il concetto di usura
In termini generali con il termine usura ci si riferisce a tutti quei fenomeni che
comportano danneggiamenti sulla superficie di due corpi solidi a contatto ed in
movimento relativo tra di loro; all’interno è possibile distinguere diversi tipi di
meccanismi, tra cui:
-
Usura da adesione, l’usura è il risultato dell’adesione dei rivestimenti dei due
corpi a contatto;
-
Fatica da usura, l’usura è dovuta a cicli di sforzi che si hanno durante
rotolamento e strisciamento;
-
Usura da cavitazione, usura causata dal fenomeno di cavitazione in presenza di
liquidi che scorrono molto velocemente;
-
Usura da erosione, dovuta al’impatto con particelle;
-
Usura abrasiva, dovuta allo sfregamento tra due materiali, uno dei quali è
particolarmente duro e resistente e l’altro non è sufficientemente protetto.
3.3.1.1.L’usura abrasiva
Nelle applicazioni considerate, viene valutato il comportamento dei componenti in
presenza di usura abrasiva, poiché è il fenomeno che interessa i settori presi come
riferimento durante l’analisi (minerario e costruzioni); questo fenomeno si ottiene quando
un oggetto solido viene investito da particelle di un materiale con una durezza uguale o
superiore a quella del solido stesso – è il caso ad esempio delle macchine per la
movimentazione dei terreni.
Il problema dell’usura abrasiva è un aspetto molto diffuso in quanto ogni materiale può
esserne soggetto se sono presenti particelle più dure. Una delle maggiori difficoltà nella
comprensione e nel controllo di tale fenomeno è che il termine usura abrasiva non
descrive precisamente il meccanismo che la origina. Esistono infatti molti diversi
meccanismi di azione (che si possono anche avere contemporaneamente) ognuno con
diverse caratteristiche.
44
Oltre ai meccanismi di taglio, sono stati individuati nel corso degli anni, molti
meccanismi indiretti, tra cui micro tagli, microfratture, pull-out di singoli grani o fatica
accelerata dovuta a deformazioni ripetute, come causa di comportamenti ad usura.
“Figura n.3.7 : Meccanismo di usura abrasiva”
Il primo meccanismo rappresentato è il taglio. È il classico modello che si usa quando le
particelle o le asperità "tagliano" la superficie meno dura del pezzo. Il materiale tagliato
viene rimosso come detrito dell’usura e sulla superficie si osservano molti intagli, in
genere di forma piramidale o sferica.
Quando il materiale abraso è fragile, ad esempio un ceramico, si ha la frattura della
superficie. In questo caso i detriti sono il risultato dell’avanzamento delle cricche fino alla
rottura.
Quando un materiale duttile è soggetto ad abrasione da parte di particelle non spigolose i
fenomeni di taglio sono sfavoriti e la superficie abrasa è soggetta a deformazioni ripetute
(fatica). L’usura dovuta alle ripetute deformazioni può essere considerata una forma
relativamente debole di usura abrasiva poiché è necessaria la successiva azione di
numerose particelle per produrre detriti.
45
L’ultimo meccanismo, pull-out, rappresenta il distaccamento o l’espulsione dei grani.
Questo meccanismo è molto diffuso nei ceramici dove la superficie del grano è
debolmente legata e il fenomeno risulta molto rapido. In questo caso l’intero grano
diventa detrito dell’abrasione.
Senza entrare nel dettaglio di ciascuna, la tabella seguente riassume in modo esaustivo le
diverse tipologie di usura precedentemente elencate:
NATURA DEL CORPO
ANTAGONISTA
TIPI di CONTATTO
TIPO di MOTO
VARIANTE DEL
TIPO di MOTO
MODI di USURA
MECCANISMI di
USURA
Continuo
Usura da
strisciamento
Abrasione
Discontinuo
Adesione
Deformazione
Delaminazione
Piccola ampiezza
Abrasione
Unidirezionale
Strisciamento
Usura da
sfregamento
Alternato
Grande ampiezza
Corrosione
Fatica
superficiale
Continuo
Adesione
Solido
Unidirezionale
Adesione
Deformazione
Rotolamento
Piccola ampiezza
Alternato
Usura da
rotolamento
Fatica
superficiale
Grande ampiezza
Singolo
Usura da urto
Abrasione
Plurimo
Usura da
martellamento
Deformazione
Fatica
superficiale
Urto
Fluido & particelle
solide
Strisciamento
Erosione
Usura da erosione
Urto
Fluido & altro fluido
Ripetuto
Strisciamento
Urto
Ripetuto
“Tabella n.3.1: Classificazione dei meccanismi ad usura”
46
Delaminazione
Erosione
abrasiva
Erosione da
cavitazione
Erosione da
fluido
Deformazione
Corrosione
Fatica
superficiale
La tabella seguente consente invece di associare ciascun fenomeno ad un particolare
campo applicativo:
“Tabella n. 3.2 fonte “Attrito e Usura”, prof. Strafellini Giovanni”
Generalmente la resistenza ad usura abrasiva di un determinato materiale dipende dalla
sua durezza, tuttavia non è detto che lo stesso componente o utensile presenti le
medesime caratteristiche al variare delle condizioni di utilizzo; per una determinata
applicazione possono esistere molteplici soluzioni e scelte, questo a causa della variabilità
del comportamento ad usura del materiale dovuta alla numerosità dei parametri che di
volta in volta devono essere presi in considerazione.
Le conoscenze di cui si dispone relativamente alle applicazioni resistenti ad usura, sono
sfortunatamente insufficienti per predire in sicurezza e con certezza, attraverso calcoli e
simulazioni, come reagirà l’utensile in condizioni di esercizio. In alcuni casi risultano
poco utili anche le prove realizzate in laboratorio, poiché non si è di fatto in grado di
riprodurre con esattezza la moltitudine di variabili reali che intervengono durante la
messa in uso dello strumento.
47
La conoscenza delle proprietà di resistenza all’usura sono di fondamentale importanza per
la valutazione e la determinazione della durata del componente, in quanto la sostituzione
dello stesso richiede costi e tempi non trascurabili, che incidono sulla produttività e sulle
performance qualitative dell’applicazione.
Oltre che ad un aspetto economico-gestionale, è necessario, in questo caso, fare
riferimento a quelle che sono le proprietà fisico-chimiche del materiale in modo tale da
consentire quella che è l’analisi comparata delle alternative, oggetto di questo lavoro di
tesi, con riferimento inoltre a quanto illustrato nel capitolo I per quel che concerne la
criticità delle materie prime critiche alla base dei principali acciai utilizzati per la
realizzazione dei componenti interessati.
3.3.2.Componenti analizzati : proprietà e definizione dei materiali concorrenti attualmente
in uso
Come illustrato in figura 3.6, i settori di riferimento per l’azienda ed i relativi componenti
coprono un’area di interesse abbastanza ampia; data la complessità del lavoro che ne
sarebbe derivata, si è deciso di focalizzare l’attenzione su due campi applicativi specifici,
nella fattispecie il settore minerario e il settore delle costruzioni; relativamente a questi
ultimi, si sono analizzati i componenti che avrebbero potuto riscuotere un certo interesse
per l’azienda, realizzati da clienti e contatti con cui la “Zanardi Fonderie” intrattiene
rapporti commerciali.
Per ciascun componente si è cercato poi di individuare quale potesse essere il materiale
impiegato; data la scarsa e difficile reperibilità di informazioni a riguardo, nella maggior
parte dei casi si è spesso dovuto ricorrere a connessioni ed associazioni per analogia,
partendo da quelle che sono le proprietà chimiche e fisiche, di durezza in particolar modo,
del potenziale materiale concorrente.
Utilizzando come riferimento i dati forniti internamente dall’azienda, sono stati scelti
alcuni materiali che presentano delle proprietà interessanti relativamente ai campi
applicativi considerati.
48
Di seguito vengono elencati, evidenziando la rispettiva composizione chimica[XXV], la
durezza relativa e le condizioni di impiego. Per ciascun materiale viene fornita una breve
descrizione di quelle che sono le caratteristiche di resistenza all’usura, lavorabilità e le
principali applicazioni in cui solitamente viene utilizzato.
16CrNi4
L'acciaio legato al CrNi, a temprabilità ridotta, presenta un'elevatissima durezza
superficiale e resistenza all'usura, un'ottima resistenza meccanica ed all'urto con tenacità a
cuore, una discreta resistenza al calore (fino a 200 °C), una buona saldabilità e
lavorabilità allo stato ricotto. E' adatto per pezzi di piccole e medie dimensioni (fino a 40
mm di spessore) piuttosto sollecitati e soggetti a forte usura, poco deformabili al
trattamento di tempra : boccole, spinotti, ingranaggi, corone per differenziale, ruote per
catene, rulli, perni, particolari di automatismi.
Durezza 145 ≤ HB ≤ 225.
Composizione chimica
16CrNi4
Carbon, C
0.13 - 0.18 %
Manganese, Mn
0.70 - 1 %
Phosphorous, P
0.035
Sulfur, S
0.035
Silicon, Si
0.15 - 0.40 %
Chromium, Cr
0.80 - 1.10 %
Molybdenum, Mo
-
Nickel, Ni
0.80 - 1.10 %
“Tabella n. 3.3 composizione chimica 16CrNi4”
XXV
In grigio vengono indicati le materie prime critiche.
49
16MnCr5
E’ un ottimo acciaio da cementazione, che all’elevata durezza dello strato cementato
unisce un’eccellente tenacità del nucleo. E’ facilmente lavorabile a caldo e saldabile. Può
essere fornito sotto forma di barre laminate, barre pelate o barre trafilate, come pure in
barre forgiate. Tra gli acciai speciali è tra i più indicati per la fabbricazione di elementi
meccanici quali pignoni, cremagliere, alberi, ingranaggi e giunti cardanici.
La durezza di questo materiale varia in base allo spessore del laminato, e della
lavorazione finale a cui è sottoposto.
“Figura n. 3.7 durezze 16MnCr5”
Composizione chimica
16MnCr5
Carbon, C
0.14 - 0.19 %
Manganese, Mn
1 - 1,3 %
Phosphorous, P
0.025
Sulfur, S
0.035
Silicon, Si
0.40 %
Chromium, Cr
0.80 - 1.10 %
“Tabella n. 3.4 composizione chimica 16MnCr5 ”
50
18NiCrMo5
L'acciaio legato al NiCrMo, è largamente impiegato per parti di macchine sottoposte
all'usura – ingranaggi e pignoni di ogni tipo e per gli usi più severi, alberi a camme,
semiassi d'autoveicoli, boccole e perni, stampi per materie plastiche, cilindri rigati per
filatura – che richiedono un'elevata durezza superficiale, buona tenacità a cuore, ottime
caratteristiche meccaniche, minime deformazioni alla tempra e hanno dimensioni fino a
100mm di spessore. Spesso questo acciaio viene impiegato solamente temprato e disteso
in sostituzione degli acciai da bonifica poiché, a parità di durezza e di caratteristiche
tensili, possiede una maggiore tenacità.
Durezza 264 HB
Composizione chimica
18NiCrMo5
Boron, B
0.0010 - 0.0050 %
Carbon, C
0.12 - 0.21 %
Chromium, Cr
0.85 - 1.2 %
Iron, Fe
96%
Manganese, Mn
0.45 - 0.70 %
Molybdenum, Mo
0.45 - 0.60 %
Nickel, Ni
1.2 - 1.5 %
Phosphorous, P
<= 0.035 %
Silicon, Si
0.20 - 0.35 %
Sulfur, S
<= 0.040 %
“Tabella n. 3.5 composizione chimica 18NiCrMo5 ”
51
20MnCr5
Acciaio legato al MnCr, facilmente lavorabile a caldo e saldabile, adatto per la tempra in
olio. Possiede bassa temprabilità e perciò può dare buone caratteristiche a nucleo fino a
spessori di circa 40 - 50 mm. Può essere modificato con aggiunta di boro che ha la
funzione di migliorare la temprabilità e soprattutto la tenacità dello strato cementato e
temprato. Tra gli acciai speciali rimane tra i più indicati per la costruzione di elementi
meccanici quali ruote dentate di media grandezza, giunti ed assi per la costruzione di
veicoli.
Durezza 150 - 220 HB
Composizione chimica
20MnCr5
Component Elements Properties Metric
Carbon, C
0.20 %
Chromium, Cr
1.15 %
Iron, Fe
97.13 %
Manganese, Mn
1.25 %
Silicon, Si
0.27 %
“Tabella n. 3.6 composizione chimica 20MnCr5 ”
52
27MnCrB5
Acciaio legato al boro trattabile termicamente, adatto ad applicazioni resistenti ad usura
alto resistenziali come sprockets, parti meccaniche, vomeri.
Durezza 38 HRC a 900 °
Composizione chimica
27MnCrB5
Carbon, C
0.24 - 0.30
Manganese, Mn
1.10 - 1.40
Silicon, Si
< 0.40
Phosphorous, P
0.0
Sulfur, S
< 0.035
Chromium, Cr
0.30 - 0.60
Boron, B
0.0008 - 0.0050
“Tabella n. 3.7 composizione chimica 27MnCrB5 ”
38MnCrB5
Acciaio legato al Boro trattabile termicamente, adatto ad applicazioni resistenti ad usura
alto resistenziali come sprockets, parti meccaniche, vomeri.
Durezza 530 – 550 HB
53
Carburo di W - WC
Il tungsteno ha una vasta gamma di usi, di cui il più diffuso è senz'altro come carburo di
tungsteno (W2C, WC) nei carburicementati. Questi materiali sono molto resistenti
all'usura
e
sono
usati
nella
lavorazione
degli
altri
metalli,
nell'industria
mineraria, petrolifera e delle costruzioni. Superleghe contenenti questo metallo sono usate
in pale di turbine, utensili d'acciaio e parti meccaniche o rivestimenti resistenti all'usura.
Durezza 90 - 92 HRC
DOMEX 700
La composizione chimica prevede che questo acciaio sia caratterizzato da un basso
contenuto di carbonio e manganese; alla matrice vengono invece aggiunti affinatori di
grano tra cui niobio, titanio o vanadio. E' caratterizzato da una elevata resistenza e
tenacità che lo rende adatto per applicazione come chassis, corone e macchine per il
movimento a terra (sottocarri).
Composizione chimica
Domex 700
Carbon, C
0.12 %
Manganese, Mn
2.10 %
Phosphorous, P
0.025 %
Sulfur, S
0.010 %
Silicon, Si
0.10 %
Alluminium, Al
0,015%
Niobium, Nb
0,09%
Vanadium, V
0,20%
Titanium, Ti
0,15%
“Tabella n. 3.8 composizione chimica Domex 700”
54
Class I Type A Ni-Cr-HC Martensitic White Cast Iron
Ghise bianche martensitiche con un basso contenuto di cromo, utilizzate per applicazioni
ad usura abrasiva che interessano frantoi, mulini per la macinazione e sistemi di
sollevamento di materiali abrasivi; indicate per quelle applicazioni che hanno come
requisito primario la resistenza a fenomeni di usura abrasiva.
Durezza 550 HB - per getto fuso in sabbia (stato di consegna commerciale)
Composizione chimica
Class I Type A Ni-Cr-HC Martensitic White Cast Iron
Carbon, C
3.0 - 3.6 %
Chromium, Cr
1.4 - 4.0 %
Iron, Fe
86%
Manganese, Mn
<= 1.3 %
Molybdenum, Mo
<= 1.0 %
Nickel, Ni
3.3 - 5.0 %
Phosphorous, P
<= 0.30 %
Silicon, Si
<= 0.80 %
Sulfur, S
<= 0.15 %
“Tabella n. 3.9 composizione chimica ghisa bianca martensitica class I type A ”
55
Class I Type B Ni-Cr-LC Martensitic White Cast Iron
Ghise bianche martensitiche con un basso contenuto di cromo, utilizzate per applicazioni
ad usura abrasiva che interessano frantoi, mulini per la macinazione e sistemi di
sollevamento di materiali abrasivi; indicate per applicazioni che prevedono condizioni di
impatto ripetute; la minor presenza di carburi conferisce al materiale una maggior
durezza.
Durezza 550 HB – per getto fuso in sabbia (stato di consegna commerciale)
Composizione chimica
Class I Type B Ni-Cr-LC Martensitic White Cast Iron
Carbon, C
2.5 - 3.0 %
Chromium, Cr
1.4 - 4.0 %
Iron, Fe
87%
Manganese, Mn
<= 1.3 %
Molybdenum, Mo
<= 1.0 %
Nickel, Ni
3.3 - 5.0 %
Phosphorous, P
<= 0.30 %
Silicon, Si
<= 0.80 %
Sulfur, S
<= 0.15 %
“Tabella n. 3.10 composizione chimica ghisa bianca martensitica class I type B ”
56
Class I Type C Ni-Cr-GB Martensitic White Cast Iron
Ghise bianche martensitiche con un basso contenuto di cromo, utilizzate per applicazioni
ad usura abrasiva che interessano frantoi, mulini per la macinazione e sistemi di
sollevamento di materiali abrasivi; indicate per applicazioni dove è richiesta resistenza
all'usura e all'impatto.
Durezza 550 HB - per getto fuso in sabbia (stato di consegna commerciale)
Composizione chimica
Class I Type C Ni-Cr-GB Martensitic White Cast Iron
Carbon, C
2.9 - 3.7 %
Chromium, Cr
1.1 - 1.5 %
Iron, Fe
88%
Manganese, Mn
<= 1.3 %
Molybdenum, Mo
<= 1.0 %
Nickel, Ni
2.7 - 4.0 %
Phosphorous, P
<= 0.30 %
Silicon, Si
<= 0.80 %
Sulfur, S
<= 0.15 %
“Tabella n. 3.11 composizione chimica ghisa bianca martensitica class I type C ”
57
Class I Type D Ni-Hi-Cr Martensitic White Cast Iron
Ghise bianche martensitiche con un basso contenuto di cromo, utilizzate per applicazioni
ad usura abrasiva che interessano frantoi, mulini per la macinazione e sistemi di
sollevamento di materiali abrasivi; lega Ni-Cr modificata che contiene un più elevato
tenore di cromo.
Per percentuali di Carbonio comprese tra 3.2 – 3.6, si tratta di u materiale indicato per
applicazioni abrasive;
se il contenuto di Carbonio cade all’interno dell’intervallo 2.5 – 3.2, la lega presenza una
maggior durezza e quindi resistenza all’impatto.
Durezza 550 HB - per getto fuso in sabbia (stato di consegna commerciale)
Composizione chimica
Class I Type D Ni-Hi-Cr Martensitic White Cast Iron
Carbon, C
2.5 - 3.6 %
Chromium, Cr
7.0 - 11 %
Iron, Fe
78%
Manganese, Mn
<= 1.3 %
Molybdenum, Mo
<= 1.0 %
Nickel, Ni
5.0 - 7.0 %
Phosphorous, P
<= 0.10 %
Silicon, Si
1.0 - 2.2 %
Sulfur, S
<= 0.15 %
“Tabella n. 3.12 composizione chimica ghisa bianca martensitica class I type D ”
58
Class II Type A 12% Cr Martensitic White Cast Iron
Ghise bianche martensitiche con un elevato contenuto di cromo sono caratterizzate da
un’elevata resistenza all’usura e all’impatto ed utilizzate per applicazioni che interessano
sistemi di macinazione, componenti per cave, estrazione e movimentazione di roccia
dura; offrono la miglior combinazione tra resistenza all’usura abrasiva e durezza.
L’aggiunta di Mo conferisce una maggior durezza.
Durezza 550 HB - per getto fuso in sabbia (stato di consegna commerciale)
Composizione chimica
Class II Type A 12% Cr Martensitic White Cast Iron
Carbon, C
2.4 - 2.8 %
Chromium, Cr
11 - 14 %
Copper, Cu
<= 1.2 %
Iron, Fe
80%
Manganese, Mn
0.50 - 1.5 %
Molybdenum, Mo
0.50 - 1.0 %
Nickel, Ni
<= 0.50 %
Phosphorous, P
<= 0.10 %
Silicon, Si
<= 1.0 %
Sulfur, S
<= 0.060 %
“Tabella n. 3.13 composizione chimica ghisa bianca martensitica class II type A ”
59
Class II Type B 15% Cr-Mo-LC Martensitic White Cast Iron
Ghise bianche martensitiche con un elevato contenuto di cromo sono caratterizzate da
un’elevata resistenza all’usura e all’impatto ed utilizzate per applicazioni che interessano
sistemi di macinazione, componenti per cave, estrazione e movimentazione di roccia
dura; offrono la miglior combinazione tra resistenza all’usura abrasiva e durezza.
L’aggiunta di Mo conferisce una maggior durezza.
Durezza 450 HB - per getto fuso in sabbia (stato di consegna commerciale)
Composizione chimica
Class II Type B 15% Cr-Mo-LC Martensitic White Cast Iron
Carbon, C
2.4 - 2.8 %
Chromium, Cr
14 - 18 %
Copper, Cu
<= 1.2 %
Iron, Fe
76%
Manganese, Mn
0.50 - 1.5 %
Molybdenum, Mo
1.0 - 3.0 %
Nickel, Ni
<= 0.50 %
Phosphorous, P
<= 0.10 %
Silicon, Si
<= 1.0 %
Sulfur, S
<= 0.060 %
“Tabella n. 3.14 composizione chimica ghisa bianca martensitica class II type B ”
60
Class II Type C 15% Cr-Mo-HC Martensitic White Cast Iron
Ghise bianche martensitiche con un elevato contenuto di cromo sono caratterizzate da
un’elevata resistenza all’usura e all’impatto ed utilizzate per applicazioni che interessano
sistemi di macinazione, componenti per cave, estrazione e movimentazione di roccia
dura; offrono la miglior combinazione tra resistenza all’usura abrasiva e durezza.
L’aggiunta di Mo conferisce una maggior durezza.
Durezza 550 HB - per getto fuso in sabbia (stato di consegna commerciale)
Composizione chimica
Class II Type C 15% Cr-Mo-HC Martensitic White Cast Iron
Carbon, C
2.8 - 3.6 %
Chromium, Cr
14 - 18 %
Copper, Cu
<= 1.2 %
Iron, Fe
74%
Manganese, Mn
0.50 - 1.5 %
Molybdenum, Mo
2.3 - 3.5 %
Nickel, Ni
<= 0.50 %
Phosphorous, P
<= 0.10 %
Silicon, Si
<= 1.0 %
Sulfur, S
<= 0.060 %
“Tabella n. 3.15 composizione chimica ghisa bianca martensitica class II type C ”
61
Class II Type D 20% Cr-Mo-LC Martensitic White Cast Iron
Ghise bianche martensitiche con un elevato contenuto di cromo sono caratterizzate da
un’elevata resistenza all’usura e all’impatto ed utilizzate per applicazioni che interessano
sistemi di macinazione, componenti per cave, estrazione e movimentazione di roccia
dura; offrono la miglior combinazione tra resistenza all’usura abrasiva e durezza.
L’aggiunta di Mo conferisce una maggior durezza.
Durezza 450 HB - per getto fuso in sabbia (stato di consegna commerciale)
Composizione chimica
Class II Type D 20% Cr-Mo-LC Martensitic White Cast Iron
Carbon, C
2.0 - 2.6 %
Chromium, Cr
18 - 23 %
Copper, Cu
<= 1.2 %
Iron, Fe
70%
Manganese, Mn
0.50 - 1.5 %
Molybdenum, Mo
<= 1.5 %
Nickel, Ni
<= 1.5 %
Phosphorous, P
<= 0.10 %
Silicon, Si
<= 1.0 %
Sulfur, S
<= 0.060 %
“Tabella n. 3.16 composizione chimica ghisa bianca martensitica class II type D ”
62
Class II Type E 20% Cr-Mo-HC Martensitic White Cast Iron
Ghise bianche martensitiche con un elevato contenuto di cromo sono caratterizzate da
un’elevata resistenza all’usura e all’impatto ed utilizzate per applicazioni che interessano
sistemi di macinazione, componenti per cave, estrazione e movimentazione di roccia
dura; offrono la miglior combinazione tra resistenza all’usura abrasiva e durezza.
L’aggiunta di Mo conferisce una maggior durezza.
Durezza 450 HB - per getto fuso in sabbia (stato di consegna commerciale)
Composizione chimica
Class II Type E 20% Cr-Mo-HC Martensitic White Cast Iron
Component Elements Properties
Metric
Carbon, C
2.6 - 3.2 %
Chromium, Cr
18 - 23 %
Copper, Cu
<= 1.2 %
Iron, Fe
70%
Manganese, Mn
0.50 - 1.5 %
Molybdenum, Mo
1.0 - 2.0 %
Nickel, Ni
<= 1.5 %
Phosphorous, P
<= 0.10 %
Silicon, Si
<= 1.0 %
Sulfur, S
<= 0.060 %
“Tabella n. 3.17 composizione chimica ghisa bianca martensitica class II type E ”
63
Class III Type E 25% Cr Martensitic White Cast Iron
Lega di Cr in una matrice a base di Mo, estremamente dura che può raggiungere 600 HB,
adatta per applicazioni dove il componente è particolarmente soggetto ad usura.
Durezza 450 HB - per getto fuso in sabbia (stato di consegna commerciale)
Composizione chimica
Class III Type E 25% Cr Martensitic White Cast Iron
Carbon, C
2.3 - 3.0 %
Chromium, Cr
23 - 28 %
Copper, Cu
<= 1.2 %
Iron, Fe
65%
Manganese, Mn
0.50 - 1.5 %
Molybdenum, Mo
<= 1.5 %
Nickel, Ni
<= 1.5 %
Phosphorous, P
<= 0.10 %
Silicon, Si
<= 1.0 %
Sulfur, S
<= 0.060 %
“Tabella n. 3.18 composizione chimica ghisa bianca martensitica class III type E ”
64
Class III Type A 28% Cr Martensitic White Cast Iron
Ghisa bianca martensitica adatta ad applicazioni che richiedono un’elevata resistenza ad
usura.
Durezza 600 HB
Composizione chimica
Class III Type A 28% Cr Martensitic White Cast Iron
Carbon, C
2.9 %
Chromium, Cr
28 %
Manganese, Mn
1.5 %
Molybdenum, Mo
3.0 %
Nickel, Ni
2.5 %
Phosphorous, P
-
Silicon, Si
1.5 %
Sulfur, S
-
“Tabella n. 3.19 composizione chimica ghisa bianca martensitica class III type E ”
65
Cobalt 6BH
Lega resistente a diversi tipi di usura, laminato a caldo e poi indurito. Particolarmente
interessante nelle applicazioni che richiedono elevata resistenza ad usura e corrosione;
tende a mantenere il suo angolo di taglio .
Durezza 415 HB
Composizione chimica
Cobalt 6BH
Carbon, C
0.90 - 1.4 %
Chromium, Cr
28 - 32 %
Cobalt, Co
50 - 67 %
Iron, Fe
<= 3.0 %
Manganese, Mn
<= 2.0 %
Molybdenum, Mo
<= 1.5 %
Nickel, Ni
<= 3.0 %
Tungsten, W
3.5 - 5.5 %
“Tabella n. 3.20 composizione chimica Cobalt 6BH ”
66
Crucible Steel CPM® 10V® (AISI A11) Tool Steel
CPM 10V è un nuovo e unico acciaio prodotto con il processo di metallurgia delle polveri
Crucible Particle Metallurgy. E' stato progettato su una analisi di base di un acciaio tenace
temprante in aria con un’aggiunta di alti valori di carbonio e vanadio per raggiungere
un’eccezionale resistenza all’usura, tenacità e resistenza per applicazioni nelle lavorazioni
a freddo e a semicaldo. L’eccezionale resistenza all’usura e buona tenacità del CPM 10V
ne fanno un eccellente candidato per rimpiazzare il metallo duro o altri materiali resistenti
all’usura nelle lavorazioni a freddo, particolarmente quando l’utensile deve possedere
caratteristiche di tenacità con elevate caratteristiche di resistenza all’usura.
Durezza 255 – 277 HB – ricotto
Composizione chimica
Crucible Steel CPM® 10V® (AISI A11) Tool Steel
Carbon, C
2.45 %
Chromium, Cr
5.25 %
Iron, Fe
81.25 %
Molybdenum, Mo
1.3 %
Vanadium, V
9.75 %
“Tabella n. 3.21 composizione chimica AISI A11 ”
67
Crucible Steel CPM® 9V® Tool Steel CPM 9V
È un nuovo e unico acciaio prodotto con il processo di metallurgia delle polveri: Crucible
Particle Metallurgy. E' una modifica del CPM 10V con contenuto di Carbonio e Vanadio
inferiori, queste modifiche gli conferiscono una ottima tenacità e resistenza alle cricche
da fatica termica. Queste proprietà permettono al CPM 9V di essere utilizzato in
applicazioni dove gli acciai come il CPM 10V, acciai alto-legati al C e al Cr o acciai
superrapidi hanno una consistente perdita di tenacità o resistenza alle cricche da fatica
termica, e dove gli acciai per utensili per lavorazione a caldo hanno una bassa resistenza
all’usura.
Durezza 223 - 255 HB - ricotto
Composizione chimica
Crucible Steel CPM® 9V® Tool Steel
Carbon, C
1.9 %
Chromium, Cr
5.25 %
Iron, Fe
82.45 %
Molybdenum, Mo
1.3 %
Vanadium, V
9.1 %
“Tabella n. 3.22 composizione chimica CPM 9V ”
68
Crucible Steel CPM® Rex M4 HC(HS) Tool Steel
È un acciaio superrapido sviluppato specialmente per soddisfare le maggiori richieste. E’
stato concepito per provvedere alle esigenze d’alta resistenza all’usura e alla stabilità del
tagliente negli utensili. Il suo alto contenuto di vanadio e carbonio lo rende
particolarmente adatto, nelle operazioni di tranciatura e di formatura dei metalli, così
come anche nell’utilizzo delle operazioni d’asportazione di truciolo, aumentandone la
qualità della vita dell’utensile e le prestazioni di taglio.
Durezza 225 – 255 HB – ricotto
Composizione chimica
Crucible Steel CPM® Rex M4 HC(HS) Tool Steel - HSS
Carbon, C
1.42 %
Chromium, Cr
4.0 %
Iron, Fe
79.47 %
Magnesium, Mg
0.30 - 0.70 %
Molybdenum, Mo
5.25 %
Sulfur, S
0.060 - 0.22 %
Tungsten, W
5.5 %
Vanadium, V
4.0 %
“Tabella n. 3.23 composizione chimica CPM Rex M4 HC ”
69
Carpenter Four Star High Speed Steel Red-Wear® (AISI M4) – HSS
Acciaio super rapido con un elevato contenuto di carbonio e vanadio che gli conferiscono
un grado elevato di resistenza all'usura e un'elevata resistenza.
Durezza 225 - 255 HB - ricotto
Composizione chimica
Carpenter Four Star High Speed Steel Red-Wear® (AISI M4) - HSS
Carbon, C
1.3 %
Chromium, Cr
4.5 %
Iron, Fe
79.6 %
Manganese, Mn
0.30 %
Molybdenum, Mo
4.5 %
Silicon, Si
0.30 %
Tungsten, W
5.5 %
Vanadium, V
4.0 %
“Tabella n. 3.24 composizione chimica AISI M4 ”
70
Industeel CREUSABRO® 4800 Advanced Technology in Wear Steel
Il CREUSABRO® 4800 offre una resistenza eccezionale all'abrasione, superiore del 50%
a quella di un acciaio temprato in acqua per 400HB. Le sue componenti e la sua struttura
influiscono fortemente sulle sue prestazioni. L'equilibrio chimico ed il processo di
fabbricazione conferiscono una struttura metallurgica che contribuisce fortemente al
miglioramento della sua tenuta all'abrasione. Il CREUSABRO® 4800 gode di una
capacità supplementare di deformazione plastica sotto l'effetto degli urti. Questa duttilità
extra conduce ad un ritardo del distacco delle particelle metalliche che contribuisce ad
una più lenta usura rispetto agli acciai 400HB convenzionali. Con una aggiunta
significativa di Titanio si ottiene una struttura estremamente compatta di particelle fini
molto dure, i carburi di Titanio, TiC, la cui durezza si approssima ai 3000HV. Tali carburi
conferiscono all'acciaio una maggior resistenza all'usura. Applicazioni: cementifici,
attrezzatura mineraria e per movimento terra, produzione acciaio, impianti di recupero e
riciclaggio.
Durezza 400 - 430 HB
Composizione chimica
Industeel CREUSABRO® 4800 Advanced Technology in Wear Steel
Carbon, C
<= 0.20 %
Chromium, Cr
<= 1.9 %
Iron, Fe
95.477 - 99.8 %
Manganese, Mn
<= 1.6 %
Molybdenum, Mo
<= 0.40 %
Nickel, Ni
0.20 %
Phosphorous, P
<= 0.018 %
Sulfur, S
<= 0.0050 %
Titanium, Ti
<= 0.20 %
“Tabella n. 3.25 composizione chimica CREUSABRO 4800”
71
Industeel CREUSABRO® 8000 High Performance Wear Resistant Steel
I componenti in CREUSABRO ® 8000 ℗ resistono all’abrasione più di ogni altro
componente della medesima classe di durezza grazie alla presenza di microcarburi
durissimi nella loro matrice ad alla loro capacità di auto-indurimento in esercizio. Sono
pertanto lavorabili allo stato di fornitura per poi opporsi ai fenomeni abrasivi aumentando
la loro durezza sotto l’effetto degli urti continui. Questo acciaio sviluppa un nuovo
fenomeno metallurgico rivoluzionario: l’effetto TRIP (TRasformazione Indotta per
Plasticità). Grazie a questo effetto gli atomi metallici si riallineano spontaneamente nelle
zone affette da tensioni localizzate, permettendo così all’acciaio di meglio lottare contro
l’aggressione abrasiva.
Nelle miniere le lamiere in CREUSABRO® 8000 sono utilizzate per la costruzione di
impianti di frantumazione, coclee e tramogge. Nelle cave e nei cementifici si realizzano
lame di benna, cicloni, scivoli, vagli piani e rotativi, fondi di miscelatori, draghe.
Durezza 430 - 500 HB
Composizione chimica
Industeel CREUSABRO® 8000 High Performance Wear Resistant Steel
Carbon, C
<= 0.28 %
Chromium, Cr
<= 1.6 %
Iron, Fe
<= 99.4 %
Manganese, Mn
<= 1.6 %
Molybdenum, Mo
>= 0.20 %
Nickel, Ni
0.40 %
Sulfur, S
<= 0.0020 %
“Tabella n. 3.26 composizione chimica CREUSABRO 8000”
72
Industeel CREUSABRO® M Wear Resistant Steel
Si tratta di un materiale che tende ad incrudire sotto sforzo, interamente austenitico,
temprato e ricotto e amagnetico. La sua durezza può di fatto aumentare da 200HB a 600
HB durante la lavorazione. E' in grado di resistere molto bene ad urti ed impatti e presenta
inoltre una buona duttilità, anche a cuore, dove il materiale non viene incrudito durante
l'esercizio.
Durezza 200 - 600 HB
Composizione chimica
Industeel CREUSABRO® M Wear Resistant
Steel
Carbon, C
1.15 %
Iron, Fe
85.448 - 85.45 %
Manganese, Mn
13%
Silicon, Si
0.40 %
Sulfur, S
<= 0.0020 %
“Tabella n. 3.27 composizione chimica CREUSABRO M Wear Resistant Steel”
73
Latrobe LSS™ A7 Mod. Wear-Resistant Tool Steel (ASTM A7 Mod.)
Materiale caratterizzato da un'elevata resistenza all'usura, grazie all'elevato contenuto di
carbonio e vanadio. Tali carburi conferiscono al materiale una durezza di circa 80 – 85
Rockwell. Il materiale è in grado di resistere molto bene ad usura per abrasione. Viene
tipicamente utilizzato per applicazioni di tipo wear liners.
Durezza 80 – 85 HRC
Composizione chimica
Latrobe LSS™ A7 Mod. Wear-Resistant Tool Steel (ASTM A7 Mod.)
Carbon, C
2.6 %
Chromium, Cr
8.25 %
Iron, Fe
82,545%
Manganese, Mn
0.60 %
Molybdenum, Mo
1.2 %
Silicon, Si
0.30 %
Sulfur, S
<= 0.0050 %
Vanadium, V
4.5 %
“Tabella n. 3.28 composizione chimica ASTM A7 Mod.”
74
Latrobe LSS™ D7 Tool Steel (ASTM D7)
Materiale caratterizzato da un'elevata resistenza all'usura, grazie all'elevato contenuto di
carbonio e vanadio. Tali carburi conferiscono al materiale una durezza di circa 80 – 85
Rockwell. Il materiale è in grado di resistere molto bene ad usura per abrasione. Viene
tipicamente utilizzato per applicazioni di tipo wear liners.
Durezza 80 – 85 HRC
Composizione chimica
Latrobe LSS™ D7 Tool Steel (ASTM D7)
Carbon, C
2.3 %
Chromium, Cr
12.5 %
Iron, Fe
79.3 %
Manganese, Mn
0.40 %
Molybdenum, Mo
1.1 %
Silicon, Si
0.40 %
Vanadium, V
4.0 %
“Tabella n. 3.29 composizione chimica ASTM D7”
75
Mn 12
Gli acciai da cementazione legati contengono alcuni elementi caratterizzanti che
conferiscono caratteristiche diverse in funzione delle applicazioni. Dopo la lavorazione
meccanica, la cementazione e la tempra, solitamente fatta in olio, questi acciai presentano
caratteristiche di elevata durezza superficiale e di notevole tenacità a cuore. Al crescere
degli elementi di lega aumenta la temprabilità, quindi è possibile ottenere strutture
trasformate a cuore in pezzi via via più grandi. In particolare il cromo tende ad aumentare
la durezza a cuore, mentre il nickel migliora la tenacità e la resistenza agli urti; utilizzato
per realizzare generalmente martelli; mascelle per impiego gravoso.
Durezza 500 HVC - in esercizio
Composizione chimica
Mn 12
Carbon, C
1.10 - 1.35 %
Manganese, Mn
11.5 - 14.5 %
Chromium, Cr
0.80 %
“Tabella n. 3.30 composizione chimica Mn12”
76
Mn X
Gli acciai da cementazione legati contengono alcuni elementi caratterizzanti che
conferiscono caratteristiche diverse in funzione delle applicazioni. Dopo la lavorazione
meccanica, la cementazione e la tempra, solitamente fatta in olio, questi acciai presentano
caratteristiche di elevata durezza superficiale e di notevole tenacità a cuore. Al crescere
degli elementi di lega aumenta la temprabilità, quindi è possibile ottenere strutture
trasformate a cuore in pezzi via via più grandi. In particolare il cromo tende ad aumentare
la durezza a cuore, mentre il nickel migliora la tenacità e la resistenza agli urti. La
caratteristica vincente di questo materiale è di possedere la tenacità tipica dell’acciaio
MnCr12.2 associata alla presenza di una fine ed omogenea dispersione di fasi dure, con
una durezza di circa 3000HV; impiegato per realizzare martelli , corazze , mascelle, coni
giratori , ripiani.
Durezza 700 HVC - in esercizio
Composizione chimica
Mn X
Carbon, C
1.20 - 1.50 %
Manganese, Mn
11.5 - 14.5 %
Chromium, Cr
0.80 %
“Tabella n. 3.31 composizione chimica Mn X”
77
MnCr 12.2
Gli acciai da cementazione legati contengono alcuni elementi caratterizzanti che
conferiscono caratteristiche diverse in funzione delle applicazioni. Dopo la lavorazione
meccanica, la cementazione e la tempra, solitamente fatta in olio, questi acciai presentano
caratteristiche di elevata durezza superficiale e di notevole tenacità a cuore. Al crescere
degli elementi in lega aumenta la temprabilità, quindi è possibile ottenere strutture
trasformate a cuore in pezzi via via più grandi. In particolare il cromo tende ad aumentare
la durezza a cuore, mentre il nickel migliora la tenacità e la resistenza agli urti; per la
realizzazione di martelli , corazze, mascelle , coni, ripiani.
Durezza 600 HVC - in esercizio
Composizione chimica
MnCr 12.2
Carbon, C
1.10 - 1.35 %
Manganese, Mn
11.5 - 14.5 %
Chromium, Cr
1-2%
“Tabella n. 3.32 composizione chimica MnCr 12.2”
78
MnCr 18.2
Gli acciai da cementazione legati contengono alcuni elementi caratterizzanti che
conferiscono caratteristiche diverse in funzione delle applicazioni. Dopo la lavorazione
meccanica, la cementazione e la tempra, solitamente fatta in olio, questi acciai presentano
caratteristiche di elevata durezza superficiale e di notevole tenacità a cuore. Al crescere
degli elementi di lega aumenta la temprabilità, quindi è possibile ottenere strutture
trasformate a cuore in pezzi via via più grandi. In particolare il cromo tende ad aumentare
la durezza a cuore, mentre il nickel migliora la tenacità e la resistenza agli urti. Acciaio
con ottime caratteristiche di antiusura e resistenza alle deformazioni; si trova in
applicazioni come martelli primari e secondari, mascelle, coni giratori.
Durezza 600 HVC - in esercizio
Composizione chimica
MnCr 18.2
Carbon, C
1.20 - 1.35 %
Manganese, Mn
16 - 18 %
Chromium, Cr
1-2%
“Tabella n. 3.33 composizione chimica MnCr 18.2”
79
MnCr 20.3
Gli acciai da cementazione legati contengono alcuni elementi caratterizzanti che
conferiscono caratteristiche diverse in funzione delle applicazioni. Dopo la lavorazione
meccanica, la cementazione e la tempra, solitamente fatta in olio, questi acciai presentano
caratteristiche di elevata durezza superficiale e di notevole tenacità a cuore. Al crescere
degli elementi di lega aumenta la temprabilità, quindi è possibile ottenere strutture
trasformate a cuore in pezzi via via più grandi. In particolare il cromo tende ad aumentare
la durezza a cuore, mentre il nickel migliora la tenacità e la resistenza agli urti. Acciaio
con ottime qualità antiusura per impiego specifico e massima resistenza all’usura per
solcatura. Concilia elevate caratteristiche meccaniche alla massima durata; utilizzato per
martelli per il riciclaggio di inerti, coni giratori, getti sottoposti ad abrasione ed a
solcatura rilevanti.
Durezza 600 HVC - in esercizio
Composizione chimica
MnCr 20.3
Carbon, C
1.35 - 1.50 %
Manganese, Mn
18 - 21 %
Chromium, Cr
1-2%
“Tabella n. 3.34 composizione chimica MnCr 20.3”
80
MnMo 6.1
Gli acciai da cementazione legati contengono alcuni elementi caratterizzanti che
conferiscono caratteristiche diverse in funzione delle applicazioni. Dopo la lavorazione
meccanica, la cementazione e la tempra, solitamente fatta in olio, questi acciai presentano
caratteristiche di elevata durezza superficiale e di notevole tenacità a cuore. Al crescere
degli elementi di lega aumenta la temprabilità, quindi è possibile ottenere strutture
trasformate a cuore in pezzi via via più grandi. In particolare il cromo tende ad aumentare
la durezza a cuore, mentre il nickel migliora la tenacità e la resistenza agli urti. Acciaio
con massimo incrudimento superficiale negli impieghi con scarsa energia d’urto. Quindi,
adatto alla frantumazione di materiale friabile e di piccola pezzatura; generalmente
impiegati in coni giratori, mascelle e martelli.
Durezza 700 HV - in esercizio
Composizione chimica
MnMo 6.1
Carbon, C
1.10 - 1.30 %
Molybdnenum, Mo
0.80 – 1.20 %
Manganese, Mn
6-8%
Chromium, Cr
0.60 - 1.2 %
“Tabella n. 3.35 composizione chimica MnMo 6.1”
81
MnNi 12.2
Gli acciai da cementazione legati contengono alcuni elementi caratterizzanti che
conferiscono caratteristiche diverse in funzione delle applicazioni. Dopo la lavorazione
meccanica, la cementazione e la tempra, solitamente fatta in olio, questi acciai presentano
caratteristiche di elevata durezza superficiale e di notevole tenacità a cuore. Al crescere
degli elementi di lega aumenta la temprabilità, quindi è possibile ottenere strutture
trasformate a cuore in pezzi via via più grandi. In particolare il cromo tende ad aumentare
la durezza a cuore, mentre il nickel migliora la tenacità e la resistenza agli urti; impiegato
per la realizzazione di piastre e cunei laterali .
Durezza 600 HV - in esercizio
Composizione chimica
MnNi 12.2
Molibdenum, Mo
0.8 – 1.2 %
Carbon, C
0.95 - 1.25 %
Manganese, Mn
11.5 - 14 %
Chromium, Cr
14%
Nichel, Ni
1.4 - 2.4%
“Tabella n. 3.36 composizione chimica MnNi 12.2”
82
Roc 321
Le lamiere in ROC 321 sono laminate a caldo su treno quarto (laminatoio a duo con
doppio cilindro per evitare deformazioni della barra) e normalizzate durante la
laminazione. La particolare purezza dell’acciaio, il grano austenitico fine ed il trattamento
termico appositamente studiato, conferiscono a queste lamiere buone caratteristiche
meccaniche ed una resistenza all’abrasione che rappresenta un compromesso ottimale tra
durata in esercizio e difficoltà di messa in opera. Tra le più comuni applicazioni troviamo
le lamiere forate per vagli piani e rotativi, scivoli e tramogge, betoniere, pale di
ventilatori, lame di benna.
Durezza 280 - 360 HB
Composizione chimica
ROC 321
Carbon, C
<= 0.23 %
Chromium, Cr
<= 1.60 %
Manganese, Mn
<= 1.70 %
Silicon, Si
< = 0.70%
Sulfur, S
< = 0.035 %
Phosphorous, P
< = 0.035 %
“Tabella n. 3.37 composizione chimica ROC 321”
83
Roc Mn
Le lamiere in ROC Mn sono prodotte partendo da bramme colate in forno elettrico,
laminate a caldo su treno quarto e successivamente bonificate. L’utilizzo di ferroleghe di
manganese vergini e la bonifica d’austenitizzazione particolarmente curata, garantiscono
la speciale attitudine all’indurimento sotto urto di questo acciaio. L’elevato contenuto di
manganese conferisce a questo acciaio la caratteristica di indurirsi sotto urti violenti. Può
quindi essere utilizzato per la realizzazione di corazze di mulini, scivoli di caduta,
piastre di magneti, parti interne di sabbiatrici e granigliatrici.
Durezza 400 HB
Composizione chimica
ROC Mn
Carbon, C
<= 1.30 %
Chromium, Cr
<= 1.50 %
Manganese, Mn
<= 13 %
Silicon, Si
< = 0.50%
Sulfur, S
< = 0.04 %
Phosphorous, P
< = 0.04 %
“Tabella n. 3.38 composizione chimica ROC Mn”
84
Vanadis 23
Polvere metallica che consente di combinare elevata resistenza all'usura e tenacità;
acciaio ad elevata resistenza ad usura adesiva - abrasiva e alla deformazione plastica,
adatto principalmente ad applicazioni di taglio tra cui alesatori, punte di perforazione,
frese.
Durezza 260 HB - ricotto
Composizione chimica
Vanadis 23
Carbon, C
1.28 %
Chromium, Cr
4.2 %
Molybdenum, Mo
5.0 %
Tungsten, W
6.4 %
Vanadium, V
3.1 %
“Tabella n. 3.39 composizione chimica Vanadis 23”
85
HARDOX 400
Acciaio utilizzato in caso di elevata resistenza all'usura e buona tenacità.
Durezza 400HB
Composizione chimica – analisi di colata
HARDOX 400
Carbon, C
0.32 %
Silicon, Si
0.70 %
Manganese, Mn
1.60 %
Phosphorous, P
0.025 %
Sulfur, S
0.0.10 %
Chromium, Cr
1.40 %
Nichel, Ni
1.50 %
Molybdenum, Mo
0.60 %
Boron, B
0.004 %
“Tabella n. 3.40 composizione chimica HARDOX 400”
86
HARDOX 450
Particolarmente adatto in quelle situazioni dove è richiesta una buona resistenza all'usura
in combinazione a buone proprietà di deformazione; tra le principali applicazioni si
trovano mulini, benne, utensili da taglio, convogliatori, sprockets, taglienti.
Durezza 450HB
Composizione chimica – analisi di colata
HARDOX 450
Carbon, C
0.26 %
Silicon, Si
0.70 %
Manganese, Mn
1.60 %
Phosphorous, P
0.025 %
Sulfur, S
0.0.10 %
Chromium, Cr
1.40 %
Nichel, Ni
1.00 %
Molybdenum, Mo
0.60 %
Boron, B
0.004 %
“Tabella n. 3.41 composizione chimica HARDOX 450”
87
HARDOX 500
Utilizzato in caso di necessità di grado elevato di resistenza all'usura. Impiegato per la
realizzazione di frantoi, convogliatori, alimentatori, taglienti, utensili da taglio,
sprockets, benne.
Durezza 500HB
Composizione chimica – analisi di colata
HARDOX 500
Carbon, C
0.30 %
Silicon, Si
0.70 %
Manganese, Mn
1.60 %
Phosphorous, P
0.025 %
Sulfur, S
0.0.10 %
Chromium, Cr
1.50 %
Nichel, Ni
1.50 %
Molybdenum, Mo
0.60 %
Boron, B
0.004 %
“Tabella n. 3.42 composizione chimica HARDOX 500”
88
Percentuale di materie prime critiche negli acciai alto resistenziali utilizzati nei
componenti ad usura oggetto di interesse di questo lavoro di tesi:
TIPO di ACCIAIO
Elemento
Percentuale (%)
Percentuale (%)
Percentuale (%)
Percentuale (%)
Percentuale (%)
27MnCrB5
20MnCr5
16CrNi4
16MnCr5
18NiCrMo5
GHISE BIANCHE
MARTENSITICHE
Class I Type A Ni-Cr-HC
Class I Type B Ni-Cr-LC
Class I Type C Ni-Cr-GB
Class I Type D Ni-Hi-Cr
Class II Type A 12% Cr
Class II Type B 15% CrMo-LC
Class II Type C 15% CrMo-HC
Class II Type D 20% CrMo-LC
Class II Type E 20% CrMo-HC
Class III Type E 25% Cr
Class III Type A 28%
Cr
Elemento
Percentuale (%)
Percentuale (%)
Percentuale (%)
Percentuale (%)
Percentuale (%)
MATERIE PRIME CRITICHE
Mn
Cr
Ni
TOTALE CRM
1.10 ÷ 1.40 0.30 ÷ 0.60
1,7
1.10 ÷ 1.40 1.00 ÷ 1.30
2,4
0.70 ÷ 1.00 0.80 ÷ 1.10 0.80 ÷ 1.10
3,7
1 ÷ 1.3
0.80 ÷ 1.10
2,1
0.60 ÷ 0.90 0.70 ÷ 1.00 1.20 ÷ 1.50
4,3
MATERIE PRIME CRITICHE
Mn
Cr
Ni
Mo
TOTALE CRM
<= 1.3 1.4 ÷ 4.0 3.3 ÷ 5.0 <= 1.0
9,15
<= 1.3 1.4 ÷ 4.0 3.3 ÷ 5.0 <= 1.0
9,15
<= 1.3 1.1 ÷ 1.5 2.7 ÷ 4.0 <= 1.0
6,95
<= 1.3
7.0 ÷ 11 5.0 ÷ 7.0 <= 1.0
16,8
0.50 ÷ 1.5 11 ÷ 14 <= 0.50 0.50 ÷ 1.0
14,75
Percentuale (%) 0.50 ÷ 1.5 14 ÷ 18
<= 0.50
1.0 ÷ 3.0
18,25
Percentuale (%) 0.50 ÷ 1.5 14 ÷ 18
<= 0.50
2.3 ÷ 3.5
19,5
Percentuale (%) 0.50 ÷ 1.5 18 ÷ 23
<= 1.5
<= 1.5
Percentuale (%) 0.50 ÷ 1.5 18 ÷ 23
<= 1.5
1.0 ÷ 2.0
Percentuale (%) 0.50 ÷ 1.5 23 ÷ 28
<= 1.5
<= 1.5
25,9
24,5
29,5
Percentuale (%)
1.5
28
2.5
3.0
35
MATERIE PRIME CRITICHE
ACCIAI RPIDI E
SUPER RAPIDI
Elemento
Mn
Cr
W
Mo
V
Co
Ni
TOTALE CRM
AISI M4 – HSS
Percentuale (%)
0.30
4.5
5.5
4.5
4
-
-
18,8
AISI A11
Percentuale (%)
-
5.25
-
1.3
9.75
-
-
16,3
-
5.25
-
1.3
9.1
-
-
15,65
-
4.0
5.5
5.25
4.0
-
-
18,75
2.0
28 ÷ 32
3.5 ÷ 5.5
1.5
-
50 ÷ 67
3.0
95
Crucible Steel
CPM® 9V® Tool Percentuale (%)
Steel CPM 9V
Crucible Steel
CPM® Rex M4
Percentuale (%)
HC(HS) Tool
Steel
COBALT 6BH
Percentuale (%)
89
ACCIAIO EXTRA ALTO RESISTENZIALE
DOMEX 700
LAMIERA IN ACCIAIO
RESISTENRE ALL'USURA
MATERIE PRIME CRITICHE
Elemento
Mn
V
Nb
Percentuale (%)
2.10
0.20
0.09
TOTALE CRM
2,39
MATERIE PRIME CRITICHE
Elemento
Cr
Mn
Mo
V
Ni
TOTLE
CRM
ASTM A7 Mod.
Percentuale (%)
8.25
0.60
1.2
4.5
-
14,55
ASTM D7
Percentuale (%)
12.5
0.40
1.1
4.0
-
18
HARDOX 400
Percentuale (%)
1.40
1.60
0.60
-
1.50
5,1
HARDOX 450
Percentuale (%)
1.40
1.60
0.60
-
1.00
4,6
HARDOX 500
Percentuale (%)
1.50
1.60
0.60
-
1.50
5,2
POLVERE METALLICA
Vanadis 23
COMPOSIZIONE CHIMICA
Elemento
Percentuale
(%)
Cr
Mo
W
V
TOTLE CRM
4.2
5.0
6.4
3.1
18,7
COMPOSIZIONE CHIMICA
TIPO
Elemento
Cr
Mn
Mo
Ni
TOTALE
CRM
CREUSABRO® 4800
Percentuale (%)
1.9
1.6
<= 0.40
0.20
4,1
CREUSABRO® 8000
Percentuale (%)
1.6
1.6
>= 0.20
0.40
3,8
CREUSABRO® M
Percentuale (%)
-
13
-
-
13
Mn 12
Percentuale (%)
0.80
11.5 ÷ 14.5
-
-
13,8
Mn X
Percentuale (%)
0.80
11.5 ÷ 14.5
-
-
13,8
MnCr 12.2
Percentuale (%)
1÷2
11.5 ÷ 14.6
-
-
14,5
MnCr 18.2
Percentuale (%)
1÷2
16 ÷ 18
-
-
18,5
MnCr 20.3
Percentuale (%)
1÷2
18 ÷ 21
-
-
21
MnMo 6.1
Percentuale (%)
0.60 ÷ 1.2
6÷8
-
-
7,9
MnNi 12.2
Percentuale (%)
14
11.5 ÷ 14
0.80 ÷ 1.2
1.4 ÷ 2.4
29,9
Roc Mn
Percentuale (%)
1.50
13
-
-
14,5
Roc 321
Percentuale (%)
1.60
1.70
-
-
3,3
90
Mettere in evidenzia la percentuale totale di materie prime critiche contenute negli acciai
alto resistenziali potenzialmente o certamente impiegati nelle applicazioni ad usura che si
vedranno nel seguito, è importante in quanto consente di comprendere quanto un
materiale possa risultare effettivamente critico in termini di utilizzo a causa della presenza
di queste risorse, che conferiscono allo stesso proprietà e caratteristiche meccaniche
notevoli.
Analizzando il funzionamento delle applicazioni, identificando i requisiti dei componenti
per usura, valutando le caratteristiche e il comportamento in esercizio dei materiali
attualmente impiegati per suddetti componenti è di fatto possibile comprendere e
confrontare le soluzioni proposte dall’azienda con quelle ad oggi utilizzate, e quindi
procedere alla loro sostituzione, garantendo e consentendo vantaggi anche e soprattutto in
termini economici – legati alla riduzione della difficoltà nella reperibilità di leganti critici
e ai benefici propri della ghisa.
91
92
CAPITOLO IV
4.1.Panoramica dei settori, dei macchinari e dei componenti costitutivi oggetto
di analisi
Il lavoro svolto durante il periodo di tirocinio si è prevalentemente concentrato e
focalizzato sulla ricerca e l’analisi dei componenti costituivi le principali applicazioni,
che riscuotono un interesse particolare per l’azienda e che rappresentano un potenziale
elemento di sviluppo e di crescita per la stessa.
L’obiettivo è stato quello di cercare di capire dove il prodotto realizzato e proposto dalla
“Zanardi Fonderie S.p.A.” può essere considerato un valido sostituto, a parità di
caratteristiche comportando vantaggi economici o con prestazioni maggiori che il cliente
è disposto però a pagare a fronte di miglioramenti evidenti a livello globale della
performance del componente in condizioni di utilizzo, partendo dalla valutazione delle
condizioni di esercizio e dei requisiti dell’applicazione. Le informazioni che vengono
riportate a tal proposito, sono parziali; data infatti la complessità dell’argomento è
risultato difficile avere dati completi ed esaustivi, trattandosi per altro di un aspetto
soggetto a continui e progressivi studi ed approfondimenti.
Come già precedentemente affermato le applicazioni considerate fanno riferimento ai
settori minerario e delle costruzioni; di seguito vengono riportati alcuni dei componenti
esaminati, indicando per ciascuno di essi il materiale, certo o potenziale[XXVI] , utilizzato,
proponendo, dove possibile, l’alternativa individuata.
Le condizioni per una possibile sostituzione con i diversi gradi di ghisa ADI, dipendono
e variano generalmente al variare delle caratteristiche del contesto applicativo, a seconda
delle variabili che lo condizionano e dei requisiti di funzionamento, rendendo quindi
necessaria la prova e la verifica sul campo di ogni singolo caso.
XXVI
Alcuni tra i materiali elencati derivano da deduzioni fatte sulla base delle caratteristiche e delle
proprietà chimico – fisiche dei materiali che per certo posso essere associati ad un determinato
componente, poiché indicato nella documentazione a diposizione.
93
4.1.1.Comportamento ad usura della ghisa ADI e confronto con i principali concorrenti
Tipicamente, per quanto riguarda le capacità di resistenza all’usura, la ghisa ADI, a
confronto con i principali concorrenti generalmente impiegati quali ghise bianche
martensitiche (Cr - hard e Ni - hard), HARDOX 400 e Acciai al manganese (Mn),
presenta un miglior comportamento che dipende non tanto dalla sua durezza quanto più
dalla sua microstruttura [15].
“Figura n.4.1, fonte Zanardi Fonderie [15]”
La figura 4.1 evidenzia come a parità di durezza la ghisa mostri una resistenza abrasiva
superiore rispetto al materiale con cui è messa a confronto, ad esempio HARDOX 400,
comportamento che si manifesta quando il contatto meccanico genera una pressione
locale tale da deformare plasticamente il materiale, ciò comporta una trasformazione
dell’Austenite instabile in Martensite, migliorando le performance ad usura.
Il grado ADI WR[XXVII] è un nuovo grado di ghisa ADI sviluppato dalla fonderia accanto
ai gradi tradizionalmente commercializzati[XXVIII], che è in grado di eguagliare e superare
XXVII
Materiale inventato dalla fonderia per ottenere la più alta resistenza all’usura abbinata ad una
sufficiente resistenza all’impatto.
94
le proprietà tipiche di materiali quali ghise bianche legate o non – Ni - hard, Cr - hard o
High Chromium based – o simili. La ghisa ADI WR presenta migliori prestazioni in
termini di resistenza all’impatto, tenacità e lavorabilità grazie sostanzialmente all’assenza
di carburi al termine del processo di colata.
“Figura n.4.2 fonte “Zanardi Fonderie [15]”
Il grafico mostra i risultati della ricerca svolta dall’azienda relativamente al
comportamento ad usura abrasiva di diversi materiali campione a confronto con la ghisa
ADI.
La scelta del materiale a livello di prodotto finito non dipende tuttavia solamente dal
comportamento ad usura ma anche e soprattutto da altre specifiche richieste per la
particolare applicazione, come la resistenza all’impatto e la resistenza a fatica.
XXVIII
ADI 800, durezza 260 – 320; ADI 1000, durezza 300 – 360HB; ADI 1200, durezza 340 – 440 HB; ADI
1400, durezza 380 – 480; ADI 1600, durezza 402 – 512.
95
4.1.2.Applicazioni e componenti analizzati
Di seguito vengono riportati i componenti che sono stati oggetto di analisi con le relative
caratteristiche e proprietà; in grassetto vengono indicati i materiali attualmente in uso, in
modo tale da distinguerli da quei materiali che sono invece stati individuati per analogia
di caratteristiche chimico – fisiche e prestazioni[XXIX].
4.1.2.1.Sistemi per la macinazione, la frantumazione e la miscelazione di inerti
Mulini, frantoi e miscelatori caratterizzati da componenti che consentono di sminuzzare e
frantumare materiale da costruzione di qualsiasi pezzatura e tipologia per l’edilizia
stradale o l’arredo urbano.
“Figura n.4.3: Mulino ad urto; componenti costitutivi:
martelli e corazza di protezione – CIMMA.”
XXIX
La descrizione e la definizione di ciascuno dei materiali che vengono di seguito nominati è presente nel
capitolo III;le note che vengono aggiunte in questa sede fanno riferimento alle modalità secondo cui per
analogia i materiali non specificati dal singolo produttore ma comunque ritenuti adatti alle diverse
applicazioni sono stati scelti.
96
Tra i principali elementi costituivi, che
variano al variare della tipologia di mulino
o frantoio:
-
Bracci di miscelazione;
-
Corazze per la macinazione;
-
Griglie di protezione
-
Mascelle;
-
Martelli;
-
Pale di miscelazione;
-
Piastre antiusura
-
Pettini per la macinazione;
-
Rotori;
“Figura n.4.4: Mulino a martelli; componenti
costitutivi : rotore, martelli, corazza e piastre
di protezione della camera di frantumazione
– Mem S.p.A.”
1. Bracci di miscelazione
I bracci di miscelazione sono componenti a profilo ridotto per evitare l’accumulo di
materiale all’interno del mulino. Le informazioni relative ai materiali utilizzati per tali
componenti sono poche e vaghe; l’unica cosa certa è che vengono realizzati in materiale
antiusura alto resistenziale e in Ghisa Sferoidale[XXX].
Con i dati a disposizione, attraverso ricerche incrociate, sono stati individuati alcuni
possibili candidati quali:
-
Acciai al Mn acciai al manganese, poiché presentano elevate prestazioni in
termini di resistenza agli impatti e all’usura, tra cui:
o MnMo 6.1;
o MnCr 20.3;
o Mn 12;
o Mn X;
o MnCr 18.2;
o Roc Mn;
XXX
Fonte: SI.CO.MA.
97
o Industeel CREUSABRO® M Wear Resistant Steel;
o Industeel CREUSABRO® 4800 Advanced Technology in Wear Steel .
Come possibili sostituti vengono indicati ADI 1050 e/o ADI 1200.
2. Pale di miscelazione
Componenti dei miscelatori associati ai bracci di
miscelazione; il loro compito è quello di far
convogliare il materiale verso l’uscita del sistema in
modo tale da accelerare il processo di scarico.
La documentazione a disposizione afferma che
“Figura n.4.5: pale e bracci di
muscolazione, ORU”
vengono
principalmente
realizzate
in
ghisa
martensitica, Cr – Hard e Ni – Hard[XXXI].
Possibili materiali indicati come sostituti possono essere anche in questo caso ADI 1050
e/o ADI 1200.
Sia per i bracci che per le pale di miscelazione, è possibile che sul componente vengano
applicate piastre riportate su fusione per saldobrasature.
3. Corazze per la macinazione
Corazzatura di macinazione dentata o liscia a settori
fusi in lega antiusura ad alto tenore di cromo,
facilmente sostituibili.
“Figura n.4.6: Corazza mulino a
martelli, CIMMA.”
XXXI
98
Fonte : SI.CO.MA. e LIEBHERR-WERK BIBERACH GMBH.
Sulla base dell’informazione ricavata direttamente dal costruttore - CIMMA
[XXXII]
- è
possibile affermare che questi componenti sono realizzati in acciai ad alto tenore di
manganese; tra quelli individuati:
o Mn X;
o Mn 12;
o MnCr 12.2;
o Roc Mn.
o MnCr 18.2;
o MnCr20.3;
o MnNi 12.2;
o Industeel CREUSABRO® M Wear Resistant Steel.
Lo stesso costruttore, indica come materiale utilizzato per la realizzazione di corazze per
mulini a martelli fissi, acciai ad elevato contenuto di cromo, ovvero ghise martensitiche
Cr – Hard - Class II e Class III - e tra quelli individuati, ASTM DT e ASTM D7
Modificato, materiali che garantiscono una buona resistenza all’usura per abrasione.
Una potenziale sostituzione può essere fatta con ADI 1400 e/o ADI 1600.
4. Griglia di protezione
Per mulini ad impatto o a martelli, in lega antiusura; la presenza di questo componente
consente, qualora fosse necessario ai fini applicativi, di controllare la pezzatura e la
granulometria del materiale che viene frantumato e che esce dal sistema.
“Figura n.4.7: Mulino ad impatto; componenti costitutivi:
corazze, griglia e martelli - CIMMA”
XXXII
Mulini universali ad urto
99
In questo caso nessuna informazione esaustiva risultava essere reperibile per consentire la
definizione e la scelta dei materiali, ma date le condizioni di impiego e la vasta gamma di
prodotti nei quali sono impiegati, si sono individuati come possibili candidati:
-
HARDOX 400;
-
HARDOX 450;
-
HARDOX 500;
-
Ni – Hard Class I type A e C poiché generalmente indicate per quelle
applicazioni che hanno come requisito primario un’elevata resistenza all’usura
abrasiva.
Altri potenziali materiali possono essere:
-
ASTM A7 Mod.;
-
ASTM D7;
-
Acciai al Mn ( ≥12%).
5. Mascelle e Martelli
Si tratta di componenti di macinazione che hanno sostanzialmente la stessa funzione dei
martelli, per i quali la letteratura a disposizione e le esperienze fatte durante il tirocinio
forniscono delle indicazioni abbastanza esaustive a livello di materiali impiegati. Per
associazione sono stati scelti quindi gli stessi materiali in entrambi i casi; si tratta di acciai
che presentano sia una buona resistenza all’usura che all’impatto.
“Figura n.4.8: Frantoio a mascelle –
METSO”
100
-
Cr – Hard ghise martensitiche con una durezza superiore ai 500 HB,
tendenzialmente quindi Class II Type A e B;
-
Cr – Hard ghie martensitiche Class III Type E;
-
Cr – Hard senza particolari specificazioni; tuttavia possono ritenersi valide
anche le ghise martensitiche di Class I Type A, B, C e D, presentando queste la
stessa durezza della classe II di ghise bianche martensitiche indicate;
-
Acciai al Mn dato il tipo di applicazione è possibile e certo che il componente
venga realizzato in un materiale resistente agli urti. Gli acciai al manganese sono
tali da consentire un incrudimento superficiale del componente durante il suo
utilizzo, garantendo quindi in questo modo una migliore prestazione del
componente stesso ed una sua maggior durata.
o Mn 12;
o Mn X;
o MnCr 12.2;
o MnCr 18.2;
o MnMo 6.1;
o Roc Mn.
-
HARDOX 400;
In termini di sostituibilità, sono state proposte delle soluzioni in ADI al fine di soddisfare
i requisiti propri del componente. Dal momento che il fenomeno di usura come già più
volte sottolineato dipende dalle condizioni di esercizio della singola applicazione,
rendendo di fatto difficile una generalizzazione delle considerazioni fatte caso per caso, è
possibile che per situazioni e condizioni apparentemente comuni e simili, il materiale
risponda diversamente da quanto ipotizzato e che quindi sia necessario proporre
alternative diverse. Senza entrare nello specifico, si è ipotizzato di sostituire:
XXXIII
-
HARDOX 400 con ADI 1600 o ADI 1400;
-
Acciaio al Mn con DIPHT[XXXIII] o ADI 1200 o ADI 1400;
-
Cr – Hard con ADI 1600 o ADI WR.
Materiale in fase di sperimentazione brevettato dall’azienda.
101
6. Piastre antiusura
Le piastre di protezione utilizzate per ricoprire il
fondo della vasca di miscelazione e le pareti
dell’anello rotante vengono realizzate in materiale
antiusura come rivestimento protettivo contro i
fenomeni abrasivi che possono verificarsi durante
l’utilizzo e il funzionamento del macchinario.
“ Figura n.4.9: Mescolatrice; componenti
pale di miscelazione e piastra antiusura ORU”
I materiali che vengono o possono essere impiegati a tale scopo vengono di seguito
indicati.
-
Cr – Hard ghise bianche martensitiche con un elevato contenuto di cromo,
generalmente suddivise in due classi:
o Class II : ghise legate Cr-Mo con una percentuale massima dei due
elementi compresa rispettivamente nell’intervallo 11% ÷ 23% e non
superiore 3.5%; i tipi (Type) B, D ed E presentano una durezza di 450 HB
mentre i tipi (Type) A e C di 550 HB (per getti fusi in sabbia in entrambi i
casi);
o Class III: ghise legate Cr-Mo con una percentuale di cromo compresa tra
il 25% e il 28% e di Mo non superiore ad 1.5%; presentano una durezza di
450 HB (per getti fusi in sabbia);
-
Ni – Hard ghise bianche martensitiche dove il principale alligante è il nichel,
contenuto in percentuali che vanno dal’3% al 5%. La quantità di cromo varia
all’interno dell’intervallo 1.4 ÷ 4%, in modo tale da ridurre l’effetto grafitizzante
dl nichel. Esiste una sola classe di ghise Ni – Hard (Class I), suddivisa in quattro
tipologie (Type A, B, C e D) che differiscono per la quantità di carburi contenuti e
per le conseguenti proprietà di resistenza e durezza che ne derivano; la durezza di
queste ghise è 550 HB (per getti fusi in sabbia);
-
Mn 12 si tratta di un acciaio appositamente realizzato per resistere a problemi
di usura dovuti ad urti e/o forti compressioni. Allo stato di fornitura questo acciaio
102
si presenta molto tenace; durezza e resistenza sono relativamente basse e non sono
pertanto indicative per la resistenza ad usura, tuttavia, sottoposto a forti urti o
pressioni, si ha un incrudimento della superficie che aumenta di durezza
raggiungendo i 500 HV;
-
Dur 25 La struttura della lega è caratterizzata dalla presenza di carburi di
cromo primari dispersi in una matrice prevalentemente austenitica; la percentuale
di carburi presenti varia tra il 30% e il 40%; presenta una durezza di 52 ÷ 58 HRC.
-
Industeel CREUSABRO® M Wear Resistant Steel trattandosi di un
materiale che tende ad incrudire sotto sforzo e che assume caratteristiche, sia in
termini di composizione che di comportamento sottosforzo, simili al Mn 12, si è
ipotizzato potesse essere un materiale eventualmente utilizzabile per questo tipo di
applicazioni. La sua durezza può di fatto aumentare da 200 HB a 600 HB durante
la lavorazione; è in grado di resistere molto bene ad urti ed impatti;
-
Mn X presenta la stessa quantità di manganese e cromo del Mn 12, le
prestazioni in esercizio sono praticamente le stesse del materiale già in uso;
l’aggiunta di carbonio rispetto quest’ultimo conferisce al nuovo materiale solo un
grado di durezza superiore a seguito della formazione di carburi (700 HV);
-
Roc Mn anche in questo caso l’elevato contenuto di manganese conferisce a
questo acciaio la caratteristica di indurirsi sotto urti violenti; la sua durezza di 400
HB, anche se inferiore alle precedenti, è comunque compresa all’interno
dell’intervallo 200 ÷ 600 HB;
-
HARDOX 400 si tratta di un materiale a largo impiego nel settore usura grazie
alle sue ottime proprietà di resistenza e durezza; date le sue caratteristiche e date
le informazioni reperite relativamente a questo materiale, si è scelto di indicarlo
come possibile candidato per applicazioni di questo tipo; la durezza del materiale
è di 400 HB;
-
HARDOX 450 si tratta di un materiale a largo impiego nel settore usura grazie
alle sue ottime proprietà di resistenza e durezza; date le sue caratteristiche e date
le informazioni reperite relativamente a questo materiale, si è scelto di indicarlo
come possibile candidato per applicazioni di questo tipo; la durezza del materiale
è di 450 HB;
103
-
HARDOX 500 si tratta di un materiale a largo
impiego nel settore usura grazie alle sue ottime
proprietà di resistenza e durezza; date le sue
caratteristiche e date le informazioni reperite
relativamente a questo materiale, si è scelto di
indicarlo
come
possibile
candidato
per
applicazioni di questo tipo; la durezza del
materiale è di 500 HB[XXXIV].
“Figura n.4.10: Mulino ad anello
rotante; componenti: pale e bracci
di miscelazione, piastre antiusura;
Liebherr-Werk Biberach Gmbh”
Come possibili sostituti Zanardi ha proposto i materiali seguenti:
-
Ni – Hard e Cr – Hard sostituiti con ADWR;
-
Mn 12 sostituito con DIPHT o ADI 1600 o ADI 1400.
7. Pettini per la macinazione
Sistema di frantumazione di roccia non eccessivamente dura e tenace, come ad esempio
argilla e terra da fonderia[XXXV] ma anche acciaio da PFU (Pneumatici Fuori Uso)[XXXVI];
per quanto riguarda i materiali che si è ipotizzato potessero essere utilizzati in questo tipo
di applicazione, considerata la natura degli elementi che vengono lavorati, sono stati
selezionati
-
HARDOX 400;
-
HARDOX 450;
-
HARDOX 500;
-
Cr – Hard, Class II Type A e C e Class I Type A, B, C e D, che presentano una
durezza di 550 HB e sono particolarmente resistenti ai fenomeni di usura.
XXXIV
Fonte: ORU, materiale per il fondo della vasca con durezze superiori ai 500HB
Fonte: CIMMA
XXXVI
Fonte: PANIZZOLO
XXXV
104
8. Rotori
Sistemi di macinazione ai quali vengono generalmente agganciati i martelli per la
frantumazione; devono presentare quindi una buona resistenza ad usura e agli impatti.
Sicuramente realizzati in ghisa bianca martensitica Class III Type A[XXXVII], con una
durezza di 600 HB, sostituibile con ADI WR o ADI 1600.
“Figura n.4.11: Frantoio particolare,
CIMMA”
Analogamente, potrebbero essere utilizzati come materiali:
-
Cr – Hard, Class II Type A e C (durezza 550 HB);
-
Ni – Hard, Class I Type A, B, C e D.
“Figura n.4.12: Rotore,
KACHELE”
XXXVII
Fonte: Zanardi Fonderie S.p.A.
105
4.1.2.2.Sistemi di movimentazione a terra : escavatori e attrezzatura per attività
sotterranee.
Sistemi caratterizzati da componenti per la movimentazione a terra e l'abbattimento delle
strutture murarie, opere in calcestruzzo, frantumazione di manti stradali; gli accessori di
interesse che completano tale sistema sono:
-
Benne;
o a polipo;
o da scavo;
o grigliate;
o roccia;
o carrara.
-
Cingoli/componenti per sottocarro;
-
Sprockets;
-
Frantumatori;
-
Pinze;
-
Ripper;
-
Testata fresante/aratro.
1. Benne a polipo
Attrezzatura per la movimentazione e il prelievo dei materiali.
Corpo centrale e valve vengono generalmente
realizzati in materiale resistente all’usura, con una
durezza di HB400
[XXXVIII]
. Il materiale per certo
utilizzato può quindi essere un HARDOX 400,
dato che rispetta le condizioni e i requisiti in
termini di durezza. Dalle informazioni ricavate da
è possibile affermare che anche HARDOX
“Figura n.4.13: Benna a polipo,
CAT – PRODOTTI STRADALI”
XXXVIII
XXXIX
106
500[XXXIX] è un potenziale elemento d’impiego.
Fonte: MANTOVANIBENNE e CANGINIBENNE.
Fonte: CAT – PRODOTTI STRADALI.
Altri materiali che possono caratterizzare questo tipo
di componenti sono materiali ad elevata resistenza
all’impatto[XL], come gli Acciai al Mn o ghise bianche
martensitiche, che vengono impiegate principalmente
quando sono richieste un’elevata resistenza all’usura
“Figura n.4.14: Benna a polipo,
MANTOVANIBENNE”
ma soprattutto agli impatti ripetuti.
2. Benne da scavo
Queste benne sono ideali per lo scavo di canali
per utenze pubbliche, le operazioni di scavo
generiche e il reinterro in terreni da morbidi a
medi.
Non sono reperibili informazioni, ma per
analogia con altre applicazioni, possono essere
considerati validi materiali quali:
“Figura n.4.15: Benna da scavo, CAT –
PRODOTTI STRADALI”
-
HARDOX 400;
-
HARDOX 450;
-
HARDOX 500;
I denti di questi componenti possono essere realizzati nello stesso materiale ma anche in
Acciai al Mn – Roc Mn, Mn X, Mn12 e
Industeel CREUSABRO® M Wear
Resistant Steel.
Generalmente si realizza un riporto, tipicamente con carburo di tungsteno – WC – per
rinforzare la struttura del dente ed evitare una sua precoce usura; tuttavia nella maggior
parte dei casi il materiale sotto questo rinforzo è “morbido” e tende quindi a consumarsi
velocemente.
XL
Fonte: CAT – PRODOTTI STRDALI
107
3. Benne grigliate
Benna realizzata per una selezione primaria di
materiali di varia natura, per bonifica e pulizia di
terreni e per una preselezione del materiale di
risulta da una demolizione. La luce delle griglie è
determinata in funzione alla pezzatura del
prodotto che si richiede. Tutte le griglie vengono
“Figura n.4.16: Benna grigliata,
MANTOVANIBENNE”
saldate singolarmente su un piano di rinforzo e
fissate tra loro con dei segmenti longitudinali per
garantire solidità alla struttura.
Le lame sono realizzate in acciaio HB400[XLI], quindi i materiali che posso
potenzialmente essere utilizzati sono:
-
HARDOX 400;
-
Roc Mn;
-
Industeel CREUSABRO® 4800 Advanced Technology in Wear Steel;
-
Ni – Hard, Class II Type B, D ed E – particolarmente indicate per applicazioni
che prevedono l’estrazione e la movimentazione di roccia dura, con una durezza
di 450 HB.
4. Benne roccia
Tale benna presenta una struttura particolarmente
rinforzata nei punti di maggiore sforzo e usura. Il
particolare design consente un’ottima penetrazione anche
nei suoli più compatti e nella roccia; permette, inoltre, la
movimentazione ed il carico di massi, roccia sparata,
porfidi e arenarie. Benna ideale anche per la coltivazione
“Figura n. 4.17: Benna
roccia, TREVI BENNE”
XLI
XLII
Fonte:TREVI BENNE.
Fonte:TREVI BENNE.
108
di cave, interamente realizzata in HARDOX 400
[XLII].
Per analogia di caratteristiche in termini di durezza
potrebbe essere utilizzato anche Roc Mn, Industeel CREUSABRO® 4800 Advanced
Technology in Wear Steel, Ni – Hard, Class II Type B, D ed E.
5. Benne carrara
Questa benna é stata studiata appositamente per le
esigenze di movimentazione e carico di massi o
blocchi di rilevanti dimensioni. La struttura é
rinforzata in più punti per il lavoro gravoso a cui é
sottoposta: le parti di maggior usura sono realizzate in
“Figura n.4.18: Benna carrara,
MANTOVANIBENE”
acciaio speciale, sono previste, al suo interno, costole
di protezione per evitare lo strisciamento dei massi sul
fondo benna.
La geometria dell’attrezzatura prevede un profilo molto svasato con lama a delta molto
avanzata per favorire la movimentazione di massi e blocchi [XLIII].
Nessuna informazione più approfondita è resa disponibile dal costruttore relativamente al
materiale impiegato per la realizzazione; tuttavia si può affermare per analogia che anche
in questo caso il materiale potenzialmente impiegato ha una durezza uguale o superiore ai
400 HB, appositamente ricoperto da materiale resistente all’usura come può essere il
carburo di tungsteno o un acciaio bonificato, cementato e temprato [XLIV].
6. Cingoli/ componenti per sottocarro
I cingoli migliorano le caratteristiche di flottazione su terreni
soffici, sabbiosi, rocciosi o fangosi e garantiscono una migliore
trazione su superfici sdrucciolevoli; i componenti costitutivi
sono realizzati con materiali particolarmente resistenti all’usura
in modo tale da incrementare l’intera affidabilità e durata del
sottocarro.
XLIII
XLIV
Fonte:MANTOVANIBENNE
Fonte: Zanardi Fonderie S.p.A.
“Figura n.4.19:
cingolati, GEMMO
GROUP”
109
Il materiale utilizzato è il DOMEX 700 [XLV], acciaio ad alto indice di snervamento.
7. Sprockets
Ruota motrice, componente costitutivo di
escavatori e sottocarri.
Realizzata in acciaio resistente all’usura,
con una buona resistenza meccanica e agli
urti.
“Figura n.4.30: Sprockets,componente per
sottocarro BOBCAT”
I materiali impiegati sono stati individuati a partire dalla definizione degli stessi e dalle
indicazioni disponibili relativamente ai loro impieghi:
XLV
-
HARDOX 400;
-
HARDOX 450;
-
HARDOX 500;
-
20MnCr5;
-
27MnCrB5;
-
38MnCrB5;
-
16CrNi4.
Fonte: http://www.officineantolini.it/categorie.php
110
8. Frantumatori
Sistemi per la demolizione e la frantumazione primaria e
secondaria, caratterizzati generalmente da una mascella
mobile ed una fissa, dotate di denti polverizzatori,
intercambiabili e sostituibili.
Il corpo del frantumatore è realizzato in HARDOX 400
[XLVI].
Nessuna specificazione è disponibile per quanto riguarda i
denti del componente; trattandosi di lame taglienti, partendo
“Figura n.4.21:
Frantumatore, TREVI
BENNE”
dalle caratteristiche dei materiali catalogati nel capitolo III, è
possibile che quelli utilizzati siano, quanto meno per
realizzare lo strato protettivo superficiale, la placchetta di
riporto:
-
Cobalt 6BH;
-
Vanadis 23
-
Crucible Steel CPM® 9V® Tool Steel CPM 9V;
-
Carburo di W.
9. Pinze
a. Demolitrici
I demolitori sono costruiti con materiali ad alta
resistenza all’usura con durezza HB 400[XLVII] e sono
progettati e realizzati per consentire lavori di
demolizione di strutture in laterizio, legno ed altri
materiali, nonché per effettuare la selezione dei
materiali
“Figura n.4.22: Pinza demolitrice,
MANTOVANIBENNE”
XLVI
XLVII
di
risulta
della
demolizione;
ogni
demolitore è fornito di lame reversibili, imbullonate
e intercambiabili.
Fonte: VTN, MANTOVANIENNE.
Fonte: MANTOVANIBENNE e CANGINIBENNE.
111
Il corpo è quindi realizzato tendenzialmente in HARDOX 400. Date le loro
caratteristiche e proprietà, possono essere valide anche le ghise martensitiche Ni – Hard,
in quanto utilizzate per la realizzazione di componenti per la selezione, la
movimentazione e la demolizione di materiali in condizioni che necessitano di un’elevata
resistenza ad usura.
Le lame montate sulle chele, sono tendenzialmente dei riporti antiusura probabilmente
realizzate in Carburo di Tungsteno, questo perché si tratta di un materiale alto
resistenziale, utilizzato nell'industria mineraria, petrolifera e delle costruzioni o in
rivestimenti appunto resistenti all'usura.
b. Cesoie
“Figura n.4.23: Pinza cesoia,
CANINIBENNE”
Si tratta di componenti utilizzati per la frantumazione di cemento e acciaio. Le chele
vengono realizzate in acciaio HB400 - tendenzialmente HARDOX 400 - mentre i coltelli
in acciaio temprato
[XLVIII]
. Non è stato possibile recuperare informazioni più esaustive
riguardo questo componente.
XLVIII
112
Fonte: CANGINIBENNE.
c. Selezionatrice e Movimentatrice
“Figura n.4.24: Pinza
selezionatrice, BOBCAT”
Sistema per il sollevamento e la movimentazione di materiale. Non essendo disponibili
informazioni sufficientemente esaustive, ma trattandosi di attrezzature che hanno una
funzionalità simile a quella delle benne polipo, è possibile dedurre che probabilmente i
materiali utilizzati saranno gli stessi di quest’ultima applicazione. Tendenzialmente
quindi il corpo sarà realizzato in HARDOX 400; le chele, i componenti direttamente
interessati per l’attività di sollevamento e movimentazione, possono essere costruiti con
materiale resistente all’usura abrasiva, quindi tipicamente W- Carbide (WC).
10. Ripper
Attrezzatura impiegata per lavori di estrazione in cava su
terreni molto duri e compatti o superfici rocciose. La
configurazione della struttura aiuta il trattamento dei materiali
più resistenti e abrasivi, concentrando la forza di penetrazione
sulla punta del dente. Componente interamente realizzato in
HARDOX 400 [XLIX].
Possono essere impiegati anche materiali come 27MnCrB5 e
Figura n.4.25: Dente
Ripper,
CANGINIBENNE”
XLIX
38MnCrB5.
Fonte: TREVI BENNE e CANGINIBENNE.
113
11. Testata fresante
“Figura n.4.26 a: Testata fresante,
BOBCAT”
Figura n.4.26 b: Puntali
testata fresante
Accessorio per la demolizione di strutture complete, per scavare canali in terreni rocciosi
o per preparare la riparazione di superfici in asfalto o calcestruzzo. Il corpo può essere
realizzato in materiale antiusura come ad esempio Acciaio fuso (probabile al Mn) con
puntali in frgiato e placchetta di rinfirzo e copertura in W – Carbide (WC).
114
4.1.2.3.Sistemi di convogliamento e piani vaglianti.
Sistemi di alimentazione e trasporto di materiali per la successiva lavorazione –
macinazione o frantumazione; applicazioni generalmente associate ai sistemi di
macinazione o frantumazione.
I componenti costitutivi sono:
-
Boccole;
-
Idler;
-
Maglia piastre per catene;
-
Piastre per vagli.
1. Boccole
Prodotti realizzati con una speciale lega di
acciaio,
trattati
termicamente
e
con
un’elevata resistenza all’usura; la boccola
è la soluzione migliore per la riduzione
dei fenomeni di attrito e di usura.
“Figura n.4.27: Boccola per catena, BERCO S.p.A.”
I materiali utilizzati per questo tipo di componenti sono:
-
16CrNi4;
-
18NiCrMo5;
-
16MnCr5 .
Zanardi propone come alternativa al 16MnCr5, le ghise ADI sferoidali nei gradi ADI
1000 e ADI 1400. Un’altra valida alternativa e l’ADI WR.
115
2. Idler
Ruota
folle,
tipica
dei
sistemi
di
convogliamento, realizzata in:
“Figura n.4.28: Idler, BERCO S.p.A.”
-
38MnCrB5;
-
20MnCr5;
-
27MnCrB5;
-
16CrNi4;
-
HARDOX 450;
-
HARDOX 500.
Potenzialmente tale componente per Zanardi potrebbe essere realizzato in ADI 1000.
3. Maglie per catene
“Figura n.4.29: Convogliatori a catena, AUMUND”
Per il trasporto e la distribuzione di polveri e materiale grossolano alla rinfusa,
tendenzialmente abrasivo. Il sistema può essere realizzato in acciaio indurito fino a 58 –
60 HRC
[L]
;non vengono fornite ulteriori specificazioni. Materiali tipicamente utilizzati
per questo tipo di applicazioni [LI] sono:
L
LI
Fonte: AUMUND
Informazioni contenute nella descrizione e definizione stessa dei materiali elencati.
116
-
ASTM D7;
-
ASTM D7 Modificato;
-
HARDOX 450;
-
HARDOX 500;
-
Industeel CREUSABRO® 8000 High Performance Wear Resistant Steel.
4. Piastre per vagli.
“Figura n.4.30: Piastra per vagli,
METSO”
Sistemi di trasporto di materiale abrasivo, rocce o polveri fini. Sulla base delle indicazioni
a disposizione relativamente ai diversi materiali individuati, si possono indicare come
valide le seguenti proposte:
-
ASTM D7;
-
ASTM D7 Modificato;
-
HARDOX 450;
-
HARDOX 500;
-
Industeel CREUSABRO® 8000 High Performance Wear Resistant Steel.
Le informazioni di questo capitolo, non sono purtroppo complete, precise ed esaustive. Il
lavoro di ricerca e di analisi svolto richiederebbe probabilmente ulteriori approfondimenti
per consentire una maggior correttezza dei dati e di quanto riportato. Ad oggi quanto
raccolto consente di giungere a queste conclusioni sicuramente migliorabili.
117
118
CONCLUSIONI
Il lavoro di ricerca svolto ha permesso di approcciare ad un mondo, quello dell’usura,
particolarmente complesso e soggetto a numerose variabili. Grazie alla possibilità offerta
dalla Zanardi Fonderie S.p.A., è stato possibile osservare concretamente il funzionamento
delle applicazioni e il comportamento dei componenti soggetti ad usura, comprendendo
che ogni situazione presenta delle condizioni e requisiti propri difficilmente
generalizzabili.
L’esperienza di stage ha permesso di comprendere come potenzialmente un materiale
innovativo ma poco conosciuto come la ghisa sferoidale e la ghisa sferoidale
austemperata nella fattispecie, possano essere la soluzione alternativa per un mercato
oggettivamente ampio e diversificato, come quello dell’usura.
Si è cercato di rendere il più esaustivo possibile le informazioni raccolte e riportate
all’interno di questo lavoro di tesi, nonostante l’ampiezza dell’argomento, che richiede
ulteriori e continui approfondimenti per essere più completo.
119
120
RINGRAZIAMENTI
A conclusione di questo non sempre semplice percorso di studi, voglio dedicare qualche
parola per ringraziare le persone che da sempre mi hanno accompagnata e sostenuta.
Un ringraziamento doveroso per l’azienda che mi ha ospitata, la Zanardi Fonderie S.p.A.
e un ringraziamento particolare per l’Ing. Enrico Veneri e l’Ing. Michele Arzenton per
l’aiuto e la dedizione dimostratami durante il periodo di stage, li ringrazio per la loro
attenzione e per la disponibilità con cui mi hanno seguita.
Ringrazio il mio relatore, il professor Franco Bonollo che ha saputo consigliarmi per
meglio realizzare e completare questo lavoro di tesi.
Ringrazio di cuore gli amici che oggi sono qui a sostenermi e quelli che non ci sono ma
che mi hanno sempre fatto sentire la loro presenza e il loro affetto.
Un grazie speciale va ad Enrico, perché con la sua pazienza, serenità e fiducia mi ha da
sempre sostenuta durante tutti questi cinque anni, la sua vicinanza mi ha sempre
incoraggiata e aiutata, mi ha sempre dato la forza per non abbandonare mai. Lo ringrazio
perché con lui la salita per arrivare alla vetta è sempre sembrata meno faticosa e difficile,
lo ringrazio per ogni singolo momento condiviso, per la sua disponibilità e comprensione,
per i suoi consigli e per esserci sempre stato.
Infine, ma non con minor sentimento o importanza, ringrazio dal più profondo la mia
famiglia, i miei genitori. Li ringrazio per i valori che mi hanno trasmesso e che ogni
giorno continuano a trasmettermi, li ringrazio per la loro fondamentale presenza, per la
loro capacità di ascolto, per la loro tenacia, per tutti i sacrifici che per me hanno fatto per
permettermi di arrivare a questo importante traguardo.
Un grazie va anche a mio fratello Riccardo, più piccolo di me ma con una saggezza ed
una bontà d’animo che si sono rivelati indispensabili in più di un’occasione.
121
122
BIBLIOGRAFIA e SITOGRAFIA
“[1] http://ec.europa.eu/environment/natres/”
“[2] http://ec.europa.eu/environment/eussd/”
“[3] http://www.bbc.co.uk/schools/gcsebitesize/”
“[4] European commission, “Report of the Ad hoc Working Group on defining critical
raw materials” , Report on critical raw materials for the EU , May 2014”
“[5] Roeland Van der Stappen, ERT, “Raw materials in the industrial value chain”,
January 2013 ”
“[6 ] UNEP, “ Metal Stocks in Society – Scientific Synthesis”, May 2010”
“[7] UNEP, “ Metal Recycling – opportunities, limits, infrastructure”, 2013”
“[8] CRM_InnoNet, “CRM supply – chain analysis of Energy, ICT and electronics and
Transport
sectors”. October 2014
“[9] YALE, T.E. Graedel et al., “On the material basis of modern society”, October
2013”
“[10] http://zanardifonderie.com/wpcontent/uploads/2013/04/2009CongressoALUMOTIVE.pdf ”
“[11] http://static.gest.unipd.it/metallurgia/files/ghise2000.pdf ”
“[12] Zanardi Fonderie, “DICHIARAZIONE AMBIENTALE”, anno 2005”
“[13] YALE, T.E. Graedel et al., “Criticality of metals and metalloids”, February 2015”
“[14] Washington D.C. U.S. “Minerals, Critical Minerals, and the U.S. Economy, 2008”
“[15] Zanardi Fonderie “Informational sheet on austempered ductile iron - property wear
resistance”, anno 2011 ”
“[16] “S. Glöser, L. T. Espinoza, C. Gandenberger, M. Faulstich, “ Raw material
criticality in the context of classical risk assessment”, December 2014”
123