Tecnologie non convenzionali")
Tecnologia Meccanica – prof. Luigi Carrino
LE TECNOLOGIE NON
CONVENZIONALI
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni per asportazione di materiale
Nelle lavorazioni per asportazione di truciolo tradizionali il materiale è rimosso
grazie all’energia meccanica a disposizione di un utensile reale o indefinito
Energia
(meccanica)
Vi sono altre forze capaci di rimuovere materiale, inoltre la stessa azione
meccanica può essere esercitata non solo con l’utilizzo di utensili taglienti.
Le lavorazioni non convenzionali si differenziano dalle lavorazioni convenzionali
principalmente per l’assenza di un utensile e dunque del contatto utensilepezzo.
Tecnologia Meccanica – prof. Luigi Carrino
Classificazione delle tecnologie di asportazione di materiale non
convenzionali
Tecnologie convenzionali
Tecnologie non convenzionali
Tecnologia Meccanica – prof. Luigi Carrino
Vantaggi e svantaggi delle tecnologie non convenzionali
1) Possibilità di lavorare materiali “innovativi” quali:
•
•
•
•
•
•
•
Materiali ceramici
Fibre sintetiche
Leghe di titanio
Leghe di alluminio
Leghe di silicio
Superleghe
Materiali polimerici
2) Materiali più “classici” con caratteristiche meccaniche
elevate o di forme e finiture particolari (microfori,
rugosità superficiale controllata e cavità di stampi) non
realizzabili per asportazione classica
3) Finiture superficiali e tolleranze migliori di quelle
ottenibili mediante processi tradizionali
Tecnologia Meccanica – prof. Luigi Carrino
Vantaggi e svantaggi delle tecnologie non convenzionali
4) Lavorazioni di particolari troppo flessibili o sottili per
sopportare elevate forze di taglio
5) Ridotti incrementi locali di temperatura
6) Ridotte tensioni residue nel pezzo in lavorazione
A questo fa da contrappeso un elevato costo iniziale e la
necessità di conoscenze teoriche e tecniche di alto livello
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con ultrasuoni
Cosa sono gli ultrasuoni :
• Vibrazioni meccaniche a frequenze superiori a quelle percepibili
dall’orecchio umano a causa delle peculiarità strutturali dell’orecchio medio.
• Range di frequenza : > 20kHz (soglia di percezione convenzionale)
Campi di utilizzo degli ultrasuoni:
o Medico (Ecografia, litotrissia, trattamento di tumori)
o Industriale (Controlli non distruttivi, saldature, lavorazioni per abrasione,
pulizia superficiale)
o Civile - Militare (Sonar)
Nel campo delle lavorazioni non convenzionali ci occuperemo di lavorazioni
per abrasione con ultrasuoni
Tecnologia Meccanica – prof. Luigi Carrino
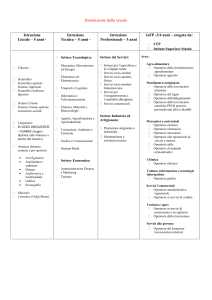
Lavorazioni con ultrasuoni
Flusso di abrasivo
utensile
Materiale in lavorazione
• Un trasduttore piezoelettrico trasmette il moto
vibrazionale ad un utensile di materiale molto duttile
• Tra utensile e pezzo fluisce una sospensione di acqua
e particelle abrasive
• L’impatto tra l’utensile e le particelle di abrasivo
causano tensioni di contatto molto elevate nel pezzo in
lavorazione, causando microfratture localizzate.
Tecnologia utilizzata per le lavorazioni di materiali molto fragili e duri (ceramici, carburi,
pietre preziose, vetro, acciai temprati)
La profondità dei fori è limitata, inoltre l’utensile tende a degradare rapidamente nel
tempo
Tecnologia Meccanica – prof. Luigi Carrino
Ultrasonic Machining
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con getto d’acqua
Taglio con getto d’acqua - Water Jet (WJ)
Taglio abrasivo con getto d’acqua – Abrasive Water Jet (AWJ)
Tecnologia Meccanica – prof. Luigi Carrino
Taglio con getto d’acqua
L’energia necessaria per il taglio è ottenuta concentrando un getto d’acqua ad alta
pressione (4000÷7000 bar). L’ugello di uscita ha una dimensione compresa tra 0.10.35 mm.
Il cuore del sistema è l’intensificatore che porta la pressione dell’acqua fino alla
pressione di lavoro. Questa pressione consente di ottenere in uscita una velocità del
getto superiore di 2.5 volte quella del suono.
La tecnologia a idrogetto è in grado di tagliare quasi tutti i materiali con buona
precisione e fino a spessori di150 mm.
L’aggiunta di materiali abrasivi al getto permette di aumentare la velocità di taglio e lo
spessore lavorabile.
L’ugello di taglio può essere stazionario o integrato con il sistema di
movimentazione della macchina e comandato mediante controllo numerico.
Effettuato il taglio, l’energia residua del getto deve essere dissipata nel dispositivo
sottostante la zona di taglio e che deve consentire anche la raccolta del materiale
asportato e dell’eventuale abrasivo spento.
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con getto d’acqua
Testa di taglio
Tecnologia Meccanica – prof. Luigi Carrino
Taglio con getto d’acqua vantaggi
• Sistema facilmente automatizzabile, permette la realizzazione di profili complessi
• Geometria del solco e finitura delle pareti dipendono dalla scelta dei parametri tecnologici
• Non si hanno distorsioni ed effetti termici
• Il taglio è molto accurato
• Non si hanno modifiche strutturali anche in materiali spessi
• Forze di taglio ridotte, non sono indispensabili fissaggi particolarmente robusti
• Possibilità di tagliare materiali verniciati o coperti da film protettivi.
• Il processo di taglio avviene a livello microscopico per cui la natura e la finitura superficiale
del materiale da lavorare non costituiscono fattori critici. Questo permette di tagliare
pannelli rinforzati con fibre, con strutture a nido d’ape, a sandwich con materiali eterogenei,
con superfici riflettenti.
• Nonostante l’alta energia cinetica non ci sono deformazioni, i bordi tagliati sono netti e le
bave assenti
Tecnologia Meccanica – prof. Luigi Carrino
Waterjet in azione
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio ad alta energia
Tre tipi di lavorazioni con fascio ad alta
energia:
• Lavorazioni con fascio plasma
• Lavorazioni con fascio laser
• Lavorazioni con fascio elettronico
Tutti e tre i fasci energetici possono essere
usati per asportare materiale o per saldare
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio plasma
Il plasma è una colonna di gas ionizzati ad alta temperatura. I processi di lavorazione
mediante plasma utilizzano un gas ionizzato (plasma) come mezzo per trasferire
energia termica da una sorgente di potenza elettrica alla superficie del materiale in
lavorazione. Il gas ionizzato presenta interessanti caratteristiche di sensibilità
magnetica e conducibilità elettrica e che rendono possibile la lavorazione di materiali
metallici in spessori rilevanti o di materiali altrimenti difficili da tagliare.
Le lavorazioni tecnologiche al plasma possono essere divise in due macro classi,
sostanzialmente riconducibili a due famiglie di plasmi: plasmi caldi e plasmi freddi.
Tale suddivisione è effettuata in funzione della temperatura (e di conseguenza della
densità di ionizzazione), che le specie pesanti raggiungono. Nei plasmi caldi le specie
pesanti hanno mediamente la stessa temperatura delle particelle leggere (intorno ai
10.000 °C) ed il plasma può considerarsi in equilibrio termico. Nei plasmi freddi invece
il gas non è in equilibrio termico, ovvero le particelle pesanti hanno temperature
anche notevolmente inferiori (attorno ai 500-800°C) r elativamente alla temperatura
elettronica. Le diverse temperature e condizioni raggiunte dalle due classi di plasma,
condizionano la tipologia di applicazioni a cui sono destinate. Le principali applicazioni
di plasma freddo riguardano quei processi termici, che richiedono una trasformazione
selettiva e limitata dei materiali (fusione selettiva, trattamenti termici localizzati, etc.)
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio plasma
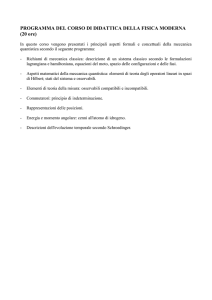
Nelle lavorazioni con plasma (Plasma Arc Machining,
PAM) un gas viene fatto passare attraverso un arco
elettrico, che lo ionizza, e raggiunge temperature
superiori ai 30000 °C. Per produrre il plasma si fa
generalmente ricorso ad una torcia.
Un arco elettrico viene innescato sull’estremità di un elettrodo
refrattario (1) contenuto all’interno di una corrente di gas (o di
miscele di gas). Il gas lambisce un elemento cilindrico di
tungsteno riscaldato, che funziona da catodo (emettitore
termoionico) e fuoriesce da uno stretto orifizio (2). In queste
condizioni l’arco riscalda le molecole di gas, che vengono
portate ad altissima temperatura, sufficiente ad assicurare la
ionizzazione. La torcia plasma pertanto assolve
contemporaneamente più compiti: sostiene elettrodo ed ugello,
conduce il refrigerante, contiene e guida il flusso di gas
durante la ionizzazione ed il passaggio del plasma.
1 elettrodo refrattario: emettitore termoionico (catodo)
2 orifizio
3 guide per i gas
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio plasma
Il gas ad alta temperatura aumenta il suo volume, costretto dall’ugello esce
a velocità supersoniche verso il pezzo in lavorazione. Più piccolo è il
diametro dell’ugello maggiori sono le temperature raggiunte e pertanto
maggiore è la densità di potenza fornita dal fascio.
La superficie del pezzo si riscalda, fonde e vaporizza per due motivi:
•il fascio plasma riscalda per convezione
•gli elettroni, che si ricombinano con gli ioni a ricostituire la molecola,
rilasciano energia sotto forme di calore e radiazione luminosa
Il getto di gas che fuoriesce dal solco di taglio provvede infine ad
allontanare bave e sfridi di lavorazione dalla superficie inferiore del solco di
taglio.
In alcuni casi (gas di taglio ossigeno od aria) si aggiunge un terzo
contributo termico dovuto alla reazione esotermica del processo di
ossidazione dell’ossigeno.
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio plasma
Il taglio plasma dei metalli combina due azioni:
•la prima termica, provoca la fusione del metallo di base. L’energia messa in
opera di origine elettrica. Tuttavia nel caso dell’ossigeno può intervenire una
reazione termo-chimica nelle zone dove le temperature permettono la reazione
di ossidazione.
•la seconda cinetica, provoca l’evacuazione del liquido che si è formato Si
ottiene così la separazione del materiale lungo un solco di taglio, caratterizzato
da una geometria tipica delle lavorazioni mediante fascio termico.
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio plasma
Svantaggi
• alto costo d’investimento
• scarsa qualità del taglio
• limitata trasportabilità
• produzione di fumi, rumore e
radiazioni
• danneggiamento
microstrutturale
Vantaggi
• precisione nell’ordine dei
decimi di millimetro;
•elevata produttività
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio laser
LASER:
Light
Amplification by
Stimulated
Emission of
Radiation
Fascio di radiazione elettromagnetica ottenuta grazie al
fenomeno dell’emissione stimolata.
Caratteristiche del fascio:
Elevata coerenza cromatica (emissione su una sola
lunghezza d’onda)
Elevata coerenza temporale (i fotoni sono emessi tutti
con la stessa fase temporale)
Elevata coerenza spaziale (I fronti d’onda si propagano
a bassa divergenza)
Date le sue caratteristiche, un fascio laser può essere focalizzato su aree di
dimensioni paragonabili alle lunghezze d’onda della radiazione:
Piccole aree = grande densità di potenza
Un fascio laser può essere adoperato per:
-Saldare
-Forare
-Tagliare
-Trattare termicamente le superfici
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio laser
Un laser viene identificato con il mezzo attivo adoperato :
laser a CO2, a Nd:YAG, ad HeNe, al Rubino
Oppure con lo stato fisico del mezzo:
Laser a gas, a liquido, allo stato solido
Esistono anche diodi ad emissione LASER (i comuni
puntatori)
La fonte laser può funzionare sia emettendo in contiuno
(laser CW) che in modo pulsato (PW); in quest’ultimo caso
al posto della potenza emessa si preferisce parlare di
potenza media oppure direttamente di energia dell’impulso.
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio laser
Coefficiente di assorbimento di alcuni materiali metallici al
variare della lunghezza d’onda incidente:
In realtà questi valori
aumentano notevolmente una
volta raggiunta la fusione del
materiale superficiale.
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio laser
Schema tipico di sistema di lavorazione laser:
Il sistema di
raffreddamento si
rende necessario a
causa dei bassi
livelli di rendimento
delle fonti laser
(difficilmente
superiori al 10-15%,
laser di elevato
rendimento
raggiungono il 20%)
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio laser
Testa di taglio laser
I gas di assistenza possono essere inerti
(He, Ne, Ar) oppure attivi (O2, Aria)
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio laser
Lavorazioni di taglio con fascio laser:
Il fascio laser incidente
aumenta localmente la
temperatura, portando
rapidamente il
materiale in condizioni
di vaporizzazione.
La pressione del gas di
assistenza spinge il
materiale fuso e
vaporizzato lontano dal
solco di taglio.
Nel caso di taglio con
ossigeno si innescano
reazioni di ossidazione
esotermiche che
facilitano il taglio.
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio laser
Formazione del solco
La particolare forma del solco è dovuta al
meccanismo di fusione ed
allontanamento del materiale da
rimuovere
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio laser
Vantaggi
• Limitata zona termicamente alterata
⇒minime distorsioni;
• bordi di taglio stretti e paralleli;
• taglio indipendente dalla durezza del
materiale;
• capacità di operare su profili complessi;
• Processo estremamente rapido;
• Qualità elevata;
• Processo facilmente automatizzabile;
• Assenza di usura;
• Taglio omnidirezionale;
• Processo silenzioso;
Svantaggi
• Costo del sistema
• Limite degli spessori tagliabili
• Processo termico
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio elettronico
La fonte di energia dell’EBM (ElectronBeam Machining) è costituita da un fascio
di elettroni ad alta velocità che colpiscono
la superficie del pezzo.
I meccanismi di trasmissione dell’energia e
le applicazioni sono simili a quelle proprie
del fascio laser, con la differenza che i
sistemi di lavorazione a fascio di elettroni
richiedono il vuoto spinto.
Con la tecnologia del fascio elettronico è
possibile:
-Tagliare
-Forare
-Saldare
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio elettronico
Schema di un cannone elettronico:
Il filamento (catodo caldo) è riscaldato in
modo da avere una emissione di
elettroni grazie all’effetto termoionico; il
campo elettrico tra catodo e anodo ha il
compito di accelerare gli elettroni fino a
conferirgli la desiderata energia cinetica.
La “lente” di focalizzazione è un
particolare elettrodo detto “cilindro di
Wehenelt”
Tensione di accelerazione: 30000V CC
Potenze massime: 60 kW
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni con fascio elettronico
Vantaggi
• Limitata zona termicamente alterata
⇒minime distorsioni;
•Elevate profondità di penetrazione
• bordi di taglio stretti e paralleli;
• taglio indipendente dalla durezza del
materiale;
• capacità di operare su profili complessi;
• Processo estremamente rapido;
• Qualità elevata;
• Processo facilmente automatizzabile;
• Assenza di usura;
• Processo silenzioso;
Svantaggi
•Costo del sistema;
•Processo termico;
•Necessità di lavorare a vuoto
spinto;
•Emissione di raggi X (pericoli per
la salute)
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni per elettroerosione
Erosione dei metalli attraverso una successione di scariche elettriche
Schema di un impianto di elettroerosione •Si basa sulla azione termica di scariche
elettriche tra utensile e pezzo
(l’asportazione di materiale si ha per
effetti termici, ma anche elettrici e
meccanici)
•Per aumentare l’efficienza delle
scariche, queste vengono fatte scoccare
all’interno di un liquido dielettrico. Il
dielettrico diminuisce la sezione
dell’arco
• Viene generato un campo elettrico tra elettrodo e
pezzo
• Si forma un canale ionizzato tra elettrodo e pezzo con
accensione della scintilla e fusione locale del pezzo
• Interruzione della corrente ed implosione della scintilla
• Evacuazione delle particelle metalliche per mezzo del
lavaggio del dielettrico
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni per elettroerosione
Esistono due varianti principali dell’elettroerosione:
Elettroerosione a filo (WEDM)
Elettroerosione a tuffo
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni per elettroerosione
Esistono due varianti principali dell’elettroerosione:
Elettroerosione a filo (WEDM)
un filo percorre molto lentamente il
profilo programmato, mentre le scariche
elettriche erodono progressivamente il
materiale come i denti di una sega. Con
l’elettroerosione a filo si tagliano
spessori fino a 500 mm e si fabbricano
punzoni, utensili e matrici di materiale
duro. Il filo è in bronzo, rame o
tungsteno con un diametro minimo di
circa 0,25 mm. Viene continuamente
rinnovato riavvolgendolo
su una bobina (a circa 2.5 mm/s) ed è
relativamente poco costoso. Il filo viene
mantenuto ad una distanza costante dal
pezzo in lavorazione controllando i
parametri di scarica
Elettroerosione a tuffo
un elettrodo che riproduce in negativo il
particolare da ottenere sul pezzo viene
posto in prossimità del pezzo e polarizzato;
le scariche elettriche che si generano una
volta raggiunta la tensione critica erodono il
materiale riproducendo fedelmente la forma
dell’elettrodo.
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni per elettroerosione
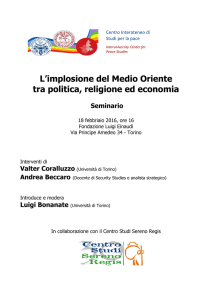
Elettroerosione a tuffo
Produzione per elettroerosione di 614
iniettori del motore J-2 del razzo vettore
Saturn V. (fonte: Wikipedia)
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni per elettroerosione
Vantaggi
Possibilità di lavorare:
•Fori profondi di piccolo diametro
•Fessure strette
•Forme complesse e articolate
•Microfori su metallo duro
•Buone tolleranze dimensionali
•Usura dell’utensile indipendente dalla
durezza del pezzo
Svantaggi
•Problemi per l’usura dell’utensile
•Lavorazione limitata ai soli
materiali conduttori di elettricità
•Rugosità pronunciata
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni elettrochimiche
Le lavorazioni elettrochimiche si basano su
fenomeni elettrochimici, in particolare
sull’erosione elettrochimica (una forma di
corrosione galvanica)
A differenza delle lavorazioni di
elettroerosione in questo caso non si ha
mai lo scoccare della scintilla, inoltre
l’elettrolita è un mezzo attivo nella
lavorazione.
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni elettrochimiche
L’elettrolita porta in soluzione i prodotti
della reazione anodica che si sviluppa sul
pezzo in lavorazione producendo una
cavità
Utensile (catodo) in ottone, rame o bronzo
Elettrolita: soluzione in acqua di cloruro di
sodio o di nitrato di sodio
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni elettrochimiche
Vantaggi
•Superfici prive di bave (usato anche per
sbavatura)
•L’usura dell'utensile è molto ridotta anche
se i materiali in lavorazione hanno durezza
elevata
•Non provoca danneggiamento termico
delle parti lavorate
•L'assenza di forze di taglio previene la
possibilità di distorsioni meccaniche sia a
livello macroscopico che microstrutturale.
Svantaggi
•Lavorazione limitata ai soli
materiali conduttori di elettricità
•Rugosità pronunciata
•Per alcuni materiali, alterazioni
nella resistenza a fatica
•L’elettrolita deve essere
rigenerato, periodicamente o in
continuo.
•Tollerante non molto strette
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni chimiche
Si utilizzano soluzioni acide o alcaline per attaccare localmente o dissolvere
chimicamente il materiale
Due le varianti più diffuse: fresatura chimica e tranciatura fotochimica
FRESATURA CHIMICA:
Mediante fresatura chimica
vengono prodotte piccole
cavità, anche di forma
complessa, su lamiere, pezzi
forgiati o estrusi; le zone del
pezzo che non devono subire
asportazione vengono protette
mediante mascheratura
della superficie o attraverso
immersione parziale nel
reagente. Molto usata in campo
aeronautico
TRANCIATURA FOTOCHIMICA:
Il materiale viene asportato,
solitamente da lamiere di spessore
molto sottile, mediante una tecnica
di fotoincisione. Il lamierino da
tranciare viene ricoperto da un
liquido fotosensibile (fotoresistore)
e fatto reagire alla luce in modo che
le zone da asportare non siano
illuminate; Il lamierino viene
immerso in una vasca piena di
reagente, come nella fresatura
chimica, o spruzzato di reagente
che agisce solo nelle zone non
rivestite
Tecnologia Meccanica – prof. Luigi Carrino
Lavorazioni chimiche
VANTAGGI
•Asportazione uniforme
•Operatori anche non qualificati
•Buone finiture e tolleranze
•Bassi costi
SVANTAGGI
•Non possono essere ottenute geometrie
che prevedono angoli molto acuti, rilievi
molto pronunciati, cavità profonde e sottili,
conicità molto precise.
•Difficoltà di lavorazione di pezzi dalla
superficie porosa o fortemente irregolare.
•Tasso di rimozione piuttosto basso.
•Nessun controllo della rugosità
•Solo alluminio e sue leghe
•Pericoloso per la salute
 Tecnologie non convenzionali")