Sommario
1.
Effetto fotovoltaico ...................................................................................... 4
1.1.
2.
Principio fisico ....................................................................................... 4
Cella fotovoltaica ......................................................................................... 7
2.1.1.
2.2.
Mercato delle celle solari .......................................................................... 9
2.3.
Tipologie di celle ...................................................................................10
2.3.1.
Celle a silicio cristallino, monocristallino e policristallino .............................10
2.3.2.
Le celle a film sottile: a – Si, CdTe, CIS/CIGS, multi-giunzione, DSSC - organiche, .10
2.3.3.
Situazione delle tecnologia a film sottile .................................................14
2.3.1.
Applicazioni del fotovoltaico a film sottile................................................16
2.4.
3.
Caratteristiche di cella fotovoltaica ........................................................ 7
Efficienza delle celle solari .......................................................................17
Generazione di energia da fotovoltaico ..............................................................18
3.1.
Irraggiamento solare ...............................................................................18
3.1.1.
3.2.
La radiazione solare ..........................................................................20
Rendimento e producibilità effettiva ...........................................................20
3.2.1.
Le condizioni STC .............................................................................20
3.2.2.
Perdite per riflessione........................................................................21
3.2.3.
Effetto temperatura ..........................................................................21
3.2.4.
Effetto dell’irraggiamento ...................................................................21
3.2.5.
Perdite mismatching ..........................................................................22
3.2.6.
Perdite nelle linee e collegamenti AC DC .................................................22
3.2.7.
Perdite sul sistema DC/AC ...................................................................22
3.2.8.
Perdite per ombreggiamenti ................................................................22
3.2.9.
Perdite per inquinamento e polvere sui moduli ..........................................22
3.2.10. I problemi legati al rendimenti di una cella ..............................................23
3.2.11. Considerazioni sul rendimento delle celle solari .........................................23
4.
Produzione delle celle ..................................................................................24
4.1.
5.
Industria e produzione .............................................................................29
Impianti fotovoltaici.....................................................................................30
5.1.
Impianto fotovoltaico ..............................................................................30
5.1.1.
Impianto connesso in rete ...................................................................31
5.1.2.
Impianto ad isola (stand alone) .............................................................31
5.2.
Inseguitori solari ....................................................................................32
5.2.1.
6.
Caratteristiche degli inseguitori ............................................................33
Fotovoltaico a concentrazione .........................................................................34
6.1.
Come funziona ......................................................................................36
2
6.1.1.
7.
Dove conviene e perché......................................................................38
Riciclo dei moduli fotovoltaici .........................................................................39
7.1.
Tecnologie per il riciclo ...........................................................................40
7.1.1.
Processo Solar Cells Inc. per c-Si ...........................................................40
7.1.2.
Processo BP Solar .............................................................................40
7.1.3.
Processo Cellspa...............................................................................40
7.1.4.
Processo Solar World .........................................................................41
7.1.5.
Processo Firts Solar per CdTe ...............................................................41
7.1.6.
Ricerca in corso @ UNIPD ....................................................................41
Pubblicazione finanziata nell'ambito del Programma per la Cooperazione Transfrontaliera Italia-Slovenia
2007-2013, dal Fondo europeo di sviluppo regionale e dai fondi nazionali.
Projekt sofinanciran v okviru Programa čezmejnega sodelovanja Slovenija-Italija 2007-2013 iz sredstev
Evropskega sklada za regionalni razvoj in nacionalnih sredstev.
Il contenuto della presente pubblicazione non rispecchia necessariamente le posizioni ufficiali dell’Unione
europea. La responsabilità del contenuto della presente pubblicazione appartiene all'autore.
3
1. Effetto fotovoltaico
Il capitolo descrive il principio fisico attraverso il quale alcuni materiali opportunamente trattati
consentono di generare energia elettrica quando sottoposti a radiazione solare. Vengono inoltre
descritti i principi di funzionamento di una cella fotovoltaica, elemento base dell’industria
fotovoltaica.
1.1. PRINCIPIO FISICO
A seguito dell’effetto fotovoltaico un semiconduttore diventa conduttore ma non per questo
diventa un generatore elettrico. Per ottenere un generatore elettrico bisogna realizzare una
giunzione PN. La fase di drogaggio di un semiconduttore consiste nell’inserire nella struttura
cristallina del silicio (elemento tetravalente) alcune impurezze in percentuale molto bassa
(~ppm), per formare una giunzione PN:
-
impurezze tri-valenti (boro);
impurezze penta-valenti (fosforo).
L’aggiunta di una piccola percentuale di atomi di altri elementi nel cristallo comporta forti
cambiamenti nelle proprietà elettriche del cristallo, che viene detto drogato.
Tab. 1 - Tipi di drogaggio per semiconduttori nell'industria fotovoltaica.
Drogaggio di tipo n
FOSFORO (5 elettroni di valenza) fornisce 1
elettrone aggiuntivo (donatore)
Drogaggio di tipo p
BORO (3 elettroni di valenza) fornisce 1 lacuna
aggiuntiva (accettore)
L’aggiunta di impurità pentavalenti (Sb, As,
P) introduce elettroni liberi che non
partecipano ai legami covalenti, e
aumentano la conduttività del
semiconduttore (non si creano lacune).
Gli atomi del V gruppo donano un elettrone
e per questo vengono detti: “donatori”.
L’aggiunta di impurità trivalenti(B, Al, Ga) crea
delle assenze di elettroni di valenza (lacune)
che aumentano la conduttività del
semiconduttore.
Gli atomi del III gruppo accettano un elettrone
e per questo vengono detti: “accettori”.
4
Ogni atomo di silicio dispone di quattro elettroni nell’orbitale più esterno (elettroni di valenza),
attraverso i quali forma quattro legami covalenti con altri quattro atomi di silicio. Il reticolo
cristallino che ne deriva è molto stabile.
Fornendo agli elettroni di valenza una certa
quantità di energia sotto forma di luce o di
calore essi sono in grado di saltare dalla
banda di valenza alla banda conduzione,
lasciando uno spazio vuoto nel reticolo
cristallino detto lacuna.
Il risultato di questo fenomeno (privo di una
direzione privilegiata per il movimento delle
cariche) è un flusso sia di elettroni che di
lacune (in realtà la lacuna non si muove, ma
viene occupata dall’elettrone più esterno di
un atomo adiacente che a sua volta lascia
una lacuna nello spazio da esso
precedentemente occupato, come se la lacuna si fosse spostata).
In condizioni normali questo movimento disordinato di cariche di segno opposto è ostacolato da
continui fenomeni di ricombinazione tra elettroni e lacune, ed ha come effetto la produzione di
calore.
Per limitare nel cristallo di silicio i fenomeni di ricombinazione degli elettroni e per produrre un
effetto utile dal punto di vista è necessaria la presenza di un campo elettrico che sia in grado di
dare un orientamento preferenziale al movimento degli elettroni; un campo permanente si può
ottenere sovrapponendo due strati di silicio “drogati” con altri elementi chimici.
In particolare arricchendo uno dei due strati con atomi di fosforo, che hanno cinque elettroni di
valenza, si determina un eccesso di elettroni debolmente legati all’atomo perché non coinvolti
in legami valenza. Aggiungendo invece atomi di boro (con tre elettroni di valenza) si crea una
zona con lacune in eccesso.
5
Se i due strati, n (negativo) e p (positiva) vengono sovrapposti si ottiene una giunzione detta pn che genera un movimento di elettroni verso la zona p, che all’equilibrio crea una situazione di
neutralità.
Se mettiamo a contatto Silicio drogato di tipo p
con Silicio drogato tipo n, a causa degli elevato
gradiente di concentrazione avremo diffusione:
di lacune da Si-p a Si-n ed
ele5roni da Si-n a Si-p
Ad un certo punto la diffusione viene frenata in
quanto il travaso di cariche da una parte
all’altra della giunzione contribuisce a
costituire un campo elettrico. L’interfaccia
della giunzione risulta praticamente vuota di
portatori di carica liberi; in questa regione
troviamo cariche positive e negative
sostanzialmente dovute agli ioni.
Nella zona p si concentrano più elettroni e, nella regione di contatto dove è avvenuto il flusso,
lo strato presenta una carica negativa; la zona n risulta invece, carica positivamente. In questa
maniera si è ottenuto un campo di bassa entità, ma stabile all’interno del cristallo di materiale
semiconduttore.
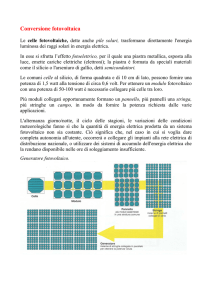
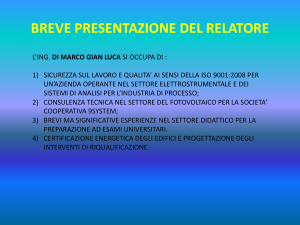
Quando una cella di silicio viene esposta al sole, gli elettroni di valenza, assorbendo fotoni,
acquistano l’energia necessaria per saltare da una banda di conduzione e migrare nella zona n:
parallelamente le lacune si muovono verso la zona p. Questo fenomeno è detto fotovoltaico.
Fig. 1 - Schema di un generatore fotovoltaico (cella fotovoltaica).
Collegando, mediante conduttori elettrici, la cella ad un carico si è realizzato un generatore
fotovoltaico.
Un contatto elettrico deve necessariamente essere a forma di “griglia” sul lato della cella
(altrimenti il dispositivo non “vedrebbe” la radiazione solare); l’altro contatto, sul retro della
cella, può essere di qualsiasi forma. Attraverso questi contatti avviene la “raccolta” delle
6
cariche generate per effetto dell’esposizione alla luce e, quindi, la circolazione della corrente
elettrica nel carico collegato alla cella. Maggiori informazioni (3).
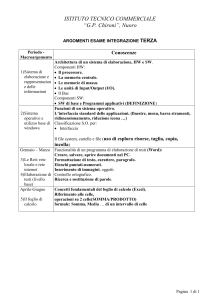
2. Cella fotovoltaica
2.1.1. Caratteristiche di cella fotovoltaica
Una cella solare altro non è che un diodo a semiconduttore che deve essere attentamente
progettato e costruito per assorbire e convertire l’energia della luce in energia elettrica. Lo
schema di una cella fotovoltaica è rappresentato in Fig. 2.
Fig. 2 - Schema di una cella fotovoltaica.
E’ interessante notare la asimmetria esistente tra i parametri dell’emettitore (zona n) e la base
(zona p). L’emettitore è 1000 volte più sottile e 10000 volte più dopato e la lunghezza di
diffusione è 100 volte più corta di quella corrispondente alla base.
Da un punto di vista circuitale una cella solare può essere pensata come un generatore ideale di
corrente ISC, in parallelo con due diodi – il diodo 1 rappresenta le ricombinazioni nelle regioni
quasi-neutre mentre il diodo 2 rappresenta le combinazioni nella regione di svuotamento.
Fig. 3 - Schema circuitale di una cella fotovoltaica.
7
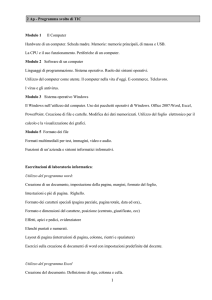
Le caratteristiche tipiche di una cella sono riassunte dalla cosiddetta “curva I-V”; la Fig. 4
illustra un esempio di curva I-V evidenziando anche il punto di “potenza massima”.
Fig. 4 - Diagramma V-I di una cella solare.
Quando possiamo dire che una “cella è buona”?
-
deve avere una elevata corrente di cortocircuito ISC.
deve avere una elevata tensione a vuoto V0C.
deve avere un Filling Factor FF il più vicino possibile a 1.
La cella deve essere progettata in modo da mantenere al minimo la superficie frontale del
contatto, avere la minima riflettenza possibile, ed avere uno spessore ottico tale da consentire
l’assorbimento di tutti i fotoni con E>EG (EG: energy gap).
Globalmente il progetto e l’esercizio di una cella efficiente passa attraverso due obiettivi:
-
minimizzare la velocità di ricombinazione delle coppie lacune‐elettroni;
massimizzare l’assorbimento di fotoni con E>EG.
Il rendimento di una cella dipende da una moltitudine di fattori, non solo di natura fisica. La Fig.
5 mostra i principali parametri che influiscono sul rendimento di una cella.
8
Fig. 5 - Rendimento delle celle fotovoltaiche.
2.2. MERCATO DELLE CELLE SOLARI
Il tipo di cella solare da utilizzare è la prima importante scelta da fare quando si desidera fare
un impianto di generazione di energia; essa dipende da una moltitudine di fattori tra i quali ci
sono: il costo, la compatibilità con il tipo di applicazione, l’ottimizzazione della generazione in
funzione delle caratteristiche ambientali e di radiazione sole.
La quota del mercato al 2011 per le differenti celle fotovoltaiche è descritto nella Fig. 6.
Fig. 6 - Quote di mercato delle celle fotovoltaiche.
9
2.3. TIPOLOGIE DI CELLE
Di seguito sono descritti i materiali e le tecnologie che hanno guidato e che stanno emergendo
nel mercato del fotovoltaico.
2.3.1. Celle a silicio cristallino, monocristallino e policristallino
La maggior parte dei moduli fotovoltaici disponibili attualmente sul mercato, per ragioni
storiche e tecnologiche, sono basati su celle solari a silicio cristallino. Essendo stato il silicio il
primo materiale semiconduttore ad essere “drogato” per studi riguardanti l’effetto fotoelettrico della giunzione p-n, esso ha ricevuto dall’inizio il maggior interesse nella comunità
scientifica ed è quello che si è maggiormente diffuso.
Le celle solari a silicio cristallino sono prodotte utilizzando sia silicio monocristallino che multicristallino; la prima tecnologia ha una efficienza di conversione maggiore, mentre la seconda ha
un costo di produzione minore. A livello di laboratorio non è raro ottenere celle solari con
efficienza superiori al 25%.
Fig. 7 - Cella solare in silicio monocristallino e policristallino.
2.3.2. Le celle a film sottile: a – Si, CdTe, CIS/CIGS, multi-giunzione, DSSC organiche,
Le celle solari a film sottile, chiamate anche “celle solari della seconda generazione” sono
costituite da materiale semiconduttore quale il silicio amorfo, il telloruro di cadmio o il rame,
indio, di-selenide. Questi materiali sono solitamente depositati su un sotto-strato di differente
materiale che può essere rigido o flessibile.
Le tecnologie a film sottile sono state sviluppate a partire dagli anni ’70 con lo scopo di trovare
un valido ed economico sostituto alle celle di silicio cristallino. Infatti, l’alto costo delle celle e
quindi dei moduli è stato per anni il principale ostacolo alla diffusione della tecnologia
fotovoltaica nel settore della produzione di energia elettrica.
Dal punto di vista teorico il film sottile potrebbe avere prestazioni elettriche migliori rispetto al
silicio cristallino grazie alla riduzione dello spessore del materiale attivo che limita gli effetti di
ricombinazione (incrementando così la tensione di circuito aperto V0C ed il fattore di
riempimento). Tuttavia il basso coefficiente di assorbimento dei semiconduttori quali il silicio
pone pesanti limiti allo spessore minimo da utilizzare per lo strato attivo rendendo così vani i
vantaggi appena citati. Una maggiore efficienza viene ottenuta creando trappole per la luce e
10
creando particolari tessiture in superficie le quali però, essendo trattamenti operati su scala
nanometrica, non sono economiche e fattibili su scala industriale.
E’ interessante osservare la quota di mercato delle differenti tecnologie. La capacità installata
per tecnologia è rappresentata dalla Fig. 8.
Fig. 8 - Statistiche sviluppo tecnologie a film sottile.
2.3.2.1. Silicio amorfo
Anche se il silicio è lo stesso elemento chimico usato per le celle mono-multi cristallino, il
metodo di deposizione in questo caso non permette la formazione di strutture cristalline
orientate e gli atomi di silicio sono
La tecnologia a “silicio amorfo” è caratterizzata da supporti sui quali viene
connessi uno all’altro in modo non
depositato un film di silicio. Rappresenta una tecnologia meno costosa
ordinato.
rispetto a pannelli che usano altre forme del silicio. Rendimento record:
13.4% (LG electronics).
Criticità:
-
-
effetto Staebler Wronski effect:
o decadimento del rendimento fino al 30% durante le prime 600 ore di
esposizione alla luce solare;
o effetto reversibile;
o i rendimenti su data sheet sono rendimenti stabilizzati;
uso NF3;
bassa efficienza non ripagata dal ridotto costo il che si traduce in alti
costi BOS;
impatto a-Si minore di c-Si in termini di energia, maggiore in termini di
utilizzo risorse idriche
Il materiale di partenza usato per
la deposizione dello strato amorfo
su uno strato ausiliario
(solitamente vetro o acciaio
inossidabile) è il Silano (SiH4). Il
fatto di usare un differente
materiale di partenza permette di
rendere la produzione della cella
solare indipendente dalla volatilità
dei prezzi del polysilicon, fattore
che durante il periodo di sua
carenza, ha fortemente intaccato
l’industria del fotovoltaico.
Il tipico band-gap di una cella a silicio amorfo è dell’ordine dei 1.75 eV e la più alta efficienza
ottenuta in laboratorio si attesta sul 13.4% (LG electronics nel 2012). E’ necessario osservare che
questa tecnologia soffre dell’effetto di Staebler – Wronski, una degradazione indotta dalla luce
durante le prime 200 ore di esposizione alla radiazione solare; la perdita di efficienza può essere
11
sull’ordine del 30%. L’effetto è reversibile, ciò significa che l’efficienza iniziale può essere
ottenuta ricorrendo ad un processo di ricottura termica della cella.
Le aspettative per questa tecnologia sono di raggiungere una efficienza maggiore del 10% ed un
costo di produzione di gran lunga inferiore al silicio cristallino in modo da renderla interessante
per una ampia gamma di applicazioni.
Fig. 9 - Schema di una cella a silicio amorfo: il vetro, il silicio amorfo (grigio scuro), il Transparent Contact Oxide
(TCO, grigio chiaro) e il contatto posteriore (bianco).
2.3.2.2. Celle CdTe
La sinterizzazione del telloruro di cadmio risale al 1879 da parte di Margotten. Le prime
sperimentazioni sulle proprietà semiconduttive risalgono al 1954 quando Jenny e Bube
scoprirono la possibilità di
Rendimento Record: 20.3% (First Solar)
eseguire drogaggi di tipo n e di
tipo p il CdTe. Nel 1976 venne
Caratteristiche in breve:
realizzata da Bonnet la prima cella
- Tossicità Cd
avente una efficienza del 6%;
o
Non tossicità CdTe
sebbene siano state tra le prime
o
Bando Cd in Europa
ad essere studiate nell’era del
- Problemi in caso incendio
fotovoltaico dovettero passare
o
Stabilità CdTe incapsulato a temperature incendio
- Problemi generali di riciclo
altri 20 anni prima che una cella
o
Sistema di riciclo funzionante per questa tecnologia
raggiungesse una maturità tale da
- Scarsità di Te
essere introdotta nel mercato. Nel
2011, Fig. 12, il CdTe tra le
tecnologie a film sottile è quella con la quota maggiore di mercato.
Il materiale CdTe è un semiconduttore a band-gap diretto con un’energy gap di 1.5 eV; esso
presenta uno spettro di assorbimento della radiazione che permette la conversione di una larga
banda delle lunghezze d’onda e ciò lo rende una delle scelte più interessanti per le applicazioni
fotovoltaiche con film sottile.
I moduli a CdTe sono costituiti da celle basate sull’etero-giunzione formata da CdS tipo n e CdTe
di tipo p. Il record di efficienza è stato ottenuto da GE Global Research con un 18.3%,
solitamente l’efficienza della cella è sull’ordine del 12.5%.
12
Fig. 10 - Schema celle CdTe.
Presumibilmente la tecnologia a CdTe non raggiungerà mai la leadership di mercato a causa di
problemi di disponibilità del materiale di base; tuttavia risulta essere un interessante alternative
al silicio cristallino nella applicazioni multi-megawatt e soprattutto in applicazioni in ambienti
ad elevate temperature.
2.3.2.3. CIS/CIGS
Le celle CIGS sono una delle configurazioni più innovative nel panorama dell’industria
fotovoltaica. Sono prodotte con un composto di rame, indio, gallio e selenio depositato su uno
vetro o su uno strato flessibile.
I pannelli in rame – indio – gallio e selenio, nell’ambito del fotovoltaico a film
sottile sono una tecnologia piuttosto promettente. Rendimento record:
20.3% (ZSW).
Caratteristiche:
-
-
Scarsità In
o
volatilità costo;
o
possibile sostituzione di In con Zn
uso CdS
o
possibile Bando EU;
o
possibile sostituzione di CdS con altri composti per realizzare lo
strato n-type.
Le celle CIS (CuInSe2) hanno la
peculiarità di assorbire il 99% della
radiazione solare utilizzando pochi
micron di materiale fotoelettrico;
questo fa sì che la cella abbia una
delle più alte efficienze disponibili
sul mercato. Aggiungendo piccole
dosi di Gallio si realizzano le celle
CIGS (Cu(In1xGax)Se2) aventi
efficienza ancora maggiore lungo
l’intero spettro della radiazione
solare (aumento della versatilità della cella).
Grazie alla sua alta e stabile efficienza energetica le celle CIGS possono essere considerate le
più promettenti per il mercato fotovoltaico, tuttavia il loro elevato costo di fabbricazione ne
riducono fortemente l’attrattività. Ci sono anche altri aspetti da considerare: il primo riguarda
la disponibilità di Indio, il cui prezzo e mercato è legato alla industria degli LCD; il secondo è
legato all’uso del CdS in uno degli strati che compongono la cella. La ricerca ha buone
prospettive per quanto riguarda la sostituzione dei materiali mentre una sensibile riduzione dei
costi pare ancora piuttosto lontana.
13
2.3.2.4. Celle solari multi-giunzione
Esiste un limite termodinamico per l’efficienza delle celle a singola giunzione, esso è del 40.7%.
Per superare tale limite le l’industria del fotovoltaico produce celle a multi-giunzione.
Il principio che sta alla base consiste nella ricerca dell’assorbimento della maggior parte
possibile dello spettro solare. Le celle multi-giunzione sono formate dalla sovrapposizione di più
"film sottili" di semiconduttori aventi caratteristiche diverse fra loro (devono avere gap di
energia diversi), così che ciascuno strato possa assorbire in modo ottimale un preciso spettro di
radiazione solare.
La cella che sta nella parte superiore agisce come una sorta di filtro per le celli che stanno
sotto, essa assorbe i fotoni con la più alta energia e lascia passare quelli ad energia minore che
raggiungono le celle successive.
A titolo di esempio, per una cella a 3 giunzioni, nei confronti dello spettro solare di Fig. 11 le
energy-gap delle tre celle sono: EG1, che assorbe I fotoni con la più alta energia, hν>EG1; la cella
intermedia assorbe la radiazione i cui fotoni hanno energia EG2<hν<EG1, con EG2 che rappresenta il
valore della sua energy-gap e la cella alla base che assorbe fotoni con energia EG3<hν<EG2.
Fig. 11 - Spettro radiazione e celle multi-giunzione.
Le celle multi-giunzione sono solitamente prodotte usando GaAs, GaInP, InP, GaInAs, e Ge.
Le connessioni elettriche possono essere separate per ogni sotto-cella che può essere resa
elettricamente indipendente l’una dall’altra. Possono anche essere connesse l’una con l’altra
ma questa soluzione riduce le prestazioni complessive.
Il record di efficienza viene raggiunto per applicazioni con la concentrazione: 44%. Il loro
sviluppo su larga scala è limitato a causa del loro alto costo e della relativamente bassa
affidabilità.
2.3.3. Situazione delle tecnologia a film sottile
La Fig. 12 mostra, a livello internazionale, la quota di mercato anno per anno coperta dalle tre
principali tecnologie a film sottile.
14
Fig. 12 - Quota di mercato delle tecnologie a film sottile.
In termini di capacità installata a livello mondiale, le statistiche annuali per le tecnologie a film
sottile sono descritte nella Fig. 13.
Fig. 13 - Statistiche produzione celle con tecnologia a film sottile.
2.3.3.1. DSSC Celle organiche
Con l’obiettivo di ottenere alti rendimenti per le celle ad un costo finale sempre minore, la
ricerca si è focalizzata sullo sviluppo di celle basate su materiali inorganici o polimerici aventi
un effetto fotoelettrico. Le celle DSSC (Dye Sensitized Solar Cells) sono una tecnologia emersa
dal nuovo filone di ricerche composte da uno strato di vetro conduttivo (anodo) associato ad uno
15
strato semiconduttore di particelle nanometriche di ossido di titanio TiO2 depositato con il
processo di sputtering.
Lo strato semiconduttore è imbevuto di materiale organico con proprietà fotoelettriche le cui
molecole si dispongono lungo i bordi dei grani del semiconduttore. Quando la “tintura” di
materiale organico viene interessata dalla radiazione solare, i fotoni causano un trasferimento di
un elettrone dallo strato organico allo strato di materiale semiconduttore che è a contatto con il
vetro conduttivo che agisce da connessione tra cella e circuito elettrico.
Il circuito elettrico è chiuso attraverso un secondo elettrodo (catodo) composto da una piastra di
vetro avente un strato catalizzatore poroso con struttura micro-cristallina di platino o carbonio e
un elettrolita che chiude effettivamente il circuito elettrico. La Fig. 14 schematizza una cella
solare DSSC.
Fig. 14 - Schema di una cella DSSC.
Le celle DSSC come le altre tecnologie organiche sono riuscite a raggiungere una efficienza
sull’ordine del 11,4%; il principale vantaggio è il processo di fabbricazione molto economico e
poco energivoro. Nonostante queste caratteristiche positive nel breve periodo presumibilmente
non raggiungeranno una quota di mercato rilevante.
2.3.1. Applicazioni del fotovoltaico a film sottile
Le tecnologie a-Si, Cd-Te e CIGS molto adatte ad applicazioni con luce diffusa o scarsa intensità
della radiazione solare. Cd-Te e a-Si molto adatti per climi caldi (basso coefficiente di
temperatura). I moduli flessibili risultano particolarmente adatti all’uso su coperture. Moduli
vetro – vetro colorati o semitrasparenti risultano adatti a integrazione architettonica.
16
Fig. 15 - Esempio applicazione fotovoltaico a film sottile.
2.4. EFFICIENZA DELLE CELLE SOLARI
Partendo dagli anni ’80 l’industria del fotovoltaico ha sviluppato un’ampia gamma di tecnologie
e processi per migliorare l’efficienza della cella fotovoltaica. Lo stato dell’arte della ricerca
sull’efficienza delle celle fotovoltaiche è riassunto nel diagramma scaricabile dalla home page
del sito del “National Center for Photovoltaics” raggiungibile da questo indirizzo:
http://www.nrel.gov/ncpv/
La Fig. 16 mostra la situazione dai primi anni ’70 ed è aggiornata a maggio 2014.
17
Fig. 16 - Evoluzione storica dell'efficienza delle celle fotovoltaiche.
3. Generazione di energia da
fotovoltaico
La quantità di energia effettivamente prodotta da un impianto dipende da una moltitudine di
fattori. In questo capitolo ne verranno analizzati i principali, mentre gli aspetti tecnologici delle
celle solari sono stati investigati nel capitolo 2.
3.1. IRRAGGIAMENTO SOLARE
All’interno del sole, a temperature di alcuni milioni di gradi centigradi, avvengono reazioni
termonucleari di fusione, che sprigionano enormi quantità di energia sotto forma di radiazioni
elettromagnetiche. La potenza del campo elettromagnetico incidente sull’unità di superficie
prende il nome di irraggiamento solare. Si misura in W/m2.
18
Fig. 17 - Spettro solare.
L’irraggiamento solare sulla superficie dell’atmosfera è pari a 1367 W/ m2. Nell’attraversare
l’atmosfera terrestre l’irraggiamento solare si attenua, perché viene in parte riflesso e
assorbito. L’irraggiamento solare al suolo raggiunge il valore di 1000 W/m2 in condizioni di cielo
sereno a mezzogiorno.
L’irraggiamento solare incidente una certa
superficie è ovviamente influenzato anche
dalla stagione, dall’angolo di azimut,
dall’angolo di inclinazione e dall’ora in cui la
superficie irradiata viene esposta.
L’influenza dell’atmosfera terrestre sulla
radiazione elettromagnetica, rilevata su un
punto della superficie terrestre in un
determinato istante è rappresentata
dall’indice massa d’aria AM (Air Mass) che
vale:
AM = 1 / cosθ
Fig. 18 - Movimento del sole.
-
dove:
θ = è l’angolo di elevazione del sole sull’orizzonte nell’istante considerato;
Valori tipici di AM:
-
AM0: sulla superficie esterna dell’atmosfera (nessuna attenuazione);
19
-
AM1: al livello del mare in una bella giornata con il sole allo zenit (cos θ = 1);
AM1,5: condizioni STC;
AM2: al livello del mare in una bella giornata con il sole a 30°sopra l’orizzonte.
3.1.1. La radiazione solare
La radiazione solare è l’integrale nel tempo dell’irraggiamento e corrisponde all'energia che si
può raccogliere in un periodo di tempo definito in una superficie piana orizzontale e si misura in
kWh/m2 ed è dipendente da molti parametri: latitudine, clima, orografia, caratteristiche
meteorologiche, etc.
Esistono delle relazioni che ci consentono di calcolare direttamente i valori della radiazione in
funzione dei parametri citati, ma oramai esistono in rete, disponibili freeware, dei supporti di
calcolo molto comodi che consentono di identificare in modo diretto tali valori.
Tra le fonti disponibili si possono citare:
-
Banca dati ENEA h3p://www.solaritaly.enea.it/
Norma UNI 10349 e UNI 8477
IQBAL
Atlante Solare Europeo PVGIS h3p://re.jrc.ec.europa.eu/pvgis/
Spesso la radiazione solare si indica in termini di ore annue equivalenti cioè il numero che
permette di calcolare l’energia elettrica prodotta dall’impianto. Se in un anno la radiazione è
1200 kWh/m2, si può assumere che sia dovuta ad un irraggiamento di 1 kW/m2 (condizione STC)
per un tempo equivalente pari a 1200 ore.
3.2. RENDIMENTO E PRODUCIBILITÀ EFFETTIVA
Molti fattori concorrono a ridurre la capacità di una cella a generare energia elettrica. Di seguito
una panoramica delle voci di perdita più frequenti e importanti.
3.2.1. Le condizioni STC
Al fine di confrontare le prestazioni tra celle di materiale, tecnologie costruttive e produttori
differenti, vi è la necessità di standardizzare i test di performance delle celle. Le condizioni di
prova STC (Standard Test Conditions) sono definite dalla norma IEC/EN 60904 e sono:
-
distribuzione spettrale AM 1,5;
temperatura delle celle 25°C;
costante solare 1000 W/m2.
Osservazione: l’efficienza di conversione non è relazionata all’energia che il pannello FV
produce a parità di potenza nominale bensì, l’efficienza di conversione influisce sulla superficie
richiesta per un impianto a parità di potenza da installare.
𝐸𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑧𝑎 𝑑𝑖 𝑐𝑜𝑛𝑣𝑒𝑟𝑠𝑖𝑜𝑛𝑒 =
𝑃𝑛𝑜𝑚
𝐴𝑟𝑒𝑎𝑝𝑎𝑛𝑛𝑒𝑙𝑙𝑜
A parità di superficie disponibile con una tecnologia più efficiente si possono installare potenze
maggiori.
20
3.2.2. Perdite per riflessione
Le perdite per riflessione risultano intrinseche con la costruzione degli impianti fotovoltaici
(angolo limite di riflessione). Solo particolari ambienti circostanti (es. grandi superfici di colore
chiaro) possono aiutare a ridurne il valore. La stima di una perdita di energia di circa il 3% in siti
senza particolari condizioni favorevoli risulta del tutto ragionevole. Il portale PVGIS permette di
stimare le perdite per riflessione sulla superficie fotovoltaica.
3.2.3. Effetto temperatura
La potenza di una cella fotovoltaica cambia al variare della temperatura. Le condizioni STC
definiscono le misure dei parametri a 25°C. La temperatura di lavoro delle celle è normalmente
superiore a tale valore definito dalla normativa.
La temperatura delle celle cambia di ora in ora e di giorno in giorno, quindi bisognerebbe
rilevare o ipotizzare l’andamento della temperatura delle celle durante un giorno tipico del
mese e poi utilizzare programmi di calcolo per valutare la produzione di energia elettrica in un
anno. Da questi algoritmi si può rilevare che mediamente le perdite, per pannelli in silicio
cristallino variano dal 6% all’11%, purché sia garantita una corretta ventilazione sul retro dei
pannelli. In caso di pannelli con assenza di ventilazione, le perdite per temperatura possono
aumentare fino al 15%.
La potenza erogata diminuisce con l’aumento della temperatura. La tensione a vuoto VOC
diminuisce all’aumentare della temperatura. La corrente di corto ISC aumenta all’aumentare
della temperatura (Fig. 19).
Fig. 19 - Effetto della temperatura.
3.2.4. Effetto dell’irraggiamento
La tensione a vuoto VOC diminuisce di poco al diminuire dell’irraggiamento. La corrente di corto
ISC diminuisce circa linearmente al diminuire dell’irraggiamento. Al diminuire dell’irraggiamento,
generalmente cala il rendimento della cella (dato indicativo a 200 W/m2)
21
Per mantenere alti rendimento e generazione elettrica è necessario un “dispositivo di
inseguimento della potenza massima”.
3.2.5. Perdite mismatching
Sono dovute alla non uniformità di prestazioni elettriche fornite dai vari moduli:
-
non uniformità di pannelli in serie (mismatching in corrente);
non uniformità delle stringhe in parallelo (mismatching in tensione).
Le perdite per mismatching non consentono di sfruttare completamente la potenza di targa dei
singoli pannelli. È quindi un fattore di perdita che dipende dalla qualità del prodotto installato e
dalla capacità di saper accoppiare in modo efficiente i moduli FV. Le perdite per mismatching
risultano quindi funzione dell’architettura elettrica del generatore fotovoltaico con un valore
indicativo minimo dell’1% per piccole potenze (qualche Wp), 3 – 4% per medie potenze (qualche
kWp), 5 – 6% per grandi potenze (MWp), a meno di opportuni provvedimenti compensativi.
3.2.6. Perdite nelle linee e collegamenti AC DC
La resistenza dei cavi elettrici, la resistenza di contatto sugli interruttori e le perdite per caduta
di tensione sui diodi di blocco di protezione delle stringhe sono alcune delle perdite che
compongono le perdite sui circuiti elettrici in corrente continua e alternata.
È una perdita che si può ridurre utilizzando componenti appropriati come diodi di blocco a bassa
caduta di tensione o sezione dei cavi maggiori. Una buona progettazione elettrica consente di
contenere tali perdite entro il 1-2% (in relazione alla potenza installata e di conseguenza alle
distanze caratteristiche delle linee).
3.2.7. Perdite sul sistema DC/AC
Sono dovute alla curva di efficienza del sistema di conversione DC/AC (inverter). La stima
dipende dal tipo di convertitore utilizzato (con o senza trasformatore) e dalla qualità del
prodotto scelto.
Tutti i produttori di inverter forniscono sia il valore del rendimento massimo che il valore del
rendimento europeo (calcolato pesando opportunamente le efficienze di conversione a diversi
carichi parziali).
Rendimento europeo:
ηEURO = 0,03 x η5% + 0,06 x η10% + 0,13 x η20% + 0,10 x η30% + 0,48 x η50% + 0,20 x η100%
3.2.8. Perdite per ombreggiamenti
Le perdite per ombreggiamento reciproco tra moduli adiacenti sono dovute alla geometria e alla
disposizione del campo fotovoltaico oltre che ad eventuali ostacoli presenti (camini, alberi,
antenne della TV, tralicci elettrici, ecc.).
Tutti questi fenomeni possono ridurre anche sensibilmente le ore di sole nell’arco delle giornate
soprattutto in inverno. Sono perdite variabili che vanno calcolate di volta in volta tramite
appositi software o tramite calcoli/valutazioni da condurre in sede progettuale.
3.2.9. Perdite per inquinamento e polvere sui moduli
Sono strettamente legate al sito di installazione e quindi alle condizioni meteorologiche. Possono
essere dovute a polveri che si depositano sulle superfici fotovoltaiche, guano di animali, foglie,
ecc.
22
In genere siti a bassa piovosità hanno perdite maggiori (effetto lavante dell’acqua piovana
soprattutto per tilt compresi tra 20 - 70°). Le perdite dovute agli effetti appena descritti si
possono stimare intorno all’1%.
3.2.10.
I problemi legati al rendimenti di una cella
Contatti – I contatti sono strutture costruite sulle facce della giunzione p-n che consentono ai
portatori di carica di uscire dalla giunzione per essere disponibili in un circuito esterno. Nel caso
delle celle solari i contatti consentono di estrarre i portatori generati dalla luce nello strato
assorbitore (lo strato drogato p). I contatti dovrebbero essere selettivi ovvero lasciare passare i
portatori di un tipo dal silicio al metallo e bloccare i portatori di segno opposto.
Un contatto diretto metallo-Si di solito non si comporta in questa maniera. L’approccio
maggiormente usato è quello che vede l’inserimento di una regione pesantemente dopata sotto
al metallo, di tipo p per l’estrazione delle lacune e di tipo n per l’estrazione degli elettroni. I
portatori maggioritari in questa regione transitano senza provocare grosse cadute di tensione
ovvero presentando resistenze molto basse.
Il trasporto invece dei portatori minoritari è descritto dalla velocità di ricombinazione
superficiale (SRV). Sebbene la SRV sia elevata, limitata solo dalla diffusione termica, la
concentrazione dei portatori minoritari, per un dato prodotto p x n, è compensata dall’alto
grado di doping e in questo modo il flusso è ridotto. Il contatto per i portatori minoritari è di
solito inserito nella parte frontale della cella (quella illuminata) e il corrispondente strato
altamente dopato è detto emettitore. La regione drogata sotto il contatto per i portatori
minoritari, sul retro della cella è detto BSF (Back Surface Field).
3.2.11.
Considerazioni sul rendimento delle celle solari
Sono stati fatti diversi studi e vi è un forte interesse ad aumentare il rendimento di cella degli
impianti fotovoltaici. Tutti questi studi sono fondamentalmente rivolti a diminuire le possibili
perdite. In definitiva, le principali perdite possono essere così elencate:
-
riflessioni: evitare le perdite per riflessione e fare in modo che la luce che arriva alla
cella sia “intrappolata” il più possibile;
ricombinazioni: minimizzare le ricombinazioni;
contatti: i contatti devono essere per quanto possibile simili ai contatti ideali, non
devono creare ombre e devono opporre resistenza quasi nulla;
non ci devono essere perdite di trasporto nel substrato.
La cella ottimale dovrebbe usare materiale intrinseco, per minimizzare il meccanismo di
ricombinazione di Auger e il meccanismo di assorbimento dei portatori, e dovrebbe essere spessa
80 μm, essendo questo uno spessore che rappresenta un buon compromesso tra assorbimento e
ricombinazione. La cella ottimale dovrebbe raggiungere un rendimento di circa 29% @AM1,5 e a
25°C.
23
4. Produzione delle celle
Il silicio si trova nell’ambiente terrestre in forma di ossido e in particolare sotto forma di SiO2
(silice). Un primo processo necessario per renderlo “libero” dall’ossigeno è quello della
carboriduzione che consente di ottenere il cosiddetto silicio di grado metallurgico con purezze
molto basse.
Esistono alcuni processi che, dapprima mediante la trasformazione del silicio in Silani o
Triclorosilani e poi la deposizione CVD di tali gas, producono silicio di elevata purezza (il
polysilicon).
Il polysilicon viene fuso e fatto solidificare in forme e quantità diverse per creare i lingotti di
silicio aventi una struttura mono o multi-cristallino dai quali si ricavano i wafer, elemento base
per la costruzione di celle basate su silicio cristallino.
Le celle al silicio dominano attualmente il mercato del fotovoltaico. Si stima che circa il 90% dei
moduli prodotti in tutto il mondo siano basati sulla tecnologia del silicio. Questa tendenza si
manifesterà almeno per i prossimi 10 – 15 anni. La proporzione tra mono e multi è praticamente
al 50% con una tendenza del mono a superare nei prossimi anni il multi.
Fig. 20 - Esempio della struttura di una cella fotovoltaica.
Ad uno sguardo veloce, i moduli fotovoltaico potrebbero sembrare prodotti estremamente
semplici, composti da pannelli di vetro, un materiale con effetto foto-elettrico e delle
24
connessioni elettriche. Per arrivare al prodotto finito però sono necessari processi estremamente
complicati che spesso necessitano di grandi quantità di energia.
Silicio o quarzo
Carboriduzione
raffinazione del
polysilicon
wafering
creazione del
lingotto
cristallizzazione
assemblaggio
dei moduli
Fig. 21 - Processo di produzione di una cella fotovoltaica.
La produzione di un modulo a silicio cristallino, sia esso con struttura mono o poli cristallina, inizia
dalla raffinazione del materiale grezzo e termina con la fase di assemblaggio. Il processo richiede
notevoli quantità di energia, grandi competenze, conoscenze, tecnologie e laddove possibile può
essere automatizzato industrialmente.
Si parte dal silicio un elemento estremamente abbondante in natura (il 27% della crosta terrestre
è composta da silicio) ma disponibile in una forma non compatibile con le applicazioni
fotovoltaiche: è necessario un processo di raffinazione piuttosto energivoro. La raffinazione parte
dai minerali di silicio e fino ai primi anni del 2000, industria del fotovoltaico e industria dei microprocessori condividevano la stessa filiera.
Il primo processo per purificare il silicio consiste nella carboriduzione della silice, solitamente in
forni ad arco elettrico, fino ad ottenere silicio cosiddetto metallurgico con una purezza tra il 98%
e 99.5%.
Questo silicio non può ancora essere utilizzato per la produzione di celle fotovoltaiche e
necessita di un ulteriore processo di purificazione. Il processo attualmente più utilizzato
nell’industria fotovoltaica è il processo Siemens, un’operazione che richiede grandi quantità di
energia e che porta alla produzione del polysilicon. La produzione del silicio di grado elettronico
passa attraverso 4 fasi distinte:
-
preparazione/sintesi di idruri volatili di silicio
purificazione di tali composti
decomposizione di silicio elementare
25
-
riciclo dei prodotti di scarto
Fig. 22 - Polysilicon.
A questo punto, il polysilicon necessita di essere ulteriormente lavorato al fine di ottenerne una
struttura cristallina adatta ad un utilizzo fotovoltaico. A seconda che si desideri ottenere una
struttura mono o policristallino i processi che si utilizzano si chiamano: Czochralski (CZ) e Floating
Zone (FZ) per il mono-cristallino e solidificazione direzionale per la struttura policristallina.
A causa del processo di solidificazione i lingotti con struttura monocristallina hanno una sezione
circolare, una forma non compatibile con l’utilizzo in celle solari, analogamente il silicio con
struttura policristallina solidifica con forma e dimensione non adeguate per il suo diretto utilizzo:
in entrambi i casi la filiera di produzione di una cella solare prosegue tagliando i lingotti in “fogli”
chiamati wafer, i quali rappresentano il punto di partenza per l’assemblaggio finale della cella
solare.
Nel 2000 l’industria del fotovoltaico consumava
circa 4.000 tonnellate di Si, cinque anni più
tardi si arrivava a 17.000 ton e nel 2008 si sono
raggiunte le 40.000 ton di Silicio.
Attualmente si stimano circa 290.000 ton di
silicio. Un progresso si è avuto anche
nell’utilizzo di minor materiale a parità di
prodotto finale. Si è passati a wafer di spessore
pari a 320 μm a spessori di circa 180 μm. Si
usano attualmente 7 g/wafer a fronte di 15
g/wafer di pochi anni orsono.
Fig. 23 - Creazione dei wafer partendo dal lingotto monocristallino (sinistra) e policristallino (destra).
26
La produzione dei wafer avviene solitamente a mezzo di fili di acciaio diamantati. Inizialmente il
processo avveniva con fili a bagno mentre ultimamente si sono affermati i processi di taglio a
secco.
Fig. 24 - Produzione wafer: schema taglio lingotti.
Dopo la produzione del wafer, il materiale per la cella solare non è ancora pronto, sono necessarie
altre operazioni di trattamento superficiale che permettano al materiale semiconduttore di avere
un buon effetto fotoelettrico. Le operazioni sono descritte nella Fig. 25.
Rimozione
danneggiamenti da
processo di taglio
texture etching
drogaggio
stampaggio contatti
frontali
deposizione ad arco
isolamento bordi
cella
back-contact di
alluminio
stampaggio contatti
posteriori
co-firing
Fig. 25 - Schema processo "da wafer a cella solare".
A questo punto la cella solare è pronta per essere utilizzata nella fabbricazione dei moduli
fotovoltaici: esse necessitano di essere connesse con altre celle solari per incrementare la tensione
prima di alimentare un carico o prima della conversione in corrente alternata. La cella inoltre
necessita di essere protetta dagli elementi atmosferici quali umidità, polveri, pioggia, etc.
Le celle solari quindi vengono montate in moduli i quali rappresentano per il mercato energetico
il prodotto commercialmente più conosciuto a cui solitamente viene richiesto di produrre energia
per più di 20 anni.
27
La struttura tipica di un modulo è rappresentata nella Fig. 26. Le celle solari vengono posizionate
in una struttura solitamente di alluminio, con un vetro superiore, con i contatti posteriori; è
necessario che vi sia un materiale che deve fare da collante tra i vari strati, solitamente viene
utilizzato dell’EVA (acetato vinil-etilenico). Il modulo fotovoltaico dopo esser stato assemblato
prosegue lungo un processo di laminazione nella quale viene riscaldato a una temperatura di 135°
- 150° C per circa 30 minuti. Durante questo processo l’EVA fonde e un meccanismo di forte
adesione polimerica prende luogo tra i vari strati del modulo, eliminando inoltre l’aria presente
tra gli strati.
Fig. 26 - Struttura di un modulo fotovoltaico.
28
4.1. INDUSTRIA E PRODUZIONE
La produzione di celle solari negli ultimi anni si è focalizzata soprattutto in Cina riducendosi
fortemente, in peso relativo, sia negli Stati Uniti (maggior produttori nel 1997) che in Europa. La
Fig. 27 mostra la distribuzione a livello mondiale della produzione di celle fotovoltaiche nel
mondo.
Fig. 27 - Statistiche produzione celle fotovoltaiche nel mondo.
4.1.1.1. Considerazioni economiche
Nel 2006 per la prima volta il mercato del silicio per l’industria solare ha superato quella dei
semiconduttori. Nel 2007 – 2008 la produzione totale di polysilicon per l’industria solare è stata
di circa 50.000 ton. Il prezzo nel passato oscillava tra 50 e 200 US$/kg (attualmente per la sovra
produzione che si è venuta a creare il prezzo si attesta attorno a 25 US$/kg ma con prospettive
di ritornare verso i 40 US$/kg).
La prima caratteristica della produzione di polysilicon è di essere estremamente “capital
intensive”. Un impianto da 5000 ton/anno richiede un capitale di circa 200 M$. La seconda
caratteristica è di essere un processo molto energivoro. I primi impianti richiedevano circa 350
kWh/kg, attualmente si arriva a 150 – 100 kWh/kg. Dopo una fase di quasi monopolio degli Stati
Uniti, Europa e Giappone si stanno affacciando sul mercato nuovi player con sede in Cina, Corea
e Taiwan (Fig. 28).
29
Fig. 28 - Evoluzione della produzione (milioni di tonnellate/anno) negli ultimi anni.
5. Impianti fotovoltaici
L’impianto fotovoltaico è l’insieme dei componenti, supporti e strutture che consentono al
modulo fotovoltaico di generare energia elettrica, condizionarla e distribuirla verso le utenze.
La complessità di un impianto dipende dalla taglia dell’impianto. Nei confronti di altre
tecnologie energetiche, il fotovoltaico ha una bassa densità spaziale, motivo per il quale si
prediligono le installazioni su coperture di edifici o su terreni non aventi una competizione con
altre destinazioni d’suo (ad esempio terreno agricolo).
5.1. IMPIANTO FOTOVOLTAICO
Il componente base di un impianto fotovoltaico è il modulo il quale è composto da più celle
collegate elettricamente tra di loro e incapsulate nel medesimo modulo. Più moduli fotovoltaici,
collegati in serie e in parallelo, formano le sezioni di un impianto, la cui potenza può variare da
poche centinaia di Watt a milioni di Watt.
A valle dei moduli fotovoltaici è posto l’inverter, che trasforma la corrente continua generata
dalle celle in corrente alternata una forma compatibile con il trasporto in rete e con l’utilizzo da
parte dagli utenti (Fig. 29).
L’impianto oltre ai componenti elettrici è composto da una struttura di sostegno e bloccaggio
dei moduli. La struttura che sostiene i moduli può essere fissa o mobile (impianto ad
inseguimento solare), ovvero in grado di seguire il sole lungo il suo percorso giornaliero, durante
l’intero anno, allo scopo di incrementare la captazione solare.
30
Fig. 29 - Schema di un impianto fotovoltaico.
5.1.1. Impianto connesso in rete
Gli impianti fotovoltaici connessi alla rete elettrica nazionale (“grid connected”) generano
energia elettrica e la immettono in rete. Prima dell’immissione in rete elettrica, l'energia
prodotta dai pannelli deve essere necessariamente convertita in corrente alternata con le
caratteristiche compatibili con i requisiti tecnici della rete stessa.
Il vantaggio di un sistema fotovoltaico connesso in rete deriva dall’opportunità dell’utente di
utilizzare l’energia auto-prodotta oppure di richiederla alla rete quando quella prodotta
dall’impianto non è sufficiente. Inoltre, qualora la generazione sia superiore al fabbisogno è
possibile cederla alla rete.
5.1.2. Impianto ad isola (stand alone)
In questa configurazione l’impianto fotovoltaico genera l’energia elettrica sufficiente a
soddisfare la domanda dell’utenza. Per mantenere la fornitura di energia costante nel tempo, e
per fornirla nelle ore in cui il generatore fotovoltaico non funziona, viene utilizzato un
accumulatore, solitamente composto da batterie elettrochimiche.
Un sistema ad isola solitamente eroga corrente continua, per cui se fosse necessario collegare
all’impianto a dei dispositivi in corrente alternata è necessario installare un inverter.
La Fig. 30 mostra una classica installazione di impianto fotovoltaico ad isola: un rifugio di
montagna non servito dalla rete elettrica nazionale.
31
Fig. 30 - Impianto "in isola".
5.2. INSEGUITORI SOLARI
Il sole nel suo “apparente” movimento attorno alla terra presenta diversi angoli di inclinazione
in diverse ore del giorno e in diversi periodi dell’anno.
21 dicembre, ore
12.00 angolo di
inclinazione 21°
(Padova)
21 giugno, ore
12.00, angolo di
inclinazione 72°
(Padova)
Sarebbe opportuno “inseguire” il movimento in modo tale da massimizzare la radiazione e quindi
i kWh/m2 di generazione del pannello. Questo si può fare utilizzando i sistemi ad inseguimento:
a un asse o a due assi.
32
5.2.1. Caratteristiche degli inseguitori
Generalmente gli impianti fotovoltaici sono installati su strutture fisse con inclinazione e
orientamento dei moduli stabiliti in sede di progetto. Si può però far ruotare il piano dei moduli
in modo tale da inseguire il sole lungo il suo percorso giornaliero e stagionale (evitando inoltre
fenomeni di ombreggiamento reciproco).
In questo modo si ottimizza la captazione della componente diretta della radiazione solare. La
tipologia del sistema ad inseguimento influisce sull’aumento di producibilità di energia rispetto
ad un impianto fisso.
Fattori da tenere in considerazione per la scelta di un sistema ad inseguimento:
-
maggiori costi di installazione (8-13%);
costi di manutenzione più elevati (a causa dei componenti di attuazione e controllo del
sistema ad inseguimento);
maggiore superficie orizzontale occupata per evitare fenomeni di ombreggiamento.
Tab. 2 - Caratteristiche degli inseguitori solari.
Strutture fisse
Esenti da manutenzione
Inseguitori mono-assiali
Necessità di manutenzione ordinaria
Montaggi semplice e trasporto dei
profili metallici agevole
Trasporto e montaggio più impegnativo
Risultato estetico in alcuni casi
modesto (soggettivo)
Risultato estetico armonioso (soggettivo)
Costo minore
Costo maggiore
Energia generata minore
Energia captata maggiore
Nessuna spesa energetica
Energia spesa per la movimentazione pari a
circa il 3% di quella producibile
Possibilità di ridurre l’impegno di ogni
fondazione aumentandone il numero
Necessità di disporre di superfici a terra
maggiori
Alcuni esempi
33
Fig. 31 - Esempi di inseguitori solari per impianti fotovoltaici.
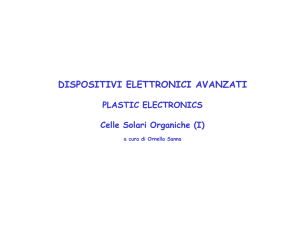
6. Fotovoltaico a concentrazione
Fig. 32 - Esempio di impianto fotovoltaico a concentrazione.
Il fotovoltaico tradizionale è basato su celle solari che per generare una quantità di energia
compatibile con i fini industriali/residenziali necessitano di elevate superficie a causa del loro
basso rendimento (~14%). Il fotovoltaico a concentrazione presenta una efficienza maggiore e
quindi richiede una minor superficie.
34
Il fattore di concentrazione elevato (~500 - 1500 X) permette di rimpiazzare grandi superficie
delle celle tradizionali con materiali molto economici per esempio stampati in materiale
plastico.
Fig. 33 - Particolare delle unità ottiche di concentrazione della radiazione solare.
Le celle solari tradizionali hanno un decadimento sensibile in funzione della temperatura (-0,3
%/K) mentre le celle a concentrazione sentono meno questo problema (-0,04 %/K): un notevole
vantaggio soprattutto per installazioni in climi molto caldi.
Per impianti di grande capacità, quando installati a terra il terreno viene spogliato della
possibilità di essere utilizzato per altri usi (ad esempio allevamento o coltivazioni): con il solare
a concentrazione invece è possibile utilizzare il terreno anche per altri scopi.
L’industrializzazione di questa tipologia di impianti ha buone prospettive: tutti i processi
interessati (esempio: stampaggio plastico, lavorazione dell’alluminio e del vetro, etc.) sono già
affidabili e diffusi.
35
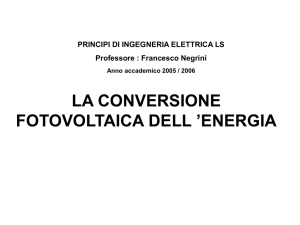
6.1. COME FUNZIONA
Una serie di specchi e parabole concentra la radiazione solare su una piccola superficie (<1
cm2);
Fig. 34 - Schema funzionamento di un concentratore solare.
Le riflessioni ottiche provocano una perdita di energia la quale viene compensata dall’elevato
rendimento delle celle a tripla giunzioni solitamente adottate in questa tipologia di impianti.
Fig. 35 - Rendimenti del fotovoltaico a concentrazione.
Grazie alla tripla giunzione, quasi tutto lo spettro di radiazione solare viene intercettato e
convertito in energia. L’efficienza della cella tripla giunzione tocca rendimenti del 43.5% in
prototipi provati in laboratorio, mentre si attesta sul 40% per configurazioni commerciali.
36
Fig. 36 - Celle a tripla giunzione.
La tipica dimensione di una cella è 5.5 x 5.5 mm2.
L’efficienza dipende dalla concentrazione oltre che dalla temperatura.
Fig. 37 - Efficienza in funzione della temperatura della
cella.
Fig. 38 - Efficienza in funzione del fattore di
concentrazione.
Poiché vi è una concentrazione dell’energia su una piccola superficie è necessario dotare la cella
di opportuni dissipatori termici. La loro progettazione e sviluppo dipende dall’installazione e,
poiché il rendimento della cella è legato alla sua temperatura, va condotta con attenzione.
37
Fig. 39 - Esempio di struttura di supporto e di dissipazione termica.
6.1.1. Dove conviene e perché
A causa del notevole calo del costo del silicio fotovoltaico (non previsto nel 2008), il CPV
rispetto la tecnologia tradizionale presenta un costo di impianto nettamente superiore (€/Wp);
tuttavia nell’ottica di una valutazione tecnico economica dell’impianto è l’energia generata che
va considerata.
La tecnologia CPV ha un rendimento nettamente maggiore del fotovoltaico tradizionale e la
differenza è tanto maggiore quanto più l’installazione si trova in una regione con clima caldo e
con un’elevata radiazione diretta (Direct Normal Irradiation, DNI).
Fig. 40 - Zone di maggior interesse per il fotovoltaico a concentrazione.
In queste situazioni la comparazione rispetto ad altre tecnologie potrebbe essere fatta con altre
metriche come ad esempio il metodo dell’LCOE (Levelized Cost of Electricity) che tiene in
considerazione sia il costo dell’impianto che la sua generazione energetica (€/kWh).
38
Fig. 41 - Costo dell'energia elettrica prodotto da differenti tecnologie fotovoltaiche in funzione della radiazione
diretta.
7. Riciclo dei moduli fotovoltaici
In questo capitolo vengono presentate le prospettive sul riciclo delle celle fotovoltaiche. Il
continuo incremento delle installazioni unito al fatto che la vita utile di un pannello
fotovoltaico si aggira sui 20-30 anni porterà ad avere volumi di materiale fotovoltaico da
riciclare assolutamente non trascurabili nel giro di pochi anni.
Ipotizzando una durata dei pannelli di 30 anni, l’andamento della quantità di materiale da
smaltire è rappresentato nella Fig. 42.
Fig. 42 - Andamento della quantità di materiale fotovoltaico da smaltire nel tempo.
39
A fine 2012 in Europa erano installati ben più di 4 milioni di tonnellate di materiale relativo ad
impianti fotovoltaici. Se non si adottano soluzioni efficaci per il riciclo, a partire dall’anno 2040
circa un milione di tonnellate di materiale fotovoltaico dovrà essere smaltito ogni anno.
Di seguito sono descritte brevemente alcune tecnologie esistenti per riciclare parte dei materiali
utilizzati negli impianti.
7.1. TECNOLOGIE PER IL RICICLO
PV-Cycle ha istituito un sistema volontario di raccolta e smaltimento di pannelli fotovoltaici a
fine vita. First Solar ha realizzato l’unico sistema industriale prefinanziato per la raccolta ed il
riciclo di moduli fotovoltaici a film sottile.
L’aspetto critico per il riciclo dei pannelli fotovoltaici è la presenza dell’EVA (acetato viniletilenico): esso agisce da forte adesivo e non permette che vi sia una semplice separazione
meccanica dei diversi materiali.
Di seguito vengono brevemente presentati i processi per il recupero dei pannelli fotovoltaici
esistenti e in fase di sviluppo.
7.1.1. Processo Solar Cells Inc. per c-Si
Le principali caratteristiche di questo processo sono:
-
Sviluppato per moduli basati su EVA e Tedlar.
Separazione manuale backsheet dopo riscaldamento
Pirolisi dell’EVA in gas inerte a 500°C
Processo non entrato in uso a livello industriale
Processo non economico in Europa a causa di leggi per il controllo delle emissioni dovute
alla pirolisi
7.1.2. Processo BP Solar
Le principali caratteristiche di questo processo sono:
-
Presentato nel 1994 alla conferenza sul PV di Amsterdam
Basato sulla decomposizione dell’EVA usando acidi minerali
Processo non adatto a tutti i materiali plastici e tutte le formulazioni
Processo funzionante solo su moduli da specifiche ben definite
Processo non industrializzato
7.1.3. Processo Cellspa
Le principali caratteristiche di questo processo sono:
-
Basato sul rigonfiamento dell’EVA a seguito di immersione in limonene.
Non consente il recupero di celle intere che vengono rotte a causa delle tensioni causate
dal rigonfiamento dell’EVA
Il trattamento richiede tempi molto lunghi
Processo non industrializzato
40
7.1.4. Processo Solar World
Operativo a livello industrial pilota dal 2003 presso Deutsche Solar a Freiburg. Le principali
caratteristiche di questo processo sono:
-
Separazione manuale di cornici in alluminio e junction box
Decomposizione delle materie plastiche del modulo con trattamento termico in forno a
450°C
Separazione manuale delle celle intere, del vetro e delle connessioni elettriche
Trattamento chimico superficiale dei wafer per eliminare ARC e drogaggio
Recupero di wafer o recupero di silicio da trattare per rifusione in caso di celle rotte
Trattamento termico per delaminazione.
-
Materiali plastici inceneriti in forni a circa 450°C
Separazione manuale di vetro, celle e collegamenti elettrici
Vetro inviato a sistemi di riciclo dedicati
Metalli inviati a sistemi di riciclo dedicati
Celle solari trattate chimicamente per essere riutilizzate come wafer
Trattamento chimico delle celle intere
-
Rimozione delle metallizzazioni
Rimozione trattamento anti riflesso
Rimozione isotropica dopaggio n+ e p+
Trattamento superficiale
Asciugatura
I principali svantaggi di questo metodo sono:
-
Emissioni dovute a trattamento ad alta temperatura;
Processo batch a bassa resa;
Non adatto a trattare grossi volumi di moduli a fine vita
7.1.5. Processo Firts Solar per CdTe
Le principali caratteristiche di questo processo sono:
-
Primo programma industriale pre-finanziato per raccolta e riciclo di moduli fotovoltaici
Adatto a moduli vetro-vetro al CdTe e facilmente modificabile per trattare anche moduli
al CdTe
7.1.6. Ricerca in corso @ UNIPD
La “c-Si” è la tecnologia fotovoltaica più utilizzata; la maggior parte di moduli al c-Si usano EVA
come incapsulante; la separazione dei materiali è difficile a causa dell’elevato potere adesivo
dell’EVA.
L’EVA può essere incenerito o pirolizzato ad alta temperatura (450°C) per recuperare vetro e
silicio; purtroppo l’incenerimento e pirolisi dei polimeri è causa di emissioni tossiche e dannose.
7.1.6.1. Delaminazione con RF (radio frequenza)
Materiali dielettrici sottoposti a campi elettrici ad alta frequenza possono essere riscaldati
mediante riscaldamento a perdite dielettriche.
Il calore è generato all’interno dei materiali dielettrici quindi l’EVA può essere riscaldato con
campi elettrici a RF. Il Si contribuisce al riscaldamento dell’EVA.
41
L’EVA decompone ad alte temperature (450°C) con emissioni dannose; questo non avviene nel
processo a radio-frequenza in quanto la de-laminazione è condotta a bassa temperatura (80°C).
Inoltre non ci sono combustioni riduzione emissioni.
La separazione del vetro è possibile grazie alla riduzione del potere adesivo dell’EVA.
Fig. 43 - Campione di cella fotovoltaica trattata con processo di de-laminazione a radio-frequenza.
42
Progetto Modef finanziato nell'ambito del Programma per
la Cooperazione Transfrontaliera Italia-Slovenia 20072013, dal Fondo europeo di sviluppo regionale e dai fondi
nazionali.
Projekt Modef sofinanciran v okviru Programa čezmejnega
s o d e l o v a n j a S l o v e n i j a - I t a l i j a 2007-2013
iz sredstev Evropskega sklada za regionalni razvoj in
nacionalnih sredstev.
43