ALLUMINIO, LEGHE E PROPRIETA’
L’industria dei metalli leggeri appartiene principalmente alla storia di quest’ultimo secolo, ma nonostante
questa relativa giovinezza questo settore è in continua accelerazione nello sviluppo di nuove tecnologie e
miglioramenti. Il ruolo che l’Alluminio, in particolare, riveste nella nostra vita quotidiana è tale che a volte
risulta difficile pensare che solo ottanta anni fa questo metallo non era altro che una rarità.
L’Alluminio è un metallo fortemente elettronegativo e possiede un’alta affinità per l’ossigeno, ragione per
la quale, nonostante sia uno dei sei elementi più abbondanti nella crosta terrestre, non è stato
completamente isolato prima del diciannovesimo secolo.
L’impulso maggiore nella purificazione dell’Alluminio è avvenuto intorno al 1850, quando quasi
indipendentemente uno dall’altro Robert Bunsen e Henri Deville misero a punto il metodo elettrolitico,
anche se l’effettiva produzione industriale cominciò nei primi anni del 1900.
La produzione moderna dell’Alluminio comincia con l’estrazione della bauxite (principalmente in Australia e
Jamaica), che contiene approssimativamente il 25% del metallo. In seguito il minerale concentrato viene
convertito in allumina tramite il processo Bayer (con idrossido di sodio) la quale viene aggiunta ad una
miscela di criolite e feldspati. Tale miscela viene sciolta in sali fusi di criolite e quindi elettrolizzata in celle
ad anodi di carbonio per ottenere il metallo a circa il 99,5 % di purezza.
Questo tipo di attività coinvolge principalmente l’utilizzo di ingenti quantitativi di energia elettrica (circa
15kWh/kg solo nella cella elettrolitica) con ovvie ripercussioni sui costi finali dei manufatti, per i quali si
stima che i costi dell’energia elettrica nell’intera produzione rappresentino più di un terzo del costo totale.
Negli ultimi anni si stanno affermando tecnologie di riciclaggio dell’Alluminio usato, con ottimi risultati e
notevoli benefici di natura sia ambientale sia economica in quanto la lavorazione dell’Alluminio secondario
richiede un consumo di circa il 40% di energia in meno rispetto alla lavorazione dell’Alluminio primario.
1XXX
2XXX
3XXX
4XXX
5XXX
6XXX
7XXX
Alluminio puro Resistenza alla corrosione, basse proprietà meccaniche
Rame Alta resistenza e lavorabilità, sensibile alla corrosione da TT
Manganese Resistenza alla corrosione, buona lavorabilità, medie resistenze
Silicio Non usate come prodotti estrusi
Magnesio Ottima resistenza alla corrosione, saldabile, medie resistenze
Magnesio e Silicio Le più comuni, ottime combinazioni di proprietà
Zinco Alta durezza e lavorabilità, scarsa resistenza alla corrosione da TT
Una volta prodotto l’alluminio metallico, viene trasformato tramite processi di fonderia, con aggiunte di
metalli alliganti, lavorazione meccanica e/o trattamenti termici.
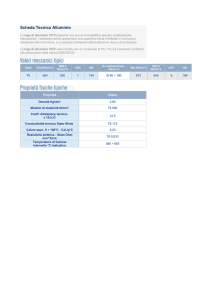
Le tre proprietà che caratterizzano maggiormente il metallo sono la bassa densità, circa 2.7, le alte
proprietà meccaniche che possono essere ottenute con appropriate aggiunte di elementi alliganti e/o
trattamenti termici, e, non ultima, la discreta resistenza alla corrosione. Infatti l’alluminio allo stato puro ha
un ottimo comportamento a corrosione e richiede minor protezione rispetto ad altri metalli; d’altra parte
l’alluminio viene sempre rinforzato con metalli tra i quali rame, zinco, nikel, che rendono la lega più
suscettibile di corrosione.
Commercialmente esistono 7 grandi famiglie di leghe d’Alluminio, ciascuna delle quali è caratterizzata dalla
presenza di certi elementi alliganti, i quali impartiscono ad esse la capacità di indurire per deformazione
plastica o trattamenti termici.
Queste leghe leggere ad alta resistenza sono solitamente impiegate in applicazioni critiche o architettonicostrutturali, nelle quali non si può tollerare l’insorgenza di fenomeni di corrosione. Purtroppo alte proprietà
meccaniche e resistenza alla corrosione sono proprietà spesso incompatibili; per tali motivi industrialmente
la strada percorsa per la protezione dell’Alluminio è quella dei trattamenti superficiali.
COMPOSIZIONE DEGLI STRATI SUPERFICIALI
Quando la superficie di un pezzo di Alluminio appena formato è esposta all’atmosfera viene
immediatamente ricoperta con un sottile strato di ossido, in grado di riformarsi molto velocemente quando
danneggiato. Un’importante caratteristica di quest’ossido è che il suo volume molecolare è
stechiometricamente 1.5 volte quello del metallo; quindi lo strato superficiale si troverà in uno stato di
sollecitazione di compressione, pertanto questo film non solo ricopre il materiale con continuità, ma anche
possiede la capacità di non rompersi quando il substrato subisce piccole deformazioni.
La cinetica di crescita dell’ossido sull’Alluminio puro è molto complessa. A temperatura ambiente lo strato
protettivo ha uno spessore di 2-3nm e viene completamente prodotto in meno di un giorno. A temperature
più alte l’ossidazione termica è controllata dalla diffusione dell’Alluminio e dell’Ossigeno; in questa
configurazione lo spessore cresce con un tasso di crescita che diminuisce esponenzialmente nel tempo.
Tuttavia, quando la temperatura raggiunge e supera i 450°C, la cinetica cambia mostrando una relazione
crescente lineare. Questo marcato cambiamento è dovuto alla trasformazione allotropica di
cristallizzazione della g-Al2O3, che la cui influenza è quella di interrompere la continuità del film. Gli spessori
tipici degli strati di ossidi producibili sono riportati qui di seguito:
Ossido naturale su Al o Al-Mg Temp. < 300°C 1-3 nm
Ossido naturale su Al Temp. >300°C Fino a 30 nm
Ossido naturale su Al-Mg Temp. >300°C Fino a 3.000 nm
Ossido chimico 2.5 – 5.0 mm
Ossido da anodizzazione 5.0 – 30 mm
Ossido da anodizzazione profonda 25 – 150 mm
Uno dei principali elementi presenti nelle leghe di Alluminio è il Magnesio. A temperature superiori a 340°C
il Magnesio diffonde dal bulk del materiale e, anche a concentrazioni molto basse, inferiori a 50 ppm, si
instaura un regime di ossidazione competitiva tra i due metalli.
Con l’aumentare della concentrazione di Magnesio - fino al 4%, valore comune a molte leghe – si forma un
duplice strato di ossidi: Al2O3 all’interfaccia col metallo e di MgO sulla superficie più esterna; la reazione
continua, anche fino ad elevati spessori, finché non viene consumato tutto il Magnesio o la temperatura si
abbassi a valori incompatibili con la diffusione atomica.
La rottura del film di passività può essere di natura meccanica o da attacco chimico operato da ioni, ad
esempio cloruri. Nella maggioranza dei casi il film si riforma in breve tempo; in relazione al contenuto in
umidità dell’ambiente circostante le reazioni chimiche coinvolte sono: Nella prima reazione catodica si
forma ossido di Alluminio, mentre nella seconda si forma l’idrossido, con in generale minori proprietà
protettive.
SM Trading
Ufficio ricerca e sviluppo