PLC
NEGLI ANNI 70 BEDFORD ASSOCIATES PROPOSE UNA MACCHINA CHIAMATA MODULAR DIGITAL
CONTROLLER (MODICON) AI MAGGIORI PRODUTTORI DI AUTO. ALTRE COMPAGNIE PROPOSERO
SCHEMI BASATI SU COMPUTER. IL MODICON FU IL PRIMO PLC AD ESSERE COMMERCIALIZZATO E
PRODOTTO IN LARGA SCALA. IL MOTIVO PRINCIPALE PER IL QUALE NACQUE L’ESIGENZA DEL
PLC FU LA NECESSITÀ DI ELIMINARE I COSTI ELEVATI PER RIMPIAZZARE I SISTEMI DI
CONTROLLO COMPLICATISSIMI BASATI SU RELÈ. LE ESIGENZE DI INNOVAZIONE ERANO TALI DA
RICHIEDERE CONTINUE VARIAZIONI DELLO SCHEMA RELÈ CON GROSSI RISCHI DI ERRORE AD
OGNI VARIAZIONE.
P L C:Programmable Logic Controller
In italiano significa Controllore a Logica Programmabile, è una apparecchiatura elettronica
programmabile per il controllo di macchine e di processi industriali. Nasce come elemento
sostitutivo della logica cablata e dei quadri di controllo a relè .
Si qualifica in breve tempo come elemento insostituibile nell’ automazione di fabbrica
La caratteristica fondamentale che distingue il PLC dalla logica cablata è la FLESSIBILITA',
ovvero la possibilità di variare in poco tempo la logica di funzionamento dell'impianto senza
dover variare il cablaggio elettrico. Lo sviluppo di software di programmazione sempre più
potenti ha fatto si che anche il debug ( la diagnostica) sia molto più semplice ed immediato.
QUANDO IL PLC E' INDISPENSABILE?
In alcuni casi ormai il PLC non è più una scelta, ma diventa una necessità, questo accade quando
si devono costruire macchine o impianti che devono prevedere espansioni e modifiche nella
logica di controllo , oppure quando sono richieste alcune funzioni speciali come le seguenti
Connessioni a computer, terminali, stampanti,
Elaborazioni matematiche
Posizionamenti
Regolazioni PID
APPLICAZIONI TIPICHE DEL PLC
MACCHINE UTENSILI
MACCHINE PER LO STAMPAGGIO
MACCHINE PER IMBALLAGGIO
MACCHINE PER IL CONFEZIONAMENTO
ROBOT / MONTAGGIO
REGOLAZIONE PROCESSI CONTINUI
MACCHINE TESSILI
SISTEMI DI MOVIMENTAZIONE/TRASPORTO
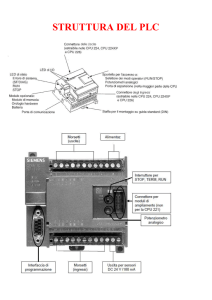
STRUTTURA HARDWARE DI UN PLC
PINCIPIO DI FUNZIONAMENTO:
I segnali in tensione provenienti dai vari sensori vengono portati alla morsettiera delle
SCHEDE DI INGRESSO.
La CPU elabora il programma contenuto nella memoria, ed interroga lo stato degli
ingressi,
verificando cioè se agli stessi è presente o meno il segnale in tensione.
A seconda dello stato degli ingressi e del programma residente nella memoria, la CPU
gestisce
le schede di uscita, dando tensione ai corrispondenti morsetti.
ALIMENTATORE
Provvede a fornire i corretti livelli di tensione per il funzionamento dei vari dispositivi
elettronici
•Esistono diversi modelli, in funzione della tensione di rete: –110 Vac –230 Vac –24 Vdc
CPU (CENTRAL PROCESSING UNIT)
È il cuore del PLC, il microprocessore, ovvero il dispositivo che determina l'esecuzione
del programma, dei calcoli e di tutte le elaborazioni logiche Interagisce con la Memoria, i
moduli di I/O e le periferiche .
MEMORIA
Esistono diversi dispositivi di memoria:
1. RAM: (random access memory = memoria ad accesso casuale)è una memoria il cui
accesso sia in lettura che in scrittura avviene
in modo molto rapido, ma è di tipo volatile e necessita di una batteria tampone o di un
condensatore
per mantenere i dati in assenza di alimentazione.
2. EPROM: (ERASABLE PROGRAMMABLE READ ONLY MEMORY = memoria
cancellabile e programmabile a sola lettura)
è una memoria di tipo non volatile, ovvero mantiene i dati in assenza di tensione, ma per
poter essere "scritta"
richiede un particolare dispositivo (programmatore di EPROM).
La cancellazione avviene tramite raggi ultravioletti irraggiati attraverso una finestrella
trasparente posta sul dorso del chip.
3. EEPROM (ELECTRICALLY ERASABLE PROGRAMMABLE READ ONLY
MEMORY) e FLASH EPROM:
a differenza delle EPROM possono essere programmate o cancellate direttamente del
PLC.
MEMORIA DATI
E' quella memoria dove vengono memorizzati i valori durante l'elaborazione del
programma. l'accesso a questa memoria può avvenire per bit, byte, word o doppieword,
ovvero si possono memorizzare valori on/off oppure valori numerici, o ascii. essendo
richiesta un alta velocità di elaborazione, questa memoria non può che essere di tipo
RAM
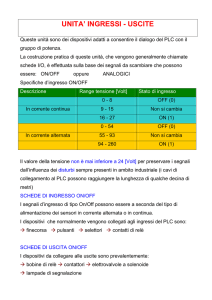
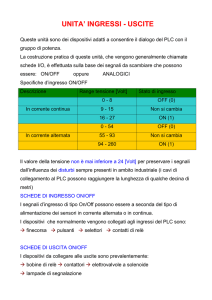
MODULI DI I/O
SCHEDE DI INGRESSO DIGITALI
Convertono lo stato dell'ingresso associato in uno stato logico ( 1 - 0 )
interpretabile dalla CPU
Tipologie: per segnali in corrente continua ( 24 V)
NPN (logica negativa)
PNP (logica positiva)
per segnali in corrente alternata (110 - 240 V)
per conteggio veloce
SCHEDE DI USCITA DIGITALI
convertono gli stati logici presenti nella memoria dati di Output
in segnali elettrici che commutano fisicamente il punto di uscita
Tipologie:
transistor
carichi in C.C. (24 V)
relè
per carichi in C.A. (110 - 220 V)
per carichi in C.C. (5, 12, 24 V)
Moduli di comunicazione
Moduli speciali (Contatori veloci,controlli analogici,ecc)
MODULI SPECIALI
Modulo Master AS-i
Moduli di conteggio veloce
Ingressi analogici (configurabili per sonde e termocoppie)
Uscite analogiche
Moduli di comunicazione
Schede estensione memoria
Moduli di backup
Web Server TCP-IP
PERIFERICHE
Permettono il "colloquio" tra l'operatore ed il PLC
Console di programmazione o PC
Pannello operatore
Sistema di supervisione o SCADA
CICLO DI SCANSIONE
(ciclo di funzionamento del PLC)
Da questo diagramma di flusso possiamo vedere e sopratutto capire come funziona o (passatemi
il termine) come ragiona un PLC
una cosa scontata ma fondamentale è che il plc esegue il ciclo di scansione solo quando il suo
modo di funzionamento è su RUN o su PROGRAM, mai quando è su STOP. questi stati , a
seconda del plc , sono selezionati da un selettore fisico posto sulò plc o da un comando impartito
tramite il computer direttamente collegato al PLC per la programmazione.
la prima operazione che compie è la lettura degli ingressi, e con questo intendiamo propio tutti ,
digitali , analogici, on board o su bus di campo (su schede remotate ovvero collegate al plc
tramite una rete di comunicazione).
Dopo aver letto tutti gli ingressi , il loro stato viene memorizzato in una memoria definita
REGISTRO IMMAGINE DEGLI INGRESSI.
A questo punto viene elaborato il programma. Le istruzioni di comando vengono elaborate in
Sequenza dalla cpu.
Al termine dell'elaborazione, il risultato viene memorizzato nel REGISTRO IMMAGINE
DELLE USCITE.
in fine , il contenuto dell'immagine delle uscite viene scritto sulle uscite fisiche ovvero le uscite
vengono attivate.
Poichè l'elaborazione delle istruzioni si ripete continuamente, si parla di elaborazione ciclica, Il
tempo che il controllore impiega per una singola elaborazione delle istruzioni del programma, è
denominato tempo di ciclo .
Quest'ultimo è costantemente controllato da un apposito sistema definito watchdog, che al
superamento del tempo massimo preimpostato causa un allarme che pone il plc nello stato di
STOP.
LINGUAGGI DI PROGRAMMAZIONE
Normativa IEC1131-3:
LINGUAGGI DI PROGRAMMAZIONE:
GRAFICI :
Diagramma a contatti (Ladder Diagram) LD
Schema a blocchi funzionale (Functional Block Diagram) FBD
Sequential Function Chart SFC o diagramma funzionale in
sequenza GRAFCET
LETTERALI :
LINGUAGGI DI PROGRAMMAZIONE
LADDER
NOZIONI FONDAMENTALI DEL LINGUAGGIO LADDER
1. I segni grafici sono strutturati in reti delimitate da barre a sinistra e a destra, dette
barre di alimentazione.
2. Le linee di collegamento dei segni grafici possono essere orizzontali o verticali e
il loro stato di
LINGUAGGI DI PROGRAMMAZIONE
INSTRUCTION LIST
Normativa IEC1131-3:
Questo linguaggio di programmazione è composto da una sequenza di istruzioni scritte in
linguaggio mnemonico. Ogni istruzione comprende un indirizzo, un codice, seguito da un
eventuale modificatore, e uno o più operandi, separati da virgole. Nel confronto con gli
altri linguaggi trova una corrispondenza diretta con diagramma ladder.
LINGUAGGI DI PROGRAMMAZIONE
STRUCTURED TEXT
Normativa IEC1131-3:
Il linguaggio letterale strutturato è un linguaggio molto simile al Visual Basic ,
per cui sui avvicina molto a coloro che provengono dal settore informatico
anzichè elettrotecnico
LINGUAGGI DI PROGRAMMAZIONE
GRAFCET
Normativa IEC1131-3:
Il GRAFCET è un diagramma funzionale , il principio di funzionamento è quello di
descrivere graficamente con un flow chart il comportamento di un automatismo
sequenziale. Ogni blocco di questo flow chart è diviso in tre settori programmabili in
ladder, uno attivo alla prima lettura del blocco, uno attivo fino a che il blocco è in
esecuzione, uno attivo all'ultima lettura del blocco. anche le diramazioni contengono
delle condizioni programmabili. In fine nella struttura del programma si creano dei
blocchi sempre attivi che possono fare riferimento al blocco in esecuzione, ovvero alla
fine del programma io ho dei blocchi dove posso dire.. "se è in esecuzione il blocco 1 ed
ho l'ingresso %I1.2 allora accendo l'uscita %Q4.3 " ( queste istruzioni dovranno essere
editate in ladder).
ZONE E FORMATI
Normativa IEC1131-3:
Nel PLC sono presenti 5 zone che identificano tipologie di dispositivi o aree di memoria
con funzione assegnata.
Zona memoria (%M)
Zona degli Ingressi (%I)
Zona delle Uscite (%Q)
Zona delle Costanti (%K)
Zona Sistema (%S)
Ad ognuna di queste zone è possibile accedervi con un determinato formato. Il formato è
la quantità di bit che viene presa in considerazione dall'istruzione che stiamo
componendo. Ad esempio se vogliamo utilizzare una memoria come se fosse un relè (onoff) utilizzeremo il formato a BIT, ovvero un singolo bit può contenere gli stati 0 - 1 . Se
dobbiamo elaborare un valore avremo bisogno di unire più bit la cui codifica sarà il
nostro valore, quindi, in base alla grandezza del valore da contenere dovremo scegliere
quanti bit ci servono.
Bit (X)
Byte (B) =8 bit
Word (W) =16 bit
Doppia Word (D) =32 bit
Word flottanti (F) =32 bit
COME PROGRAMMARE IL PLC
Per programmare correttamente un PLC è necessario ...
1. determinare ciò che il sistema deve eseguire ed in quale ordine;
2. determinare il numero e il tipo di I/O (ingressi/uscite) che necessitano per il
collegamento dei sensori e degli attuatori;
3. determinare la configurazione hardware che dovrà avere il PLC e le caratteristiche
della CPU che supporterà i vari moduli;
4. effettuare l' indirizzamento degli I/O;
5. approntare uno schema elettrico, un diagramma di flusso ed un elenco di azioni
che chiariscano inequivocabilmente la successione delle operazioni da svolgere,
comprese eventuali situazioni di allarme;
6. codificare lo schema redatto in un programma editabile e trasferibile nella CPU
tramite console di programmazione o personal computer;
7. inserire nel PLC il programma con i relativi parametri di lavoro;
8. ricercare eventuali errori di programmazione per quanto concerne la sintassi del
programma o gli errori di esecuzione;
9. testare a banco il programma editato eseguendo una simulazione
10. testare che il collegamento elettrico degli ingressi e delle uscite corrisponda a
quello usato nel programma
11. collegare il PLC al sistema da controllare e verificarne il corretto funzionamento
12. salvataggio del programma definitivo su eprom, eeprom o flash eprom.