Automazione di un impianto
per il processo di imbottigliamento
1
Storia dell’imbottigliamento
L’imbottigliamento è stata un’operazione manuale o semi manuale fino alla prima decade del nostro
secolo, quando ebbe inizio la fabbricazione completamente automatizzata delle bottiglie di vetro o, in
altre parole, dopo che Michael Owens costruì la sua famosa macchina imbottigliatrice.
Subito dopo vennero inventate le prime macchine per il lavaggio ed il riempimento delle bottiglie
.Sino dall’inizio del XX secolo, le linee di imbottigliamento si sono andate sviluppando ad un ritmo
superiore a quanto si possa immaginare. Lavaggio risciacquo, asciugatura, riempimento, chiusura ed
etichettatura di più di sedici bottiglie al secondo, quasi senza nessun ricorso al lavoro fisico costituiscono
un processo che non era mai stato sognato 80 anni prima.
Per quanto riguarda invece le acque minerali in bottiglia esse sono note solo da 300 anni.
Nel 1865 Boyle pubblicò le prime proposte di produzione di acque minerali gassate, ed attorno al 1700
Dom Perignon inventò lo champagne.
Naturalmente la distribuzione di acque minerali, divenne possibile solo quando si ebbe la disponibilità
di bottiglie abbastanza resistenti e di chiusure ermetiche. Il tappo a corona fu inventato nella prima decade
del XIX secolo; prima di tale data la chiusura ermetica della bottiglia era un vero problema. Una delle
soluzioni era quella di utilizzare una bottiglia che non sarebbe mai stata usata in posizione verticale.
Gli sforzi esercitati al fine di raggiungere velocità di imbottigliamento sempre più alte sono più facili
da capire se si considera che la produzione globale di birra è dell’ordine degli 80 miliardi di litri, quello
delle altre bevande gassate (escludendo vini e spumanti) è di circa 88 miliardi di litri.
Dagli inizi della distribuzione a larga scala della birra, la bottiglia è stata del tipo “a rendere”; lo stesso
si è osservato in molti Paesi per le bevande analcoliche, da quando ha avuto inizio la loro distribuzione.
Alcuni governi hanno dato contributi ai sistemi “bottiglia a rendere” mediante una tassazione speciale
delle bottiglie “non a rendere” oppure attraverso la proibizione totale dell’universo di bottiglie a perdere.
Logicamente si può pensare che il sistema “a rendere” abbia contribuito alla standardizzazione della
forma e del volume delle bottiglie. In effetti, sono stati realizzati diversi standard, il cui numero è superato
di molte volte dalle forme e volumi delle bottiglie che si trovano sul mercato.
Le maggiori società che dominano con il franchaising l’industria delle bevande analcoliche hanno
ciascuna il proprio tipo di bottiglia, che varia nell’aspetto e nella dimensione.
Automazione di un impianto per il processo di imbottigliamento
2
Ovviamente non tutto l’attuale gigantesco volume di circa 170 miliardi di litri di bevande gassate è
imbottigliato in vetro, del tipo a rendere o non a rendere. In questo ambito da una cinquantina d’anni, ha
fatto la sua comparsa la scatola di alluminio, la “lattina”. Negli anni sessanta dopo il boom della “lattina”
si avviarono energiche attività di ricerca per il confezionamento delle bevande in vetro ed in lattina.
La concorrenza fu spietata, ma certamente l’industria del vetro non rimase certo inattiva, mentre si
stavano registrando gli sviluppi nel settore della lattina metallica.
Nei trent’anni successivi divenne possibile ridurre in modo considerevole il peso delle bottiglie grazie
ai miglioramenti della tecnologia di formatura e con lo sviluppo di nuovi metodi di rivestimento
protettivo delle superfici (coating).
Il peso di una moderna bottiglia di vetro, monouso può avere un peso pari al 25% di quello che
caratterizzava le bottiglie utilizzate nei primi decenni del nostro secolo.
La superficie di queste bottiglie leggere può essere rivestita con un ossido metallico e alcuni
componenti organici i quali assieme, assicurano una protezione contro le rigature.
Dal momento che queste rigature dei contenitori di vetro significano una diminuzione della resistenza
del contenitore, lo sviluppo di un rivestimento di protezione sufficiente della superficie diviene anch’esso
un punto chiave per una ulteriore riduzione del peso del contenitore di vetro nel prossimo futuro.
Vetro e metallo sono materiali di confezionamento ormai tradizionali, potremmo dire storici. Essi sono
attraenti, e noi li consideriamo funzionali, perché abbiamo accettato i loro inconvenienti inevitabili e col
tempo abbiamo imparato a convivere con loro.
2
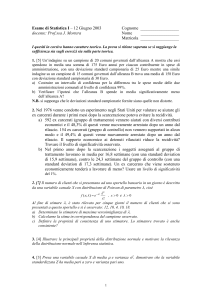
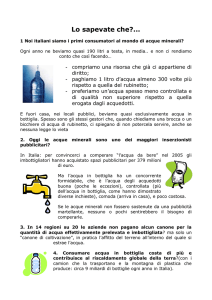
Riempitrice isobarometrica
Il riempimento di una bottiglia vuota avviene in varie fasi, durante la rotazione sulla giostra, lungo il
suo perimetro. A seconda del tipo di prodotto che viene utilizzato variano le fasi di riempimento. Per
realizzare la sequenza delle fasi, una serie di comandi fissi interviene, durante la rotazione, sui rubinetti.
Due sono i tipi di riempimento:
riempimento isobarometrico;
riempimento isobarometrico con semplice preevacuazione.
Riempimento delle bottiglie in una riempitrice isobarometrica con semplice preevacuazione
Mediante un trasportatore di entrata le bottiglie sono distanziate regolarmente grazie alla coclea e
successivamente posizionati sulla stella di ingresso.
A sua volta, la stella di ingresso posiziona e inserisce la bottiglia nella forcella del martinetto di
sollevamento, dando avvio alla fase di riempimento.
La rotazione della giostra fa scorrere il pistone lungo una camma che comanda il sollevamento del
martinetto portando così la bottiglia contro il rubinetto.
La tenuta, è assicurata da un cilindro pneumatico che agendo sul martinetto, manda l’estremità del
collo della bottiglia contro le guarnizioni della campanella di centraggio posta nel rubinetto.
Ora che la tenuta è garantita dal martinetto di sollevamento che esercita una pressione di 2-3 bar contro
la guarnizione, inizia la fase della preevacuazione. Quest’operazione, consente la preevacuazione dell’aria
della bottiglia mediante una pompa di vuoto.
Ora la bottiglia viene pressurizzata, quindi nel suo interno inizia a defluire il gas presente all’interno
del serbatoio.
Successivamente quando la valvola è stata liberata, inizia il riempimento isobarometrico. Il
riempimento isobarometrico inizia quando la pressione nella bottiglia raggiunge il valore di quella del
serbatoio, si può definire a caduta.
La molla di richiamo della valvola di riempimento provoca l’apertura della valvola del liquido che
scende nella bottiglia senza turbolenze, deviato contro la parete interna del deflettore conico della
cannuccia. Grazie alla caduta del liquido in modo isobarometrico si evita, per le bevande gassate, il
problema della schiuma, infatti, non si sviluppa all’interno della bottiglia.
Automazione di un impianto per il processo di imbottigliamento
3
Mentre il liquido defluisce, il gas contenuto nella bottiglia viene spinto nel serbatoio, rientrandovi
grazie ad una cannuccia. In alcuni casi di malfunzionamento si può verificare che:
non viene aperto il rubinetto sotto il quale manca la bottiglia;
non vengono riempite le bottiglie difettose;
se una bottiglia si rompe durante il riempimento, la pressione del serbatoio farà
chiudere la valvola del gas e quella del liquido.
Quando il liquido della bottiglia arriva al bordo inferiore della cannuccia, otturando l’uscita del gas e
bloccando il ritorno del gas e bloccando il ritorno del gas nel serbatoio, termina il riempimento.
Quindi si può capire che la lunghezza della cannuccia determina il livello di riempimento della
bottiglia.
A questo punto per evitare fuoriuscite di liquido viene eseguita la decompressione del liquido
(mediante la fuoriuscita del gas rimasto nel collo).
Quindi le bottiglie piene escono dalla riempitrice i martinetti spinti dalla camma si abbassano e
vengono avviate alla capsulatura.
Fig.1 - Riempitrice isobarometrica
4
Automazione di un impianto per il processo di imbottigliamento
3
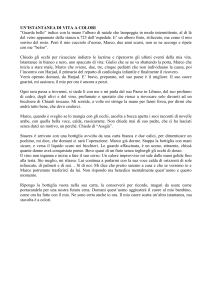
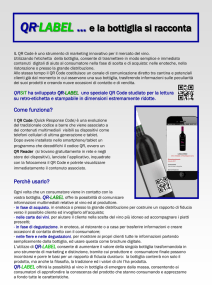
Il tappatore
Il tappatore è una parte fondamentale per gli impianti per il processo di imbottigliamento.
Il movimento verticale dei pistoni tappanti, infatti, non viene fornito dalla tradizionale camma,
soggetta ad usura e fonte di rumore.
Al suo posto, viene utilizzato un grosso cuscinetto a sfera, montato su un piano inclinato.
Il sistema consente una tappatura esente da urti; viene pertanto garantita una percentuale di rottura
delle bottiglie praticamente nulla, anche ad altissime velocità.
Per adeguarsi ai diversi formati di bottiglie, il tappatore può essere posizionato ad altezza idonea con
un sistema servocomandato.La tramoggia dei tappi a corona è di tipo centrifugo.
Per rendere più affidabile il funzionamento di riempitrici particolarmente veloci, è possibile installare
un sistema d’alimentazione a tappi a doppio canale.
In caso d’inceppamento dal canale d’alimentazione principale, entra automaticamente in funzione il
secondo canale che permette all’operatore di sbloccare il primo senza fermare la macchina, per abbattere
fortemente i tempi di ripristino.
Alcuni tipi di tappatori consentono anche una sanificazione a circuito chiuso delle teste tappanti.
a
b
Fig.2 – a) Immagine di un tappatore. b) Schema di un tappatore.
Automazione di un impianto per il processo di imbottigliamento
5
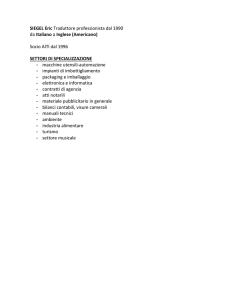
Nel caso avessimo un tappatore a tappi corona è interessante notare il funzionamento della tramoggia
dei tappi a corona.
La tramoggia dei tappi a corona è di tipo centrifugo. Al fine di ridurre gli sfregamenti dei tappi tra loro,
la tramoggia funziona con una quantità limitata dei medesimi.
Il sistema di alimentazione tappi ai pistoni tappanti è costituito da un canale in cui è inserito il
dispositivo di orientamento tappi nella corretta posizione.
A valle di questo dispositivo una stella sincronizzata con il tappatore trasferisce tangenzialmente i
tappi sotto il magnete permanente del pistone tappante, al quale rimangono così agganciati.
Grazie a questo sistema i pistoni tappanti non neccesitano di boccola di centraggio. L’assenza di
boccola migliora inoltre le caratteristiche di igenicità nella gola di tappatura, favorendone la pulizia.
Fig.3 – Schema di funzionamento di una tramoggia per tappi a corona
Automazione di un impianto per il processo di imbottigliamento
4
6
Parti della riempitrice
Di seguito sono riportate i componenti fondamentali e caratteristici della riempitrice, che successivamente
andremo a descrivere:
Valvola di riempimento;
Pistoni sollevamento bottiglie.
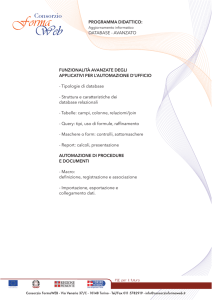
Valvola di riempimento
Le valvole di riempimento sono poste all’interno del serbatoio. Sono state studiate per un riempimento
veloce e senza turbolenza. Sono costituite da un numero molto limitato di componenti per facilitare la
sanificabilità e la manutenzione. Le guarnizioni in gomma alimentare sono ridotte al minimo e resistenti
ai cicli si sanificazione.
La campanella di centraggio è guidata da robusti steli d’acciaio inox protetti contro gli scoppi delle
bottiglie.
Il gruppo mobile che comprende le campanelle di centraggio viene movimentato tramite rulli che
scorrono su delle camme fisse.
Il contatto fra bottiglie e campanelle avviene quando le bottiglie sono ancora inserite nell’attrezzatura:
ciò assicura elevata stabilità anche alle velocità elevate. Il disegno della valvola di riempimento è tale da
permettere che il liquido dei prodotti piatti vada nella bottiglia a pressione atmosferica.
Le molle di richiamo dei pulsanti sono esterne. Il comando di apertura e chiusura presenta il gruppo
frizione posizionato all’esterno del serbatoio: si evita così un possibile inquinamento dovuto alla sua
usura. Le diverse parti che compongono la valvola di riempimento possono essere smontabili in modo
indipendente, con evidenti vantaggi per le operazioni di manutenzione, pulizia e sostituzione.
Il tempo di sostituzione in caso di guasto è molto rapido, per evitare perdite di tempo inutile per
riparazioni. Il tubo di livello è montato senza filettatura e può essere sostituito molto facilmente e in tempi
brevi. Per ogni prodotto, viene utilizzato il tipo di valvola più adatto alle caratteristiche del liquido.
Si passa perciò dalle semplici valvole utilizzate per acqua gassata, alle valvole con dispositivo di
preevacuazione dell’aria per prodotti sensibili all’ossidazione (birra, bibite gassate, spumanti, ecc.) alle
valvole con dispositivo di autolivellamento per vini di elevata qualità.
Fig.4 – Due modelli di valvole di riempimento.
7
Automazione di un impianto per il processo di imbottigliamento
Pistoni sollevamento bottiglie
I martinetti di sollevamento bottiglie hanno un movimento a trazione dall’alto anziché dal basso e sono
piazzati all’esterno della giostra, in posizione protetta dagli spruzzi e da eventuali frammenti di vetro.
Mentre la macchina è in produzione, un dispositivo automatico temporizzato (regolabile quindi a
seconda delle esigenze) provvede alla lubrificazione dei martinetti.
Il particolare disegno del martinetto ne facilita lo smontaggio e il montaggio sulla macchina in
brevissimo tempo, poiché queste operazioni avvengono a martinetto completamente assemblato.
Grazie ai materiali usati non è necessaria lubrificazione esterna.
Il rullo del martinetto, ricoperto di gomma resistente all’abrasione, riduce il rumore ed evita l’usura
della camma. In caso di rottura, i cocci di vetro ed il prodotto cadono direttamente sul pavimento senza
venire a contatto con parti scorrevoli e martinetti.
Inoltre entra in funzione automaticamente un dispositivo di lavaggio martinetti, sui rubinetti e sulle
campanelle di centraggio, per una completa rimozione di eventuali frammenti rimasti.
Il corretto trasferimento delle bottiglie sotto le valvole di riempimento avviene con l’impiego di
campanelle di centraggio.
Il contatto tra bottiglia e campanella è realizzato quando la bottiglia è ancora posizionata tra stella e
guida. In questo modo si ha un perfetto controllo della bottiglia anche ad altissima velocità.
a
b
Fig. 5 – a) Schema con funzionamento del martinetto di sollevamento. – b) Giostra di
martinetti di sollevamento.
5
Sensori e mezzi di rilevamento grandezze
8
Automazione di un impianto per il processo di imbottigliamento
Pressostato
I pressostati o interruttori di pressione sono apparecchiature sensibili alla pressione esercitata da un
fluido all’interno di una tubazione o di un contenitore; sono in grado di azionare un contatto elettrico
quando viene superato un determinato valore di taratura.
Le parti che caratterizzano queste apparecchiature sono essenzialmente due: l’elemento sensibile alle
variazioni di pressione e il contatto elettrico.
La chiusura e l’apertura della sede del pressostato, dovuto a una pressione in grado di vincere l’azione
antagonista della molla precaricata, causa l’azionamento di un microinterruttore.
Pertanto un impulso meccanico viene trasformato in un impulso elettrico permettendo l’azionamento
istantaneo o continuo di organi elettrici, elettromeccanici o elettropneumatici (motori, temporizzatori,
elettrovalvole, ecc.).
Ve ne sono svariatissimi tipi: a membrana, a pistone, a pressione singola o differenziale, in c.c. o c.a.,
in esecuzione normale o protetta, ecc.
Pressostato a membrana regolabile (serie pm)
Caratteristiche elettriche
1.
2.
3.
4.
Tensione max
Potenza max
Tipo di servizio
Tensione di isolamento
48 V ac/dc
24 VA
pesante
500 V
Il pressostato apre un contatto elettrico quando si
raggiunge la pressione prestabilita
Fig.6 -Pressostato a membrana regolabile camozzi.
Sonda di livello
Questa sonda regola il livello del box di riempimento mediante il comando di apertura e chiusura della
valvola principale di entrata liquido nel serbatoio.
Il regolatore di livello a galleggiante rappresenta la soluzione più semplice, infatti si basa sullo
spostamento di un galleggiante posto nel liquido di cui si vuole controllare il livello.
Il movimento di questo galleggiante, mediante un asta, aziona un contato elettrico (segnale on-off) .
Il sensore di livello a galleggiante però non è adatto alla misurazione di livello di liquidi che producono
schiuma (es. birra).
Come alternativa a questi sensori possiamo usare sensori capacitivi o ultrasonici.
I sensori di livello capacitivi sono adatti alla rilevazione di materiali liquidi e non.
All’elettrodo dei sensori capacitivi nuoce l’acqua, quindi deve essere completamente isolato, e in caso
di turbolenze prodotte da agitatori, deve essere protetto con un tubo di calma.
Questi sensori vengono generalmente inseriti verticalmente o lateralmente sulla parete del sensore
capacitivo.
Automazione di un impianto per il processo di imbottigliamento
9
Fig 7 - Sensori di livello capacitivi.
Decompressore
Il decompressore è la valvola che riporta la pressione delle bottiglie dopo la fase di riempimento al
livello normale, per evitare fuoriuscite di liquido.La valvola è molto importante, infatti, fa sì che la
pressione che si forma tra il liquido e il collo della bottiglia sia annullata senza la fuoriuscita di liquido.
Motorizzazione
Solitamente la motorizzazione di questi impianti è a corrente alternata con convertitori di frequenza.
Gli organi di trasmissione, racchiusi nel basamento sono costituiti da ingranaggi in ghisa e in plastica
alternati, per ridurre la rumorosità, ed evitare la lubrificazione. I riduttori sono a vite senza fine in bagno
d’olio.
La movimentazione della giostra avviene per mezzo di ralla dentata di grande diametro, protetta da
infiltrazioni di acqua e vetro
Fig.8 - Sistema di motorizzazzione.
10
Automazione di un impianto per il processo di imbottigliamento
Lubrificazione
La lubrificazione è centralizzata in un unico punto del basamento.
Le macchine più evolute hanno un sistema automatico di lubrificazione che invia la giusta quantità di
grasso in un tempo determinato dall’operatore.
Il tempo che andrà in base al tipo di ambiente e il tipo di funzionamento.
a
b
Fig.9 – a) Immagine di una batteria di valvole per il funzionamento dell’ingrassatore. b) Parti
meccaniche con relativo sistema di lubrificazione.
Quadro di comando
Il quadro di comando nelle macchine della ultima generazione, è sostenuto da un braccio snodato che
può essere orientato dall’operatore nella posizione più idonea alla condizioni di lavoro.
Escluse alcune funzioni critiche – start / stop, arresto in emergenza, blocco bottiglie – tutti comandi
della macchina sono gestiti da almeno un terminale industriale.
Tale soluzione consente un’interfaccia operatore più precisa e funzionale rispetto alla tradizionale
pulsantiera.
Fig.10 – Quadro di comando di una riempitrice.
Sanificazione
La macchina è predisposta per essere lavata e sanificata in circuito chiuso, ottenuto mediante l’utilizzo
di false bottiglie sono disponibili sia nella versione ad inserimento manuale che automatico.
Automazione di un impianto per il processo di imbottigliamento
6
11
Norme europee CEI EN 60204-1
Di seguito sono riportati alcuni articoli della Norma Europea CEI EN 60204-1 (seconda edizione –
settembre 1993).Sicurezza del macchinario.
Equipaggiamento elettrico delle macchine. Parte 1: Regole generali. Classificazione CEI: 44-5, utili
per una corretta installazione dei controllori logici programmabili, per il relativo equipaggiamento, e di
tutte le interfacce elettriche e elettroniche delle macchine.
Queste norme prescrivono e raccomandano prescrizioni ed equipaggiamento elettrico per promuovere:
la sicurezza delle persone e dei beni;
la congruenza delle risposte ai comandi;
la facilità di manutenzione.
Quindi le prestazioni elevate non devono andare a scapito dei fattori indispensabili riportati qui sopra.
Arresto
La scelta della categoria di arresto deve essere determinata in base alla valutazione del rischio della
macchina.Devono essere prescritte misure appropriate per assicurare un arresto affidabile.
Quando richiesto, devono essere forniti dei mezzi di connessione per i dispositivi di protezione e di
interblocco. La funzione di arresto non deve determinare alcuna situazione di pericolo.
Arresto d’emergenza
In aggiunta alle prescrizioni d’arresto, l’arresto d’emergenza comporta le seguenti prescrizioni:
deve per ogni modo di funzionamento prevalere su tutte le altre funzioni ed operazioni;
l’alimentazione di potenza degli attuatori di macchina può portare a condizioni pericolose, deve
essere interrotta il più rapidamente possibile senza causare altri pericoli;
il riarmo non deve comportare un nuovo avviamento.
Segnalazione delle operazioni di comando
I movimenti o le azioni di una macchina, o di una parte della stessa che possono portare a condizioni
pericolose, devono avvenire con la segnalazione e controllo della posizione, o come risultato di questi
movimenti e azioni.
Interruzioni di tensione
Se viene utilizzata una memoria, il corretto funzionamento in caso di guasto dell’alimentazione di
potenza si deve essere assicurato (per es. utilizzando una memoria non volatile) se la perdita del contenuto
della memoria può portare ad una condizione pericolosa.
Sensori di posizione
I sensori di posizione (es. interruttori di posizione, interruttori di prossimità) devono essere disposti in
modo che non possano essere danneggiati in caso di oltre corsa.
I sensori di posizione azionati meccanicamente ed utilizzati in circuiti destinati a fornire misure di
protezione devono essere progettati per funzionare a comando positivo di apertura.
12
Automazione di un impianto per il processo di imbottigliamento
Colori dei pulsanti
I pulsanti devono essere conformi al codice dei colori della tabella N°.I colori per i pulsanti di
avviamento sono il bianco, il grigio o il nero con una preferenza per il bianco.
E’ ammesso anche il verde.
Il rosso non deve essere usato. Il colore rosso deve essere usato per i pulsanti di arresto di emergenza. I
colori per i pulsanti d’arresto sono il nero, il grigio o il bianco con una preferenza per il nero.
E’ ammesso anche il rosso. Il verde non deve essere usato.
Il bianco, grigio, e il nero sono i colori preferiti per i pulsanti che provocano alternativamente
l’avviamento e l’arresto.
I colori rosso, giallo o verde non devono essere usati.
Il bianco, il grigio e il nero sono i colori preferiti per i pulsanti che provocano un funzionamento
quando sono premuti e un arresto quando sono rilasciati. I colori rosso, giallo o verde non devono essere
usati.
Il verde è riservato per funzioni che indicano condizioni normali o di sicurezza.
Il giallo è riservato per funzioni che indicano attenzioni o condizioni anormali.
Il blu è riservato per funzioni di significato obbligatorio.
I pulsanti di ripristino devono essere blu, bianchi, grigi o neri.
Quando vengono utilizzati anche come pulsanti d’arresto/disinserzione vengono preferiti il bianco,
grigio o nero con una netta preferenza per il nero. Non deve essere utilizzato il verde.
COLORE
SIGNIFICATO
ROSSO
EMERGENZA
GIALLO
ANORMALE
VERDE
SICUREZZA
BLU
OBBLIGATORIO
SPIEGAZIONE
ESEMPI DI APPLICAZIONE
AZIONARE IN CASO DI
CONDIZIONE DI
PERICOLOSITA’
AZIONARE IN CASO DI
CONDIZIONE ANORMALE
ARRESTO DI EMERGENZA INIZIO
DELLA FUNZIONE DI EMERGENZA
AZIONARE IN CASO DI
CONDIZIONE DI
SICUREZZA O PER
PREPARARE UNA
CONDIZIONE NORMALE
AZIONARE IN CASO DI
CONDIZIONE CHE
RICHIEDE UN’AZIONE
OBBLIGATORIA
NERO
NOTA
FUNZIONE DI RIPRISTINO
AVVIO ARRESTO
(PREFERENZIALE)
BIANCO
GRIGIO
INTERVENTO PER SOPPRIMERE UNA
CONDIZIONE ANORMALE INTERVENTO
PER RIAVVIARE UN CICLO
AUTOMATICO INTERROTTO
NON VIENE
PER L’AVVIO GENEREALE
ATTRIBUITO NESSUN DELLE FUNZIONI AD
SIGNIFICATO
ECCEZIONE
DELL’ARRESTI DI
EMERGENZA
AVVIO ARRESTO
AVVIO ARRESTO
(PREFERENZIALE)
QUANDO VIENE UTILIZZATO UN MESSO SUPPLEMANTARE DI CODIFICA(PER ESEMPIO
FORMA POSIZIONE) PER L’IDENTIFICAZIONE DEGLI ATTUATORI A PULSANTE , LO STESSO
COLORE BIANCO GRIGIO,NERO,PUO’ ESSERE UTILIZZATO PER VARIE FUNZIONI
Tab.1 – Codice colori per i pulsanti e il loro significato
13
Automazione di un impianto per il processo di imbottigliamento
Percorso dei conduttori
I conduttori e i cavi devono essere stesi da un morsetto all’altro senza giunzioni intermedie o saldature.
Se necessario connettere e sconnettere i cavi e gli insiemi di cavi, essi devono avere una
lunghezza supplementare sufficienti a tale scopo.
Le estremità dei cavi multipolari devono essere fissate in modo tale che nessuna sollecitazione
meccanica eccessiva possa essere esercitata sulle estremità dei conduttori.
Quando possibile, il conduttore di protezione equipotenziale deve essere posto in prossimità
dei conduttori attivi associati al fine di diminuire l’impedenza dell’anello di guasto.
Indicatori luminosi e visualizzatori
Gli indicatori luminosi e i visualizzatori servono per fornire le seguenti informazioni:
segnalazione: per attivare l’attenzione dell’operatore o per indicargli di eseguire una
determinata manovra. I colori rosso, giallo, verde e blu sono abitualmente usati per questo
scopo;
conferma: per confermare un comando, uno stato o una condizione o per confermare la
fine di un periodo di cambiamento o di transizione. I colori blu e bianco sono abitualmente
usati per questo scopo. In alcuni casi si può usare anche il colore verde.
COLORE
ROSSO
GIALLO
VERDE
BLU
BIANCO
SIGNIFICATO
SPIEGAZIONE
AZIONE DELL’OPERATORE
EMERGENZA
CONDIZIONE
PERICOLOSE
AZIONE IMMEDIATA PER
TRATTARE UNA
CONDIZIONE PERICOLOSA
CONDIZIONE
ANORMALE
CONDIZIONE
CRITICA IMMINENTE
CONTROLLO E/O
INTERVENTO (PER ES.
RISTABILENDO LA
FUNZIONE DESIDERATA)
ANORMALE
SICUREZZA
CONDIZIONE
NORMALE
FACOLTATIVA
ESEMPI DI APPLICAZIONE
PRESSIONE/TEMPERATURA
FUORI DAI LIMITI DI
SICUREZZA CADUTA DI
TENSIONE INTERRUZIONE
OLTRCORSA OLTRE LA
POSIZIONE D’ARRESTO
PRESSIONE/TEMPERATURA
SUPERIORE AI LIMITI
NORMALI SGANCIAMENTO
DEL DISPOSITIVO DI
PROTEZIONE
PRESSIONE/TEMPERATURA
ENTRO I LIMITI NORMALI
SGANCIAMENTO DEL
DISPOSITIVO DI PROTEZIONE
OBBLIGATORIO
INDICAZIONE DELLA
CONDIZIONE
CHE RICHIEDE
UN’AZIONE
DELL’OPERATORE
AZIONE OBBLIGATORIA
ISTRUZIONE PER INSERIRE
VALORI PRESELEZIONATI
NEUTRO
ALTRE CONDIZIONI
PUO’ ESSERE USATO
OGNI VOLTA CHE SI
HA UN DUBBIO
SULL’IMPIEGO DEI
COLORI ROSSO,
GIALLO, VERDE, BLU
CONTROLLO
INFORMAZIONE GENERALE
Tab. 2 – Codice degli indicatori luminosi e il loro significato rispetto alle condizioni della macchina
Automazione di un impianto per il processo di imbottigliamento
14
Colori
A meno di accordo contrario tra costruttore e utilizzatore, le gemme degli indicatori luminosi devono
seguire il codice dei colori riportati nella tabella 1.2 in funzione della condizione (stato) della macchina.
Conformemente alla Pubblicazione IEC 73, possono essere dati ai colori significati diversi in accordo
con uno solo dei criteri seguenti:
La sicurezza delle persone e dell’ambiente circostante;
Lo stato dell’equipaggiamento elettrico.
Luci intermittenti
Per ulteriore distinzione o informazione e specialmente per dare maggiore evidenza al segnale si
possono usare luci intermittenti nei seguenti casi:
per attirare l’attenzione;
per richiedere un’azione immediata;
per indicare una discordanza tra il comando dato e lo stato reale dell’apparecchiatura;
per indicare un cambiamento in corso.
Si raccomanda di utilizzare la frequenza più elevata delle luci intermittenti per l’informazione
avente priorità superiore.
Fig. 11 – Insieme di pulsanti e indicatori luminosi.
Automazione di un impianto per il processo di imbottigliamento
7
15
Scelta del PLC
La scelta del PLC e stata fatta in base a criteri riguardati:
La funzionalità;
Il criterio tecnologico;
La finalità tecnologica;
L’aspetto economico.
E’ stato scelto un controllore programmabile adatto a svolgere le funzioni di comando per la
riempitrice.
I moduli delle uscite a relè fanno sì che le caratteristiche tecniche di questo PLC. siano facilmente
adattabili ai valori di tensione e di potenza presenti all’interno del quadro dell’impianto.
La caratteristica degli ingressi è quella di lavorare ad una tensione di ingresso di 24 V in DC; mentre le
uscite lavorano a una tensione di carico di 250 V in AC.
Inoltre il PLC, deve essere, preferibilmente di tipo modulare, in quanto ciò consente un’eventuale
ampliamento per aumentare le sue capacità a seconda delle esigenze.
Per quanto riguarda l’aspetto economico si è cercato di tenere conto, oltre al costo, anche alla spesa
riguardante l’installazione e manutenzione del PLC.
Fig.12 – Immagine di un PLC omron sysmac C28 serie H.
Automazione di un impianto per il processo di imbottigliamento
16
Unità centrale
Interfaccia seriale RS232C per il collegamento con Host Computer, visualizzatore, stampante e
scrittore di EPROM.
Orologio-calendario opzionale.
130 tipi di istruzione.
Modalità terminale che permette di associare a ciascun tasto della console di programmazione una
sequenza di comandi o l’esecuzione di parti di programma.
Tempi di esecuzione molto bassi: 0,75 ms/k istruzione (da 0,75 us a 2,25 us per le istruzioni)
Contattore veloce con 8 uscite dirette. Ingresso di conteggio monodirezionale: 2kHz max.
Multilingue: è disponibile visualizzare sulla console i messaggi operativi in, italiano, inglese, francese
tedesco spagnolo.
17
Automazione di un impianto per il processo di imbottigliamento
INDICE
Pag.
1
1
Storia dell’imbottigliamento
2
La riempitrice isobarometrica
2
3
Il tappatore
4
4
Parti della riempitrice
6
5
Sensori e mezzi di rilevamento grandezze
8
6
Norme europee CEI EN 60204-1
11
7
Scelta del PLC
15
Automazione di un impianto per il processo di imbottigliamento
18
BIBLIOGRAFIA
TESTI
BAREZZI M. Introduzione ai controlli logici programmabili e all’automazione industriale, editrice San
Marco
BAREZZI M. Schemario di impianti elettrici civili e industriali,pneumatica, elettropneumatica,
PLC,ed A. Rublev
BAREZZI M. Fondamenti di impianti elettrici civili e industriali,Editrice San Marco
AMISANO G. Manuale di schemi e impianti elettrici,Editore delfino
DURANGO G. Disegno tecnico e disegno di impianti elettrici, Sansoni
RIVISTE SPECIALIZZATE
Elettrificazione, Editoriale Delfino
Il giornale dell’installatore elettrico, Gruppo editoriale Stammer
Tutto norme, T.N.E.
MANUALI E CATALOGHI
SASIB BEVERAGE (Parma – Italy Via La Spezia, 241/a )
PROCOMAC ( Sala Baganza – Parma –Italy Via Fedolfi, 29 )