Idee in movimento
Quale futuro per i processi di finissaggio bio-fisici
Relatore:
Ing. Olinto Rossato
Busto Arsizio, lì 9-11-2002
Parlare di enzimi nei processi di
finissaggio può sembrare azzardato
ma, poiché la nobilitazione tessile è
un’arte innovativa di trasformazione
l’enzima trova la sua giusta
applicazione nella progettazione e
realizzazione di nuovi articoli.
I trattamenti enzimatici
sono sempre più una lavorazione integrante
dei processi di finissaggio innovativi
L’arte del finissaggio dei manufatti
tessili, consiste nello sviluppare e
proporre al mercato originali ed
innovativi effetti di mano capaci
di mantenere alto l’interesse
dell’utilizzatore finale stimolando
così
una costante domanda
all’acquisto.
L’enzima quindi trova la sua concreta
applicazione nella realizzazione di
effetti di mano piacevoli ottenuti spesso
partendo da articoli tradizionali.
C he cosa sono gliEN ZIM I?
G li EN ZIM I,in generale,sono delle proteine con attività catalitica,capaci
diintervenire in una reazione chim ica.
Il risultato applicativo però è sem pre dato dalla com binazione di più
elem entiche, interagendo tra loro, generano un processo definibile com e
bio-chim ico-m eccanico.
Bio
perché l’enzima è un composto biologico
Chimico
perché implica l’instaurarsi di una reazione
chimica e quindi di un equilibrio relativo
dipendente in modo stretto da fattori che ne
influenzano la velocità.
I più importanti tra questi risultano essere:
la concentrazione, la temperatura ed il pH.
Meccanico
perché il trattamento dev’essere sviluppato, con
opportuni accorgimenti (es.: impiego di pietra
pomice) e ultimato in macchine di Tipo AIRO –
Turnbang o similari –oppure in tumbler, ecc. al
fine di rendere evidenti le trasformazioni attuate
sulla fibra
I fattoripiù im portantiche intervengono neltrattam ento enzim atico sono:
il pH
l’acqua
la tem peratura
l’azione m eccanica
Il pH influenza la dissociazione dei costituenti l’enzima e del suo substrato
(tessuto da trattare) e quindi deve risultare il miglior compromesso fra il
valore ottimale dell’enzima e quello di idrolisi del substrato.
Un valore di pH fortemente al di fuori del limite ottimale dell’enzima, può
portare ad una drastica riduzione dell’attività enzimatica sino alla
completa inattivazione della proteina. E’evidente la necessità di verificare
sempre l’apporto della variazione del pH del materiale da
trattare per scongiurare indesiderate interferenze dovute
a rilasci di sostanze residue da lavorazioni precedenti.
Nearstone PL 81
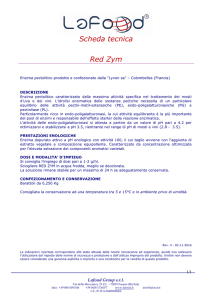
L’acqua è l’elemento solvente del sistema ed è di fondamentale
importanza la concentrazione salina che essa può portare così come è
altrettanto fondamentale l’assenza di cloro o agenti denaturanti
in genere.
Nearchel N50 – 1%
Nearchel N50 – 2%
PRIMA DELL’ENZIMA
INSIEME ALL’ENZIMA
(2% spm)
(2% spm)
Solo enzima 2%
La temperatura è un altro fattore fisico che influenza l’attività
enzimatica; il suo valore ottimale è quello per cui si ha la massima
velocità di reazione e la minima inattivazione dell’enzima.
Temperature relativamente troppo alte possono denaturare la
proteina senza che questa abbia avuto modo di lavorare.
Nearstone PL 81
AZIONE MECCANICA
l’ENZIMA aumenta la sua attività con un’adeguata azione meccanica.
Il risultato ottenibile è direttamente proporzionale alla durata del
trattamento.
Aumentando i dosaggi oltre le concentrazioni consigliate non sono
ipotizzabili proporzionali risparmi di tempo.
Solo una corretta progettazione del manufatto, sia in fase di tessitura,
sia in fase di tintura, tramite un’accurata scelta delle terne di
coloranti e dei fissatori, può agevolare i successivi trattamenti enzimatici.
La scelta dell’enzima dipende dal substrato, dalla combinazione
con altre fibre e quindi dalle temperature di processo applicabili e
dai risultati che si vogliono ottenere in funzione dell’articolo.
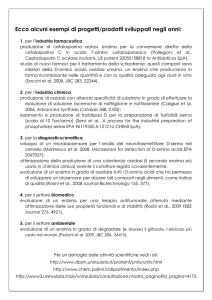
La tabella di seguito riportata può aiutare nella scelta dell’enzima
più appropriato in termini di temperatura e di pH.
O R IG IN E
C A M PO D I A TTIV ITA ’
TEM PER A TU R A
PH
/ O TTIM A LE
A LFA M ILA SE
da 30 a 75°C
6-9
6,5-7,5
A LFA M ILA SE H T
da 95 a 105°C
5-9
5,5-7
C ELLU LA SI N EU TR E
da 50 a 60°C
6,5-7,5
C ELLU LA SI A C ID E
da 50 a 60°C
4,5-5,5
C ELLU LA SI A C ID E M O D IFIC A TE
da 38 a 45°C
5-7
A LFA C ELLU LA SI ß-G LU C O N A SI N EU TR E
da 45 a 55°C
6,5-7,5
LA C C A SI /PER O SSID A SI
da 70 a 75°C
4-6
C A TA LA SI (killer acqua ossigenata)
da 60 a 75°C
5,5-10
PR O TEA SI A C ID E PER SETA E LA N A
da 50 a 60°C
4-5,5
PR O TEA SI A LC A LIN E
da 50 a 55°C
7-10
PEC TIN A SI
da 60 a 65°C
8-10
LIPA SI
da 40 a 48°C
6-9
6-8
8,5
I substrati sui quali l’attività enzimatica dà i risultati più evidenti e
riproducibili sono:
cotone
viscosa
viscosa/cupro
Tencel Lyocel
lino
e loro miste con fibre sintetiche.
Per ragioni di tempo, tratteremo limitatamente alle fibre cellulosiche,
solo la famiglia delle cellulasi e loro derivati che, all’interno delle
lavorazioni finalizzate al finissaggio, offrono la più ampia possibilità
di applicazione.
CELLULASI
CELLULASI
TESSUTI
A MAGLIA
TESSUTI
CAPI
A NAVETTA
CONFEZIONATI
TESSUTI
A MAGLIA
L’enzima può essere applicato sia durante la fase di preparazione sia
dopo il processo di tintura. In questo ultimo caso si dovrà tener conto
in fase di campionatura della variazione di tono dovuta alla modifica
superficiale della fibra. Gli effetti che si possono ottenere sono:
Mano gonfia, liscia, confortevole al tatto ed esente da pilling
TESSUTI
A NAVETTA
Come nel caso della maglia, le cellulasi possono essere applicate sia prima
sia dopo tintura a seconda che si voglia prediligere la semplicità del processo
o la rimozione più accentuata del pilling accettando per contro maggiore
difficoltà nella riproducibilità del tono colore. Se si opta per quest’ultima
soluzione, si dovrà aver cura di selezionare coloranti solidi al post-trattamento
enzimatico.
Selezionando opportunamente i ceppi enzimatici e i cicli di temperatura, nel caso
di tessuti imbozzimati con amido, il trattamento enzimatico può essere abbinato
al processo di sbozzimatura con notevoli risparmi di acqua energia e tempo.
CAPI
CONFEZIONATI
In questo settore vengono utilizzati più trattamenti quali:
1 - BIOPOLISH
Trattamento enzimatico di cellulasi acide su materiale destinato alla tintura
che conferisce un aspetto di mano morbida e setosa, tipo “ smerigliato”.
2 - STONE WASH
Trattamento di Stone-wash per capi Denim,
realizzato con cellulasi neutre opportunamente
additivate per evitare il back- staining su trama e tasche.
E’ possibile realizzare il trattamento anche in unione a modeste
quantità di pietra pomice .
Sbozzimatura
Acqua R.B. 1:15
NEARZIM 610
NEARPON BK-TS
1 gr/l
0,5 gr/l
15’ a 65°C - lavaggio
Stone-wash
Acqua R.B. 1:5
Pietra pomice
300 gr/l
NEARSTONE NT200
NEARPON BK-TS
Tempo 50’ circa
50/52°C – lavaggio
1%
0,5%
Finissaggio
NEARSOPHT BC/9 2%
a 40°C per 15’
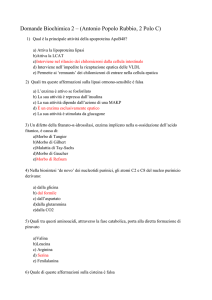
3 - BLEACHING ECOLOGICO
Il Bleaching ecologico di capi Denim può essere realizzato,
a patto di accettare un livello di decolorazione inferiore al
classico bleaching con ipoclorito, ed una nuance poco
più grigia, utilizzando un derivato da laccasi modificata
tipo ad es. il nostro SUPERLAITE FCX.
In questo caso, anche il consumo di acqua, di energia e il
costo di depurazione possono risultare convenienti rispetto a decolorazioni
ottenute con riducenti ecologici e soda caustica.
Il bleaching enzimatico
Il bleaching con riducente ecologico
Acqua R.B. 1:10
Acqua R.B. 1:10 +
pH 4,5 (CH3COOH)
NaOH 36 Bé
90cc/l
SUPERLAITE FCX 2% - 10’ a 70-75°C
PRODOTTO 206
30gr/l
2% - 15’ a 70-75°C
NEARCHEL TMC
1gr/l
20’ a 75°C
lavaggio
Lavaggio e neutralizzazione
Ossidazione:
Ossidazione:
Acqua R.B. 1:6
Acqua R.B. 1:8 +
NEARCAND OP/180
1 gr/l
NEARCAND OP/180
2 gr/l
H2O2 130 Vol.
2 gr/l
H2O2 130 Vol.
2 gr/l
15’ a 65°C - lavare
15’ a 75°C - lavare
Finissaggio
Acqua R.B.
1:6
NEARSOPHT BC/9
1%
NEARFINISH MWS
1%
a 40°C per 15’
L’ENZIMA come base di finissaggio
Terminato il trattamento enzimatico, che conferisce ai
tessuti o ai capi confezionati un aspetto liscio gonfio e
setoso, si procede alla fase finale di finissaggio.
Nel campo dell’intimo o “under wear” per esempio, è
significativo l’impiego delle microemulsioni idrofile,
da sole o in aggiunta a specifici ammorbidenti idrofili.
Questo tipo di trattamento combinato, consente di
conferire al manufatto finale un regolare assorbimento di umidità relativa in
unione ad una mano gradevole ed una notevole sensazione di comfort.
Su articoli di cotone per abbigliamento, invece, si
possono ottenere interessanti effetti di mano caratterizzati
da un tocco morbido e scattante grazie all’utilizzo
combinato di poliuretani e micro emulsioni, applicati sia
per impregnazione a foulard, sia per esaurimento.
FINISSAGGIO CON POLIURETANO
Nearfinish PU-NI 200
50 gr/l
Nearfinish CF511
20 gr/l
Nearpol PT
5 gr/l
impregnazione a foulard - assorbimento 80%
asciugamento 2’ a 155°C
MANO SOFT
Nearfinish MWS
25 gr/l
Nearfinish MNL
10 gr/l
impregnazione a foulard - assorbimento 80%
asciugamento e polimerizzazione 2’ a 150°C
EFFETTO COMFORT
Nearfinish CF511
30 gr/l
Nearsopht HP-WS
10 gr/l
impregnazione a foulard - assorbimento 80%
asciugamento 2’ a 150°C
Un interessante utilizzo degli enzimi si ha in fase di
preparazione dei finissaggi “no iron” in quanto
permette di ottenere articoli che si distinguono
dai tradizionali finissaggi anti-piega per la mano
particolare e per il comfort che conferiscono.
FINISSAGGIO “NO IRON” Ricetta A
Nofelding LF
70 gr/l
Nearpol PT
10 gr/l
Nearfinish MWS
15 gr/l
Katalin M/Conc
10 gr/l
impregnazione a foulard - assorbimento 70%
asciugamento e polimerizzazione 3’ a 160°C
FINISSAGGIO “NO IRON” Ricetta B
Nofelding LF
40 gr/l
Nearfinish CF511
25 gr/l
Nearpol PT
5 gr/l
Katalin M/Conc
6 gr/l
impregnazione a foulard - assorbimento 70%
asciugamento e polimerizzazione 3’ a 155-160°C
L’ENZIMA E L’IMPATTO AMBIENTALE
La diminuzione della quantità di pietra pomice utilizzata per Kg. di
tessuto Denim, unita al fatto di poter applicare l’enzima in concomitanza
ad altre fasi di lavorazione (specie in preparazione) consente di migliorare
l’ambiente di lavoro e semplificare le operazioni su capo e su tessuto,
diminuendo o contenendo allo stesso tempo i consumi di acqua, energia
e l’usura del macchinario.
Nel caso del bleaching ecologico inoltre, si riduce nettamente il carico di
inquinante all’impianto di depurazione, così come nel caso delle pectinasi
nella preparazione per tintura.
Per ulteriori e più approfondite informazioni non
esitate a contattare il nostro Servizio Clienti
allo 0331-576777
Fax 0331-576750
e-mail: [email protected]