Il ciclo di Produzione della calzatura in una logica di sostenibilità
Aurora Magni
1. Sostenibilità non è solo rispetto delle regole
Nel mondo occidentale -e per quanto ci riguarda più direttamente, in Italia- ogni processo di
trasformazione produttiva/industriale è inquadrato in un sistema legislativo e normativo complesso1 che
comprende anche regole relative alla sicurezza dei processi e del prodotto e alla difesa dell’ambiente.
Questa premessa ci consente di dare una chiara definizione di “processo produttivo sostenibile” che non va
limitato al rispetto dei dettami legislativi del paese in cui ‘azienda opera o vende, ma che si identifica in uno
sforzo di continuo miglioramento che la stessa compie con l’obiettivo di ridurre il costo ambientale dei
processi e delle attività di trasformazione. Il “miglioramento continuo” presuppone una conoscenza
preliminare dei problemi e delle criticità riscontrabili nelle varie fasi delle lavorazioni: dal consumo
energetico alle emissioni inquinanti, dall’impronta idrica alla generazione di rifiuti, dal grado di
biodegradabilità/riciclabilità ai costi ambientali della logistica. Un approccio che richiede un’ indagine
preliminare e una valutazione oggettiva dei fattori che concorrono alla produzione di CO2 al fine di
pianificarne il superamento con interventi tecnici ed organizzativi e che si inserisce a pieno titolo nella
strategia internazionale indicata dalla Convenzione Quadro delle Nazioni Unite per il cambiamento
climatico o dal Protocollo di Kyoto.
Letta da questa angolazione la cultura della sostenibilità applicata ai processi industriali è inseparabile dalla
ricerca di processi e materiali innovativi che concorrono a determinare il prodotto finale. Non ci può
essere sostenibilità senza innovazione e ricerca: sarebbe come scambiare per un risultato ecologico
l’interruzione delle attività produttive (e i conseguenti costi ambientai) nei periodi di crisi.
Chiarito che essere sostenibili significa innovare per lavorare gravando il meno possibile sull’ambiente,
possiamo estendere la definizione ad altri ambiti valoriali fondamentali: all’idea stessa cioè di lavoro e
sviluppo. La sostenibilità infatti, non equivale solo ad una visione ecologica dello sviluppo industriale ma
chiama infatti in causa l’equità sociale, il rispetto delle persone, delle comunità, dei consumatori, la difesa
delle biodiversità e degli animali.
E’ a questo punto possiamo chiederci: l’industria della calzatura può partecipare al processo di faticoso
riequilibrio ambientale e sociale che le dichiarazioni internazionali auspicano e pretendono dai singoli
governi? Sicuramente. E’ quanto proveremo a dimostrare in questo capitolo.
Il settore calzaturiero non è tra le tipologie industriali maggiormente inquinanti essendo i processi
produttivi che lo caratterizzano sostanzialmente descrivibili come azioni di adattamento ed assemblaggio
di materiali ed elementi strutturali, ma è certamente un complesso insieme di attività non prive di criticità
che richiedono attenzione.
Il settore calzaturiero partecipa inoltre con autorevolezza al fashion system gobale, fenomeno culturale,
produttivo, distributivo e di consumo per sua natura “non ecologico” essendo basato sulla realizzazione e
vendita di beni dotati di un ciclo di vita brevissimo, condizione indispensabile all’essenza stessa della moda
ma destinata a consegnare alla discarica abnormi volumi di materiali spesso non biodegradabili.
Della non sostenibilità della moda si è parlato molto in questi ultimi tempi soprattutto grazie a campagne di
grande impatto mediatico2 e alla maggior sensibilità dei consumatori che si interrogano sulla storia del
prodotto che stanno acquistando e sul costo richiesto all’ambiente per la sua produzione. La
1
Cioè non impedisce che a fianco di un’economia responsabile ve ne sia un’altra illegale o che sviluppa
comportamenti socialmente scorretti come fenomeni come la contraffazione e il lavoro nero testimoniano.
2
Citiamo a titolo esemplificativo la campagna Detox di Greenpeace www.greenapeace.org
1
consapevolezza della presenza di una prassi di sfruttamento di manodopera a basso costo nelle aree povere
del mondo e di concorrere al depauperamento delle risorse ambientali si è ormai fatta strada in molti
consumatori stanchi di essere identificati come irresponsabili fashion victimes. La diffusione di questi nuovi
valori ha generato due importanti risultati:
- La moda deve assumersi le sue responsabilità (ambientali e sociali) e dichiarare la storia e le
caratteristiche di ciò che vende
- Non è più attuale la distinzione tra articolo sostenibile ed esteticamente modesto e articolo fashion
bello ma non sostenibile. Il sistema della moda deve garantire, insieme ai contenuti fashion, la
correttezza dei suoi processi produttivi.
Un effetto importante di questo nuovo approccio al tema, si è registrato all’interno della filiera della moda
coinvolgendo soggetti che nei diversi step concorrono a produrre ed offrire al mercato il prodotto finito. E’
maturato cioè il convincimento che solo da progetti condivisi che intervengano sul grado di sostenibilità
delle materie prime, degli accessori, della logistica, dei processi produttivi e distributivi, del packaging, fino
alla vita post consumo del prodotto.. possa nascere una moda più sostenibile.
Letto da questa angolatura il processo di realizzazione e consumo della calzatura chiama in causa ambiti e
soggetti diversi e attribuisce un importante ruolo anche ad aree progettuali esterni alla filiera in senso
stretto.
Industria
meccanica
Produzione
suole, tacchi,
accessori
Elettronica
informatica
Terziario
avanzato
Industria
chimica e
polimeri
Industria calzaturiera
distribuzione
consumatore
concia
Industria
tessile
Industria
energetica
Logistica/
Packaging
Industria
agroalimentare
Industria
del riciclo
rifiuti
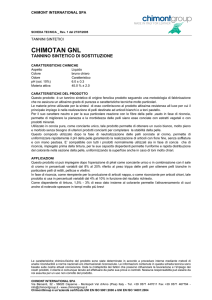
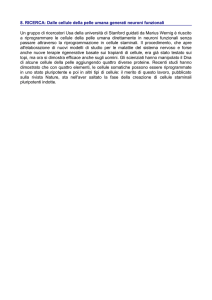
Grafico 1: Il sistema produttivo integrato della calzatura
Rappresentata nella sua complessità, la filiera presenta aree produttive specificatamente dedicate alla
fabbricazione degli elementi costitutivi della calzatura (pelli conciate, cuoio, materiali polimerici, tessuti,
accessori), altre sono fornitrici di servizi e attrezzature finalizzate alle attività produttive. Un ruolo
importante, specie dal punto di vista della sostenibilità, è riservato alla fase iniziale del processo che nelle
calzature in pelle e cuoio corrisponde con l’industria agroalimentare, all’industria tessile e dei polimeri nelle
altre tipologie di calzature e alle fasi conclusive come la distribuzione, importante interfaccia con il
2
mercato. Nella visione integrata del prodotto e della sua presunta sostenibilità, altri fattori entrano in
campo: il comportamento dell’articolo durante il suo uso (il grado di manutenzione necessaria) e il suo
destino a esaurimento del ciclo di vita. La pianificazione già in fase ideativa, del post vita della calzatura
dismessa è entrata a pieno titolo nelle strategie di molte imprese del settore ed aumenta così l’offerta di
prodotti originati (almeno in parte) materiali second life e/o riciclabili.
Analizzando la filiera integrata della calzatura dal punto di vista della sostenibilità possiamo così
rappresentare alcune della problematiche più critiche:
Settore considerato
Settore agroindustriale
Industria chimica, tessile e dei
polimeri
Industria meccanica/elettronica
Produzione tacchi, suole,
accessori
Terziario/logistica/packaging
Concia
Industria calzaturiera
Distribuzione
Uso e dismissione
Criticità
Impatto ambientale degli allevamenti intensivi
Impronta idrica
Problematiche animaliste
Consumi materie prime
Consumi energetici e acqua
Emissioni
Scarti industriali
Consumi materie prime,
consumi energetici
Emissioni
Scarti industriali
Consumi materie prime
Consumi energetici
Emissioni
Scarti industriali
Costi ambientali del web
Consumi di materia prima, energia/carburanti,
produzione scarti tipici dell’economia degli eventi
Consumi energetici / acqua
Emissioni
Uso di sostanze chimiche
Scarti industriali
Consumi energetici
Emissioni
Uso di sostanze chimiche
Scarti industriali
Consumi energetici
Produzione scarti
Consumo detergenti e acqua
Bassa/nulla biodegradabilità dei manufatti polimerici
o trattati
Tabella 1: Principali criticità ambientali nella filiera integrata della calzatura
Naturalmente non è questa la sede per analizzare ogni singolo settore indicato. Ci limiteremo quindi ad
considerare gli elementi di maggior interesse ai fini di una analisi del ciclo di vita del prodotto (LCA) nella
fase identificabile con la concia e la produzione di calzature.
3
2. La concia ha un lato green
Un tempo considerata l’anima nera del processo di produzione di articoli in pelle e cuoio per i suoi
alti costi ambientali, la concia è stata al centro di una paziente ed intensa opera di rinnovamento
che ne ha abbassato significativamente il grado di pericolosità ambientale.
Il settore, come scritto nel rapporto GreenItaly 2013 “ sta investendo sempre di più sulla riduzione
a monte dell’impatto ambientale. In nove anni, dal 2002 a 2011, il consumo di acqua si è ridotto
del 23,5%: si è passati dai 136 litri usati nel 2002 per ogni metro quadro di prodotto, ai 108 del
2011. La filiera della concia è particolarmente virtuosa anche per quanto concerne la gestione dei
rifiuti: le percentuali di raccolta differenziata, dal 2002, non sono mai scese al di sotto del 91% dei
rifiuti prodotti, fino a toccare il 98% nel 2010 e nel 2011, valore massimo assoluto. Ma non solo.
Una volta raccolta, la maggior parte di questi rifiuti viene riciclata, con una percentuale di recupero
che, nel 2011, è stata del 71%”3.
Queste buone notizie non devono far perdere di vista gli ampi margini di miglioramento che il
comparto della concia presenta, specie nelle piccole imprese, spesso non dotate di attrezzature di
ultima generazioni. L’alto consumo idrico, l’impiego di sostanze chimiche spesso pericolose, la
produzione di emissioni nell’ambiente di lavoro, gli scarti di lavorazione maleodoranti e di difficile
gestione rendono la lavorazione della pelle un processo particolarmente impattante anche a
causa della concentrazione di aziende in aree distrettuali specializzate.
Costruite da secoli lungo i corsi di fiumi e torrenti, le concerie necessitano di enormi quantitativi di
acqua per lavare le pelli,le macchine e gli ambienti di lavoro, attivare i prodotti chimici utilizzati
durante i processi produttivi delle diverse fasi di lavorazione. Gli approvvigionamenti idrici e il
disinquinamento delle acque di scarico rappresentano gli aspetti ambientali più rilevanti per
l’industria conciaria, sia dal punto di vista fisico che economico. La riduzione dei consumi idrici è
stata ottenuta grazie all’utilizzo di tecnologie in grado di ottimizzare i quantitativi d’acqua
necessari e all’adozione di modalità di riutilizzo dell’acqua di processo. A questo importante
risultato ambientale non ha corrisposto però un risultato economico altrettanto soddisfacente:
l’incidenza media dei costi delle acque sul fatturato ha registrato un forte incremento rispetto al
passato. Il valore 2011 si attesta infatti al 2,96% del fatturato, con un incremento rispetto al 2002
del 107% circa.4
Ma il problema dell’utilizzo di acque per la lavorazione della pelle e del cuoio non è limitabile al
consumo della risorsa prima e chiama in causa il problema degli inquinanti risultanti dalle attività
produttive. Contrariamente a quanto avveniva in passato con gravi danni per la flora, la fauna ma
anche per la qualità della vita delle comunità residenti nelle aree prossime ai siti produttivi e ai
corsi d’acqua coinvolti, oggi i processi di innovazione e ricerca hanno portato la depurazione
conciaria a risultati importanti di ottimizzazione delle linee di trattamento acque e fanghi che nei
distretti produttivi sono svolte in impianti di depurazione consortili.
Rilevante anche la problematica “rifiuti di produzione” vale a dire quell’insieme di prodotti di
rasature, ritagli e carniccio che rappresentano oltre il 49% del totale a cui si aggiungono i fanghi di
depurazione ( 26%); i liquidi di concia il (15,4%). I liquidi di concia contenenti Cromo rientrano
3
Symbola, Unioncamere “Rapporto GreenItaly 2012” pag. ….
4
Fonte: http://www.unic.it/public/UNIC/documenti/Documenti_542_rapporto_socio_ambientale_unic_2012_new.pdf
4
nella normativa nazionale di gestione dei rifiuti e sono invece inviati tramite autobotti a impianti
centralizzati di recupero. Il Cromo recuperato viene miscelato con altro “fresco” e riutilizzato nel
processo produttivo.
In conceria, dove viene applicata attenzione, la pratica della raccolta differenziata permette di
preservare, evitando miscelazioni, le caratteristiche tecniche dei diversi materiali, rendendo gli
stessi utilizzabili da processi di recupero/riciclaggio effettuati da aziende specializzate.
Per quanto riguarda le emissioni in atmosfera il rapporto ci informa : “in conceria, i principali
parametri che influenzano la qualità dell’aria sono rappresentati da Composti Organici Volatili
(COV), Polveri e Idrogeno Solforato. Per la produzione di calore sono inoltre utilizzate centrali
termiche che, durante la combustione, emettono Ossidi di Azoto (NOx) e di Zolfo (SOx), oltre
naturalmente all’Anidride Carbonica (CO2)”. Anche in questo caso la riduzione dell’ inquinamento
atmosferico trae origine dall’innovazione tecnologica e in particolare dall’uso di prodotti meno
inquinanti, dalla selezione e acquisto di macchinari ad elevata efficienza, dalla gestione e dalla
manutenzione degli abbattitori, dal monitoraggio sulle emissioni.
Rilevante è certamente anche l’uso che le concerie fanno di sostanze chimiche: per la produzione
di un m2 di pelle finita si calcola siano necessari oltre 2 kg di prodotti chimici, una quota rilevante
dei quali (ca 30%) rientra nella categoria dei preparati pericolosi stabilita dalla normativa europea
(DIR 67/548 CEE), recepita a livello nazionale.
Anche i terreni, specie in prossimità del depuratore e a seguito di eventuali scarichi diretti di acque
reflue e fanghi, possono risultare contaminati da Cromo. Mentre il Cromo III è poco solubile anche
a pH acido e, dunque non crea problemi per la disposizione in discarica o direttamente sul terreno
ed è mutagenicamente inattivo, il Cromo VI, invece, è mutageno, teratogeno e induce tumore ai
polmoni.
E’ infine bene tenere presente che si sta parlando di un comparto importante che a fine 2011
risultava essere composto da 1.309 imprese, in lieve calo rispetto all’anno precedente (-1,6%) e
con un’occupazione di 17.996 addetti. La caratterizzazione più o meno eco compatibile di un paio
di scarpe o di stivale parte da qui: nel 2011 i volumi di produzione sono stati pari a 133 milioni di
mq e quasi 40 mila tonnellate di cuoio da suola, per un valore complessivo di circa 4,9 miliardi di
euro.5 In una logica di LCA è bene quindi ripercorrere la fasi del ciclo di lavorazione in grado di
rendere la pelle utile alla fabbricazione della calzatura.
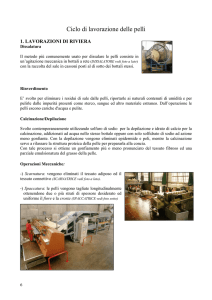
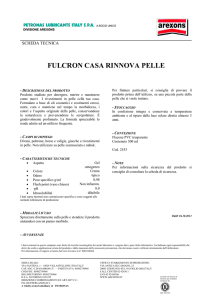
Il ciclo di lavorazione delle pelli
Il processo produttivo conciario è complesso e presenta passaggi delicati dal punto di vista
dell’impatto ambientale sia per la tipologia degli scarti e delle emissioni che per l’ampio uso di
sostanze chimiche. Ecco in sintesi le fasi principali e le relative criticità.
5
Unione Nazionale Conciaria, Rapporto Socio Ambientale 2012
5
predisporre la pelle nelle condizioni opportune per ricevere le sostanze concianti
rende la pelle imputrescibile e resistente
all'attacco di svariate sostanze chimiche
Concia
Fase di riviera
Fase produttiva
Rinverdimento
Asportazione sporcizia,
albumine,globuline
solubili, sale (NaCl) con
cui le pelli sono state
conservate
Calcinazione/Depilazione
depilazione, apertura
delle fibre di collagene e
parziale saponificazione
dei grassi
Scarnatura
asportazione dello strato
sottocutaneo del derma
Rifilatura e spaccatura
Divisione del fiore dalla
crosta, eliminazioni
contorni superflui
Decalcinazione /
Macerazione
Eliminazione depilante
alcalino , riduzione
gonfiamento, aumento del
rilassamento del collagene
Sgrassaggio
asportazione dello strato
sottocutaneo del derma
Piclaggio
eliminazione residui di
calce preparazione del
derma alla penetrazione
dell'agente conciante.
Concia al cromo
impregnazione della pelle
con sostanze chimiche
che ne impediscono la
putrefazione
Concia al naturale
impregnazione della pelle
con sostanze naturale che
ne impediscono la
putrefazione
Tecnologia
Criticità ambientale
Ripetuti lavaggi in acqua tiepida in
bottale o in aspo con elettroliti,
tensioattivi, enzimi proteolitici e
sostanze antibatteriche
Consumo energetico
Consumo acqua
Consumo di sostanze
chimiche
In bottale o in aspo, impiegando il
300-400% di acqua rispetto al peso
delle pelli e addizionando Ca(OH)2 e
Na2S o NaSH, a 28°C.
Scarichi idrici con Sali e
sostanze chimiche
Emissioni in atmosfera
Macchina scarnatrice
macchine rifilatrici e spaccatrici
bagno di acqua a 30-37°C per
eliminare residui e i solfuri e i
solfidrati usati come depilanti nel
calcinaio e che si trovano assorbiti
sulle pelli trattate: l'idrogeno
solforato (H2S) che si libera viene
captato mediante cappe di
aspirazione poste sopra i bottali
Bagno con emulsionanti in fase
acquosa o con solventi organici
clorurati.
acidificazione fino a pH=2,5-3 in
soluzione salina mediante soluzioni
di NaCl e H2SO4. In questa fase si
libera H2S proveniente dal Na2S
ancora presente sulla pelle
Bagno in solfato basico di Cromo
Consumo energetico
Consumo acqua
Consumo di sostanze
chimiche
Scarichi idrici con Sali e
sostanze chimiche
Bagno in tannini naturali (o
sintetici?)
Emissioni in atmosfera
Inquinamento terreni in
prossimità dei depuratori
6
Migliorare l'aspetto del pellame, conferendogli le caratteristiche desiderate
Fase di rifinizione
Pressatura e rasatura
eliminazione eccesso di
acqua e resa uniforme
dello spessore della pelle.
Pressa rotativa a feltri
Smerigliatura
Resa uniforme della
superficie della pelle
Cilindri con superficie abrasiva
lama di aria generata da una testa di
spazzolatura e sistema di aspirazione
Neutralizzazione
innalzamento del PH per
permettere la successiva
tintura. Si usa
generalmente una
Soluzione di NaHCO3 (0,7-2%) a 2030°C o di NH4(HCO3) e NH4(HCO3),
formiato di calcio, acetato di sodio.
Riconcia
ulteriore trattamento per
migliorare la qualità del
prodotto finale.
Sali di Cr, tannini, sali di Al, resine
ureiche, glutaraldeide.
Tintura
applicazione di sostanze
coloranti sulla pelle
Bagni con coloranti azoici e i derivati
dell'anilina. Il colorante viene pesato
e sciolto in acqua calda (60-70°C), e
quindi addizionato al bagno in
macchine automatiche che lavorano
a ciclo chiuso.
A livello artigianale la tintura è svolta
manualmente
Ingrasso
attribuzione alla pelle di
morbidezza e
impermeabilizzazione.
Oli e grassi di origine animale,
vegetale o sintetica, in emulsione
acquosa con l'ausilio di tensioattivi
7
Consumi energetici
Consumi idrici
Consumo di sostanze
chimiche
Emissioni in atmosfera
Emissioni inquinanti in
acqua di processo
Perdita/riduzione grado di
biodegradabilità del
prodotto finito
Asciugatura
Palissonatura e
folonaggio
Resa di maggior
morbidezza alla pelle
Per sospensione o appenditura
(consiste nello spremere le pelli con
apposite macchine e appenderle poi
in essiccatoi ad aria calda).
"Pasting": si incollano le pelli su delle
lastre di materiale vario e si fanno
asciugare in essiccatoi continui a
galleria o piastre di acciaio
(essiccamento alla termoplacca o
secoterm) a cui può essere aggiunta
una depressione prodotta da una
pompa a vuoto (essiccamento sotto
vuoto).
Sollecitazioni meccaniche ottenute
dalla macchina di palissonatura che
produce molto rumore e notevoli
vibrazioni. Nel folonaggio, le pelli
vengono fatte ruotare in bottale con
o senza acqua oppure segatura.
Rifinizione
Funzionalizzazione e resa
estetica della pelle
Spalmatura di pigmenti di tipo
organico o inorganico (ad es:
coloranti di anilina, ossidi di Ti, di
Fe), leganti di varia natura (caseina,
nitrocellulosa, resine sintetiche),
sostanze ausiliari (lucidi, plastificanti,
coloranti di avvivaggio, addensanti,
reticolanti, solventi e diluenti) . La
rifinizione alla nitrocellulosa richiede
la presenza nelle miscele coprenti di
plastificanti (ftalato di butile e olio di
ricino), di vernici a base di
poliuretani e di solventi e diluenti,
tra cui acetati, glicoleteri, alcoli,
chetoni. Gli strati coprenti vengono
poi fissati con una soluzione di
formaldeide al 10-15%. Le tecniche
adottate per l'applicazione delle
miscele coprenti sono la rifinitura a
spruzzo, a tampone e a velo.
Tabella 2: Processo e criticità della concia
8
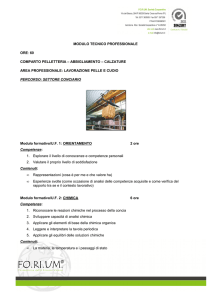
3. Il processo di produzione della calzatura sostenibile
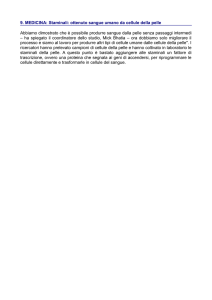
La tabella seguente ricostruisce le principali fasi del ciclo produttivo in senso stretto e
individua alcune delle problematiche ambientali sollecitate dalla trasformazione dei
materiali in prodotto.
9
Preparazione della
giunteria
Fase produttiva
Taglio della pelle o dei materiali
sintetici (tomaia)
Taglio della fodera
Tecnologia
-attrezzi per taglio a mano
tradizionale;
- pressa per taglio con fustella
-sistemi automatizzati per taglio
in continuo (con supporto di
Cad):
a lama tagliente
(semplice o doppia)
a lama vibrante
laser
a ultrasuoni
a getto d’acqua
spaccatura
scarnitura
Garbatura
bordatura
macchina spaccatrice
Macchina scarnitrice
Dima riscaldata
incollaggio /Macchina Cucitrice
rinforzi
Incollaggio /Macchina Cucitrice
Orlatura
Preparazione al
montaggio/iniezione
Inserimento puntale e
contrafforte
Montaggio o iniezione
Macchina cucitrice
Incollaggio termico
Macchina cucitrice, sistemi vari di
fissaggio
Applicazione intersuola, suola,
Incollaggio, inserimento
soprattacco e tacco
chiodi/viti, macchine cucitrici
Macchina per l’iniezione di PVC o
poliuretano
Applicazione guardolo
Macchina cucitrice, sistemi di
incollaggio
Finissaggio
Lavaggio, lucidatura, incollaggio
eventuali elementi decorativi
Tabella 3: processo di costruzione della scarpa classica o da passeggio
Criticità ambientale
Sfridi di produzione
Consumi energetici nei processi
non manuali
Produzioni di fumi nei tagli
termici
Consumi energetici
Emissione nell’ambiente di agenti
chimici, polvere di cuoio,
sostanze inquinanti e fumi da
surriscaldamento dei materiali
Inquinamento acustico
Quanto descritto è relativo alle azioni produttive svolte in un calzaturificio. Non bisogna però dimenticare
che partecipano al processo di fabbricazione della calzatura anche le aziende specializzate nella
realizzazioni di componenti fondamentali del prodotto: le suole, i tacchi e accessori quali speroni, puntali,
fibbie, passamanerie, elementi decorativi.
10
Nel caso della produzione di una sneaker il processo può così essere sintetizzato:
Fase produttiva
Tecnologia
Criticità ambientale
Tabella 2: processo di costruzione delle sneakers
Le differenze tra i due processi produttivi sono molteplici, a partire dalla diversa tipologia dei principali
materiali di base: pelle e cuoio nel primo caso, polimeri e tessuti nel secondo. Si tratta naturalmente di un
distinguo operato con criteri grossolani: sappiamo come tessuti e eco-pelli abbiano ruolo nella costruzione
di modelli di sandali o stivali e come non manchino esempi di scarpe da ginnastica realizzate con
componenti in pelle nella tomaia. La rappresentazione grafica che segue, pur nella sua imprecisione, ci
aiuta a individuare l’interrelazione tra il ciclo produttivo della scarpa e i contesti extrasettoriali attigui
consentendoci di individuare le origini delle criticità ambientali del prodotto finale.
Considerati da questa angolazione, gli elementi che concorrono a costituire la filiera del valore, infatti,
rimandano a settori economici diversi dal calzaturiero e portatori di contenuti qualificanti il bene realizzato
ma –inevitabilmente- anche di costi ambientali significativi.
a)
Settore agro
alimentare
Produzione calzatura
classica o “da
passeggio”
Concia
b)
Industria chimica
Polimeri e gomma
Produzione sneakers / DPI
/ stivali in gomma
Industria tessile
Da una analisi del processo produttivo relativo alla realizzazione di calzature classiche o da passeggio si può
notare come il costo ambientale non sia particolarmente elevato durante il ciclo di taglio, assemblaggio e
11
finissaggio: l’alto impiego di intervento manuale nelle fasi di lavorazione concorre a ridurre sprechi di
materia prima e materiali di processo e a contenere al minimo indispensabile i consumi energetici.
L’attenzione va semmai posta al grado di sicurezza in cui operano i lavoratori esposti a rischio di piccoli
infortuni (taglio, punture con aghi da cucitura…) e/o a contatto con collanti, solventi, sostanze lucidanti che
possono creare problemi alle vie aeree o provocare dermatiti da contatto se non vengono osservate le
norme di sicurezza ed adottati adeguati DPI.
12