L a Radiografia industriale
Radiografia con Raggi X o Raggi Gamma
Il metodo è esattamente equivalente a quello della radiografia
usata in medicina.
Quando un fascio d'onde elettromagnetiche fortemente
penetranti, cioè d'elevatissima energia fotonica (elevata
frequenza) e fortemente ionizzanti (raggi X o raggi ), passa
attraverso l'oggetto da esaminare, viene assorbito, ovvero
attenuato, con legge esponenziale, in funzione dello spessore
e della densità della materia attraversata.
1
I raggi X o passanti e variamente attenuati impressionano
una lastra fotografica posta dietro l'oggetto da esaminare (od
illuminano uno schermo rivelatore, nel caso delle
radioscopie).
Dopo sviluppo fotografico la lastra annerirà nelle varie zone,
più o meno intensamente in funzione della dose di radiazione
ricevuta.
Pertanto se nell'oggetto esaminato esistono difetti quali
cavità, fessure, grosse inclusioni meno assorbenti della
matrice o discontinuità di materiale più denso e quindi più
assorbente, sulla lastra si formeranno macchie più scure o più
chiare, d'intensità proporzionale allo spessore del difetto, il
quale apparirà delimitato dalla sua proiezione prospettica.
2
L'apparecchiatura necessaria per la radiografia industriale è
sempre assai complessa e costosa.
Essa comprende la sorgente e l'apparato di rivelazione.
La sorgente di radiazioni X o è assai diversa.
I raggi X sono generati artificialmente in particolari tubi
catodici che emettono, soltanto quando s'applica tensione agli
elettrodi, la radiazione di frequenza desiderata in funzione
della composizione del catodo e d'intensità regolabile entro
certi limiti.
Dunque è corretto parlare di lampada a raggi X, perché
l'emissione cessa proprio come la luce d'una lampadina
elettrica, quando s'apre il circuito.
3
I raggi sono emessi naturalmente e continuamente da
isotopi radioattivi per decadimento del nucleo, secondo
precise leggi fisiche.
La radiazione possiede una definita lunghezza d'onda a
seconda del tipo d'isotopo, ed intensità proporzionale alla
quantità e tipo d'isotopo radioattivo contenuto nella pastiglia
che costituisce la sorgente.
Perciò la sorgente di raggi dev'essere sempre chiusa in un
recipiente altamente schermato (generalmente di piombo),
che attenui a valori bassissimi la radiazione dispersa, quando
non serva per irradiare.
4
L'apparato di rivelazione potrà essere di tipo a schermo
fluorescente, eventualmente collegato con telecamere che
possono trasferire l'immagine a distanza, oppure tradizionale
a lastre fotografiche, di solito contenute tra due film di piombo
per meglio impressionarle.
Nel primo caso serve un sofisticato sistema elettronico per il
monitoraggio, con adeguata schermatura dell'operatore, ma
si avrà la possibilità di movimentare il pezzo durante la
radioscopia osservandone in tempo reale ogni possibile
proiezione. Per la documentazione basterà fotografare lo
schermo, oppure esporre una lastra fotografica nell'adatto
supporto dopo aver fissato il pezzo nella posizione di
massimo interesse.
5
Nel caso delle radioscopie in continuo lo schermo s'illuminerà
più o meno intensamente a seconda della dose di radiazione
ricevuta, dunque darà la stessa immagine, ma in positivo
rispetto alla radiografia.
Nel secondo caso sarà necessaria la camera oscura per lo
sviluppo delle lastre ciascuna delle quali rappresenterà
un'unica proiezione dell'oggetto radiografato, ottenuta con
tempi d'esposizione tanto più lunghi quanto maggiore è lo
spessore della parete da ispezionare.
6
Le radiazioni X o sono altamente ionizzanti, cioè possono
distruggere i legami molecolari della materia organica ed
esser fortemente dannose.Perciò, quando l'intensità è elevata
o superiore ad un valore minimo di soglia, per legge è
obbligatorio operare in adatti locali d'irraggiamento (bunker),
opportunamente protetti con schermature di piombo o con
pareti di cemento armato anche di alcuni metri di spessore, e
dotati d'opportuni allarmi che impediscano agli operatori di
dare il via all'emissione di raggi X o d'estrarre dal contenitore
le pastiglie d'isotopi radioattivi, finché le porte d'accesso al
bunker non siano state chiuse e le dovute protezioni inserite.
7
La radiografia industriale è proficua per l'esame di pezzi di
geometria semplice, la cui proiezione dia luogo a sfondi
relativamente omogenei, nei quali ogni piccola variazione
d'intensità d'annerimento (o di luminosità) è facilmente
osservabile ed interpretabile. Diventa una tecnica che
richiede una grande esperienza quanto più complessa è la
geometria dei pezzi.
Ha il pregio di fornire immagini di più facile interpretazione
che non gli echi degli ultrasuoni, ma non può dare indicazioni
sulla profondità del difetto rivelato, se non con due proiezioni
ortogonali fra loro.
8
Evidenzia soltanto difetti di forma tendenzialmente
tridimensionale, oppure bidimensionale ma orientati
tangenzialmente al fascio di raggi incidenti.
Per esempio una soffiatura sarà bene evidenziata in ogni
proiezione, mentre una cricca si vedrà bene soltanto quando
sarà quasi parallela al fascio di raggi che attraversa il pezzo.
Il metodo non consente d'eseguire facilmente rapide
sequenze d'altre proiezioni del pezzo da esaminare, se non
attraverso la radioscopia, che necessariamente deve operare
con potenze limitate, per ragioni di sicurezza dell'operatore o
con attrezzature estremamente costose.
9
I raggi X anche più potenti non superano spessori d'acciaio
superiori a circa 70 mm; mentre i raggi , anche nei casi
migliori non superano i 180 mm.
Le limitazioni del metodo sono dunque legate allo spessore
massimo ed alla complessità geometrica dei pezzi da
esaminare, alla forma e giacitura dei difetti e soprattutto
all'elevato costo delle attrezzature e della loro manutenzione.
10
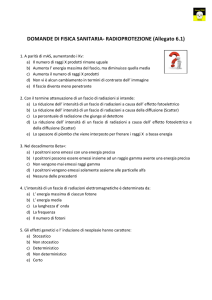
radiografia di una saldatura (TIG Tungsteno Inhert Gas) tubo-tappo di una guaina
cilindrica del diametro esterno di circa 7 mm e spessore di 0.7 mm
11
L' esame radiografico è uno dei più diffusi metodi di controllo
non distruttivo grazie soprattutto, alla relativa facilità, di
impiego e alla sua molteplice potenzialità applicativa.
Nondimeno tale controllo, condotto secondo i criteri e i metodi
tradizionali, presenta limiti raggruppabili in due categorie: una
condiziona l'affidabilità e l'altra ne riduce l'uso estensivo.
Appartengono alla prima i limiti legati alla fase di lettura dei
reperti. Infatti, anche un operatore ben addestrato non può
superare le proprie capacità fisiologiche, non può sottrarsi alla
soggettività intepretativa, nè evitare le conseguenze
dell'affaticamento.
12
Il tempo richiesto dall'esame e la sua precisione e sensibilità
sono i principali fattori della seconda categoria.
Inoltre l’invecchiamento e l'ingombro delle pellicole rendono
difficile, sia la gestione, sia la consultazione degli archivi
radiografici.
Negli ultimi decenni lo sviluppo delle tecniche di Image
Processing e la maggiore velocità di calcolo e versatilità dei
calcolatori, hanno apportato notevoli contributi in tutte quelle
attività e discipline in cui le informazioni sono espresse
sottoforma di immagini.
13
Pertanto anche per il controllo radiografico il ricorso al
calcolatore può apportare un fattivo contributo al
superamento dei suoi limiti.
Affinchè le immagini radiografiche siano comprensibili dalle
unità di processo dell'elaboratore è necessario che siano
preventivamente convertite in forma numerica.
La conversione in forma numerica di un’immagine consiste,
dal punto di vista concettuale, nella sua suddivisione in
piccole aree elementari e nella codifica numerica del valore di
luminosità, presente in ciascuna di esse.
14
I metodi e i criteri teorici seguiti sono molteplici, ma l'intero
processo è sempre costituito da tre fasi successive;
campionamento
quantizzazione
codifica
Campionamento
Il campionamento viene effettuato suddividendo, idealmente,
l'immagine in piccole aree adiacenti (sampling spot - areole di
campionamento) e misurando l’energia luminosa proveniente
da ciascuna di esse.
Generalmente, la suddivisione è fatta secondo un grigliato a
maglia quadrata di lato 1.
15
La frequenza di campionamento fc, numero di campioni per
unità di lunghezza, è inversamente proporzionale a 1.
fc
1
1
Il criterio posto alla base del campionamento punta ad evitare
la perdita di informazioni. Il risultato del campionamento è una
matrice numerica i cui elementi si riferiscono alle areole di
campionamento.
16
Quantizzazione
La quantizzazione ha lo scopo di discretizzare l'intero
intervallo dei valori radiometrici rilevati col campionamento e
definito da Lmin e Lmax, rispettivamente luminosità minima e
massima presenti.
Il campo di variazione viene suddiviso in un certo numero di
segmenti, ciascuno dei quali è caratterizzato da un limite
superiore ed uno inferiore, chiamati "livelli di decisione".
Il criterio per fissarli è quello di minimizzare l'errore di
quantizazzione; nel caso più semplice l'intero range è
suddiviso in M parti uguali.
17
Indipendentemente dal criterio usato, ogni segmento è
identificato con un numero d'ordine progressivo espresso in
forma binaria. La quantità di segmenti definibili dipende dal
numero di bit a disposizione.
Codifica
Una volta assegnati i livelli di decisione, si passa alla
operazione finale di codifica che associa a ciascun valore
campionato il codice binario (Digital Count) che identifica il
segmento in cui è compreso.
In definitiva, un'immagine radiografica digitale è costituita da
una matrice di numeri interi, compresi fra 0 e 255.
18
E' evidente che sotto questa veste l'immagine presenta il
grosso vantaggio di poter essere elaborata da un calcolatore
e di essere memorizzata su banda magnetica dando vita ad
archivi di facile gestione e più rapida consultazione.
A questo punto è naturale chiedersi come sia possibile, una
volta elaborata o archiviata, "rivedere" un'immagine digitale. A
ciò provvedono particolari dispositivi che ad ogni valore
numerico della matrice associano un segnale video di
intensità proporzionale. E' così possibile ottenere, su di un
monitor, l'immagine in forma intelligibile. Essa risulta simile ad
un mosaico le cui tessere, chiamate pixel, hanno intensità
luminose (livelli di grigio) proporzionali ai corrispondenti
codici.
19
Il fascio di radiazioni che "esplora" l’oggetto da esaminare,
viene più o meno attenuato in funzione del numero atomico
del mezzo attraversato e dallo spessore.
L’immagine risultante è quindi funzione di questi due
parametri.
La qualità dell’immagine dipende da vari fattori:
durezza delle radiazioni
morfologia del materiale ispezionato
dimensione dell’area di emissione delle radiazioni.
20
In effetti nella formazione dell’immagine, a parità di altri
fattori (qualità dell’oggetto, distanza sorgente oggetto e
sorgente piano di rivelazione), la dimensione dell’area di
emissione, chiamata macchia focale (focal spot) è
determinante per avere immagini prive di "aloni", o per
meglio dire, ridurre al massimo la zona di "penombra".
Negli apparecchi radiografici industriali la macchia focale
varia da 0.1 a 4x4 mm, mentre negli apparecchi
microfuoco questa dimensione è dell’ordine di 5-10 .
Per ottenere fasci di raggi X così collimati si utilizzano forti
campi elettromagnetici in grado di concentrare gli elettroni
emessi da un filamento in tungsteno su un target
(anticatodo).
21
La radiografia microfuoco viene impiegata nell’ispezione di
componenti particolarmente critici e/o laddove si vogliono
rivelare difetti dell’ordine di pochi micron. Quindi questo tipo di
apparecchiature vengono impiegate nella ricerca, ma anche
in produzione per qualificare componenti ceramici, compositi,
componenti elettronici (chip), componenti per l’industria
aeronautica e aerospaziale.
22
Un’altra peculiarità di questo tipo di apparecchiatura è la sua
modularità: è possibile cambiare tipo di target e forma.
Ad esempio, si possono utilizzare anodi "cavi" per ispezionare
saldature circonferenziali, oppure introdurre l’anodo in fori
anche di piccole dimensioni (F =6 mm), anodi di varia forma
per ottenere fasci con angoli prestabiliti: 360°, 30°. etc.
Ancora, è possibile cambiare il materiale del target per
ottenere radiazioni più o meno dure.
23
24
25
26