Prove Non Distruttive
PND
NDT Non Destructive Testing
Tecnologia Meccanica prof. Giordano Cecchetti
Tecnologia Meccanica prof. Cecchetti Giordano
1
A.S. 2014 - 2015
Introduzione
Le PND sono tutte quelle procedure e quelle
tecniche volte alla valutazione dell’integrità di
materiali o di manufatti senza alterarne o
distruggerne lo stato.
Le prove non distruttive:
rilevano la presenza di eventuali difetti in materiali
o manufatti (rilevazione),
identificano la tipologia (caratterizzazione
)
(
quando possibile, ne definiscono le dimensioni
(dimensionamento).
Tecnologia Meccanica prof. Cecchetti Giordano
2
Introduzione
Dopo aver rilevato un difetto si cerca di
definirne la natura. Compito dell’operatore è
stabilire se il difetto rilevato è interno o
affiorante, se planare o volumetrico, se
allungato o tondeggiante. In caso di difetti in
saldatura, per caratterizzare il difetto ci si
avvale di dati quali il tipo di materiale base, il
materiale d’apporto, il tipo di preparazione del
giunto, procedimento di saldatura impiegato,
trattamenti termici, ecc.
Tecnologia Meccanica prof. Cecchetti Giordano
3
Tecnologia Meccanica prof. Cecchetti Giordano
o
Tip
1. Visivo
2. Liquidi Penetranti (Lp)
3. Interferometria olografica
4. Termografia
5. Rilevazione di fughe e prova di tenuta
6. Emissione acustica
7. Magnetoscopico (Ms)
8. Radiografia (Rx)
9. Gammalogico (Rγ)
10. Ultrasuoni (Us)
11. Correnti indotte (Ci)
12. Estensimetria elettrica a resistenza
13. Elasticimetria (non presenti sul testo in adozione)
14. Tensiovernici (non presenti sul testo in adozione)
15. Endoscopia (non presenti sul testo in adozione)
16. Onde guidate (non presenti sul testo in adozione)
log
ia
di
ntr
Co
oll
o
4
e ancora …
Controlli sui materiali compositi
Confronti tra i CND
Sicurezza
Tecnologia Meccanica prof. Cecchetti Giordano
5
1. Controllo Visivo
Prevede l’esame con utilizzo della luce,
per
rilevare
difetti
SUPERFICIALI.
Precede ogni altro tipo di controllo.
Per una migliore visione superficiale, si
può ricorrere all’attacco chimico,
Tecnologia Meccanica prof. Cecchetti Giordano
6
2. Liquidi Penetranti (Lp)
2. Liquidi Penetranti (Lp)
Sfrutta il fenomeno della capillarità
Cricche, microcricche o cavità sulla superficie di un
pezzo possono essere visibili irrorando la superficie con un
liquido ad elevate proprietà penetranti. Tali liquidi riescono
a penetrare in fessure o fori molto sottili.
Si impiegano liquidi penetranti:
a contrasto di colore, x pezzi ingombranti e già in
opera
fluorescenti, x pezzi di modeste dimensioni, mediante
luce di Wood o luce nera
Tecnologia Meccanica prof. Cecchetti Giordano
9
2. Liquidi Penetranti (Lp)
TECNICA:
Prelavaggio: Viene eseguito per pulire il pezzo da esaminare
e le sue cavità (pezzi nuovi vengono sgrassati con trielina
- pezzi incrostati o corrosi vengono sgrassati con soluzioni
saponate o elettrolitiche ed infine nuovamente sgrassati
con acetone).
Applicazione del liquido rosso: Può avvenire per
spruzzamento, per immersione, con pennello.
L’applicazione può raggiungere i 30 minuti, assorbito x
capillarità.
Applicazione di una sostanza emulsionante: Viene
applicata una sostanza emulsionante per rimuovere il
liquido penetrante rimasto in superficie senza per questo
asportare quello che si è correttamente insinuato nelle
fenditure.
Tecnologia Meccanica prof. Cecchetti Giordano
10
2. Liquidi Penetranti (Lp)
Lavaggio: da effettuarsi con acqua o solventi organici e
mediante l’uso di spugne e/o straccio
Essiccazione: stracci e aria calda
Sviluppo: Lo sviluppo consiste nell’applicare un mezzo di
contrasto capace di assorbire il liquido penetrato entro le
fessure e di rendere visibile il difetto. Si utilizzano per
questo polveri a secco, ad umido, o vernici. Le polveri a
secco vengono applicate in una camera in cui viene
introdotto il pezzo e la polvere è tenuta in sospensione
e agitazione da forti turbolenze nell’aria indotte da appositi
ventilatori. Le polveri ad umido o le vernici invece
vengono applicate con apposite pistole a spruzzo oppure
per immersione. Dopo l’applicazione delle polveri si
procede allo sviluppo (dai 15 minuti ad alcune ore), per
rendere evidenti i piccoli difetti lo spessore del mezzo di
sviluppo deve essere sottile.
Tecnologia Meccanica prof. Cecchetti Giordano
11
2. Liquidi Penetranti (Lp)
Rilevamento difetti: alcuni liquidi sono colorati (in rosso) ed i
difetti sono osservabili e fotografabili con la normale luce.
Migliore è invece l’osservazione con liquidi fluorescenti che
richiedono una luce ad ultravioletti (luce nera o luce di
Wood). Alcuni tipi di vernici, dopo l’essiccazione, possono
essere tolte dal pezzo senza frantumarsi (formando una
specie di pellicola) in modo tale da poter conservare i dati
rilevati.
Tecnologia Meccanica prof. Cecchetti Giordano
16
3. Interferometria olografica
L'interferometria olografica è un
metodo di indagine non distruttiva
che permette di evidenziare difetti di
materiali
ed
oggetti.
Minime
deformazioni dovute a differenze di
temperatura
imposte
vengono
mostrate attraverso frange di
interferenza ottenute eseguendo
due successive esposizioni dello
stesso oggetto. E' pure possibile
dimostrare il modo secondo cui un
oggetto vibra .
Tecnologia Meccanica prof. Cecchetti Giordano
20
L'olografia è un metodo di registrazione su lastra
fotografica del campo completo della luce diffusa
da un oggetto con la riproduzione tridimensionale
dell'immagine. Ciò si può ottenere per mezzo di
luce coerente (laser), sfruttando la proprietà
ondulatoria
della
luce
e
il
fenomeno
dell'interferenza. Il fascio laser, riflesso
dall'oggetto in esame, viene a interferire con un
fascio di riferimento proveniente dallo stesso
raggio laser mediante opportuni specchi. I due
fasci producono così figure d'interferenza. Le
lastre registrano di conseguenza linee luminose
e scure che corrispondono alle figure
dell'interferenza.
L'interferenza olografica si basa sulla registrazione
in sequenza temporale di due ologrammi dello
stesso particolare, nella medesima posizione e
sulla medesima lastra in condizioni di
sollecitazioni differenti (particolare sottoposto a
carico termico oppure a pressione o a
vibrazione). Modificazioni delle dimensioni o
dello stato dell'oggetto e di conseguenza
variazioni di un ologramma rispetto all'altro,
producono una figura a frange distorte irregolari
o con perturbazioni della figura d'interferenza.
Tecnologia Meccanica prof. Cecchetti Giordano
23
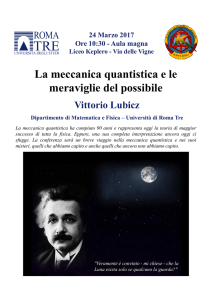
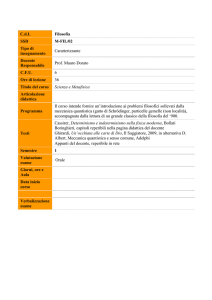
4.Termografia
4. Termografia
Analisi della risposta termica in presenza di discontinuità
del materiale
La termografia viene comunemente applicata in
meccanica per controllare gli elementi con un
movimento rotatorio. Il livello eccessivo di calore può
essere dovuto alla frizione prodotta da cuscinetti
difettosi, lubrificazione insufficiente, disassamento, uso
scorretto e normale usura. I meccanismi ispezionabili
con la termografia ad infrarossi comprendono
ingranaggi, alberi, dispositivi di accoppiamento, cinture
trapezoidali, pulegge, sistemi di azionamento a catena,
convogliatori, compressori ad aria, pompe a
vuoto, frizioni ecc. Il principale vantaggio che si trae dal
verificare con questo metodo le parti meccaniche è un
notevole risparmio di tempo, in quanto si localizza
rapidamente l’area in cui si e presentato il problema.
Tecnologia Meccanica prof. Cecchetti Giordano
25
Ponte Termici su abitazioni
Tecnologia Meccanica prof. Cecchetti Giordano
29
4.Termografia
Per risalire alla causa si ricorre non di rado ad altri
metodi di ispezioni, quali la analisi delle
vibrazioni od endoscopia. Nel caso di
determinati
componenti
elettromeccanici,
comunque, la termografia è l’unica tecnica di
ispezione che consenta di determinare quale
tipo di intervento sia opportuno, se di
manutenzione o di riparazione. Con una
termografia, ad esempio, si potrebbero
individuare i punti caldi sulle spazzole di
alimentazione all’interno di un motore, che
indicano un contatto insufficiente dovuto a
consumo disuguale e la necessità di rettificare il
collettore.
Tecnologia Meccanica prof. Cecchetti Giordano
33
Motore con cuscinetto usurato
Tecnologia Meccanica prof. Cecchetti Giordano
34
Pressa
Tecnologia Meccanica prof. Cecchetti Giordano
35
Motoriduttore con cuscinetto usurato
Tecnologia Meccanica prof. Cecchetti Giordano
36
CARRELLO E MORSA 2S
PER IMPIANTI 2S
AD AMMORSAMENTO AUTOMATICO
CON FUNE PORTANTE E FUNE TRAENTE
Impianto di Garmisch utilizzato per
la pista di discesa libera della
Coppa del Mondo (Kandahar)
Tecnologia Meccanica prof. Cecchetti Giordano
37
Tecnologia Meccanica prof. Cecchetti Giordano
38
Rullo di un impianto di risalita bloccato
Tecnologia Meccanica prof. Cecchetti Giordano
39
5. Rilevazione di fughe e prova di tenuta
Utilizzate per determinare la tenuta
stagna di contenitori a vari livelli:
pressurizzazioni abitacolo spaziale,
serbatoi liquido/gas
Classi di controllo:
1. Localizzazione perdita
2. Misura della velocità della perdita
3. Controllo della velocità della perdita
Tecnologia Meccanica prof. Cecchetti Giordano
40
5. Rilevazione di Fughe e Prova di Tenuta
Metodi di prova:
Mediante emissione di bolle
Bolle in immersione
Grandi serbatoi: applicazione del
liquido indicatore
Mediante variazione di pressione
Tecnologia Meccanica prof. Cecchetti Giordano
41
6. Emissione Acustica (EA)
Utilizza segnali ultrasonori nell’intervallo di
frequenza tra 100 kHz-1MHz. Sistema impiegato
per
strutture
complesse
(veicoli,
dighe,
piattaforme marine …)
Principio funzionamento: in prossimità dei difetti
(cricche, dislocazioni …) si accumula energia
potenziale
elastica,
che
rilasciata
successivamente, si trasforma in altri tipi di
energia. Un corpo sottoposto ad azione
meccanica, termica oppure corrosiva, libera
energia sotto forma di onde vibrazionali sferiche,
che si propagano nel materiale come onde
ultrasonore.
42
Tecnologia Meccanica prof. Cecchetti Giordano
6. Emissione Acustica (EA)
Sistema ad ultrasuoni passivi, che
consiste nel posizionare sui recipienti da
controllare, in esercizio e in pressione,
dei sensori ultrasonici che ricevono
segnali dalla struttura sollecitata quando
questa supera le condizioni di normale
utilizzo e rilascia energia rilevabile solo
mediante ultrasuoni consentendo di
individuare la zona dalla quale tali
segnali sono generati.
Procedura per il controllo di serbatoi interrati per GPL
con tecnica basata sul metodo di Emissione Acustica ai fini
della verifica decennale
Le principali caratteristiche del metodo EA sono le seguenti:
è un metodo diagnostico passivo che consente di
monitorare la risposta dinamica del materiale attraverso il
rilevamento dell'emissione acustica al variare del carico
applicato;
permette il rilevamento di sorgenti EA anche
significativamente distanti dal punto di posizionamento
del sensore;
permette un esame “globale” del componente o della
struttura (in senso volumetrico);
è sensibile all'insorgere ed alla propagazione di
difetti e ai cambiamenti della struttura del
materiale, piuttosto che alla presenza di difetti
che non evolvono al variare del carico (difetti
“statici”);
permette un monitoraggio dinamico in tempo reale dello
sviluppo di discontinuità sotto l'azione di un carico
tensionale;
ha la possibilità di localizzare gli eventi EA;
non è invasivo;
permette, attraverso il monitoraggio, di prevenire
cedimenti o collassi strutturali del componente;
può essere applicato su tutte le strutture.
Questo metodo si distingue, in maniera
sostanziale, da altri metodi PND (ultrasuoni,
radiografie, correnti indotte, magnetoscopia,
liquidi penetranti, ecc.) che permettono, invece,
il rilevamento di discontinuità sotto condizioni
statiche (metodi attivi).
Per questo motivo, le discontinuità che non sono
sensibili al carico applicato non producono
attività acustica rivelabile.
rivelabile
Il metodo EA, è finalizzato al rilevamento dell'attività
acustica prodotta dall'applicazione di una sollecitazione
meccanica imposta alle membrature del serbatoio
interrato mediante pressurizzazione.
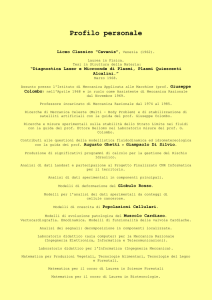
7. Magnetoscopico (Ms)
7. Magnetoscopico (Ms)
Consiste nel creare nel pezzo, un campo
magnetico e rendere osservabili le alterazioni del
campo stesso, che sono localmente indotte da
difetti superficiali o subsuperficiali (4-5mm di
profondità), tramite l’irrorazione di una polvere
costituita da particelle magnetiche. Le linee di
flusso di un campo magnetico possono essere
perturbate da un difetto orientato favorevolmente.
Sulla superficie del pezzo si viene a creare, in
corrispondenza del difetto, un fenomeno di
magnetismo locale che può trattenere e far
addensare la polvere ferromagnetica riportata sulla
superficie.
Tecnologia Meccanica prof. Cecchetti Giordano
48
7. Magnetoscopico (Ms)
Le superfici del pezzo verranno:
pulite, da sporco o imperfezioni, per non ostacolare il
disporsi della polvere magnetica.
smagnetizzate prima: fatte passare attraverso un apposito
tunnel smagnetizzante in modo tale che, qualora il pezzo si
sia leggermente magnetizzato durante le lavorazioni, torni
esattamente com’era. Tale operazione andrà eseguita
anche nel caso di più prove e quindi tra una prova e l’altra.
smagnetizzate dopo: a fine operazioni x evitare problemi
ad es. nei cuscinetti (attrazione di residui di ferro),
disturbare strumentazioni elettriche, deviazioni dell’arco
elettrico.
magnetizzate in modo diverso (longitudinale, trasversale,
magnetizzazioni combinate), a seconda della possibile
posizione del difetto e con differenti intensità di corrente.
Tecnologia Meccanica prof. Cecchetti Giordano
49
7. Magnetoscopico (Ms)
Si cosparge la superficie del pezzo con polvere
magnetica a secco o in umido
I granelli hanno dimensioni dai 50 ai 300 micron
e, nei limiti del possibile. devono essere sferici.
Le polveri e liquidi magnetici possono essere
colorate/i o fluorescenti.
Il metodo magnetoscopico può essere applicato
a parti meccaniche costituite da materiali
magnetici.
Magnetizzatore carrellato e magnetizzatore a
bancale
Tecnologia Meccanica prof. Cecchetti Giordano
50
8. Radiologico (Rx)
8. Radiografia (Rx)
Raggi
X:
radiazioni
di
natura
elettromagnetica
(onde
elettromagnetiche), con lunghezze d’onda cortissime (f = 1017-1019
Hz), originati dalla collisione tra gli elettroni veloci contro un bersaglio
(anticatodo)
Sono prodotti da:
Tubi Rontgen
Trasformatori a risonanza Maxtron
Acceleratori elettrostatici Van De Graaff
Acceleratori circolari (betatroni)
Caratteristiche dei raggi X:
Qualità esposizione: potere di penetrazione inversamente
proporzionale alla lunghezza d’onda delle radiazioni; raggi duri e
raggi molli
Quantità assorbimento: è la quantità di energia ceduta all’unità di
massa. Gray (Gy), 1Gy = 1J/Kg
Intensità dose: la dose assorbita nell’unità di tempo
Tecnologia Meccanica prof. Cecchetti Giordano
52
8. Radiologico (Rx)
I raggi si dividono in :
1. Molli: modesto potere penetrante, per
pezzi di piccolo spessore
2. Duri: buon potere penetrante, applicati
su pezzi di acciaio con spessori di circa
150 mm
Tecnologia Meccanica prof. Cecchetti Giordano
53
8. Radiologico (Rx)
Cosa si ottiene: un immagine data dalle modificazioni
(assorbimento differenziale) che un fascio di raggi X
subisce quando attraversa un materiale (spessore,
densità, discontinuità), con relativa variazione di densità di
annerimento della pellicola
L’ immagine è messa in evidenza attraverso:
Radioscopia (osservazione diretta temporanea
rappresentata su schermo fluorescente (es. vedi
controlli aeroporto)
Radiografia (impressione ottenuta su lastra
fotografica, es. vedi Rx lastre fratture)
Xeroradiografia (impressione ottenuta su lastra
metallica sensibilizzata in modo speciale)
Tecnologia Meccanica prof. Cecchetti Giordano
54
8. Radiologico (Rx)
Utilizzato x controllo di saldature (fessure di ritiro,
inclusioni di scorie,fusione incompleta …), barre e tubi,
(giunti, inclusioni …), pezzi stampati (fessure, spacchi
interni … )
Tecnologia Meccanica prof. Cecchetti Giordano
55
9. Gammalogico (Rγ)
9. Gammalogico (Rγ)
Raggi γ: radiazioni penetranti di natura
elettromagnetica, emessi dai nuclei atomici di
isotopi radioattivi. Sono artificiali (nascono dalla
disintegrazione spontanea dei nuclei atomici, di
un elemento radioattivo), prodotti dopo una
permanenza in un reattore nucleare, mediante
irraggiamento neutronico di isotopi naturali non
radioattivi:
cobalto 60, x spessori tra 40-100 mm acciaio
iridio 192, x spessori tra 12-60 acciaio e ghisa
tulio 170, x piccoli spessori di getti in lega leggera
Tecnologia Meccanica prof. Cecchetti Giordano
58
9. Gammalogico
Rispetto ai raggi X, questi hanno una maggiore
energia (causa minor lunghezza d’onda) con
relativa capacità di penetrare maggiori spessori
(fino 180,00 mm), ma con minor contrasto
fotografico.
Gli strumenti a raggi γ, hanno dimensioni
minime, maneggevoli e facilmente trasportabili.
Maggiore nocività.
Vantaggiosa x analisi a pezzi cavi e di grosso
spessore
Tecnologia Meccanica prof. Cecchetti Giordano
59
9. Gammalogico (Rγ)
Strumentazione:
Sorgente sigillata
Porta - sorgente
Blocco schermatura e otturatore
Contenitore schermato di esposizione
Protezione radiologica:
L’equivalente dose
Contatore geiger & Dosimetro fotografico
individuale
Tecnologia Meccanica prof. Cecchetti Giordano
60
10. Ultrasuoni (US)
10. Ultrasuoni (US)
Gli esami con ultrasuoni (US) sfruttano i
fenomeni della propagazione nei solidi, liquidi o
gas, di fasci d'onde elastiche, cioè onde di
compressione e decompressione della materia,
con frequenza superiore a quella dei suoni
udibili dall'orecchio umano.
si utilizzano frequenze comprese tra 200-20 MHz
Tecnologia Meccanica prof. Cecchetti Giordano
62
10. Ultrasuoni (US)
Le onde ultrasonore, che vengono inviate
(trasduttore) nel sistema spaziale da
esaminare, sono attenuate dalla materia
che incontrano e riflesse, deviate o
assorbite dalle discontinuità. Il fenomeno
dipende dalla riflessione delle onde sonore
che rimbalzano contro la superficie
dell'ostacolo, di natura diversa da quella
del mezzo di propagazione (aria), fino a
ritornare all'orecchio dell'ascoltatore.
Tecnologia Meccanica prof. Cecchetti Giordano
63
10. Ultrasuoni (US)
Generazione ultrasuoni: alcuni cristalli (quarzo,
tormalina, opportunamente tagliati in lamelle), sottoposti ad
impulsi elettrici, si dilatano e si contraggono entrando in
risonanza e generando vibrazioni ultrasonore. La frequenza
emessa, sarà pari al doppio dello spessore della lamella.
Trasduttori: elementi che racchiudono al loro interno le
lamelle piezoelettriche. Questi saranno capaci di produrre:
Onde longitudinali
Onde trasversali
Onde superficiali
Sonda: dispositivo elettro-acustico, che incorpora uno o
più trasduttori, atti a convertire l’energia elettrica in energia
acustica e viceversa
Tecnologia Meccanica prof. Cecchetti Giordano
70
10. Ultrasuoni (US)
Gli sforzi della ricerca, sono attualmente tesi alla
demodulazione dei segnali di ritorno attraverso
l'applicazione di Fuorier. Ciò permetterebbe non solo
d'individuare la posizione e di valutare la dimensione
equivalente dei difetti, ma di vederne realmente la forma,
diagnosticandone la natura, come già accade
nell'ecografia in campo medico (forma e la posizione del
bimbo nel grembo materno).
Tecnologia Meccanica prof. Cecchetti Giordano
71
10. Ultrasuoni (US)
Attualmente vi sono una gamma di sonde (trasduttori e
ricevitori) i cui fasci d'onde ultrasonore si propagano in linea
retta rispetto all'asse della sonda stessa, oppure obliquamente
(assai usate sono le sonde con propagazione a 30, 45, 60 e
70°) e perfino in direzione ortogonale, cioè con onde
perfettamente tangenti alla superficie. I trasduttori ed i ricevitori
possono esser incorporati nella stessa sonda od esser separati
per ottimizzare alcuni rilevamenti. Ogni sonda possiede
caratteristiche specifiche che ne ottimizzano l'uso per ogni
morfologia e tipologia di difetto da evidenziare, nonché per ogni
tipo di materiale da esaminare (acciaio comune, acciaio
inossidabile, ghisa, alluminio, ecc.).
Tecnologia Meccanica prof. Cecchetti Giordano
72
10. Ultrasuoni (US)
Tipi di esame:
A contatto
In immersione
A contatto:
Metodo a trasmissione (sonda trasmittente
fascio
ultrasonoro
sonda ricevente
oscilloscopio con
amplificatore
Metodo a riflessione d’impulsi (unica sonda con 2 trasduttori
differenti: uno trasmette e l’atro riceve. Si ha una emissione
discontinua a treni d’onde, che viene poi visualizzata sullo
schermo di uno oscilloscopio
Metodo a riflessione d’impulsi, con 2 sonde angolate
Tecnologia Meccanica prof. Cecchetti Giordano
73
10. Ultrasuoni (US)
In immersione:
Utilizzato x piccoli pezzi (che offrirebbero aderenza incerta alla
sonda) e mediante una sonda stagna, immersa in un liquido (acqua
o olio, con funzione di accoppiamento acustico)
Calibri di spessori x nave
Controllo saldature su condutture
Tecnologia Meccanica prof. Cecchetti Giordano
74
Ultrasuoni in immersione
Tecnologia Meccanica prof. Cecchetti Giordano
75
Controllo saldature su struttura portante
11. Correnti indotte
11. Correnti indotte
Tipologia di controllo basato sullo studio della
variazione di Impedenza di una bobina in funzione
del campo magnetico indotto. Sarà possibile:
Rilevare discontinuità nei conduttori di corrente
elettrica sia quando tali discontinuità sono
superficiali sia quando sono subsupeficiali.
Selezionare materiali aventi diversa
composizione o struttura
Misurazione delle crinature
Controllore lo spessore di strati riportati
Controllare lo spessore dei materiali
Tecnologia Meccanica prof. Cecchetti Giordano
78
11. Correnti indotte
Il principio di funzionamento, si basa sull’analisi delle
variazioni di una debole corrente elettrica, indotta
elettromagneticamente, che percorre il materiale in prova,
mediante l’utilizzazione del suo campo magnetico
Pacometro
Tecnologia Meccanica prof. Cecchetti Giordano
79
11. Correnti indotte
Distingueremo:
Sonde avvolgenti (quando il
pezzo in esame scorre al suo
interno)
Sonde x interni (quando è la
sonda che scorre all’interno del
pezzo in esame)
Sonde x superfici (quando
traslano punto x punto nelle
aree interessate)
Tecnologia Meccanica prof. Cecchetti Giordano
81
12. Estensimetria Elettrica a Resistenza
Metodo di analisi delle sollecitazioni che
permette la determinazione dello stato di e dello
stato delle tensioni presenti in un particolare
meccanico, opportunamente preparato.
Si utilizza un Estensimetro Elettrico a
Resistenza (ER), che varia la propria resistenza
elettrica in proporzione diretta con la tensione
unitaria Ϭ a esso applicata
Tecnologia Meccanica prof. Cecchetti Giordano
82
Tecnologia Meccanica prof. Cecchetti Giordano
83
12. Estensimetria Elettrica a Resistenza
Metodo di analisi delle sollecitazioni che
permette la determinazione dello stato di
deformazione e di tensione, presenti in un
particolare
meccanico,
opportunamente
preparato.
Effettuare
misurazioni
estensimetriche
significa
misurare
la
deformazione con l’ausilio di estensimetri
che sfruttano diversi principi fisici.
Tecnologia Meccanica prof. Cecchetti Giordano
84
12. Estensimetria Elettrica a Resistenza
L’Estensimetro Elettrico a resistenza (ER),
sottoposto a trazione/compressione, varia la
propria resistenza elettrica, in proporzione
diretta con la tensione unitaria ad esso
applicata. Se il conduttore è sollecitato a
trazione nella direzione della lunghezza,
questa aumenta mentre diminuirà la sezione
trasversale: ciò comporterà un aumento della
resistenza espressa dalla 1^ legge di Ohm
Tecnologia Meccanica prof. Cecchetti Giordano
85
12. Estensimetria Elettrica a Resistenza
Qualsiasi struttura, se caricata, si deforma
Gli estensimetri, se ben incollati alla struttura, si
deformano assieme ad essa
L’estensimetro deformandosi varia la propria
resistenza elettrica
La variazione di resistenza elettrica viene misurata col
ponte di Wheatstone
Attraverso il ponte di Wheatstone la variazione di
resistenza si tramuta in variazione di potenziale
elettrico
Dal potenziale misurato si può quindi risalire alla
deformazione lungo la direzione di misura
dell’estensimetro
Tecnologia Meccanica prof. Cecchetti Giordano
86
12. Estensimetria Elettrica a Resistenza
Componenti di un ER
Griglia estensimetrica
Il supporto
L’adesivo
I terminali
Cavi di collegamento
Tecnologia Meccanica prof. Cecchetti Giordano
88
12. Estensimetria Elettrica a Resistenza
Preparazione
dell’installazione ER
Pulizia e decontaminazione
(x creare i necessari legami
elettrochimici tra adesivo e
superfici da incollare)
Incollaggio ER (adesivi con
catalizzatore, o
epossidici/polimerizzazione)
Cablaggio e copertura con
silicone
Tecnologia Meccanica prof. Cecchetti Giordano
89
12. Estensimetria Elettrica a Resistenza
In commercio esistono diversi tipi di ER:
A filo
A lamina
Incapsulato
Saldabile
A griglia libera
A rosetta
A catena estensimetrica
Tecnologia Meccanica prof. Cecchetti Giordano
90
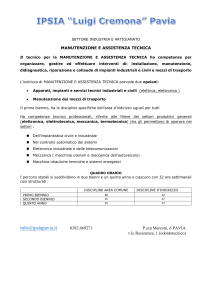
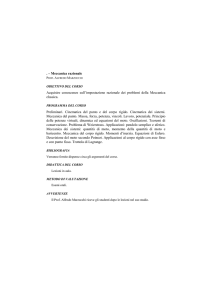
13. Elasticimetria
Il metodo viene impiegato per conoscere la distribuzione
delle tensioni superficiali della struttura. Può essere
impiegato utilizzando modelli trasparenti di materiale
fotoelastico, fotoelasticità per trasmissione, oppure
rivestendo il manufatto da esaminare con resine idonee
incollate con adesivi riflettenti, fotoelasticità x riflessione.
Il principio è basato sulla birifrangenza accidentale
provocata in corpi trasparenti, dall’applicazione di uno
stato di tensione. Attraverso una luce opportunamente
polarizzata si ottengono le misure relative allo stato di
deformazione e quindi di tensione (che saranno date
dalle isocline, ovvero linee nere che determineranno le
direzioni principali delle tensioni)
Tecnologia Meccanica prof. Cecchetti Giordano
92
Tecnologia Meccanica prof. Cecchetti Giordano
93
Tecnologia Meccanica prof. Cecchetti Giordano
94
La fotoelasticità è un metodo sperimentale per determinare la
distribuzione delle tensioni su un materiale.
Tecnologia Meccanica prof. Cecchetti Giordano
95
Tecnologia Meccanica prof. Cecchetti Giordano
96
14. Tensiovernici
Permette di determinare la distribuzione
delle sollecitazioni in una struttura in
esercizio, tramite l’uso di particolari vernici
(applicate con pistola a compressore).
Sotto carico, la provetta/pezzo da testare,
evidenzierà con linee di frattura della
vernice, le relative zone di tensione.
Tecnologia Meccanica prof. Cecchetti Giordano
97
15. Endoscopia
Strumento ottico x l’esame interno di corpi cavi
(tubi, caldaie, scambiatori di calore …).
Costituito da un fascio flessibile di fibre
ottiche,recano all’estremo una sorgente luminosa
e un obiettivo.
Tecnologia Meccanica prof. Cecchetti Giordano
98
Tipologia di sonde
Tecnologia Meccanica prof. Cecchetti Giordano
99
Tecnologia Meccanica prof. Cecchetti Giordano
100
16. Onde Guidate
Sistema ad ultrasuoni che consente di inviare nel
materiale treni d’onda ultrasonori ispezionando tutto lo
spessore del materiale, in particolare tubazioni, per decine
di metri a lato dei sensori individuando in particolare difetti
di corrosione senza interferire o interrompere l’esercizio
del manufatto. Questo metodo non distruttivo permette di
rilevare e valutare rapidamente difetti all’ interno ed all’
esterno di tubazioni rivestite e non.
Nato per il rilevamento di corrosioni, questo metodo
permette di controllare tubazioni non accessibili (interrate
ad esempio) ed in esercizio, con una minima preparazione
superficiale esterna.
La variazione anche minima di impedenza acustica e le
caratteristiche degli echi (simmetria/asimmetria) sono alla
base dell’ indagine mediante onde guidate.
Tecnologia Meccanica prof. Cecchetti Giordano
102
Tecnologia Meccanica prof. Cecchetti Giordano
103
Tecnologia Meccanica prof. Cecchetti Giordano
104
Tecnologia Meccanica prof. Cecchetti Giordano
105
Tecnologia Meccanica prof. Cecchetti Giordano
106
Tecnologia Meccanica prof. Cecchetti Giordano
107
Prove non distruttive. DGIT Direzione Generale Istruzione Tecnica,
Ministero della pubblica istruzione
Volume in adozione al corso di Tecnologia Meccanica: Nuovo corso di
Tecnologia Meccanica, Vol. 3, Di Gennaro, Cataldo, Chiappetta, Hoepli
Immagini, ed altre informazioni da siti specializzati
Alcune foto sono state scattate presso:
la CND SERVICE di Civitavecchia, in occasione di una giornata di studio
sui CND
Il Centro Controlli Non Distruttivi dell’INAIL di Monte Porzio Catone
111
ITI M. FARADAY
Tecnologia Meccanica prof. Cecchetti Giordano