Principali evoluzioni dei processi depurativi
L’esigenza di operare una depurazione dei reflui prodotti dall’attività umana diventa un tema sentito tra la
fine del IX e gli inizi del XX secolo a seguito dello sviluppo ed articolazione dei tessuti urbani nelle principali
città europee. L’utilizzo dell’acqua per la rimozione dei reflui civili ed il convogliamento degli stessi nei
sistemi fognari di raccolta, si sviluppa parimenti alle metodologie di trattamento e smaltimento di tali reflui.
La dispersione nell’ambiente degli escreti umani va dunque configurandosi, nelle grandi metropoli europee,
come un elemento di criticità sanitario (e solo molto più tardi ambientale) non più diffuso su di un vasto
territorio rurale, ma localizzato o se vogliamo, con un termine di uso comune, puntuale e di conseguenza di
notevole impatto. Il primo effetto del passaggio da un metodo di raccolta statico dei reflui ad un metodo di
raccolta dinamico, e quindi di convogliamento in fognatura, fu quello di dover provvedere allo smaltimento
di rilevanti volumi di liquami che non potevano essere dispersi tal quali sui suoli agricoli o nei corpi idrici
superficiali (fiumi, laghi, mare). Il primo notevole contributo tecnologico alla “depurazione spinta” delle
acque reflue, avvenne verso la fine del ‘800 con l’introduzione dei primi filtri percolatori. Nel corso del
successivo secolo sono andate delineandosi due macro categorie di processi biologici per la depurazione
delle acque reflue: i processi a “biomassa adesa” e quelli a “biomassa sospesa” (i succitati filtri percolatori
rientrano nella categoria dei processi a biomassa adesa). L’evoluzione dei processi depurativi nel secolo
scorso si è quindi sviluppata avvalendosi dei notevoli progressi nella comprensione della costituzione
biochimica dei liquami e dei processi biologici che provvedono a realizzare il livello di trattamento richiesto.
Un primo sostanziale passo in avanti nella comprensione di tali processi avvenne per merito degli studi
condotti dal Dott. Angus Smith, i quali erano tesi ad evidenziare gli effetti dell’aerazione dei liquami nel
processo di ossidazione della sostanza organica in essi contenuta. Nel 1910 Black e Phelps poterono
riscontrare che l’aerazione forzata dei liquami accumulati in bacini di raccolta, portava ad una sostanziale
riduzione della putrescibilità degli stessi. E’ solo nel 1914 che Ardern e Lockett presentarono ulteriori studi
condotti in Inghilterra, con i quali portarono all’attenzione della comunità scientifica i risultati ottenuti
adottando il processo depurativo che fu denominato a “fanghi attivi”. La particolarità di tale processo
consisteva nel ricircolo della biomassa “attivata” dall’aerazione e lasciata sedimentare prima di reinserire il
fango nel processo.
Linea Liquami
PROCESSI A FANGHI ATTIVI - BIOMASSA SOSPESA
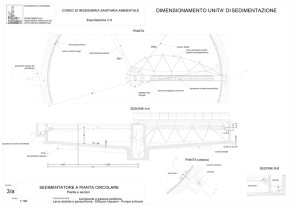
Da quanto esposto in precedenza si può schematizzare il processo a fanghi attivi come costituito da tre
unità fondamentali:
1. Il reattore nel quale i reflui, e dunque i microrganismi responsabili del processo depurativo,
vengono mantenuti in sospensione e aerazione forzata;
2. L’unità di sedimentazione per la separazione della matrice liquida (reflui trattati) dalla parte solida
(“fango attivo” dunque la biomassa microbica responsabile del processo depurativo);
3. Il sistema di ricircolo del fango attivo che riporta i solidi rimossi dall’unità di sedimentazione in testa
al processo biologico (reattore).
1
La necessità di massimizzare i processi depurativi all’interno del reattore ha condotto, in seguito alle prime
applicazioni, all’adozione di alcuni trattamenti preliminari ai quali sottoporre i liquami in ingresso agli
impianti di depurazione. In particolare sono stati introdotti sistemi di:
•
Grigliatura e triturazione; per eliminare la frazione grossolana dei reflui, i quali potrebbero
interferire negativamente sui processi biologici e rappresentare elementi di rischio per tutti gli
elementi meccanici dell’impianto, risulta necessario prevedere una fase di grigliatura preliminare
dei liquami in ingresso all’impianto;
•
Dissabbiatore e de grassatore; per gli stessi motivi succitati può ritenersi opportuno prevedere
l’adozione dei processi di dissabbiamento dei reflui con eventuale successiva
disoleatura/separazione dei grassi;
•
Sedimentazione primaria; il processo di sedimentazione primaria, se correttamente dimensionato,
è capace di abbattere circa il 30% di BOD5 e COD, i solidi sospesi sedimentabili di circa il 90% ed i
solidi sospesi totali per una quota pari a circa il 60% (mediamente molto basso risulta invece
l’abbattimento microbico).
I trattamenti descritti, che vengono predisposti in sequenza a monte del processo di ossidazione dei liquami
(reattore), influiscono positivamente, in linea di principio, nell’intero processo di depurazione; ciò
nonostante la loro adozione comporta ovviamente maggiori oneri nella realizzazione e gestione
dell’impianto. A titolo esemplificativo si possono annoverare fra i maggiori oneri :
La periodica pulizia delle griglie e la manutenzione degli elementi meccanici (laddove la grigliatura
sia di tipo a rimozione meccanica e non manuale);
La manutenzione e rimozione delle sabbie e dei grassi separati dalla matrice acquosa con i rispettivi
processi citati, nonché i costi in termini energetici laddove i sistemi di processo e la manutenzione
descritta siano automatizzate con mezzi meccanici;
La manutenzione e gestione della vasca di sedimentazione.
In definitiva si può affermare che i processi di grigliatura risultano in larga parte indispensabili, i processi di
dissabbiatura invece sono particolarmente indicati laddove i reflui che afferiscono all’impianto provengano
da fognatura di tipo misto e che quindi contengono per definizione un alto tenore di sabbie e altri materiali
abrasivi. Tale processo può invece ritenersi superfluo per impianti con limitato carico in ingresso (Carico
organico < 2000-3000 A.E.) che trattano acque provenienti da fognatura nera. Fondamentale invece risulta
l’adozione di sistemi per la disoleatura e separazione dei grassi, i prodotti di questo processo e quindi i
grassi e gli oli separati, dovranno essere rimossi e inviati allo smaltimento in opportune discariche
controllate. Infine, assunti i vantaggi e i rendimenti depurativi associati all’adozione di vasche di
sedimentazione primaria, rimane da sottolineare che tali installazioni oltre comportare un maggiore costo
iniziale dell’impianto, possono dar luogo a fenomeni di settizzazione con sviluppo di odori molesti i quali
possono determinare un impatto ambientale non trascurabile se inserito in un contesto urbano.
Queste come altre considerazioni, sono da operarsi in fase di progettazione tenendo conto dei costi iniziali
d’impianto, dei costi di gestione, dei volumi di refluo da trattare, della natura (civile/industriale) e
provenienza (fogna nera/mista/bianca) degli stessi, che porteranno ad adottare o escludere queste e/o
ulteriori fasi di trattamento (vasche di prima pioggia, pre-areazione, ecc.).
2
La configurazione classica di un impianto di depurazione a fanghi attivi può essere dunque ricondotta allo
schema di seguito rappresentato.
Lo schema proposto evidenzia la classica distinzione fra la linea liquami e la linea fanghi; la prima si
conclude con l’immissione dell’effluente (eventualmente sottoposto ad un ulteriore processo di
disinfezione tramite clorazione) in un corpo idrico recettore (acque di falda, fiumi, laghi, mare); la linea
fanghi prevede invece a valle del trattamento di riduzione (digestione) e disidratazione dei fanghi , lo
smaltimento degli stessi tramite conferimento in discarica, incenerimento, riutilizzo in agricoltura ecc.
Processo a fanghi attivi con flusso a pistone – FLUSSO A PISTONE
Dalle prime applicazioni del processo di depurazione a fanghi attivi (anni 1920) e fino al 1970 circa, la
configurazione dell’impianto di depurazione è stata caratterizzata dalla presenza di un reattore a “pistone”
con elevato rapporto fra lunghezza e larghezza della vasca di ossidazione. La configurazione a pistone della
vasca di ossidazione garantisce, in linea teorica, tempi di detenzione uniformi per i volumi di liquami in
ingresso all’impianto e dunque maggiori rendimenti nell’abbattimento della sostanza organica.
Processo a fanghi attivi – MESCOLAMENTO COMPLETO
Verso la fine degli anni ‘60, con l’aumentare del convogliamento in fogna dei reflui industriali, si è posto il
problema di contrastare gli effetti tossici dei reflui industriali che influiscono in modo pesantemente
negativo sui processi biologici. I reattori a pistone infatti risultano particolarmente sensibili a brusche
variazioni di carico organico, temperatura, concentrazione di ossigeno disciolto. L’adozione di reattori a
completo mescolamento ha consentito di ottenere un elevato grado di diluizione delle sostanze tossiche
mitigandone dunque gli effetti. Negli anni ‘70 e nei primi anni ‘80, tale tecnologia ebbe un notevole
sviluppo determinando l’adozione del sistema proposto da McKinney (1962) che prevede il processo a
fanghi attivi a stadio singolo con reattore a completo mescolamento (CMAS, Complete-Mix ActivatedSludge). In Europa però tale processo non è stato generalmente adottato per i sopravvenuti limiti più
restrittivi sul contenuto di ammoniaca nell’effluente. La necessità di ottenere una nitrificazione dei liquami
trattati ha dunque portato all’adozione di sistemi che favorissero tale processo, ad esempio il sistema a due
stadi. Gli impianti CMAS a due stadi prevedono un primo reattore destinato alla rimozione del BOD
(sostanza organica) ed un sedimentatore destinato alla nitrificazione. Ulteriori tipologie di processo che
ebbero rilevante sviluppo furono:
Il bacino o canale di ossidazione (anni 1950)
3
Il contatto e stabilizzazione (anni 1950)
Il processo Krause (anni 1960)
I fanghi attivi con ossigeno puro (anni 1970)
Il processo Orbal (anni 1970)
L’aerazione in pozzo profondo
Il reattore sequenziale discontinuo SBR (anni 1980)
Processo a fanghi attivi – SBR
Fra i sopra elencati processi, alla fine degli anni ‘70 si diffuse particolarmente il sistema SBR (Sequencing
Batch Reactor). Tale tipologia di impianto venne adottato principalmente per la depurazione di reflui
provenienti da piccole comunità o da impianti industriali caratterizzati dall’emissione discontinua di refluo.
Il sistema SBR si affermò inoltre anche grazie alla comparsa sul mercato, a costi sostenibili, dei primi PLCs
(Program Logic Controllers) nonché alla possibilità di impiego di sensori di livello e valvole a funzionamento
automatico. L’SBR è un reattore del tipo fill-and-draw (riempimento e scarico) costituito da un solo reattore
a completo mescolamento nel quale hanno luogo le principali fasi della depurazione. Viene dunque meno la
necessità di provvedere ad una vasca di sedimentazione a valle del reattore con notevole risparmio di spazi
e costi iniziali d’investimento.
4
Processo a fanghi attivi – REATTORE A STADI
Lo sviluppo della tecnologia di depurazione, dalla fine degli anni ‘70 ad oggi, è stato fortemente influenzato
dalla necessità di rimuovere dai reflui in uscita, non solo il carico organico in termini di BOD5 e COD, ma
anche i nutrienti (azoto e fosforo). E’ in questo periodo che sono andati diffondendosi impianti con reattori
a stadi e cioè costituiti da una serie di reattori a completa miscelazione. Il processo a stadi si basa sulla
possibilità di sottoporre i reflui all’aerazione prevista per l’ossidazione della sostanza organica ovvero
realizzare condizioni anaerobiche e/o anossiche utili alla rimozione dei nutrienti. L’impianto è in definitiva
costituito da reattori aerati a completo mescolamento nei quali si sviluppano i processi di ossidazione della
sostanza organica e reattori nei quali il liquame trattato viene mantenuto in condizioni anaerobiche o
anossiche, ciò al fine di ottenere la nitrificazione e denitrificazione dei liquami stessi.
5
Nuove esigenze e recenti sviluppi dei processi depurativi
Negli ultimi due decenni il processo a fanghi attivi ha subito numerose evoluzioni tese essenzialmente a
ridurre drasticamente la presenza di nutrienti nell’effluente. Tale esigenza, fortemente sottolineata dalla
vigente normativa, è frutto di una più consapevole conoscenza degli effetti indotti sull’ambiente dallo
sversamento dei nutrienti. In particolare i fenomeni di eutrofizzazione, che in varia misura coinvolgono i
corpi idrici recettori delle acque di scarico, inducono ad una particolare attenzione verso la rimozione dei
nutrienti dalle acque reflue. La diffusione dei fertilizzanti chimici in agricoltura ha difatti rivoluzionato
l’approccio verso lo smaltimento dei liquami trattati nell’ambiente. Se dunque fino alla prima metà del
secolo scorso i liquami (in alcuni casi anche tal quali) potevano rappresentare una risorsa per il comparto
agricolo apportando sui suoli gli elementi nutritivi utili alle pratiche agronomiche, con l’avvento della
“chimica” si è venuta configurando una condizione di “surplus” di nutrienti sui suoli, in considerazione della
quale, la dispersione dei liquami nell’ambiente può rappresentare un ulteriore elemento di criticità
andando a sommarsi alle fonti del così detto “carico diffuso”. A queste considerazioni si aggiungono quelle
di carattere sanitario; l’uso delle acque reflue depurate in agricoltura deve garantire la totale sicurezza
sanitaria dei prodotti finali e di conseguenza la tutela della salute dei consumatori.
Ulteriori considerazioni in merito alla gestione e, laddove possibile, distribuzione delle acque reflue
scaricate, investono enorme rilevanza per quanto concerne gli aspetti quantitativi dei corpi idrici recettori.
Tali considerazioni sono ovviamente maggiormente sentite in un territorio come quello pugliese,
storicamente privo di consistenti risorse idriche.
Gli aspetti brevemente esposti suggeriscono come la possibilità di ottenere un refluo depurato con buone
caratteristiche chimiche e batteriologiche , garantisca l’opportunità di riutilizzare tali acque in agricoltura o
per scopi industriali, andando non solo a recuperare pienamente e quindi riutilizzare un’importante risorsa,
ma soprattutto reintroducendo la stessa nel ciclo naturale dell’acqua minimizzandone gli effetti
sull’ecosistema nel suo complesso.
Processo a fanghi attivi – MBR
Fra le tecnologie che maggiormente si sono sviluppate negli ultimi anni e con le quali si riesce ad ottenere
un effluente finale idoneo al riutilizzo , una certa rilevanza è da attribuirsi ai processi MBR (Membrane
6
Biological Reactor). Tali impianti si compongono di un reattore con biomassa sospesa, in
condizionibaerobiche od anaerobiche, e di un sistema di membrane a microfiltrazione che realizzano la
separazione dei solidi dall’effluente trattato.
PROCESSI A FANGHI ATTIVI – BIOMASSA ADESA
Processi a biomassa adesa non sommersa
Appartengono a questa tipologia d’impianto i filtri percolatori. I primi filtri percolatori si diffusero fin dagli
inizi del ‘900 in quanto sono caratterizzati da semplicità nella realizzazione e bassi costi energetici per il loro
funzionamento. Il processo di depurazione avviene grazie all’azione del biofilm adeso sul letto di pietrisco; il
liquame distribuito sul filtro entra quindi in contatto con la biomassa adesa al supporto roccioso la quale, in
presenza di ossigeno, ossida la sostanza organica trasportata dal flusso discendente. Nel corso degli anni il
supporto roccioso costituente il filtro ha subito varie modifiche fino ad arrivare ad una pezzatura di 50/100
mm. Negli anni ‘50 fanno la loro comparsa i primi filtri nei quali si sostituisce alla roccia la plastica, con
minore ingombro e ridotti problemi di intasamento del filtro. Negli anni ‘60 fu sviluppato il processo RBCs
(Rotating Biological Contactors) che prevede un supporto rotante (dischi biologici) all’interno di una vasca
contenente i liquami. Tale tipologia impiantistica dunque non necessita del sollevamento dei liquami alla
sommità del reattore realizzando, oltre che migliori performance del trattamento, un sensibile risparmio
energetico nel trattamento dei reflui. I vantaggi dei processi a biomassa adesa non sommersa sono
comunque da valutare in relazione ai limiti degli stessi nella rimozione spinta dei nutrienti e di una generale
maggiore torbidità dell’effluente.
Processi a biomassa sospesa con film fisso su riempimento
Negli anni ’40 Hays e Griffith proposero l’inserimento di un materiale di riempimento all’interno dei reattori
a biomassa sospesa. Attualmente tale tecnologia è applicata sfruttando materiali plastici con caratteristiche
fisiche e dimensionali frutto di approfondita ricerca ingegneristica. Tali materiali diventano, all’interno del
reattore a fanghi attivi, il supporto del biofilm e grazie alle loro caratteristiche vengono mantenuti in
sospensione dall’aerazione tipica del processo. Numerosi sono i vantaggi di tale tecnologia ed in particolare
la minore produzione e migliore sedimentabilità dei fanghi nonché la maggiore capacità di trattamento
combinata alla stabilità del processo.
7
Processi a biomassa adesa sommersa
Fra gli anni ’70 ed ’80 si svilupparono nuovi processi depurativi costituiti da reattori a flusso ascendete
/discendente o con letto fluidizzato. Tali processi non necessitano di un sedimentatore secondario. Questa
configurazione, pur necessitando di superfici d’impianto minori, ha costi capitale più elevati dei processi a
fanghi attivi. Gli impianti a biomassa adesa sommersa sono stati utilizzati oltre che per la rimozione del BOD
anche per i processi di nitrificazione e denitrificazione (a valle di reattori a fanghi attivi o a biomassa adesa).
Gli impianti a biomassa adesa sommersa, così come i processi a biomassa sospesa con film fisso su
riempimento, possono essere utilizzati per la post-denitrificazione.
TRATTAMENTI AVANZATI
I trattamenti avanzati trovano giustificazione alla luce di esigenze specifiche quali:
1. Garantire l’abbattimento spinto della sostanza organica e dei solidi sospesi nonché ulteriori
inquinanti organici ed inorganici allo scopo di rispettare i limiti allo scarico imposti per il riutilizzo
dell’effluente finale;
2. La necessità di rimuovere i solidi sospesi per migliorare il processo di disinfezione;
3. Garantire l’abbattimento dei nutrienti per limitare gli effetti di eutrofizzazione sui corpi idrici
recettori;
4. La rimozione di specifici inquinanti per il riutilizzo in ambito industriale dell’effluente depurato.
I principali processi di trattamento avanzato unitario sono:
•
Filtrazione in volume;
•
Filtrazione superficiale;
•
Micro e ultra filtrazione;
•
Osmosi inversa;
•
Elettrodialisi;
•
Adsorbimento;
•
Stripping con aria;
•
Scambio ionico;
•
Ossidazione chimica avanzata;
•
Distillazione;
•
Precipitazione chimica;
•
Ossidazione chimica;
8
Per un quadro sintetico delle caratteristiche dei processi sopra elencati si rimanda all’allegato estratto dal
testo “Ingegneria delle acque Reflue –Trattamento e Riuso” (Metcalf&Eddy, 2006 McGraw-Hill editore)
Nella filtrazione in volume (nella quale ricade anche la tecnologia di filtrazione in pressione) il processo di
rimozione delle particelle sospese avviene tramite il passaggio del refluo attraverso un filtro, le particelle
vengono dunque intercettate e trattenute dal letto di materiale filtrante. Nella filtrazione superficiale o a
membrana le particelle vengono trattenuto tramite stacciatura da parte di una tela o di particolari
membrane montate su supporti.
La filtrazione in volume può essere realizzata facendo fluire i liquami sul filtro, per gravità oppure in
pressione; in quest’ultimo caso (più idoneo per piccoli impianti) il filtro è realizzato all’interno di un
comparto chiuso mantenuto in pressione tramite un sistema di pompaggio del refluo.
Il processo di filtrazione superficiale avviene invece facendo passare il refluo attraverso un setto poroso
sottile realizzando una vagliatura di tipo meccanico, tale azione di vagliatura è paragonabile a quella
realizzata da un colino da cucina.
Nei processi di filtrazione su membrana il range dimensionale delle particelle trattenute viene esteso
andando a comprendere anche i costituenti disciolti nel refluo da trattare. L’ultrafiltrazione ad esempio
prevede l’adduzione del refluo in pressione e il processo, che si configura quale una filtrazione per
stacciatura, consente la rimozione di macromolecole colloidi, molti batteri, alcuni virus e proteine.
NUOVE TECNOLOGIE
Estratto dal sito dell’ IRSA-Bari
I trattamenti avanzati di ossidazione vengono normalmente impiegati per il trattamento di acque
contaminate da inquinanti difficilmente biodegradabili e/o tossici (fitofarmaci, coloranti, intermedi
farmaceutici, sregolatori endocrini, ecc.). Tali trattamenti si realizzano mediante l'impiego, spesso in
combinazione, di ossidanti chimici (ozono, acqua ossigenata), radiazione ultravioletta e catalizzatori (Fe,
Mn, TiO2), in fase omogenea o eterogenea. Tutti questi trattamenti si basano sulla produzione, in soluzione
acquosa, di radicali ossidrilici instabili e fortemente ossidanti che consentono di degradare chimicamente la
maggior parte dei contaminanti organici potenzialmente fino alla loro completa mineralizzazione. Nel caso
di mineralizzazione parziale, tuttavia, risulta fondamentale l'identificazione dei sottoprodotti di
degradazione al fine di stabilire se siano più o meno tossici degli inquinanti di partenza. A tal fine, IRSA ha
acquisito negli anni una competenza consolidata nel settore della chimica analitica avanzata anche grazie
ad una strumentazione d'avanguardia. Dal punto di vista tecnologico, attualmente IRSA sta sperimentando
l'uso di materiali nanostrutturati (TiO2) per la fotossidazione catalitica di inquinanti organici, supportando il
catalizzatore su fibre o materiali a base vetro al fine di eliminare il problema della difficile rimozione delle
polveri di TiO2 comunemente utilizzate in sospensione. Le attività mirano ad ottimizzare le efficienze del
catalizzatore supportato, la sua resistenza, in termini di uso prolungato senza perdita di efficienza, nonché a
minimizzare la sua tendenza a dissolversi.
Linea Fanghi
Lo sviluppo dell’ingegneria in materia di depurazione e le esigenze di razionalizzazione nello smaltimento
dei rifiuti prodotti dal trattamento delle acque reflue, ha portato a migliorare non solo i processi depurativi
9
delle acque finora brevemente descritti, ma anche le più opportune metodiche per la riduzione e rimozione
dei fanghi di supero.
STABILIZZAZIONE DEI FANGHI
Nel corso del ‘900 si sono sviluppate essenzialmente due metodiche per la riduzione dei fanghi di supero e
cioè: la “digestione aerobica” e la “digestione anaerobica”. Entrambi i sistemi presentano vantaggi e
svantaggi in termini di costi iniziali e di gestione degli impianti, senza volersi dilungare nella disamina delle
caratteristiche dei due processi, preme sottolineare comunque quanto la tematica dello smaltimento dei
fanghi rappresenti a tutt’oggi un aspetto fondamentale per l’intero ciclo di depurazione delle acque. Lo
smaltimento ed eventuale riutilizzo in agricoltura dei fanghi di supero costituisce un elemento di forte
criticità; esso si realizza, nella maggior parte dei casi, con un processo che risulta gioco forza discontinuo. I
fanghi di supero infatti, una volta subiti i processi di digestione e disidratazione, devono essere allontanati
dall’impianto e recapitati in opportune discariche autorizzate e/o raccolti e utilizzati da aziende agricole che
rispettino le precauzioni e le indicazioni per un loro corretto utilizzo.
SMALTIMENTO DEI FANGHI
Spandimento dei fanghi sul suolo
In ogni caso lo smaltimento dei fanghi provenienti da processi di depurazione di acque reflue urbane, o
industriali ad esse assimilabili, deve rispettare quanto riportato dal D.Lgs. n. 99 del 27 gennaio 1992. I
fanghi possono essere utilizzati in:
•
suoli agricoli;
•
aree boschive;
•
ripristini ambientali;
•
discariche controllate.
Lo spandimento del fango sul suolo genera ulteriori processi di degradazione dello stesso fra i quali:
•
Distruzione dei patogeni (tramite irraggiamento solare, etc.);
•
Riduzione dei nutrienti e delle sostanze tossiche;
•
Inglobamento dei metalli nella matrice suolo.
Inoltre lo spandimento dei fanghi produce effetti positivi sul suolo stesso quali:
• Miglioramento della struttura del terreno, dell’infiltrazione ed aerazione del suolo;
• Apporto di macronutrienti e micronutrienti;
• Aumento di capacità di scambio cationico del suolo.
10
Incenerimento dei fanghi e utilizzo del biogas di processo
Altre tematiche di notevole interesse sono quelle legate al riutilizzo, per la produzione di energia, dei fanghi
e del biogas. In particolare in impianti dotati di digestori anaerobici, il biogas prodotto nei processi di
digestione del fango può essere riutilizzato, a valle di specifici trattamenti preliminari, per la produzione di
energia elettrica e/o vapore (acqua calda) a servizio dell’impianto stesso.
L’incenerimento invece è previsto sostanzialmente per fanghi non trattati (non sottoposti a processi di
digestione). Tale processo comporta i seguenti vantaggi:
•
Riduzione dei volumi del materiale da smaltire;
•
Distruzione di patogeni;
•
Possibilità di recupero termico.
Gli svantaggi sono riassumibili in:
•
Elevati costi di realizzazione ed esercizio;
•
Necessità di manutenzione dell’impianto e gestione del processo da parte di personale qualificato;
•
L’impatto dei residui di processo (ceneri, emissioni in atmosfera);
•
Smaltimento dei residui solidi che possono essere caratterizzati da alte concentrazioni di inquinanti.
11
QUADRO DI SINTESI DELLE PRINCIPALI TECNOLOGIE ADOTTATE
NEGLI IMPIANTI DI DEPURAZIONI PUGLIESI GESTITI DA AQP S.p.A.
Per quanto riguarda gli impianti di depurazione pugliesi gestiti da AQP S.p.A. viene presentata di seguito
una tabella riassuntiva delle principali tecnologie adottate per la linea liquami e la linea fanghi (n.182
impianti censiti).
TRATTAMENTO PRIMARIO
n. impianti Tipologia di trattamento
1
Pozzo Imhoff
TRATTAMENTO SECONDARIO
n. impianti Tipologia di trattamento
164
trattamento a fanghi attivi, con diffusione aria a microbolle
2
trattamento a fanghi attivi, con diffusione aria a microbolle + aeratori sommersi
1
trattamento a fanghi attivi, con diffusione aria a microbolle + aeratori superficiali
2
trattamento a fanghi attivi, con diffusione aria a microbolle e filtri MBR
3
trattamento a fanghi attivi, con diffusione aria mediante aeratore sommerso
6
trattamento a fanghi attivi, con diffusione aria mediante aeratore superficiale
trattamento a fanghi attivi, con diffusione aria mediante aeratore superficiale +
1
aeratore sommerso
2
trattamento a fanghi attivi, con filtro percolatore
181
TOTALE
n. impianti
16
46
3
26
2
93
TRATTAMENTO TERZIARIO
Tipologia di trattamento
filtrazione mediante filtri a sabbia a gravità
filtrazione mediante filtri a sabbia in pressione
filtrazione mediante filtri a tela
filtrazione mediante fitro meccanico a disco
Ultrafiltrazione a membrana (Fra cui l’mpianto di Melendugno con ulteriore fitodepurazione)
TOTALE
n. impianti
119
45
7
10
181
Tipologia di trattamento
Digestione Aerobica
Digestione Anaerobica
Ossidazione totale
Pozzo Imhoff
TOTALE
LINEA FANGHI
12
13
14
15
16
17