Università degli Studi di Ferrara
Facoltà di Scienze MM.FF.NN.
CdL in Tecnologie Fisiche Innovative
Sistemi di Qualità, collaudi e controlli
Prof. Renato Barbieri
Statistica: le grandezze, i sette strumenti, i controlli (terza parte)
Statistica: i collaudi
Ci sono varie parole che si riferiscono alle attività eseguite su un
prodotto.
• Provare (da Probus ossia Buono, Abile)
• Collaudare (da Cum laude ossia Giudicato regolare)
• Certificare (da Certum facere ossia Dichiarare certo)
• Verificare (da Verum facere ossia Dichiarare vero)
• Validare (da Validus ossia Robusto, Efficace)
• Controllare (dal francese Contre-rôle ossia A fronte di un registro)
In tutti questi verbi si trova un doppio concetto di
• analizzare il risultato di una produzione
• lasciare una traccia di questo studio
In termini di Qualità, questi sono i due obiettivi di ogni collaudo.
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE
Statistica: valore desiderato e limiti
Il collaudo richiede la possibilità di misurare delle grandezze.
Per ogni grandezza, è necessario conoscere:
• valore desiderato (altri nomi sono: valore nominale, di
specifica, di target)
• limiti di tolleranza (altri nomi sono: di specifica)
I limiti di tolleranza sono normalmente due: uno superiore al valore
desiderato ed uno inferiore (possono essere espressi in assoluto o
in relativo). In letteratura (anglosassone) hanno come acronimi
USL e LSL (Upper Specification Limit e Lower Specification
Limit). In Italiano, LSS e LIS.
Una grandezza si può giudicare in specifica se il suo valore cade
all’interno dell’intervallo determinato da USL e LSL.
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE
Statistica: momenti in cui collaudare
Ci sono tre momenti fondamentali per il collaudo:
• In ingresso (sono misurazioni effettuate su componenti e
semilavorati provenienti da fornitore esterno o interno)
• Intermedio (sono misurazioni sul prodotto con processo in corso)
• Finale (sono misurazioni sul prodotto finito, prima della sua
consegna a cliente esterno o interno)
Il momento del collaudo è un compromesso tra i costi della misura e
quelli del rischio dello scarto o della rilavorazione.
Gli strumenti statistici offrono la possibilità di prevedere l’evoluzione
del processo.
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE
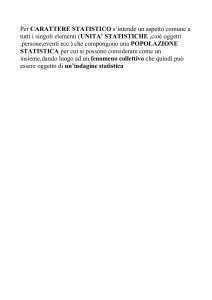
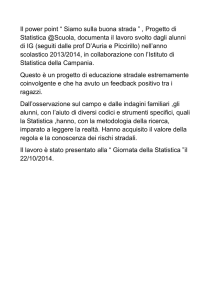
Statistica: cosa ci si può attendere
Ipotesi:
Distribuzione Normale
M=Media
=Deviazione std.
Le percentuali sono
quelle dei campioni
fuori dall’intervallo.
Il quesito:
•posizione di M rispetto
al target
•posizione di USL e LSL
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE
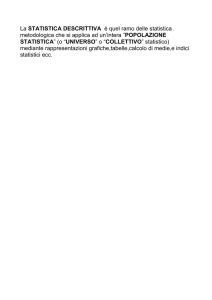
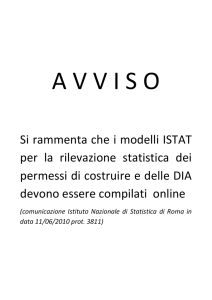
Statistica: casi possibili
Il grafico (a) mostra il caso di media
centrata rispetto a USL e LSL: gli scarti
dipendono da
, secondo le % indicate.
Se limiti coincidono con
, la
percentuale è 0.27% (2700 ppm).
Il grafico (b) mostra il caso di media
che si è spostata rispetto al target
:
la percentuale di scarti (sopra USL) è di
molto superiore alle percentuali indicate.
Il grafico (c) mostra il caso di deviazione
che è aumentata rispetto
: la curva
si è schiacciata per cui la percentuale di
scarti (sia oltre USL che oltre LSL) è di
molto superiore alle percentuali indicate.
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE
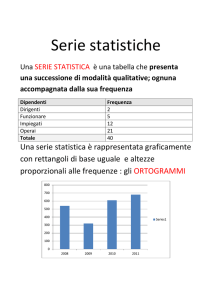
Statistica: Indici di capacità del processo
Si chiama Indice di capacità del processo
(Process Capability ratio) il rapporto
Può essere interessante la percentuale di
Banda di specifica utilizzata dal processo,
calcolata come
Entrambe queste grandezze sono significative per media
centrata sul valore target.
Per
lo scarto prevedibile, in caso di media centrata e di
distribuzione normale, è pari a 2700 ppm. La Banda di specifica
utilizzata è eguale al 100%.
I valori normalmente richiesti per l’Indice di capacità sono fra 1.33
e 1.67 (con P fra 60% e 75%).
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE
Statistica: capacità e centratura
Poiché l’ipotesi di processo centrato sul valore target non sempre
si realizza, si può valutare l’Indice di capacità
.
Dati i due indici unilaterali
vale
Normalmente
è inferiore a
centrata, ossia per
.
, essendo eguale solo per Media
viene definito come Capacità potenziale del processo.
viene definito come Capacità effettiva.
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE
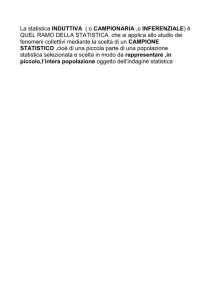
Statistica: esempio di Indici di capacità
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE
Statistica: il campionamento
La media della popolazione
e la sua deviazione standard
non sono di solito noti.
Si è già detto del costo della misurazione del processo. Ammesso però di disporre di
campioni rappresentativi della popolazione, una tecnica efficiente è stimare, sulla base
della distribuzione di tali campioni, le corrispondenti grandezze.
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE
Statistica: Carta di Controllo (X - bar and R)
La carta prevede un certo numero m di rilevazioni (sottogruppi), costituite
ciascuna di n campioni (samples). Tipicamente m=25 e n=5.
Per ogni sottogruppo si calcola la Media e il Range
campionari.
La Media delle medie sarà data da
Il Range medio da
La Deviazione standard stimata è data dalla
La Media stimata è data dalla
I parametri per X - bar
I parametri per R
Le costanti d2, A2, D3 e D4 sono tabulate in letteratura e dipendono da n.
UCL, LCL e CL sono Upper e Lower Control Limits e Central Line.
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE
Statistica: Carta X - bar and R (continua)
I Limiti di Controllo della carta servono ad identificare eventuali punti
che eccedano i limiti stessi e indichino quindi cause speciali da
rimuovere.
Poiché tali limiti per la X sono funzione di R, nel caso di vari
Sottogruppi con grossa dispersione dei loro n campioni, si potrebbe
avere un R medio elevato e dunque anche limiti così ampi, da non
consentire alcun controllo. Bisogna quindi curare prima la parte R
della Carta per evitare questo rischio.
Una volta che il processo è sotto controllo, può essere conveniente
usare il valore target come Linea Centrale per la parte X.
I Limiti di Specifica ed i Limiti di Controllo non sono legati da
alcuna relazione matematica o statistica.
Un processo può essere sotto controllo ma fuori specifiche.
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE
Statistica: Carta X - bar and R (continua)
Se il processo è sotto controllo, è possibile studiarne le tendenze.
Si può notare un andamento ciclico:
•Temperatura
• Pressione
• Affaticamento operatore
• Turnazioni
Si può notare una doppia
distribuzione:
• Caso sovracontrollo
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE
Statistica: Carta X - bar and R (continua)
Si è spostato il valore medio:
• Nuovo metodo
• Nuovo materiale
• Regolazione macchina
Si presenta una deriva:
• Condizioni ambientali
• Usura utensili
• Affaticamento
Si presenta una stratificazione:
• Limiti eccessivamente larghi
• Campionamento non rappresentativo
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE
Statistica: Carta di Controllo (X - bar and S)
La carta prevede un certo numero m di rilevazioni (sottogruppi), costituite
ciascuna di n campioni (samples). Tipicamente m=25 e n=5.
Per ogni sottogruppo si calcola la Media e la Deviazione Standard
campionarie.
La Media delle medie sarà data da
La Deviazione standard media da
La Deviazione standard stimata è data dalla
La Media stimata è data dalla
I parametri per X - bar
I parametri per S
Le costanti c4, A3, B3 e B4 sono tabulate in letteratura e dipendono da n.
UCL, LCL e CL sono Upper e Lower Control Limits e Central Line.
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE
Statistica: le carte X & R e X & S
Il calcolo della Varianza e della Deviazione Standard per gli n
campioni di ogni sottogruppo è un poco più laborioso di quello del
Range.
Questo è il motivo per cui la carta X & R precorre storicamente la
carta X & S.
Il software dovrebbe ridurre questa differenza.
La carta X & S dovrebbe essere privilegiata:
• se n grande (maggiore di 10)
• se i sottogruppi hanno dimensioni diverse nella stessa carta
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE
Statistica: le carte X & R e X & S - dinamica
Poiché lo scopo delle Carte di Controllo è quello di prevedere la
evoluzione di un processo, in base allo stato corrente, non è
normalmente importante sapere come si è giunti alla condizione
presente.
Anzi può essere svantaggioso che i calcoli siano influenzati da
dati, che possono risalire a tempi molto distanti e situazioni molto
cambiate (il sistema risulterebbe meno reattivo).
Questo è il motivo per cui si sceglie di mantenere il numero di
Sottogruppi costante nel tempo, scartando ad ogni nuovo
sottogruppo pronto il più vecchio.
Se m (numero sottogruppi) vale 25:
• al 26-esimo sottogruppo si scarta il primo
• al 27-esimo sottogruppo si scarta il secondo
• al 28-esimo sottogruppo si scarta il terzo
• etc.
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE
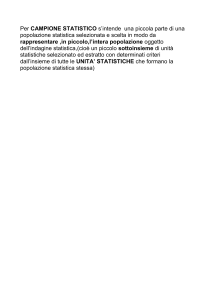
Statistica: le carte X & R e X & S - costanti
Una porzione della tabella con le costanti per le Carte di Controllo che è
reperibile in letteratura:
Corso Sistemi di Qualità, collaudi e controlli – Tecnologie Fisiche Innovative - UNIFE