Bollettino Panta Rei (2016) 15:20-29
CONTRIBUTO SCIENTIFICO
Reologia dei polimeri: quanto può aiutare l’industria?
Dino Ferri
Versalis S.p.A., Basic Chemicals and Plastics Research Center, Via Taliercio 14, Mantova, I46100 – Presidente dell’Associazione Italiana di Reologia - SIR
Ricevuto: 20 maggio 2016 / Accettato: 23 maggio 2016 / Pubblicato online: 30 giugno 2016
Sommario Dopo la nascita ufficiale della reologia
nel 1929, il comportamento viscoelastico dei fusi
polimerici ha dato gli stimoli più importanti allo
sviluppo delle basi teoriche di questa branca della
fluidodinamica che si occupa di fluidi complessi. La
presenza di significative componenti elastiche dello
sforzo in esperimenti di taglio ha evidenziato
numerosi fenomeni fino ad allora sconosciuti ed
estremamente ricchi di spunti per la comunità
scientifica. A distanza di alcuni decenni si può
affermare che le “instabilità idroelastiche”, vere e
proprie “idiosincrasie” mostrate da questi materiali
durante i processi di trasformazione, sono state
spiegate e superate con svariate strategie. Questo
lavoro si propone di mettere in luce, con alcuni
esempi applicativi, quanto l’industria della
trasformazione dei polimeri possa trarre vantaggio
dallo studio e comprensione del comportamento
reologico di questi materiali.
Parole chiave polimeri,
instabilità, processabilità
viscosità, elasticità,
Abstract After the official birth of rheology in
1929, the viscoelastic behavior of molten polymers
strongly encouraged the development of the
theoretical basis of this branch of fluid dynamics
dealing with complex fluids. The presence of
significant elastic stress components in shear
experiments highlighted several phenomena,
unexplored at that time, and food for thoughts for
the scientific community. After few decades we can
say that the “hydro-elastic instabilities”, real
“idiosyncrasies” exhibited by these materials during
transformation processes, have been explained
__________________________________________________
e-mail di D. Ferri:
[email protected]
and overcome using several strategies. The aim of
this work is to point out, with a few practical
examples, how the polymer transformation
industry can take advantage by the study and
understanding of the rheological behavior of these
materials.
Keywords
polymers,
instability, processability
viscosity,
elasticity,
1. Introduzione
Sono trascorsi ormai alcuni decenni da quando
Bingham, nel 1929, ha fondato in modo ufficiale la
branca della meccanica dei fluidi nota come
reologia. Ad oggi risulta chiaro come, al di là della
definizione storica di Bingham come “scienza che
studia la deformazione e il flusso dei materiali”, la
reologia abbia come tratto caratteristico quello di
occuparsi di materiali ormai universalmente noti col
termine di “fluidi complessi”.
La definizione di “fluido complesso” può essere
data basandosi su molteplici proprietà sconosciute
ai materiali classificati come fluidi ideali
“newtoniani”. La peculiarità senz’altro più
importante di questo comportamento complesso
risiede nella dipendenza non lineare dello sforzo
dalla velocità di deformazione e nella sua
dipendenza dal tempo che ha portato
all’individuazione di una nuova classe di materiali
che sono stati chiamati “fluidi non-newtoniani”. Tra
questi i polimeri rappresentano di gran lunga quelli
con il comportamento più spettacolare e, proprio
per questo, hanno costituito per lungo tempo,
specialmente all'inizio, il motore per lo sviluppo
teorico della reologia.
La rilevanza tecnologica e industriale del
comportamento reologico dei polimeri è provata
dal fatto che, negli anni, la ricerca fondamentale ha
Bollettino Panta Rei (2016) 15:20-29
fatto passi da gigante per risolvere problemi legati
al processo di sintesi e alla successiva lavorazione
di questi materiali. La vera sfida in questo senso è
a tutt’oggi rappresentata dalla capacità di
sintetizzare architetture molecolari ben precise in
virtù delle quali ottenere ben definite proprietà
reologiche da cui la lavorabilità (processing) di
questi materiali o le applicazioni dei medesimi
possano trarre giovamento.
In seguito verranno proposte alcune riflessioni
su particolari caratteristiche dei fluidi complessi che
toccano aspetti rilevanti per l’industria dei polimeri.
2. Viscosità e velocità di deformazione
La prima novità che si incontra quando si studia la
reologia dei fusi polimerici è senz’altro la
dipendenza della viscosità da variabili diverse da
quelle termodinamiche, come temperatura e
pressione, che regolano il flusso dei liquidi semplici.
Infatti è noto anche a chi abbia solo acquisito le
prime nozioni di fisica dei polimeri come la viscosità
di questi materiali dipenda fortemente dalla storia
di deformazione. In particolare la dipendenza dal
tempo delle proprietà reologiche implica che, se si
tenta di far fluire un polimero fuso, per esempio
forzandolo con un pistone a fuoriuscire da un
capillare, lo sforzo (e quindi la caduta di pressione
ai capi del condotto) non si instaura
immediatamente ma esibisce dei transitori. Oltre a
questo, i valori di viscosità registrati in condizioni di
regime risultano dipendere fortemente dalla
velocità di deformazione (o se si preferisce dalla
portata). Solitamente si osserva per i polimeri una
diminuzione di viscosità al crescere della portata,
fenomeno questo noto col nome di shear thinning.
Questo aspetto nasconde gran parte del successo
tecnologico dei polimeri che, nonostante le elevate
viscosità in condizioni di flusso lento, divengono via
via più fluidi man mano che cresce la velocità di
deformazione. Si pensi, come tipico esempio, al
caso dell’estrusione. Se la portata è molto bassa il
polimero si comporta in modo molto simile ad un
fluido semplice esibendo un valore costante di
viscosità, per quanto elevato possa essere. Se però
si incrementa la portata, la viscosità inizia a
diminuire sensibilmente riducendosi mediamente,
nella zona di lavoro degli estrusori industriali,
anche centinaia o migliaia di volte. Questo non
significa naturalmente che aumentando la velocità
di estrusione la pressione diminuisca, quanto
piuttosto che la correlazione portata-pressione non
è più lineare come per i fluidi newtoniani. Proprio
per questo fatto i polimeri fusi sono chiamati,
insieme ad altri fluidi complessi, “non-newtoniani”.
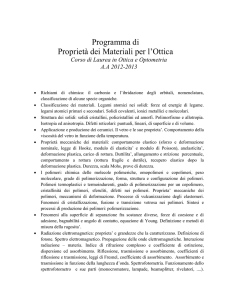
In Fig. 1 viene riportata la curva di viscosità al
variare della velocità di deformazione per un
polietilene commerciale. Le caratteristiche appena
21
discusse sono chiaramente evidenti.
Quanto appena visto risulta estremamente
importante se si vuole capire meglio la correlazione
tra reologia e lavorazione dei polimeri. In molti casi
i materiali polimerici, una volta sintetizzati, devono
essere fusi per poterli sottoporre a fasi di
lavorazione specifiche a seconda del tipo di
applicazione a cui sono destinati. Ogni processo di
trasformazione è caratterizzato da un ben definito
intervallo di velocità di deformazione come si può
vedere dalla figura. Se si considera un processo
come lo stampaggio rotazionale (rotomolding) in
cui è coinvolta la deposizione lenta di polvere di
polimero che deve, una volta raggiunto il punto di
fusione, ricoprire la parte interna di uno stampo
adatto alla preparazione di parti cave di grandi
dimensioni, sarà necessario considerare valori di
viscosità prossimi a quello di zero shear. Nella
fattispecie si tratta di valori superiori a 10 kPa·s.
Nel caso invece in cui si consideri un processo di
filatura (fiber spinning) la velocità di deformazione
a cui sono sottoposti gli elementi di fluido quando
fuoriescono dalla filiera è sensibilmente maggiore e
questo comporta un valore di viscosità di due ordini
di grandezza inferiore (circa 100 Pa·s)!
Oltre alla scala tempo tipica del processo,
un’ulteriore complicazione deriva poi dal tipo di
cinematica di flusso coinvolta. La curva mostrata in
Fig. 1 è relativa ad applicazioni in cui la
deformazione del polimero fuso è realizzata in
“condizioni di taglio” (shear). Per situazioni in cui il
flusso coinvolge invece componenti elongazionali,
come la filatura appena citata, ci si deve attrezzare
per misurare anche la viscosità elongazionale. E
questa, diversamente dai liquidi newtoniani per cui
vale la ben nota legge di Trouton, è davvero tutta
un’altra storia!
3. Instabilità di flusso
Nel caso di fluidi semplici le instabilità di flusso
derivano da effetti inerziali (elevati numeri di
Reynolds) o dalla dinamica che coinvolge eventuali
superfici libere. Totalmente diverso è il caso delle
instabilità di flusso che si osservano talvolta nei
polimeri fusi. Queste non sono attribuibili ad effetti
inerziali ma piuttosto sono legate a fenomeni
superficiali che coinvolgono per lo più l’interazione
polimero/parete. Le instabilità di flusso che si
incontrano nell’estrusione delle poliolefine e degli
elastomeri sono di certo il caso più paradigmatico
in relazione alla ricchezza e spettacolarità dei
fenomeni osservati. Il rilievo industriale di questa
instabilità è chiaro se si pensa che la loro comparsa
è per lo più sinonimo di peggioramento delle
qualità estetiche dei manufatti. Dato che le
instabilità si presentano se si superano certi valori
critici di sforzo, il modo più semplice per non
22
Bollettino Panta Rei (2016) 15:20-29
Figura 1 - Curva di viscosità di un polietilene lineare commerciale e intervalli indicativi tipici di alcuni dei più diffusi processi
di trasformazione.
incorrervi è quello di diminuire la portata di
estrusione.
Questo
però
penalizza
irrimediabilmente la produttività!
Le forme di instabilità sono diverse e
discretamente ben catalogate nella letteratura.
Diversa è invece la situazione per quel che riguarda
i meccanismi che le generano, a tutt’oggi materia
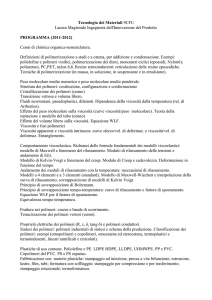
di dibattito (Hatzikiriakos e Migler 2005). In Fig. 2
è visibile la sequenza di instabilità che si osserva
per un polietilene lineare lungo la curva
sforzo/velocità di deformazione (Ferri 2010a).
La più conosciuta è sicuramente la forma di
rugosità periodica superficiale nota come effetto
sharkskin. Essendo la prima perdita di trasparenza
che si incontra aumentando la portata di estrusione
nella produzione dei film di polietilene, lo sharkskin
rappresenta la forma di instabilità più importante e
più studiata, anche se in realtà la meno severa.
Oggi è noto come questa rugosità periodica si
produca all'uscita dagli ugelli di una filiera ogni
volta che viene superato un valore critico dello
sforzo (τc) che per il polietilene vale circa 0.2 MPa.
Per velocità di deformazione superiori si osservano
poi forme più severe di instabilità come la
transizione
stick-slip che rappresenta la
manifestazione, in condizioni di estrusione in cui si
mantiene costante la portata, di un fenomeno di
slittamento macroscopico alla parete (spurt).
Quest'ultimo è ben visibile quando si opera in
condizioni di sforzo imposto in quanto genera
incrementi di portata anche di ordini di grandezza
quando viene superato τc. Da ultimo, a portate
ancora superiori, ci si imbatte nella gross melt
fracture (GMF), la forma più spettacolare e insieme
meno studiata di instabilità. Oggi si sa che questa
ha origine nella regione di flusso convergente che
precede i fori di una filiera. Ancora una volta
l’instabilità si propone in corrispondenza di un
valore critico di sforzo che, in questo caso, anziché
di taglio, risulta essere elongazionale.
Una delle più difficili sfide tecnologiche nei
processi di lavorazione dei polimeri interessa lo
studio di soluzioni per l'eliminazione di queste
instabilità, in particolare dello sharkskin, che
minano irrimediabilmente la qualità dei manufatti
(in particolare l'aspetto estetico). Uno dei metodi
più utilizzati consiste nell'impiego di additivi che
promuovono lo slittamento del polimero alla parete
(tipicamente fluoro-elastomeri). Su questo tema si
tornerà ampiamente in uno dei prossimi paragrafi.
Bollettino Panta Rei (2016) 15:20-29
23
Figura 2 - Aspetto della curva di flusso di un polietilene lineare con alcune immagini rappresentative dei diversi tipi di
instabilità di flusso.
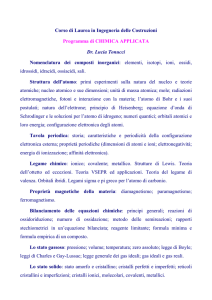
Figura 3 - Aspetto dell’estruso di un polietilene lineare a shear rate di 92 s-1 (a), 184 s-1 (b), 368 s-1 (c) e 736 s-1 (d).
Figura 4 - Aspetto dell’estruso di un blend contenente 50% di polietilene lineare e 50% di polietilene ramificato a shear
rate di 184 s-1 (a), 276 s-1 (b), 460 s-1 (c) e 645 s-1 (d).
Una soluzione alternativa consiste nello
sfruttare il fatto, noto ai produttori e trasformatori
di poliolefine, che polimeri a catena lineare sono
particolarmente predisposti a mostrare queste
instabilità diversamente dalle loro controparti con
struttura ramificata. Nel caso del polietilene per
esempio è noto come sia il polietilene lineare ad
alta densità (HDPE) che quello lineare a bassa
densità (LLDPE) sviluppino un pronunciato effetto
sharkskin come riportato in un tipico esempio in
Fig. 3. Il polietilene a bassa densità invece (LDPE)
presenta solo instabilità di flusso simili alla GMF e
può essere così utilizzato, mescolato con polietilene
lineare, come mitigatore dello sharkskin.
Questo è ben visibile in Fig. 4 dove si nota
chiaramente come questa instabilità di flusso
venga quasi del tutto soppressa, o comunque di
fatto molto posticipata, se viene estruso un blend
costituito per metà da polietilene lineare e per
l'altra metà da polietilene ramificato (Ferri 2010a).
Il panorama delle instabilità di flusso è
comunque alquanto variegato e complesso. Come
24
Bollettino Panta Rei (2016) 15:20-29
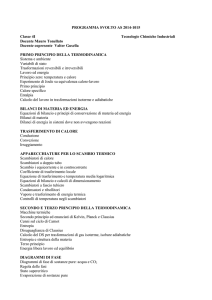
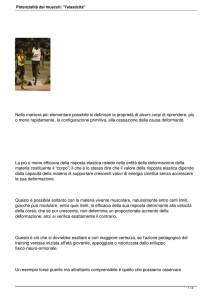
esempio didattico in Fig. 5 viene riportato l'estruso
di un elastomero termoplastico, ossia un
copolimero a blocchi stirene-etilen-co-butenestirene (SEBS) ottenuto con un reometro a capillare
a controllo di portata (Ferri 2010b). L'aspetto
istruttivo di quest'immagine risiede nel fatto che,
contrariamente a quanto solitamente ci si aspetta,
l’instabilità di flusso sembra scomparire ad elevati
valori di velocità di deformazione, a differenza di
quanto visto in precedenza per il polietilene lineare.
Infatti le foto riportate in Fig. 5 mostrano come,
aumentando la velocità di deformazione, dapprima
compaia una frattura drammatica che porta ad un
fenomeno (flow split) che si osserva solo in alcuni
casi particolarissimi nei quali il tempo di
rilassamento del materiale risulta estremamente
lungo. Questo impedisce il rilassamento dello
sforzo a basse velocità di deformazione e fa
avanzare delle fratture secondarie (secondary
cracks) per produrre un estruso che assomiglia a
quanto si ottiene quando si sbuccia una banana.
Aumentando poi la velocità di deformazione i
cracks secondari scompaiono e rimangono solo
quelli primari con una forma che evolve fino a
formare degli anelli, o delle eliche, che danno la
classica distorsione a spirale. Si incontra poi la
transizione stick-slip con alternanza di estruso liscio
e fatturato ed infine la regione terminale oltre lo
spurt (super-spurting) apparentemente priva di
difetti. Qui scompaiono le oscillazioni di pressione
e si innesca una situazione di slittamento
permanente alla parete polimero/metallo.
Questo rappresenta quindi uno dei pochi casi in
cui
per
migliorare
le
cose
conviene,
apparentemente, aumentare la portata! In realtà
anche dove l’elastomero estruso sembra privo di
difetti una sua analisi accurata rivela la presenza di
fratture “composte” che ne impediscono
l’allungamento senza rottura.
4. Effetti elastici
Una delle caratteristiche più importanti della
viscoelasticità dei polimeri è la presenza di forti
componenti elastiche dello sforzo che si traducono
nella comparsa di sforzi normali in flussi di taglio.
Questi si manifestano inizialmente come termini
con dipendenza quadratica dalla velocità di
deformazione. Un semplice esperimento in grado di
evidenziare la presenza di eventuali sforzi normali
consiste nell’immergere un’asticella dentro un
liquido contenuto in un bicchiere. Nel caso di un
fluido newtoniano si osserva una depressione della
superficie libera con la formazione di un menisco in
prossimità dell'asticella. Nel caso di una soluzione
polimerica invece si osserva che il fluido si
arrampica verticalmente lungo l’asticella. Questo
effetto, noto a chiunque abbia avuto a che fare con
la lavorazione di paste alimentari, è stato discusso
per la prima volta con approccio scientifico da Karl
Weissenberg negli anni ’40 e per questo porta il
nome di “effetto Weissenberg” o rod climbing. Una
bella collezione di immagini in merito si trova nel
libro di Boger e Walters (1993).
Per quantificare il peso delle componenti
“elastiche” della risposta dei polimeri si ricorre
spesso a nuovi numeri adimensionali sconosciuti
alla fluidodinamica classica dei liquidi semplici.
Oltre al noto numero di Weissenberg si usa spesso,
in un esperimento in shear, il rapporto tra
componente normale dello sforzo e componente di
taglio dello stesso (recoverable shear).
Un’altra evidenza della presenza di componenti
elastiche degli sforzi è il rigonfiamento di un
polimero estruso una volta che si presenta all’uscita
di un capillare o comunque degli ugelli di una filiera
(die swell). Il rilievo industriale di questo fenomeno
-1
-1
2.88 s
5.76 s
-1
1.44 s
velocità di deformazione
11.52 s
-1
23 s
-1
46 s
-1
Figura 5 - Instabilità di flusso di un elastomero termoplastico (SEBS lineare).
Bollettino Panta Rei (2016) 15:20-29
25
Figura 6 - Rigonfiamento dell’estruso di un polistirene lineare misurato a diverse velocità di deformazione e a diverse
temperature.
è chiaro. Basti pensare all’estrusione di lastre o alla
dimensione di spaghetti estrusi attraverso fori, la
cui geometria dipenderà necessariamente dalla
quantità di rigonfiamento del fuso polimerico. Tale
effetto viene quantificato, nel caso di estrusione
attraverso una filiera circolare, tramite il rapporto
tra il diametro del foro di estrusione D0 e l’effettivo
diametro dello spaghetto estruso D. Il
rigonfiamento dipende sia da parametri strutturali
(peso molecolare, polidispersità, ramificazioni) che
da condizioni di processo (temperatura, portata,
geometria del foro). In Fig. 6 è possibile apprezzare
la dipendenza del rapporto di rigonfiamento dalla
velocità di deformazione a diverse temperature per
un polistirene commerciale. Si nota come si veda
quasi raddoppiare il diametro dell’estruso in alcune
condizioni! E questa non è nemmeno la situazione
più spettacolare dato che non è inusuale trovarsi di
fronte a rapporti di rigonfiamento ben superiori a
quelli qui mostrati. Si osserva anche come il
rigonfiamento, e quindi l’elasticità, aumenti
all’aumentare della velocità di deformazione (o,
equivalentemente della portata di estrusione). Lo
stesso effetto è anche prodotto da diminuzioni della
temperatura.
Il legame tra le variabili di processo e la risposta
elastica di un polimero fuso si comprende meglio
se si definisce un parametro adimensionale, noto
come “numero di Debora”. L’origine di questo
curioso appellativo coniato da Markus Reiner, va
ricercata nel canto della profetessa Debora
quando, nel biblico libro dei Giudici, inneggia alla
vittoria contro i Filistei menzionando il fatto che
“anche le montagne fluirono prima di Dio”. Questo
importante numero è definito come il rapporto tra
la scala di tempo tipica del fenomeno di
rilassamento dello sforzo nel materiale e quella
caratteristica dell’esperimento che
si sta
effettuando (Reiner 1964). Nel caso riportato in
Fig. 6, per esempio, un aumento del numero di
Debora, e quindi della componente elastica della
risposta, si realizza ogni volta che, a parità di
temperatura, la velocità di deformazione (e quindi
la portata) aumenta. In sostanza in tal caso la scala
di tempo diventa via via più piccola e il polimero
manifesta la sua elasticità non avendo il tempo
necessario per rilassare lo sforzo. Analogo aumento
del numero di Debora si realizza anche, a parità di
portata, se si diminuisce la temperatura. In questo
caso si rallenta la dinamica dei fenomeni di
rilassamento dello sforzo e l’elasticità si fa sentire
in modo sempre più importante.
Un altro effetto interessante dovuto all’elasticità
si può sperimentare nel processo di coestrusione.
In Fig. 7 (a) è riportato il risultato della qualità della
coestrusione attraverso un condotto a sezione
circolare di due polistireni antiurto (HIPS) a diversa
viscosità dei quali uno è stato colorato di nero.
Nelle due immagini della sezione relative a due
posizioni progressive lungo il canale dopo
l’iniezione dei due fusi, si nota come il polimero
bianco (il meno viscoso) tenda ad incapsulare
quello nero. Per l’uniformità degli strati in un
estruso bicomponente infatti il fattore più
importante è l’uguaglianza delle viscosità dei due
polimeri come riconosciuto per la prima volta nei
primi anni settanta da esperimenti di reometria
capillare su materiali destinati alla produzione di
fibre (White et al. 1972; Han 1973). Differenze di
viscosità portano a distorsioni interfacciali durante
l’estrusione attraverso un canale a sezione circolare
in cui il polimero più fluido tende ad incapsulare
quello più viscoso.
26
Bollettino Panta Rei (2016) 15:20-29
a)
b)
c)
Figura 7 - Incapsulamento viscoso nella coestrusione attraverso un canale circolare a) e riarrangiamento elastico nella
coestrusione attraverso un canale a sezione quadrata b). Simulazione dei vortici viscoelastici attesi c).
Il livello di distorsione interfacciale dipende dalla
differenza di viscosità e dal tempo di residenza.
In Fig. 7 (b) invece è riportato il risultato della
qualità della coestrusione attraverso un condotto a
sezione quadrata degli stessi due polistireni
antiurto. Nelle due immagini della sezione, sempre
relative a due posizioni progressive lungo il canale
dopo l’iniezione dei due fusi, si nota come la
mancanza di simmetria radiale e la presenza
conseguente di flussi secondari, rappresentati dai
vortici predetti dalla simulazione riportata in Fig. 7
(c), generino un tipo di distorsione del profilo
interfacciale che può minare irrimediabilmente la
qualità del manufatto coestruso. La ricaduta
tecnologica di questi effetti “elastici” dei fusi
polimerici è più che evidente!
condizione tipica dell’idrodinamica classica che un
fluido aderisca perfettamente alla parete solida con
cui è in contatto poteva essere decisamente
disattesa. Lo studio della viscosità di taglio
attraverso capillari ha evidenziato in talune
circostanze fenomeni spiegabili solo assumendo
una consistente velocità di slittamento tra polimero
e parete. Questa fenomenologia ha stimolato
parecchi approfondimenti in questo campo
portando nel tempo a numerosi studi che hanno
messo in luce la dipendenza dello slittamento dal
tipo di metallo con cui la parete solida è costruita.
Per esempio, a parità di pressione imposta, si
realizzano portate significativamente diverse se si
estrude un polimero in regime di slittamento
attraverso un capillare di ferro o di rame (Ghanta
et al. 1999)
Oggi alcuni aspetti sono stati definitivamente
chiariti. Ad esempio è noto come lo slittamento
compaia specialmente in polimeri con bassi pesi
molecolari tra entanglements quando lo sforzo
5. Slittamento alla parete
Quando negli anni sessanta si iniziò a studiare il
flusso dei polimeri fusi ci si accorse che la
10
6
shear stress (Pa)
LLDPE
vslip
10
5
concentrazione
di fluoroelastomero (ppm)
10
0
250
500
1000
4
10
1
2
3
10
10
-1
shear rate apparente (s )
10
4
Figura 8 - Curve di flusso di un LLDPE contenente diverse percentuali di un additivo che promuove lo slittamento alla
parete del capillare (FE: fluoro-elastomero).
Bollettino Panta Rei (2016) 15:20-29
supera una soglia critica che risulta dello stesso
ordine di grandezza del plateau modulus. Per il
polietilene ad esempio, come già descritto, lo
sforzo di taglio critico per l’insorgere dello spurt è
di circa 0.2 MPa. Da un certo punto di vista il
fenomeno dello slittamento alla parete, così come
la melt fracture, può risultare per un reologo
sperimentale una sorta di “morte della misura
reologica” in quanto obbliga a tediose correzioni dei
dati non sempre applicabili con precisione. Visto da
un’altra prospettiva però lo slittamento alla parete
rappresenta un campo di ricerca stimolante se si
rinuncia a calcolare la viscosità e si studiano invece
le relazioni tra pressione e portata in un reometro
a capillare o in un estrusore. La ricerca ha ormai
messo in luce persino i meccanismi microscopici
che regolano questo slittamento.
Il rilievo tecnologico di questa peculiarità di
alcuni polimeri è provato dalla prassi di uso diffuso
tra chi estrude poliolefine di usare additivi, quali i
fluoro-elastomeri, che addirittura sono aggiunti alla
matrice polimerica come promotori dello
slittamento alla parete (polymer processing aids,
PPA). In tal caso risulta possibile aumentare la
portata di estrusione (e quindi la produttività!)
mantenendo i valori di sforzo al di sotto della soglia
che porta ai fenomeni di instabilità di flusso citati
nel paragrafo precedente. Un tipico esempio di
curva sforzo vs. velocità di deformazione per un
polietilene lineare contenente diverse percentuali di
fluoro-elastomero è riportato nella Fig. 8 (Scavello
e Ferri 2009). Si vede chiaramente come vi sia una
regione di velocità di deformazione (o portate se si
preferisce) in cui è possibile realizzare sforzi minori
in virtù dell’esistenza dello slittamento tra polimero
e parete. Questo consente di mantenersi più a
lungo al di sotto del valore critico dello sforzo per
l’insorgere dei fenomeni di instabilità. Informazioni
di questo tipo sono anche fondamentali per
determinare la quantità minima di additivo richiesta
per gli scopi del particolare processo che si vuole
migliorare. Quest’ultimo aspetto è particolarmente
apprezzato in industria se si pensa all’elevato costo
che queste additivazioni comportano.
senza additivo
27
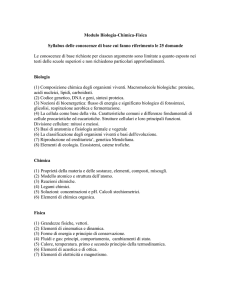
Nella Fig. 9 è anche riportato l’aspetto di un film
di polietilene ottenuto nelle stesse condizioni di
processo con e senza l’impiego dello stesso PPA in
questione. Il miglioramento estetico apportato
dall’additivo che sopprime l’effetto sharkskin è
chiaro, e altrettanto evidente dovrebbe essere, per
quanto detto in precedenza, il beneficio in termini
di produttività!
6. Modellazione del comportamento
reologico
Si è già accennato al fatto che la rilevanza
tecnologica e industriale della reologia dei polimeri
è provata dal fatto che, negli anni, la ricerca
fondamentale ha fatto passi da gigante per
risolvere problemi legati al processo di sintesi e alla
successiva lavorazione di questi materiali.
Una delle sfide più affascinanti è quella di
riuscire a descrivere il comportamento reologico a
partire dalla conoscenza dell’esatta struttura
molecolare del polimero in esame. La situazione
negli ultimi anni ha portato a risultati concreti
eccellenti in questo campo se si tratta di polimeri a
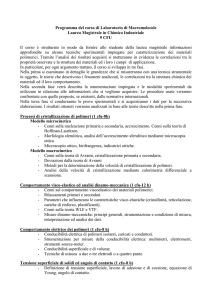
catena lineare (Van Ruymbeke 2010). In Fig. 10
viene riportata la predizione teorica, a partire dalla
curva di distribuzione dei pesi molecolari,
dell’andamento
del
modulo
elastico
di
immagazzinamento G’ misurato in prove dinamicomeccaniche per tre campioni di polistirene
commerciale aventi diverso peso molecolare. Come
si nota il grado di accuratezza della predizione (la
linea continua) è impressionante.
L’informazione strutturale che si usa in questo
caso è la distribuzione dei pesi molecolari.
Ovviamente a questa si applica poi la dinamica che
si è ormai assodato essere alla base del
rilassamento dello sforzo delle catene polimeriche.
L’idea che sta alla base della modellazione è che il
modulo di rilassamento dello sforzo in un
con additivo
Figura 9 - Film di LLDPE estrusi nelle stesse condizioni con e senza PPA.
28
Bollettino Panta Rei (2016) 15:20-29
a)
b)
Figura 10 - Mastercurves del modulo di immagazzinamento G’ per tre polistireni lineari con diverso peso molecolare e
relativa predizione b) calcolata dalla distribuzione dei pesi molecolari a).
esperimento in cui si applica istantaneamente una
deformazione costante ad un materiale sia
determinato dalla somma di contributi costituiti dal
modulo di rilassamento di un materiale
monodisperso (di peso molecolare M) “pesato” per
la frazione ponderale w di catene con quella
lunghezza, frazione quest’ultima misurata appunto
determinando la distribuzione di pesi molecolari:
1
G t G
FMONO t , M w M d log M
log M e
0
N
Il tutto viene “incorporato” in una regola di
miscela in cui compare un esponente (β) il cui
valore si fonda sulla base di argomentazioni relative
alla dinamica molecolare.
I risultati riportati, se da un lato confortano,
dall’altro lasciano aperta la sfida nel caso della
modellazione dei polimeri con strutture più
complesse. Il caso più interessante è quello di
polimeri che contengono delle ramificazioni. Ancora
una volta, a questo riguardo, la ricerca
fondamentale ha dato risposte esaurienti nel caso
di architetture ben definite, come i polimeri a stella,
a forma di H o di pettine. Rimane però ancora tutto
da esplorare, per la complessità dell’argomento, il
caso di polimeri con ramificazioni casuali, sia per
lunghezza che per posizione, che rappresentano il
caso più largamente diffuso nella produzione
industriale. A questo proposito è emblematico
l’esempio costituito dal polietilene a bassa densità
prodotto con diverse tecnologie di processo di
sintesi. Nel caso della produzione con un reattore
tubolare la struttura è nota richiamare
maggiormente quella delle ramificazioni semplici,
tipo pettine, mentre nel caso di produzione con un
reattore di tipo vessel è noto che la struttura che si
ottiene è maggiormente “arborescente” con
possibilità concreta di numerose ramificazioni
multiple di tipo “ramo su ramo” (branches on
branches, BOB).
7. Simulazione di processo
Dal punto di vista industriale il campo della
simulazione
di
processo
rappresenta
un’opportunità fondamentale per ottimizzare le
condizioni di produzione di manufatti evitando
costose procedure di tipo trial and error. Qui
l’attenzione non è necessariamente rivolta a
comprendere la fisica dei polimeri cercando di
modellarne il comportamento reologico tramite
equazioni costitutive che descrivano ab initio la
dinamica delle catene polimeriche. L’obiettivo
principale in questo ambito è piuttosto quello di
individuare delle equazioni costitutive il più semplici
possibile ma anche adatte alla descrizione del
comportamento del polimero in relazione al
particolare processo da modellare. La simulazione
di processo richiede infatti collezioni di dati
reologici da modellare con l’equazione costitutiva
più appropriata per poi risolvere localmente le
equazioni di bilancio in ciascuno degli elementi finiti
nei quali si suole suddividere la regione interessata
dal flusso del polimero. Le variabili che
intervengono sono davvero molte. Si va dalle
informazioni riguardanti la compressibilità a quelle
riguardanti lo scambio termico fino alla dipendenza
dalla temperatura delle proprietà reologiche. Tutto
questo per predire cosa accadrà durante la fase di
lavorazione di un polimero e, cosa ancor più
difficile, le sue proprietà finali come manufatto. In
Fig. 11 viene riportato a scopo didattico un esempio
emblematico dell’intima correlazione tra reologia e
processo. Si tratta dell’istante finale del
riempimento di uno stampo per la produzione del
backcover di un televisore a tubo catodico. Nel caso
reale si ha, con una pressa ad iniezione
Bollettino Panta Rei (2016) 15:20-29
29
Figura 11 - Simulazione del riempimento dello stampo del backcover di un televisore “vecchio stampo” (28’’) ottenuto
con la curva di flusso di un polistirene commerciale e short shot ottenuto con una curva non realistica priva di shear
thinning.
convenzionale, il completo riempimento dello
stampo. Se non esistesse il fenomeno di shear
thinning a cui si è accennato in precedenza, lo
stampo non riuscirebbe ad essere riempito
completamente a causa dei valori elevatissimi di
pressione che si svilupperebbero e si otterrebbe il
classico short shot. Ancora un esempio di come la
reologia dei fluidi complessi abbia un impatto
formidabile sulla tecnologia di lavorazione!
8. Conclusioni
Sono stati presentati alcuni aspetti della reologia
dei polimeri fusi che hanno implicazioni importanti
e diretto impatto dal punto di vista industriale e
tecnologico.
Non si è inteso dare una descrizione esaustiva
delle deviazioni dall’idealità dei fluidi non
newtoniani. Sicuramente si potrebbero produrre
molti più esempi di quelli citati e non meno
importanti. Lo spirito che ha animato la stesura di
questo approfondimento è quello di fornire,
specialmente a chi non conosce la reologia dei
polimeri, un quadro che aiuti a convincersi
dell’importanza di un approccio scientifico a questa
branca interdisciplinare della fluidodinamica che sta
ormai diventando parte indispensabile del bagaglio
culturale di ingegneri, fisici e chimici che lavorano
nel campo dell’industria dei polimeri.
Bibliografia
Boger DV, Walters K (1993) Rheological phenomena in
focus. Elsevier, Amsterdam
Ferri D (2010a) Correlazioni tra proprietà reologiche,
struttura e processabilità di blend di LLDPE/LDPE,
Tesi di Dottorato, Università degli Studi di Bologna
Ferri D (2010b) Lo spurt negli elastomeri termoplastici.
XI Convegno Nazionale di Reologia, Trieste, 23-26
maggio 2010
Ghanta VG, Riise BL, Denn MM (1999) Disappearance of
capillary instabilities in brass capillary dies, J Rheol
43:435-442
Han CD (1973) A Study of bicomponent coextrusion of
molten polymers. J Appl Polym Sci 17:1289-1303
Hatzikiriakos S, Migler KB (2005) Polymer Processing
Instabilities. Control and Understanding. Marcel
Dekker, New York
Reiner M (1964) The Deborah Number. Phys Today
17:62
Scavello F, Ferri D (2009) Melt rheology of LLDPE
containing fluoroelastomers as processing aids.
Annual European Rheology Conference, AERC 2009,
Cardiff
Van Ruymbeke E, Liu C-Y, Bailly C (2007) Quantitative
tube model predictions for the linear viscoelasticity of
linear polymers. Rheology Reviews 53-134
White JL, Ufford RC, Price RL, Dharod KR (1972)
Experimental and theoretical study of the extrusion
of two phase molten polymer systems. J Appl Polym
Sci 16:1313-1330